

3 - Fagor Automation
3 - Fagor Automation
3 - Fagor Automation

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Cicli fissi (modello ·T·)<br />
3.10.1 Funzionamento base<br />
I passi di lavorazione di questo ciclo sono i seguenti:<br />
1 Se l’operazione di sgrossatura è stata programmata con un altro utensile, il CNC<br />
eseguirà un cambio utensile, spostandosi sul punto di cambio se richiesto dalla<br />
macchina.<br />
2 Il mandrino si avvia alla velocità selezionata nel senso indicato.<br />
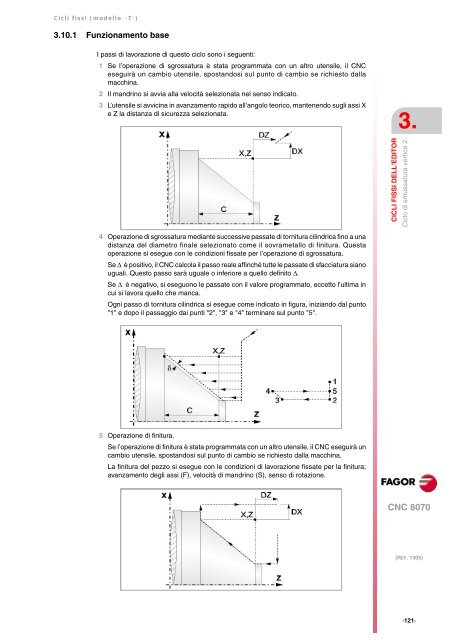
3 L’utensile si avvicina in avanzamento rapido all’angolo teorico, mantenendo sugli assi X<br />
e Z la distanza di sicurezza selezionata.<br />
4 Operazione di sgrossatura mediante successive passate di tornitura cilindrica fino a una<br />
distanza del diametro finale selezionato come il sovrametallo di finitura. Questa<br />
operazione si esegue con le condizioni fissate per l’operazione di sgrossatura.<br />
Se Δ è positivo, il CNC calcola il passo reale affinché tutte le passate di sfacciatura siano<br />
uguali. Questo passo sarà uguale o inferiore a quello definito Δ.<br />
Se Δ è negativo, si eseguono le passate con il valore programmato, eccetto l’ultima in<br />
cui si lavora quello che manca.<br />
Ogni passo di tornitura cilindrica si esegue come indicato in figura, iniziando dal punto<br />
"1" e dopo il passaggio dai punti "2", "3" e "4" terminare sul punto "5".<br />
5 Operazione di finitura.<br />
Se l’operazione di finitura è stata programmata con un altro utensile, il CNC eseguirà un<br />
cambio utensile, spostandosi sul punto di cambio se richiesto dalla macchina.<br />
La finitura del pezzo si esegue con le condizioni di lavorazione fissate per la finitura;<br />
avanzamento degli assi (F), velocità di mandrino (S), senso di rotazione.<br />
3.<br />
CICLI FISSI DELL'EDITOR<br />
Ciclo di smussatura vertice 2.<br />
CNC 8070<br />
(REF. 1305)<br />
·121·














