Insulation Produzione dell'espanso rigido poliuretanico (PUR)
Insulation Produzione dell'espanso rigido poliuretanico (PUR)
Insulation Produzione dell'espanso rigido poliuretanico (PUR)

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
3.4 Regole generali per la produzione di<br />
espansi rigidi <strong>PUR</strong><br />
Per ottenere risultati ottimali nella produzione <strong>dell'espanso</strong><br />
<strong>rigido</strong> <strong>PUR</strong> è necessario osservare determinati<br />
parametri e determinate regole. Per l'applicazione<br />
nel settore edile la schiumatura del materiale<br />
viene effettuata in prevalenza fra strati di copertura<br />
posti in posizione piana e parallela l'uno<br />
rispetto all'altro. La schiuma deve riempire la cavità<br />
compresa fra due coperture. Nella maggior parte<br />
dei casi un telaio sistemato ai bordi delle coperture<br />
provvede a limitare la propagazione della schiuma.<br />
Nella fase iniziale la schiuma si ancora saldamente<br />
a questi strati, per cui in dipendenza del materiale<br />
costituente e della qualità della superficie si ottiene<br />
un accoppiamento più o meno stabile.<br />
Le caratteristiche <strong>dell'espanso</strong> dipendono in gran<br />
parte dalla sua densità (cfr. Informazione tecnica<br />
14/2000 "Caratteristiche tecniche <strong>dell'espanso</strong> <strong>rigido</strong><br />
<strong>PUR</strong> come materiale isolante nell'edilizia" [4]). Di<br />
conseguenza, per ottenere determinate caratteristiche<br />
è necessario regolare opportunamente la densità.<br />
Ciò avviene attraverso la scelta mirata del<br />
sistema di materie prime e l'adattamento del contenuto<br />
in espandente. In linea generale la densità<br />
determinata nella schiumatura non coatta non è<br />
trasferibile al materiale espanso entro cavità, in<br />
quanto la resistenza di attrito a contatto delle coperture<br />
ostacola la libera espansione della schiuma, e<br />
tale effetto viene rinforzato dalla contropressione<br />
esercitata dall'aria da spostare. Come è già stato<br />
detto, la schiuma presenta un moto di scorrimento<br />
che causa a sua volta un orientamento delle celle,<br />
penalizzando di conseguenza le caratteristiche<br />
<strong>dell'espanso</strong>.<br />
L'orientamento delle celle può essere ridotto mediante<br />
un "addensamento" <strong>dell'espanso</strong>, vale a<br />
dire introducendo nella cavità una quantità di<br />
miscela superiore a quella necessaria per riempirla<br />
interamente. La quantità di miscela va regolata in<br />
modo che la cavità sia riempita completamente<br />
prima dell'inizio della gelificazione. Per questa ragione<br />
la densità del materiale liberamente espanso<br />
viene aggiustata su un valore decisamente più basso<br />
rispetto a quello previsto per l'espanso da produrre.<br />
L'addensamento della schiuma ha come<br />
conseguenza una notevole pressione da schiuma,<br />
che fino all'indurimento deve venire contenuta mediante<br />
adatte attrezzature (ad es. pressa, stampo<br />
contentivo o piccola unità con chiusura), allo scopo<br />
di mantenere le dimensioni desiderate. La pressio-<br />
Page 16 of 41<br />
File No.: PU21012-0409 it<br />
Issue 2004-09-15<br />
ne esercitata dipende dal grado di addensamento<br />
E che viene definito come segue:<br />
Densità prevista <strong>dell'espanso</strong><br />
E =<br />
Densità <strong>dell'espanso</strong><br />
non coatto<br />
La seguente tabella evidenzia la dipendenza della<br />
pressione dal grado di addensamento (valido per<br />
l'intervallo di densità intorno a 35 kg/m²).<br />
Tabella 2: Pressione in funzione del grado di addensamento<br />
La permanenza nella pressa o nello stampo va<br />
protratta finché l'espanso presenta una stabilità<br />
sufficiente per essere estratto senza che si verifichino<br />
deformazioni di entità intollerabile.<br />
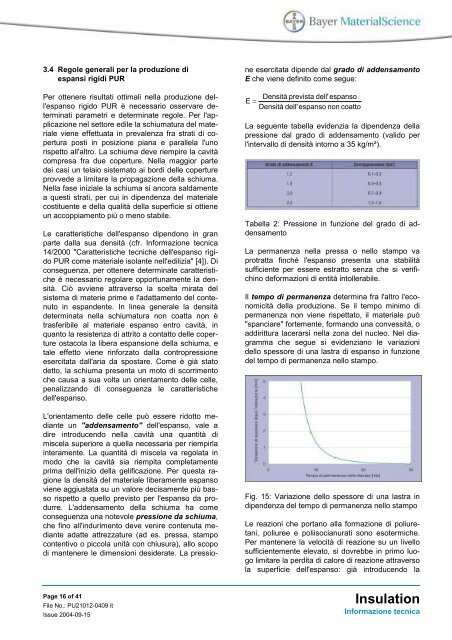
Il tempo di permanenza determina fra l'altro l'economicità<br />
della produzione. Se il tempo minimo di<br />
permanenza non viene rispettato, il materiale può<br />
"spanciare" fortemente, formando una convessità, o<br />
addirittura lacerarsi nella zona del nucleo. Nel diagramma<br />
che segue si evidenziano le variazioni<br />
dello spessore di una lastra di espanso in funzione<br />
del tempo di permanenza nello stampo.<br />
Fig. 15: Variazione dello spessore di una lastra in<br />
dipendenza del tempo di permanenza nello stampo<br />
Le reazioni che portano alla formazione di poliuretani,<br />
poliuree e poliisocianurati sono esotermiche.<br />
Per mantenere la velocità di reazione su un livello<br />
sufficientemente elevato, si dovrebbe in primo luogo<br />
limitare la perdita di calore di reazione attraverso<br />
la superficie <strong>dell'espanso</strong>: già introducendo la<br />
<strong>Insulation</strong><br />
Informazione tecnica