Esercitazione - Corsi di Laurea a Distanza
Esercitazione - Corsi di Laurea a Distanza
Esercitazione - Corsi di Laurea a Distanza

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
ALLIEVI :<br />
ANNO ACCADEMICO 2005 - 2006<br />
ESERCITAZIONE DI IMPIANTI INDUSTRIALI<br />
GRUPPO N.<br />
1._________________<br />
2._________________<br />
3._________________<br />
Cm =<br />
Nm =<br />
<strong>Esercitazione</strong> <strong>di</strong> Impianti Industriali Rev 11D ottobre 2005
STUDIO DI UNO STABILIMENTO PER LA FORGIATURA A CALDO<br />
DI COMPONENTI IN LEGA LEGGERA<br />
INTRODUZIONE<br />
Si richiede lo stu<strong>di</strong>o <strong>di</strong> massima <strong>di</strong> uno stabilimento per la forgiatura <strong>di</strong><br />
prodotti in lega leggera. La forgiatura rappresenta per le leghe <strong>di</strong> alluminio,<br />
una tecnica <strong>di</strong> lavorazione tra<strong>di</strong>zionale, largamente applicata nei settori:<br />
aeronautico, ciclo e motociclo e con impieghi in rapida crescita nel settore<br />
autoveicolistico.<br />
NOTE GENERALI<br />
Lo stabilimento deve essere concepito come un complesso produttivo a sè<br />
stante.<br />
Lo stu<strong>di</strong>o e la progettazione saranno eseguiti tenendo conto delle seguenti<br />
informazioni <strong>di</strong> carattere generale :<br />
• 220 ggll all’anno con due turni al giorno ( per complessive 15h giornaliere);<br />
• le materie prime giungono allo stabilimento me<strong>di</strong>ante autotrasporto; il loro<br />
stoccaggio è da prevedere in un magazzino opportunamente attrezzato;<br />
• stoccaggio dei prodotti finiti previsto in un unico magazzino.<br />
DESCRIZIONE DEL PRODOTTO<br />
Componenti in lega <strong>di</strong> alluminio stampati a caldo. Lo stampaggio a caldo<br />
(forgiatura) si ottiene per deformazione plastica del materiale me<strong>di</strong>ante stampi che<br />
impongono una forma delimitata e precisa al materiale interposto, dopo che questo<br />
è stato reso malleabile me<strong>di</strong>ante riscaldamento.<br />
TECNOLOGIE E MACCHINARIO<br />
Le operazioni realizzate nella produzione allo stu<strong>di</strong>o sono le seguenti :<br />
• ricevimento materia prima in barre ed immagazzinamento<br />
• taglio della materia prima in spezzoni <strong>di</strong> barra<br />
• preriscaldo + sbozzatura<br />
• preriscaldo + stampaggio<br />
• tranciatura della bava <strong>di</strong> stampaggio<br />
• trattamento termico ( tempra + rinvenimento )<br />
• granigliatura<br />
• collaudo finale<br />
• immagazzinamento prodotti finiti<br />
<strong>Esercitazione</strong> <strong>di</strong> Impianti Industriali Rev 11D ottobre 2005
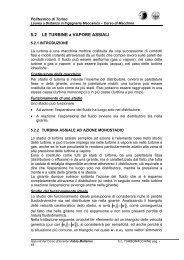
In particolare, le suddette operazioni consistono nelle seguenti attività (ve<strong>di</strong> anche<br />
alleg.1):<br />
1. pre-riscaldo + sbozzatura - consiste nel ottenere, una preformatura del pezzo<br />
con stampi cosiddetti sbozzatori me<strong>di</strong>ante forgiatura <strong>di</strong> uno spezzone <strong>di</strong><br />
barra, al fine <strong>di</strong> semplificare l’ottenimento del prodotto finale nel successivo<br />
stampaggio;<br />
2. pre-riscaldo + stampaggio - forgiatura del prodotto nella sua forma finale,<br />
ottenuta con stampi cosiddetti finitori;<br />
3. tranciatura delle bave - me<strong>di</strong>ante attrezzi speciali (denominati stampi<br />
tranciabave) si eliminano gli eccessi <strong>di</strong> materiale prodotti durante lo<br />
stampaggio; questa operazione si effettua con la pressa trancia;<br />
4. il trattamento termico consiste nel riscaldo dei pezzi per un tempo<br />
determinato (solubilizzazione) ed il loro successivo rapido raffreddamento (<br />
tempra ) seguito da un periodo <strong>di</strong> attesa in forno a temperatura controllata<br />
(rinvenimento);<br />
5. la granigliatura o micropallinatura prevede il soffiaggio ad alta velocità con<br />
micropalline <strong>di</strong> acciaio me<strong>di</strong>ante turbina sulla superficie del pezzo, al fine <strong>di</strong><br />
rimuovere residui <strong>di</strong> lubrificante ed ottenere una superficie pulita, avente il<br />
colore brillante caratteristico dell’alluminio;questa operazione si esegue con la<br />
granigliatrice;<br />
6. il collaudo è il controllo visivo finale per in<strong>di</strong>viduare <strong>di</strong>fettosità <strong>di</strong><br />
stampaggio ( es. bolli, cricche, inclusioni ).<br />
Le macchine da utilizzare nello stabilimento allo stu<strong>di</strong>o sono le seguenti :<br />
- Segatrice barre<br />
- Forno a gas<br />
- Pressa meccanica<br />
- Pressa a tranciare<br />
- Granigliatrice<br />
- Banco <strong>di</strong> collaudo<br />
I fabbisogni <strong>di</strong> materia prima sono in<strong>di</strong>cati in Tabella I<br />
I volumi <strong>di</strong> produzione richiesti sono in<strong>di</strong>cati in Tabella II<br />
I cicli <strong>di</strong> produzione sono in<strong>di</strong>cati in Tabella III.<br />
I valori <strong>di</strong> produttività <strong>di</strong> tali macchinari sono in<strong>di</strong>cati in Tabella IV.<br />
I macchinari specifici da utilizzare sono riportati negli Allegati 4 – 9.<br />
<strong>Esercitazione</strong> <strong>di</strong> Impianti Industriali Rev 11D ottobre 2005
MATERIE PRIME<br />
Nello stabilimento allo stu<strong>di</strong>o dovrà essere previsto un magazzino materie prime,<br />
<strong>di</strong>mensionato in modo da sod<strong>di</strong>sfare le richieste <strong>di</strong> produzione <strong>di</strong> Nm giorni<br />
lavorativi. Le materie prime sono costituite da fasci <strong>di</strong> barre cilindriche <strong>di</strong> lega <strong>di</strong><br />
alluminio con <strong>di</strong>ametro variabile per prodotto e lunghezza standard <strong>di</strong> 6 metri.<br />
Ciascun fascio pesa max 1500 Kg.<br />
Tabella I – Fabbisogni Materia Prima ( Spezzoni <strong>di</strong> barra )<br />
Ciclo Prodotto (Allegato 2) Diam.<br />
[mm]<br />
Lungh.<br />
[mm]<br />
Materiale Peso<br />
Lordo<br />
(kg)<br />
<strong>Esercitazione</strong> <strong>di</strong> Impianti Industriali Rev 11D ottobre 2005<br />
Peso<br />
Netto<br />
1 (Kg)<br />
A Braccio sospensione 120 306 AlMgSi1 9,34 2,80<br />
B Rinvio ammortizzatore 76 128 AlMgSi0,5 1,56 0,60<br />
C Porta iniettori 35 370 AlMg3 0,95 0,50<br />
D Sfaffa motore 60 155 AlMgSi1 1,20 0,75<br />
E Leva sospensione 53 535 AlMgSi1 3,20 0,70<br />
PRODUZIONE RICHIESTA<br />
La produzione richiesta per ciascun prodotto dovrà essere determinata utilizzando<br />
la seguente espressione :<br />
Pm = [2 x (Cm+Nm) /30] x produzione base giornaliera<br />
dove:<br />
Pm = produzione richiesta per ciascun prodotto [pz/giorno];<br />
Cm = numero corrispondente alla me<strong>di</strong>a delle lettere alfabetiche delle iniziali dei<br />
cognomi degli studenti componenti il gruppo;<br />
Nm = numero corrispondente alla me<strong>di</strong>a delle lettere alfabetiche delle iniziali dei<br />
nomi degli studenti componenti il gruppo.<br />
Tabella II – Volumi <strong>di</strong> produzione base richiesti<br />
Componente Pz/anno<br />
A. Braccio sospensione 220.000<br />
B. Rinvio ammortizzatore 220.000<br />
C. Porta iniettori 110.000<br />
D. Staffa motore 110.000<br />
E. Leva sospensione 64.000<br />
1 Dopo tranciatura della bava
Tabella III – Cicli <strong>di</strong> produzione<br />
05 Accettazione materia<br />
prima<br />
Prodotti<br />
Fase A B C D E<br />
Tutti i prodotti<br />
10 Taglio spezzoni Tutti i prodotti<br />
20 Pre-riscaldo + Sbozzatura<br />
5 5 5 - -<br />
30 Pre-riscaldo + Stampaggio Tutti i prodotti<br />
40 Tranciatura bava Tutti i prodotti<br />
50 Trattamento termico (n.b.<br />
presso Fornitore 2 ) 5 5 - 5 5<br />
60 Granigliatura o<br />
Micropallinatura 5 5 - - 5<br />
65 Collaudo Tutti i prodotti<br />
70 Immagazzinamento Tutti i prodotti<br />
80 Spe<strong>di</strong>zione Tutti i prodotti<br />
2<br />
Dovrà essere previsto, a monte ed a valle della lavorazione effettuata dal terzista, un magazzino pari ad un turno<br />
<strong>di</strong> lavoro.<br />
<strong>Esercitazione</strong> <strong>di</strong> Impianti Industriali Rev 11D ottobre 2005
Tabella IV– Produttività del macchinario<br />
Macchinario /<br />
Operazione<br />
Produzione me<strong>di</strong>a oraria [pezzi/ora]<br />
A B C D E<br />
10 Segatrice 50 220 285 190 200<br />
20 a Forno a gas 20 140 110 - -<br />
20 b Pressa meccanica 2000 T<br />
[ Sbozzatura ]<br />
20 140 110 - -<br />
30 a Forno a gas 50 170 110 150 60<br />
30 b Pressa meccanica 750 T<br />
[Stampaggio ]<br />
50 170 110 150 60<br />
40 Pressa a tranciare 3 75 250 250 260 170<br />
50 Trattamento termico<br />
OPERAZIONE PRESSO FORNITORE<br />
60 Granigliatrice 120 220 - - 200<br />
65 Collaudo 45 330 120 190 300<br />
MAGAZZINO PRODOTTI FINITI<br />
Nello stabilimento allo stu<strong>di</strong>o dovrà essere previsto un magazzino prodotti finiti, <strong>di</strong>mensionato in<br />
modo da garantire una capacità <strong>di</strong> stoccaggio pari a Cm giorni lavorativi. I prodotti finiti sono<br />
contenuti entro contenitori riportati alle tab. V.<br />
Tabella V – Contenitori (Allegato 3)<br />
Tipo Dimensioni [mm]<br />
Cassone metallico 1000 x 800 x 800<br />
Cestino inox 1000 x 800 x 550<br />
Cartone su pedana 1200 x 800 x 1000<br />
3 Identico tipo <strong>di</strong> pressa utilizzato per tutti i prodotti<br />
<strong>Esercitazione</strong> <strong>di</strong> Impianti Industriali Rev 11D ottobre 2005
Tabella VI – Pezzi contenuti in un contenitore<br />
Tipo <strong>di</strong><br />
contenitore<br />
Accettazione Taglio Sbozzatura Stampaggio Tranciatura<br />
e/o<br />
Trattamento<br />
Termico<br />
Fascio <strong>di</strong><br />
barre<br />
Cassone<br />
metallico<br />
Cassone<br />
metallico<br />
Cassone<br />
Metallico<br />
<strong>Esercitazione</strong> <strong>di</strong> Impianti Industriali Rev 11D ottobre 2005<br />
Cestino in<br />
acciaio<br />
inox<br />
Granigliatura<br />
e/o Controllo<br />
Cestino in<br />
acciaio inox<br />
Immagazzin<br />
amento<br />
Spe<strong>di</strong>zione<br />
Cartone su<br />
pallet<br />
Prodotto Pezzi per<br />
fascio<br />
Pezzi per contenitore<br />
A. Braccio<br />
sospensione<br />
155 80 65 150 35 35 160<br />
B. Rinvio<br />
ammortizzatore<br />
920 320 250 420 166 166 750<br />
C. Porta iniettori 1538 520 420 330 200 200 900<br />
D. Staffa motore 1244 415 330 450 133 133 600<br />
E. Leva<br />
sospensione<br />
462 156 125 180 142 142 640
CONTENUTI DELLO STUDIO<br />
Lo stu<strong>di</strong>o dello stabilimento dovrà comprendere gli elaborati seguenti :<br />
1) stu<strong>di</strong>o del plant layout sulla base <strong>di</strong> <strong>di</strong>segno quotato, in scala 1:100, con<br />
in<strong>di</strong>cata la <strong>di</strong>sposizione delle macchine e delle relative postazioni <strong>di</strong> lavoro, dei<br />
magazzini e delle zone accessorie ( manutenzione,uffici,servizi,ecc.);<br />
2) stu<strong>di</strong>o <strong>di</strong> un posto <strong>di</strong> lavoro (da definire in sede <strong>di</strong> esercitazione) in scala 1:25;<br />
3) su una copia del <strong>di</strong>segno <strong>di</strong> plant layout deve essere riportato il flusso dei<br />
materiali;<br />
Nell’ambito dello stabilimento si considerino le seguenti aree :<br />
- ufficio accettazione arrivi<br />
- magazzino materie prime<br />
- magazzino prodotti finiti<br />
- magazzino materiali ausiliari ( lubrificanti, lame, ecc. )<br />
sono inoltre da prevedere e <strong>di</strong>sporre nel lay-out, senza dettagliarne la<br />
progettazione interna :<br />
- attrezzeria e manutenzione 250 m 2<br />
- isola tecnica a<strong>di</strong>acente al fabbricato principale (sala compressori, centrale<br />
elettrica, centrale termica, sala pompaggio acqua) 80 m 2<br />
- 4 uffici supervisori <strong>di</strong> reparto (accettaz., taglio, stampaggio, collaudo) 4x16 m 2<br />
- uffici <strong>di</strong>rezione 80 m 2<br />
- deposito stampi 50 m 2<br />
- 2 aree ristoro 10 m 2<br />
- infermeria 20 m 2<br />
- mensa 1,6 m 2 per ogni <strong>di</strong>pendente contemporaneamente presente<br />
- servizi igienici 0,25 m 2 per ogni <strong>di</strong>pendente contemporaneamente presente<br />
- 2 spogliatoi 1,6 m 2 per ogni <strong>di</strong>pendente contemporaneamente presente<br />
Lo stu<strong>di</strong>o deve essere esplicitato, oltre che dai <strong>di</strong>segni, anche da una relazione<br />
descrittiva, la quale svilupperà, tra l’altro, i seguenti argomenti :<br />
- volume <strong>di</strong> produzione annuo dei <strong>di</strong>versi prodotti;<br />
- superficie coperta, volume e “maglia” dell’e<strong>di</strong>ficio, altezza sotto filo catena,<br />
posizione degli accessi, uffici e servizi igienico sanitari;<br />
- numero totale <strong>di</strong> addetti ;<br />
- soluzioni adottate per la movimentazione dei materiali per i magazzini.<br />
Tenendo conto dei costi in opera delle macchine operatrici e delle relative<br />
attrezzature e <strong>di</strong> altri costi ( forniti nella tabella o in<strong>di</strong>viduati durante lo sviluppo<br />
del progetto ) dovrà essere valutato l’investimento necessario e previsto un<br />
ampliamento proporzionato ad un aumento del 30% della produzione attuale.<br />
<strong>Esercitazione</strong> <strong>di</strong> Impianti Industriali Rev 11D ottobre 2005
Tabella VII – Costo delle macchine, attrezzature ed impianti<br />
Segatrice € 260 000<br />
Pressa meccanica 2000 T € 1 300 000<br />
Pressa meccanica 750T € 800 000<br />
Pressa a tranciare € 415 000<br />
Forno <strong>di</strong> preriscaldo € 130 000<br />
Granigliatrice € 115 000<br />
E<strong>di</strong>ficio industriale €/m 2 500<br />
Impianti generali ( riscaldamento, illuminazione,f.e.m., €/m 2 80<br />
acqua industriale e potabile, aria compressa )<br />
Carriponte 10 t con interasse fra rotaie <strong>di</strong> scorrimento:<br />
< 20 m<br />
> 20 m<br />
- vie <strong>di</strong> corsa e rotaie per carriponte<br />
- linee <strong>di</strong> alimentazione f.e.m.<br />
Carriponte sino a 2000 kg con interasse fra rotaie <strong>di</strong><br />
scorrimento<br />
< 10 m<br />
10 – 20 m<br />
> 20 m<br />
Scaffalatura<br />
- tra<strong>di</strong>zionali<br />
- drive in<br />
- autoportanti<br />
- a gravità<br />
- per barre<br />
€/cad<br />
“<br />
€/m<br />
€/m<br />
€/cad<br />
€/vano<br />
<strong>Esercitazione</strong> <strong>di</strong> Impianti Industriali Rev 11D ottobre 2005<br />
150.000<br />
180.000<br />
500<br />
80<br />
50.000<br />
60.000<br />
75.000<br />
50<br />
40<br />
100<br />
180<br />
400<br />
Transpallet elettrico<br />
€/cad 1.500<br />
Transpallet manuale<br />
900<br />
Carrelli a forche:<br />
€/cad<br />
- altezza <strong>di</strong> sollevamento 3 m<br />
25.000<br />
- altezza <strong>di</strong> sollevamento 6 m<br />
30.000<br />
Carrelli trilaterali altezza <strong>di</strong> sollevamento > 10m €/cad 90.000<br />
Trasportatori a rulli folli<br />
€/m 500<br />
Trasportatori a rulli/catene motorizzati<br />
1.800<br />
Trasportatori aerei a catena €/m 500<br />
Portoni<br />
€/cad<br />
Porte <strong>di</strong> sicurezza<br />
“<br />
Tamponature fonoassorbenti<br />
€/m 2<br />
9.000<br />
3.500<br />
80
NOTE ESPLICATIVE<br />
La sequenza delle attività da eseguire per sviluppare il tema proposto è la<br />
seguente :<br />
1) calcolo della produzione<br />
2) calcolo numero <strong>di</strong> macchine occorrenti a seconda della soluzione per<br />
linee, reparti o isole<br />
3) definizione <strong>di</strong> un layout a blocchi<br />
4) definizione dei posti <strong>di</strong> lavoro<br />
5) <strong>di</strong>mensionamento dei magazzini<br />
6) <strong>di</strong>mensionamento dei reparti, dei corridoi<br />
7) definizione del layout definitivo<br />
8) valutazione dei costi<br />
9) stesura della relazione tecnica.<br />
ALLEGATI<br />
Allegato 1 : Fasi <strong>di</strong> Stampaggio ( Esempio )<br />
Allegato 2 : Immagini dei Prodotti<br />
Allegato 3 : Contenitori<br />
Allegato 4 : Segatrice barre<br />
Allegato 5 : Forno a gas <strong>di</strong> preriscaldo<br />
Allegato 6a : Pressa meccanica 2000 T<br />
Allegato 6b : Pressa meccanica 750 T<br />
Allegato 7 : Pressa a tranciare<br />
Allegato 8 : Granigliatrice<br />
Allegato 9 : Banco <strong>di</strong> collaudo<br />
Allegato 10: Dimensione pilastri e maglie dei fabbricati industriali<br />
<strong>Esercitazione</strong> <strong>di</strong> Impianti Industriali Rev 11D ottobre 2005