

Tornitura generale - Robotic Tools Robotic Tools
Tornitura generale - Robotic Tools Robotic Tools
Tornitura generale - Robotic Tools Robotic Tools

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
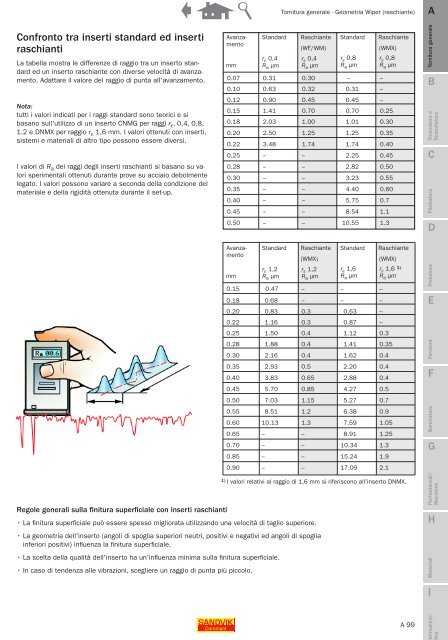
Confronto tra inserti standard ed inserti<br />
raschianti<br />
La tabella mostra le differenze di raggio tra un inserto standard<br />
ed un inserto raschiante con diverse velocità di avanzamento.<br />
Adattare il valore del raggio di punta all'avanzamento.<br />
Nota:<br />
tutti i valori indicati per i raggi standard sono teorici e si<br />
basano sull'utilizzo di un inserto CNMG per raggi r e, 0,4, 0,8,<br />
1.2 e DNMX per raggio r e 1,6 mm. I valori ottenuti con inserti,<br />
sistemi e materiali di altro tipo possono essere diversi.<br />
I valori di R a dei raggi degli inserti raschianti si basano su valori<br />
sperimentali ottenuti durante prove su acciaio debolmente<br />
legato. I valori possono variare a seconda della condizione del<br />
materiale e della rigidità ottenuta durante il set-up.<br />
Regole generali sulla finitura superficiale con inserti raschianti<br />
Avanzamento<br />
(WF/WM)<br />
0.07 0.31 0.30 – –<br />
0.10 0.63 0.32 0.31 –<br />
0.12 0.90 0.45 0.45 –<br />
(WMX)<br />
(WMX)<br />
0.15 1.41 0.70 0.70 0.25<br />
0.18 2.03 1.00 1.01 0.30<br />
0.20 2.50 1.25 1.25 0.35<br />
0.22 3.48 1.74 1.74 0.40<br />
0.25 – – 2.25 0.45<br />
0.28 – – 2.82 0.50<br />
0.30 – – 3.23 0.55<br />
0.35 – – 4.40 0.60<br />
0.40 – – 5.75 0.7<br />
0.45 – – 8.54 1.1<br />
0.50 – – 10.55 1.3<br />
0.15 0.47 – – –<br />
0.18 0.68 – – –<br />
0.20 0.83 0.3 0.63 –<br />
0.22 1.16 0.3 0.87 –<br />
(WMX)<br />
0.25 1.50 0.4 1.12 0.3<br />
0.28 1.88 0.4 1.41 0.35<br />
0.30 2.16 0.4 1.62 0.4<br />
0.35 2.93 0.5 2.20 0.4<br />
0.40 3.83 0.65 2.88 0.4<br />
0.45 5.70 0.85 4.27 0.5<br />
0.50 7.03 1.15 5.27 0.7<br />
0.55 8.51 1.2 6.38 0.9<br />
0.60 10.13 1.3 7.59 1.05<br />
0.65 – – 8.91 1.25<br />
0.70 – – 10.34 1.3<br />
0.85 – – 15.24 1.9<br />
0.90 – – 17.09 2.1<br />
• La finitura superficiale può essere spesso migliorata utilizzando una velocità di taglio superiore.<br />
• La geometria dell'inserto (angoli di spoglia superiori neutri, positivi e negativi ed angoli di spoglia<br />
inferiori positivi) influenza la finitura superficiale.<br />
• La scelta della qualità dell'inserto ha un'influenza minima sulla finitura superficiale.<br />
• In caso di tendenza alle vibrazioni, scegliere un raggio di punta più piccolo.<br />
mm<br />
Avanzamento<br />
mm<br />
Standard<br />
r e 0,4<br />
R a µm<br />
Standard<br />
r e 1,2<br />
R a µm<br />
<strong>Tornitura</strong> <strong>generale</strong> - Geometria Wiper (raschiante)<br />
Raschiante<br />
r e 0,4<br />
R a µm<br />
Raschiante<br />
r e 1,2<br />
R a µm<br />
Standard<br />
r e 0,8<br />
R a µm<br />
Standard<br />
r e 1,6<br />
R a µm<br />
Raschiante<br />
r e 0,8<br />
R a µm<br />
Raschiante<br />
r e 1,6 1)<br />
R a µm<br />
1) I valori relativi al raggio di 1,6 mm si riferiscono all'inserto DNMX.<br />
A 99<br />
A<br />
<strong>Tornitura</strong> <strong>generale</strong><br />
B<br />
Troncatura e<br />
Scanalatura<br />
C<br />
Filettatura<br />
D<br />
Fresatura<br />
E<br />
Foratura<br />
F<br />
Barenatura<br />
G<br />
Portautensili/<br />
Macchine<br />
H<br />
Materiali<br />
I<br />
Informazioni/<br />
Indice
