

Tornitura generale - Robotic Tools Robotic Tools
Tornitura generale - Robotic Tools Robotic Tools
Tornitura generale - Robotic Tools Robotic Tools

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
A<br />
<strong>Tornitura</strong> <strong>generale</strong><br />
B<br />
Troncatura e<br />
Scanalatura<br />
C<br />
Filettatura<br />
D<br />
Fresatura<br />
E<br />
Foratura<br />
F<br />
Barenatura<br />
G<br />
Portautensili/<br />
Macchine<br />
H<br />
Materiali<br />
I<br />
Informazioni/<br />
Indice<br />
<strong>Tornitura</strong> <strong>generale</strong> - Descrizione delle geometrie degli inserti<br />
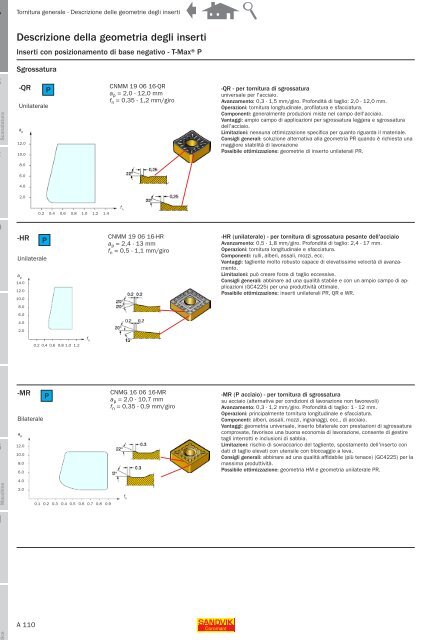
Descrizione della geometria degli inserti<br />
Inserti con posizionamento di base negativo - T-Max® P<br />
Sgrossatura<br />
-QR P<br />
Unilaterale<br />
a p<br />
12.0<br />
10.0<br />
8.0<br />
6.0<br />
4.0<br />
2.0<br />
-HR<br />
ap 14.0<br />
12.0<br />
10.0<br />
8.0<br />
6.0<br />
4.0<br />
2.0<br />
-MR<br />
a p<br />
12.0<br />
10.0<br />
8.0<br />
6.0<br />
4.0<br />
2.0<br />
A 110<br />
0.2 0.4 0.6 0.8 1.0 1.2 1.4<br />
P<br />
Unilaterale<br />
Bilaterale<br />
0.2 0.4 0.6 0.8 1.0 1.2<br />
P<br />
0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9<br />
f n<br />
CNMM 19 06 16-QR<br />
a p = 2,0 - 12,0 mm<br />
f n = 0,35 - 1,2 mm/giro<br />
f n<br />
CNMM 19 06 16-HR<br />
a p = 2,4 - 13 mm<br />
f n = 0,5 - 1,1 mm/giro<br />
CNMG 16 06 16-MR<br />
a p = 2,0 - 10,7 mm<br />
f n = 0,35 - 0,9 mm/giro<br />
f n<br />
-QR - per tornitura di sgrossatura<br />
universale per l'acciaio.<br />
Avanzamento: 0,3 - 1,5 mm/giro. Profondità di taglio: 2,0 - 12,0 mm.<br />
Operazioni: tornitura longitudinale, profilatura e sfacciatura.<br />
Componenti: generalmente produzioni miste nel campo dell'acciaio.<br />
Vantaggi: ampio campo di applicazioni per sgrossatura leggera e sgrossatura<br />
dell'acciaio.<br />
Limitazioni: nessuna ottimizzazione specifica per quanto riguarda il materiale.<br />
Consigli generali: soluzione alternativa alla geometria PR quando è richiesta una<br />
maggiore stabilità di lavorazione<br />
Possibile ottimizzazione: geometrie di inserto unilaterali PR.<br />
-HR (unilaterale) - per tornitura di sgrossatura pesante dell'acciaio<br />
Avanzamento: 0,5 - 1,8 mm/giro. Profondità di taglio: 2,4 - 17 mm.<br />
Operazioni: tornitura longitudinale e sfacciatura.<br />
Componenti: rulli, alberi, assali, mozzi, ecc.<br />
Vantaggi: tagliente molto robusto capace di elevatissime velocità di avanzamento.<br />
Limitazioni: può creare forze di taglio eccessive.<br />
Consigli generali: abbinare ad una qualità stabile e con un ampio campo di applicazioni<br />
(GC4225) per una produttività ottimale.<br />
Possibile ottimizzazione: inserti unilaterali PR, QR e WR.<br />
-MR (P acciaio) - per tornitura di sgrossatura<br />
su acciaio (alternativa per condizioni di lavorazione non favorevoli)<br />
Avanzamento: 0,3 - 1,2 mm/giro. Profondità di taglio: 1 - 12 mm.<br />
Operazioni: principalmente tornitura longitudinale e sfacciatura.<br />
Componenti: alberi, assali, mozzi, ingranaggi, ecc., di acciaio.<br />
Vantaggi: geometria universale, inserto bilaterale con prestazioni di sgrossatura<br />
comprovate, favorisce una buona economia di lavorazione, consente di gestire<br />
tagli interrotti e inclusioni di sabbia.<br />
Limitazioni: rischio di sovraccarico del tagliente, spostamento dell'inserto con<br />
dati di taglio elevati con utensile con bloccaggio a leva.<br />
Consigli generali: abbinare ad una qualità affidabile (più tenace) (GC4225) per la<br />
massima produttività.<br />
Possibile ottimizzazione: geometria HM e geometria unilaterale PR.
