

Tornitura generale - Robotic Tools Robotic Tools
Tornitura generale - Robotic Tools Robotic Tools
Tornitura generale - Robotic Tools Robotic Tools

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
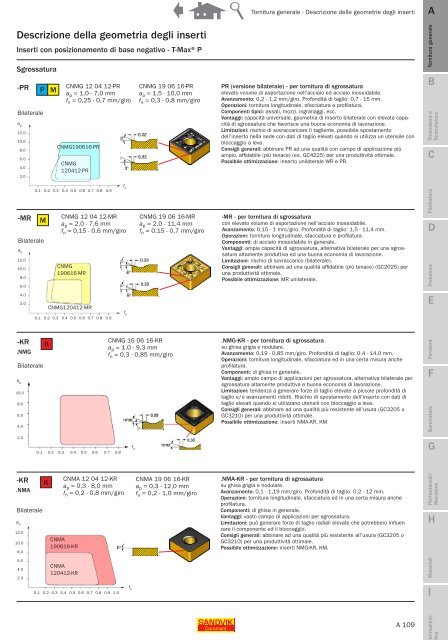
Descrizione della geometria degli inserti<br />
Inserti con posizionamento di base negativo - T-Max® P<br />
Sgrossatura<br />
-PR<br />
Bilaterale<br />
ap 12.0<br />
10.0<br />
8.0<br />
6.0<br />
4.0<br />
2.0<br />
-MR<br />
ap 12.0<br />
10.0<br />
8.0<br />
6.0<br />
4.0<br />
2.0<br />
P M<br />
CNMG190616-PR<br />
CNMG<br />
120412-PR<br />
0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9<br />
M<br />
Bilaterale<br />
-KR<br />
.NMG<br />
Bilaterale<br />
a p<br />
10.0<br />
8.0<br />
6.0<br />
4.0<br />
2.0<br />
-KR<br />
.NMA<br />
Bilaterale<br />
a p<br />
12.0<br />
10.0<br />
8.0<br />
6.0<br />
4.0<br />
2.0<br />
CNMG<br />
190616-MR<br />
CNMG120412-MR<br />
0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9<br />
K<br />
0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8<br />
K<br />
CNMA<br />
190616-KR<br />
CNMA<br />
120412-KR<br />
CNMG 12 04 12-PR<br />
a p = 1,0 - 7,0 mm<br />
f n = 0,25 - 0,7 mm/giro<br />
CNMG 12 04 12-MR<br />
a p = 2,0 - 7,6 mm<br />
f n = 0,15 - 0,6 mm/giro<br />
CNMA 12 04 12-KR<br />
a p = 0,3 - 8,0 mm<br />
f n = 0,2 - 0,8 mm/giro<br />
0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0<br />
f n<br />
f n<br />
f n<br />
f n<br />
CNMG 19 06 16-PR<br />
a p = 1,5 - 10,0 mm<br />
f n = 0,3 - 0,8 mm/giro<br />
CNMG 19 06 16-MR<br />
a p = 2,0 - 11,4 mm<br />
f n = 0,15 - 0,7 mm/giro<br />
CNMG 16 06 16-KR<br />
a p = 1,0 - 9,3 mm<br />
f n = 0,3 - 0,85 mm/giro<br />
CNMA 19 06 16-KR<br />
a p = 0,3 - 12,0 mm<br />
f n = 0,2 - 1,0 mm/giro<br />
<strong>Tornitura</strong> <strong>generale</strong> - Descrizione delle geometrie degli inserti<br />
PR (versione bilaterale) - per tornitura di sgrossatura<br />
elevato volume di asportazione nell'acciaio ed acciaio inossidabile.<br />
Avanzamento: 0,2 - 1,2 mm/giro. Profondità di taglio: 0,7 - 15 mm.<br />
Operazioni: tornitura longitudinale, sfacciatura e profilatura.<br />
Componenti tipici: assali, mozzi, ingranaggi, ecc.<br />
Vantaggi: capacità universale, geometria di inserto bilaterale con elevata capacità<br />
di sgrossatura che favorisce una buona economia di lavorazione.<br />
Limitazioni: rischio di sovraccaricare il tagliente, possibile spostamento<br />
dell'inserto nella sede con dati di taglio elevati quando si utilizza un utensile con<br />
bloccaggio a leva.<br />
Consigli generali: abbinare PR ad una qualità con campo di applicazione più<br />
ampio, affidabile (più tenace) (es. GC4225) per una produttività ottimale.<br />
Possibile ottimizzazione: inserto unilaterale WR e PR.<br />
-MR - per tornitura di sgrossatura<br />
con elevato volume di asportazione nell'acciaio inossidabile.<br />
Avanzamento: 0,15 - 1 mm/giro. Profondità di taglio: 1,5 - 11,4 mm.<br />
Operazioni: tornitura longitudinale, sfacciatura e profilatura.<br />
Componenti: di acciaio inossidabile in <strong>generale</strong>.<br />
Vantaggi: ampia capacità di sgrossatura, alternativa bilaterale per una sgrossatura<br />
altamente produttiva ed una buona economia di lavorazione.<br />
Limitazioni: rischio di sovraccarico (bilaterale).<br />
Consigli generali: abbinare ad una qualità affidabile (più tenace) (GC2025) per<br />
una produttività ottimale.<br />
Possibile ottimizzazione: MR unilaterale.<br />
.NMG-KR - per tornitura di sgrossatura<br />
su ghisa grigia e nodulare.<br />
Avanzamento: 0,19 - 0,85 mm/giro. Profondità di taglio: 0,4 - 14,0 mm.<br />
Operazioni: tornitura longitudinale, sfacciatura ed in una certa misura anche<br />
profilatura.<br />
Componenti: di ghisa in <strong>generale</strong>.<br />
Vantaggi: ampio campo di applicazioni per sgrossatura, alternativa bilaterale per<br />
sgrossatura altamente produttiva e buona economia di lavorazione.<br />
Limitazioni: tendenza a generare forze di taglio elevate a piccole profondità di<br />
taglio e/o avanzamenti ridotti. Rischio di spostamento dell'inserto con dati di<br />
taglio elevati quando si utilizzano utensili con bloccaggio a leva.<br />
Consigli generali: abbinare ad una qualità più resistente all'usura (GC3205 o<br />
GC3210) per una produttività ottimale.<br />
Possibile ottimizzazione: inserti NMA-KR, KM<br />
.NMA-KR - per tornitura di sgrossatura<br />
su ghisa grigia e nodulare.<br />
Avanzamento: 0,1 - 1,19 mm/giro. Profondità di taglio: 0,2 - 12 mm.<br />
Operazioni: tornitura longitudinale, sfacciatura ed in una certa misura anche<br />
profilatura.<br />
Componenti: di ghisa in <strong>generale</strong>.<br />
Vantaggi: vasto campo di applicazioni per sgrossatura.<br />
Limitazioni: può generare forze di taglio radiali elevate che potrebbero influenzare<br />
il componente ed il bloccaggio.<br />
Consigli generali: abbinare ad una qualità più resistente all'usura (GC3205 o<br />
GC3210) per una produttività ottimale.<br />
Possibile ottimizzazione: inserti NMG-KR, KM.<br />
A 109<br />
A<br />
<strong>Tornitura</strong> <strong>generale</strong><br />
B<br />
Troncatura e<br />
Scanalatura<br />
C<br />
Filettatura<br />
D<br />
Fresatura<br />
E<br />
Foratura<br />
F<br />
Barenatura<br />
G<br />
Portautensili/<br />
Macchine<br />
H<br />
Materiali<br />
I<br />
Informazioni/<br />
Indice
