

Tornitura generale - Robotic Tools Robotic Tools
Tornitura generale - Robotic Tools Robotic Tools
Tornitura generale - Robotic Tools Robotic Tools

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
A<br />
<strong>Tornitura</strong> <strong>generale</strong><br />
B<br />
Troncatura e<br />
Scanalatura<br />
C<br />
Filettatura<br />
D<br />
Fresatura<br />
E<br />
Foratura<br />
F<br />
Barenatura<br />
G<br />
Portautensili/<br />
Macchine<br />
H<br />
Materiali<br />
I<br />
Informazioni/<br />
Indice<br />
<strong>Tornitura</strong> <strong>generale</strong> - Descrizione delle geometrie degli inserti<br />
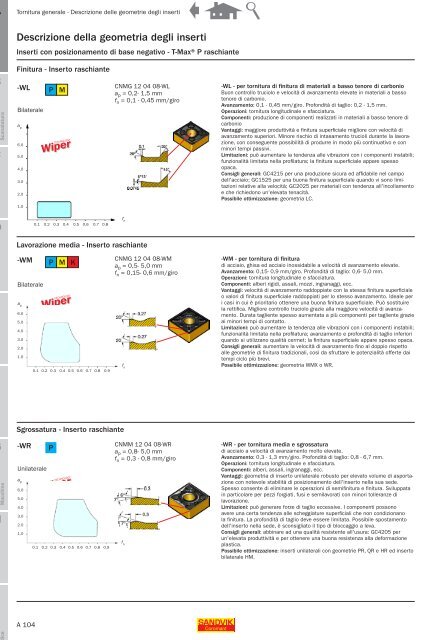
Descrizione della geometria degli inserti<br />
Inserti con posizionamento di base negativo - T-Max® P raschiante<br />
Finitura - Inserto raschiante<br />
-WL<br />
Bilaterale<br />
a p<br />
6.0<br />
5.0<br />
4.0<br />
3.0<br />
2.0<br />
1.0<br />
-WM<br />
ap 6.0<br />
5.0<br />
4.0<br />
3.0<br />
2.0<br />
1.0<br />
-WR<br />
ap 6.0<br />
5.0<br />
4.0<br />
3.0<br />
2.0<br />
1.0<br />
A 104<br />
P M<br />
0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8<br />
Lavorazione media - Inserto raschiante<br />
Bilaterale<br />
P M K<br />
0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9<br />
Sgrossatura - Inserto raschiante<br />
Unilaterale<br />
P<br />
0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9<br />
CNMG 12 04 08-WL<br />
a p = 0,2- 1,5 mm<br />
f n = 0,1 - 0,45 mm/giro<br />
f n<br />
CNMG 12 04 08-WM<br />
a p = 0,5- 5,0 mm<br />
f n = 0,15- 0,6 mm/giro<br />
f n<br />
CNMM 12 04 08-WR<br />
a p = 0,8- 5,0 mm<br />
f n = 0,3 - 0,8 mm/giro<br />
f n<br />
-WL - per tornitura di finitura di materiali a basso tenore di carbonio<br />
Buon controllo truciolo e velocità di avanzamento elevate in materiali a basso<br />
tenore di carbonio.<br />
Avanzamento: 0,1 - 0,45 mm/giro. Profondità di taglio: 0,2 - 1,5 mm.<br />
Operazioni: tornitura longitudinale e sfacciatura.<br />
Componenti: produzione di componenti realizzati in materiali a basso tenore di<br />
carbonio<br />
Vantaggi: maggiore produttività e finitura superficiale migliore con velocità di<br />
avanzamento superiori. Minore rischio di intasamento trucioli durante la lavorazione,<br />
con conseguente possibilità di produrre in modo più continuativo e con<br />
minori tempi passivi.<br />
Limitazioni: può aumentare la tendenza alle vibrazioni con i componenti instabili;<br />
funzionalità limitata nella profilatura; la finitura superficiale appare spesso<br />
opaca.<br />
Consigli generali: GC4215 per una produzione sicura ed affidabile nel campo<br />
dell'acciaio; GC1525 per una buona finitura superficiale quando vi sono limitazioni<br />
relative alla velocità; GC2025 per materiali con tendenza all'incollamento<br />
e che richiedono un'elevata tenacità.<br />
Possibile ottimizzazione: geometria LC.<br />
-WM - per tornitura di finitura<br />
di acciaio, ghisa ed acciaio inossidabile a velocità di avanzamento elevate.<br />
Avanzamento: 0,15- 0,9 mm/giro. Profondità di taglio: 0,6- 5,0 mm.<br />
Operazioni: tornitura longitudinale e sfacciatura.<br />
Componenti: alberi rigidi, assali, mozzi, ingranaggi, ecc.<br />
Vantaggi: velocità di avanzamento raddoppiate con la stessa finitura superficiale<br />
o valori di finitura superficiale raddoppiati per lo stesso avanzamento. Ideale per<br />
i casi in cui è prioritario ottenere una buona finitura superficiale. Può sostituire<br />
la rettifica. Migliore controllo truciolo grazie alla maggiore velocità di avanzamento.<br />
Durata tagliente spesso aumentata a più componenti per tagliente grazie<br />
ai minori tempi di contatto.<br />
Limitazioni: può aumentare la tendenza alle vibrazioni con i componenti instabili;<br />
funzionalità limitata nella profilatura; avanzamento e profondità di taglio inferiori<br />
quando si utilizzano qualità cermet; la finitura superficiale appare spesso opaca.<br />
Consigli generali: aumentare la velocità di avanzamento fino al doppio rispetto<br />
alle geometrie di finitura tradizionali, così da sfruttare le potenzialità offerte dai<br />
tempi ciclo più brevi.<br />
Possibile ottimizzazione: geometria WMX o WR.<br />
-WR - per tornitura media e sgrossatura<br />
di acciaio a velocità di avanzamento molto elevate.<br />
Avanzamento: 0,3 - 1,3 mm/giro. Profondità di taglio: 0,8 - 6,7 mm.<br />
Operazioni: tornitura longitudinale e sfacciatura.<br />
Componenti: alberi, assali, ingranaggi, ecc.<br />
Vantaggi: geometria di inserto unilaterale robusto per elevato volume di asportazione<br />
con notevole stabilità di posizionamento dell'inserto nella sua sede.<br />
Spesso consente di eliminare le operazioni di semifinitura e finitura. Sviluppata<br />
in particolare per pezzi forgiati, fusi e semilavorati con minori tolleranze di<br />
lavorazione.<br />
Limitazioni: può generare forze di taglio eccessive. I componenti possono<br />
avere una certa tendenza alle scheggiature superficiali che non condizionano<br />
la finitura. La profondità di taglio deve essere limitata. Possibile spostamento<br />
dell'inserto nella sede, è sconsigliato il tipo di bloccaggio a leva.<br />
Consigli generali: abbinare ad una qualità resistente all'usura: GC4205 per<br />
un'elevata produttività e per ottenere una buona resistenza alla deformazione<br />
plastica.<br />
Possibile ottimizzazione: inserti unilaterali con geometrie PR, QR e HR ed inserto<br />
bilaterale HM.
