FiberSpectrum
FiberSpectrum
FiberSpectrum

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
<strong>FiberSpectrum</strong><br />
The Magazine of Andritz Pulp&Paper<br />
Выпуск 15 - №1/2007<br />
Завоевывая мировое признание – Estonian Cell – Стр. 4<br />
“Этот «трубопровод<br />
денег» мы получили в<br />
подарок от банка период<br />
подготовительных работ.<br />
Это было напоминанием<br />
о необходимости<br />
соблюдения графика,<br />
чтобы повернув вентиль<br />
мы могли открыть поток<br />
денег.”<br />
Рийя Ратник,<br />
главный финансовый директор<br />
Estonian Cell
<strong>FiberSpectrum</strong><br />
The Magazine of Andritz Pulp & Paper<br />
Оглавление<br />
3 Сообщение от руководства<br />
4 Завоевывая мировое признание<br />
Estonian Cell – витрина новейшей технологии BCTMP<br />
10 Детальный подход к реконструкции<br />
Капитальный ремонт и модернизация способствуют повышению<br />
производительности на предприятии Augusta Newsprint<br />
14 Модернизация завода шаг за шагом<br />
Тщательно разработанный генеральный план устранения “узких мест”<br />
на предприятии Zellstoff Pцls<br />
20 Успех завода «Summa» – это технология SC-A Plus<br />
Из-за внутренней конкуренции производится замена большинства<br />
сортов на предприятии Summa компании Stora Enso<br />
24 Быть хорошим соседом<br />
положение завода Suzano заставляет внедрять на нем технологию,<br />
предотвращающую распространение неприятных запахов<br />
28 Новости из мира Andritz<br />
Журнал издан:<br />
Andritz AG<br />
Stattegger Strasse 18<br />
A-8045 Graz, Austria (Австрия)<br />
Тел.: +43 316 6902 0<br />
pulpandpaper@andritz.com<br />
Главный редактор:<br />
Гудрун Шаффер<br />
gudrun.schaffer@andritz.com<br />
Редактор:<br />
Роберт Пур<br />
robert.puhr@andritz.com<br />
Редакционная группа:<br />
Петра Биндер Пирьё Ноусьёки<br />
Бьорн Хансен Миа Пасси<br />
Минна Хейнонен Олави Помоелл<br />
Элис Йелошек Гарри Сойла<br />
Йенс Келлерсманн Мануэла Вагнер<br />
Сара Коллер<br />
Авторы:<br />
Йенс Келлерсманн<br />
Роберт Пур<br />
Фотографы:<br />
Кроус и Вир<br />
Рику Изохелла<br />
Роберт Пур<br />
Графический дизайн:<br />
Гудрун Шаффер<br />
gudrun.schaffer@andritz.com<br />
В этой публикации вы встречаются оба варианта обозначения единицы измерения веса “тонна” (т) - «tones» и «tons»,<br />
- из которых термин «tones» соответствует метрической тонне , а «tons» - американской весовой единице (1 t = 1000<br />
kg, 1 tn = 907,17 kg). Если нет других указаний, то подразумеваются метрические единицы измерения.<br />
Авторское право © Andritz AG 2007. Все права защищены.<br />
Запрещается воспроизведение какой-либо части данной публикации без разрешения издателя.<br />
2<br />
1 апреля 2007 года Бернхард Реберник<br />
(Bernhard Rebernik), бывший членом<br />
Правления Andritz с 1991 года, вышел<br />
в отставку, достигнув возраста 65<br />
лет. 25 лет назад, когда он возглавил<br />
направление «Целлюлозно-бумажная<br />
промышленность» в компании, трудно<br />
было даже представить, что Andritz когданибудь<br />
станет признанным всемирным<br />
поставщиком комплексных систем.<br />
Когда Бернхард возглавил «Технологию<br />
целлюлозно-бумажного производства»,<br />
компания Andritz могла назвать<br />
своей лишь очень небольшую часть<br />
продукции. Большинство производилось<br />
по лицензии, либо покупалось для<br />
перепродажи. Мы стремились стать<br />
одним из лидеров мирового рынка,<br />
предлагая лучшие технологии, полные<br />
производственные линии и комплексное<br />
обслуживание по умеренной цене. Для<br />
этого было необходимо разрабатывать<br />
новую продукцию и приобретать новые<br />
мощности.Так Бернхард вывел на<br />
глобальный рынок наши немногие<br />
«звездные» продукты (двухсеточный<br />
пресс и т.п.). Благодаря приобретениям,<br />
мы смогли приобщить к себе такие<br />
известные марки, как Sprout-Bauer, Kone<br />
Wood, Durametal, Hymac, Ahlstrom Machinery,<br />
ABB Fläkt Industries, Fiedler и Küsters.<br />
Шаг за шагом мы приближались к своей<br />
цели – стать комплектным поставщиком<br />
«от древесины до бумаги». Приобретение<br />
компании Ahlstrom Machinery в 2000-<br />
2001 гг. стало важным шагом в этом<br />
направлении, позволив нам освоить<br />
химическую варку массы и переработку<br />
вторичного волокна. С этого момента<br />
Бернхард и Маркку Хяннинен (Markku<br />
Hänninen) работали над укреплением<br />
положения компании Andritz в качестве<br />
надежного поставщика комплексных<br />
производственных систем для всех видов<br />
целлюлозы и определенных сортов<br />
бумаги. Получение нескольких крупных<br />
заказов подтвердило правильность<br />
нашей стратегии. Среди наших клиентов<br />
можно назвать такие компании, как<br />
Aracruz Fiberline C, Veracel, CMPC,<br />
Botnia (Уругвай), Estonian Cell (Эстония),<br />
Marusumi (Япония), а среди заказов<br />
– машины для производства санитарногигиенической<br />
бумаги TAD в США, семь<br />
современных машин для производства<br />
санитарно- гигиенической бумаги в Китае,<br />
новую технологию облагораживания и<br />
самые энергосберегающие механические<br />
системы варки массы в мире. Эти заказы<br />
Сообщение руководства компании Andritz Pulp & Paper<br />
«Бернхард Реберник – визионер, благодаря<br />
которому идеи обретают форму»<br />
подтвердили признание клиентами нашего<br />
выхода на мировой уровень. Сегодня<br />
Andritz может задействовать<br />
значительные ресурсы «из-под одной<br />
крыши» для решения задач, стоящих<br />
перед каждым конкретным клиентом.<br />
Другими словами, мы можем быть не<br />
только продавцом, но и партнером. Мы<br />
прекрасно знаем, что каждый проект на<br />
каждом комбинате по-своему уникален.<br />
Наша работа и заключается в том, чтобы<br />
понимать, что важно для разных клиентов<br />
в разных регионах. Это успешное<br />
развитие компании Andritz в сфере массно<br />
-бумажного производства в огромной<br />
степени стало результатом<br />
целенаправленных усилий Бернхарда<br />
Реберника и его способности создать<br />
крепкий коллектив. Пользуясь<br />
возможностью, я бы хотел выразить ему<br />
благодарность за достижения от лица<br />
компании Andritz.<br />
Вольфганг Ляйтнер<br />
(Президент и главный исполнительный директор)<br />
«Моей первой любовью был и остается<br />
трепет познания».<br />
Выходя в отставку, я осознаю все, что<br />
было сделано нашим коллективом, и<br />
испытываю чувство благодарности судьбе<br />
за то, что встретил столько блестящих,<br />
преданных и удивительных людей во<br />
всемирном сообществе целлюлознобумажной<br />
промышленности. Мне<br />
очень приятно, что благодаря<br />
многим нашим клиентам<br />
/ партнерам мы смогли<br />
разработать технологии,<br />
отличающиеся высочайшей<br />
производительностью,<br />
скоростью и автоматизацией<br />
при самом низком<br />
потреблении энергии<br />
и химических веществ.<br />
Многие из вас делили с нами<br />
риск и прилагали особые<br />
усилия, направленные на<br />
развитие всей отрасли.<br />
Быстро пролетели годы<br />
работы. Я очень рад, что<br />
работал в такой перспективной<br />
отрасли. Спасибо всем за<br />
долгие годы сотрудничества и<br />
прекрасных личных отношений. Я ушел из<br />
оперативного руководства. Теперь я буду<br />
больше времени проводить с семьей,<br />
воспользуюсь своим абонементом в<br />
оперу, освежу свои знания итальянского<br />
языка и буду кататься на лыжах с гор. Но<br />
я не собираюсь совсем покидать Andritz. Я<br />
согласился работать в ней консультантом<br />
и буду заниматься определенными<br />
проектами, поддерживать связь с<br />
определенными клиентами и партнерами.<br />
Мне особенно приятно наблюдать за<br />
успешным профессиональным ростом<br />
более молодых коллег. Я поздравляю<br />
Карла Хорнхофера (Karl Hornhofer)<br />
(«Капитальное оборудование») и<br />
Хумберта Кёфлера (Humbert Köfler)<br />
(«Обслуживание») с назначением новыми<br />
членами Правления, ответственными за<br />
направление «Целлюлозно-бумажная<br />
промышленность». Они оба входили<br />
в мою команду и заслуживают самого<br />
большого уважения. Надеюсь, что более<br />
молодые руководители будут работать в<br />
атмосфере сотрудничества и доверия.<br />
С благодарностью и наилучшими<br />
пожеланиями<br />
Бернхард Реберник<br />
(член Правления в отставке)
AS Estonian Cell<br />
Завоевывая мировое признание<br />
Несмотря на изобилие лесов на территории Эстонии, эта страна не пользуется известностью производителя<br />
волокнистой массы или бумаги. Персонал компании AS Estonian Cell надеется изменить это положение.<br />
Работающая на предприятии этой компании новая установка для термомеханического производства массы<br />
с использованием отбельных химикатов (BCTMP) – главное достижение развивающейся промышленности<br />
Эстонии. Это одна из самых современных установок в мире, демонстрирующая различные новшества,<br />
введенные компанией Andritz, и отвечаующая очень высоким требованиям стандартов охраны окружающей<br />
среды.<br />
Помните своё первое посещение завода?<br />
Независимо от того, были вы подростком,<br />
молодым выпускником университета<br />
или взрослым человеком – вы, конечно,<br />
были восхищены тем, что увидели.<br />
Возможно, вы почувствовали страх перед<br />
массивными движущимися механизмами<br />
и уважение к занятым тяжелой работой<br />
людям, управляющим сложным<br />
оборудованием. Здесь многому нужно<br />
было научиться и многое преодолеть!<br />
Установка для термомеханического<br />
производства волокнистой массы с<br />
использованием отбельных химикатов<br />
(BCTMP), вновь построенная в Кунде,<br />
Эстония, снова вызывает те же чувства<br />
– в глазах рабочих заметно волнение<br />
и сознание новизны происходящего.<br />
Энтузиазм встречает и заражает нас<br />
на кождом шагу, начиная с хозина<br />
до выполнявшего роль экскурсовода<br />
Лаури Райда, начальника производства<br />
компании AS Estonian Cell.<br />
Нет сомнений, что Райд любит свою<br />
работу. “Когда я изучал целлюлознобумажное<br />
производство в университете,<br />
я мечтал о том времени, когда в Эстонии<br />
будет построен совершенно новый<br />
завод, - говорит Райд. - На самом деле<br />
я не надеялся, что это когда-нибудь<br />
произойдет. Можете себе представить,<br />
как я был счастлив, когда было<br />
объявлено об этом проекте!”<br />
“Проект”, о котором говорит Райд,<br />
это завод Estonian Cell, рассчитанный<br />
на выпуск 140 000 тонн товарной<br />
механической массы из древесины<br />
лиственных пород в год. AS Estonian<br />
Cell находится в северо-восточной части<br />
Эстонии, недалеко от Балтийского моря.<br />
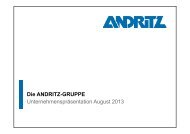
Estonian Cell – витрина технологии P-RCTM APMP, разработанной в компании Andritz. Этот технологический процесс<br />
обеспечивает получение механической массы с высокими механическими и оптическими характеристиками при<br />
пониженном энергопотреблении. Лаури Райд, управляющий производством компании Estonian Cell на заводе, перед<br />
рафинерами основной линии (серии Andritz S2070). ▼<br />
| <strong>FiberSpectrum</strong> 15 – 01/2007<br />
Крупные инвестиции<br />
153 млн. евро, вложенные австрийской<br />
компанией Heinzel Holding, норвежской<br />
Larvik Cell и Европейским банком<br />
реконструкции и развития, представляют<br />
собой вторую по величине прямую<br />
иностранную инвестицию в Эстонии.<br />
В качестве подрядчика для<br />
выполнения работ “под ключ” владельцы<br />
в апреле 2004 г. выбрали германскую<br />
компанию RWE Industrie-Lösungen,<br />
которая в настоящее время является<br />
подразделением компании MAN Ferrostaal<br />
“Идея состояла в том, чтобы взять<br />
подрядчика, который построит завод<br />
“под ключ” и будет нести за него полную<br />
ответственность, а также одного<br />
крупного поставщика технологического<br />
оборудования и еще одного подрядчика<br />
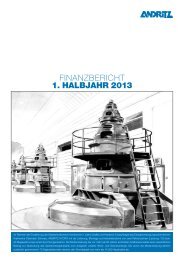
▲ Около 50% территории Эстонии покрыты лесом. На заводе Estonian Cell из механической массы,<br />
состоящей на 100% из осины, термомеханическим методом с использованием химикатов получают<br />
высококачественную беленую товарную волокнистую массу.<br />
по работе с балансовыми материалами<br />
завода (вода, стоки, электропитание и<br />
т.п.),” – говорит Хайнц Гюнтер Гроллман,<br />
вице-президент RWE.<br />
По словам Гроллмана, компания<br />
Andritz была привлечена на очень ранней<br />
стадии технического обсуждения и внесла<br />
значительный вклад в технологический<br />
проект и в разработку используемых<br />
технологий. Поэтому естественно, что Andritz<br />
стала поставщиком технологического<br />
оборудования. Для поставки<br />
оборудования, предназначенного для<br />
очистки воды и стоков, была выбрана<br />
финская компания YIT. Ответственность<br />
за базовое и рабочее проектирование,<br />
а также за предоставление балансовых<br />
материалов приняла на себя KSH,<br />
дочерняя компания RWE.<br />
Руководителем проекта от Andritz был<br />
Йоханнес Галос. Галос координировал<br />
общий ход выполнения проекта и играл<br />
роль основного канала связи между<br />
заказчиком (RWE) и клиентом (Estonian<br />
Cell). Йоханн Унгер был руководителем<br />
строительства, полностью ответственным<br />
за все строительные работы. Бригада<br />
Andritz, в которую входили специалисты<br />
по древесно-подготовительному<br />
производству из Финляндии, специалисты<br />
по сушке из Австрии и Швеции, а<br />
также специалисты по производству<br />
древесной массы из Австрии, прибыла<br />
в Кунду в мае 2005 г. “Это было похоже<br />
на управление небольшой компанией, -<br />
говорит Унгер. - Нам пришлось создавать<br />
свою инфраструктуру, нанимать<br />
субпоставщиков, вести финансовую<br />
отчетность и работать с персоналом.”<br />
Разумеется, Унгер обладал<br />
необходимыми полномочиями для<br />
выполнения этого заказа, проработав<br />
в компании Andritz 40 лет, осуществляя<br />
надзор за реализацией проектов, без<br />
преувеличения, по всему миру. “Даже<br />
после стольких лет работы для меня<br />
лично это весьма увлекательное дело<br />
– помогать развитию новых регионов<br />
и стран. Для Эстонии это важное<br />
достижение.”<br />
Осина как источник древесины<br />
Эстония – это страна лесов. Лесом<br />
покрыты более 50% её территории.<br />
На долю осины (Populus tremula)<br />
приходится 7,3% лесного объема в<br />
◄ Корообдирка Andritz RotaBarker на лесной бирже является новой<br />
разработкой. Она особенно подходит для окорки замерзших бревен<br />
сухим способом без дорогостоящего удаления льда. Вода в этом<br />
технологическом процессе не используется.<br />
Потери древесины минимальны.<br />
▲ Джо Мазелла, руководитель проекта от компании KSH Solutions (слева),<br />
и Питер Маслоч, заместитель руководителя проекта от компании RWE<br />
Industrie-Lösungen (которая в настоящее время является подразделением<br />
MAN Ferrostaal).<br />
этой стране. Рор Паулсруд, один из<br />
владельцев Estonian Cell, в 1999 г.<br />
выдвинул идею создания целлюлозного<br />
завода с использованием осины, т.к. он<br />
закупал осину в Эстонии через свою<br />
норвежскую компанию Larvik Cell. За<br />
закупку древесины отвечает одна из<br />
дочерних компаний Larvik. Долгосрочные<br />
соглашения о покупке заключены с<br />
принадлежащей государству компанией<br />
RMK, а также с частной компанией<br />
Nor-Est Wood. Оба поставщика имеют<br />
сертификаты Совета по надзору за<br />
лесным хозяйством (FSC). При полной<br />
производительности компании Estonian<br />
Cell требуется в год 380 000 м3<br />
балансовой древесины осины. Гибкая<br />
технология Andritz позволяет заводу<br />
работать на древесине более низкого<br />
качества.<br />
Витрина для технологий<br />
Галос, как руководитель проекта от<br />
компании Andritz, в полной мере осознает<br />
перспективы технологии Andritz. “Для<br />
меня это действительно источник<br />
гордости – видеть, как наша технология<br />
4 5
▲ Рийя Ратник, главный финансовый директор Estonian<br />
Cell. “Природа и леса являются очень важной частью<br />
истории Эстонии.”<br />
▼ Маргус Кохава, управляющий заводом, на складе.<br />
“Мы получаем от заказчиков очень хорошие отзывы о<br />
качестве нашей механической массы.”<br />
AS Estonian Cell<br />
может помочь заводу в решении проблем<br />
по самым различным направлениям,”<br />
– говорит Галос.<br />
Например, Хейкки Валтокари,<br />
начальник проекта от Andritz по поставке<br />
оборудования для лесной биржи,<br />
считает, что одной из сложных задач,<br />
стоящих перед компанией Estonian<br />
Cell, является получение механической<br />
массы максимально высокого качества<br />
из поставляемых осиновых бревен.<br />
Это связано не только с обеспечением<br />
высокого выхода (минимальных потерь<br />
древесины), но и с возможностью<br />
удаления из технологического процесса<br />
на его ранних стадиях древесины, не<br />
отвечающей техническим условиям.<br />
Технологическая линия включает<br />
в себя окорку, производство щепы,<br />
сортирование, хранение щепы и<br />
её выгрузку из штабелей, а также<br />
переработку коры и мелких остатков.<br />
Валтокари поясняет, что древесина<br />
поступает в виде замерзших или не<br />
замерзших коротких или длинных бревен<br />
(длиной 3 – 6 м). Их переработка<br />
осуществляется в ходе различных<br />
технологических циклов, так что процесс<br />
можно оптимизировать. Приводы с<br />
регулируемой скоростью, установленные<br />
на оборудовании PowerFeed и RotaBarker,<br />
обеспечивают гибкость,<br />
необходимую для переработки бревен,<br />
находящихся в различном состоянии.<br />
В процессе сухой окорки RotaBarker<br />
брёвна освобождаются от коры и<br />
немедленно производится выгрузка коры,<br />
предотвращающая её соприкосновение<br />
с поверхностью окоренных брёвен. Так<br />
устраняется необходимость промывки<br />
брёвен перед рубкой. Время пребывания<br />
брёвен в системе RotaBarker невелико<br />
по сравнению с временем, необходимым<br />
для окорки в обычном барабане.<br />
Окоренные брёвна подвергаются<br />
рубке на щепу оптимального размера<br />
в рубильной машине HHQ-Chipper<br />
с горизонтальной подачей, которую<br />
Валтокари называет “главным элементом<br />
лесной биржи” из-за того влияния,<br />
которое она оказывает на качество<br />
щепы. Кора подвергается обработке в<br />
короизмельчителе Hooper и продаётся в<br />
качестве биоудобрения и/или биотоплива.<br />
В бункере для щепы хранится<br />
двухдневный производственный запас.<br />
Щепа проходит через сортировочную<br />
установку Andritz, снабженную ситами для<br />
отсортированной щепы, слишком крупной<br />
щепы и мелочи. Доля отсортированной<br />
щепы, поступающей в бункер,<br />
превышает 90%. Слишком крупная щепа<br />
направляется в дезинтегратор, а мелочь –<br />
в отдельный штабель для использования<br />
в качестве биотоплива.<br />
С лесной биржи щепа по конвейеру<br />
подаётся в главную установку, которая<br />
демонстрирует разработанную в<br />
компании Andritz технологию P-<br />
RC APMP (химическое щелочноперекисное<br />
получение древесной<br />
массы в рафинере с предварительной<br />
обработкой). По словам Кристиана<br />
Лазера, начальника проекта от Andritz по<br />
поставке оборудования для получения<br />
древесной массы, процесс APMP “даёт<br />
массу с высокими механическими и<br />
оптическими характеристиками при<br />
пониженном энергопотреблении, при этом<br />
образующиеся отходы легко поддаются<br />
биоразложению. Они не содержат<br />
соединений серы, которые пришлось бы<br />
удалять.”<br />
Лазер изучил все основные<br />
этапы технологического процесса:<br />
промывку щепы, пропитку, размол при<br />
высокой концентрации, сортировку,<br />
размол отходов и отбеливание<br />
при высокой концентрации перед<br />
сушкой механической массы методом<br />
мгновенного испарения и её упаковкой в<br />
кипы. Компания Andritz поставляла все<br />
основные системы для каждого этапа<br />
технологического процесса.<br />
Пропитка осуществляется в две<br />
стадии (в аппаратах Impressafiner и в<br />
вертикальных двухшнековых аппаратах<br />
для пропитки). Для размола при<br />
высокой концентрации в главной линии<br />
используются два больших рафинера<br />
Andritz S2070. В систему сортирования<br />
входят 4 сортировочные установки (две<br />
первичные, одна вторичная и одна<br />
для отходов). Отходы подвергаются<br />
переработке в рафинере Andritz<br />
TwinFlo. Перед подачей в систему<br />
пероксидной отбелки масса высокой<br />
концентрации подвергается сгущению<br />
с посредством дискового фильтра.<br />
Отбеленная масса обезвоживается в<br />
большом двухсеточном прессе, а затем<br />
вспушивается перед сушкой.<br />
По словам Курта Олссона, расчетная<br />
производительность двухступенчатого<br />
аппарата для сушки с мгновенным<br />
испарением составляет 500 т/сутки.<br />
Олссон – главный инженер проекта по<br />
аппаратам Andritz для сушки волокнистой<br />
массы в Швеции. “ Для древесной<br />
массы, как правило, используется<br />
▲ Максимальная расчетная производительность<br />
двухступенчатого аппарата для сушки с мгновенным<br />
испарением на заводе Estonian Cell составляет 500<br />
т/сутки.<br />
Йоханнес Галос, руководитель проекта от Andritz<br />
(слева), осуществлял координацию проекта в целом.<br />
На фотографии Галос обсуждает производственные<br />
вопросы с Игорем Назимовым, оператором линии сушки<br />
на заводе Estonian Cell. ▼<br />
AS Estonian Cell | <strong>FiberSpectrum</strong> 15 - 01/2007<br />
▲ Плиточный пресс является самым крупным в мире. Расчетная производительность этого вновь разработанного<br />
устройства – 500 всмт/сутки.<br />
сушка с мгновенным испарением, т.к.<br />
полотно из такой массы не обладает<br />
достаточной прочностью для сушки на<br />
листовой сушилке, – говорит Олссон.<br />
- В названии этого метода отражена<br />
скорость, с которой происходит сушка<br />
массы. Масса, поступающая в сушилку<br />
при сухости около 48%, по мере сушки<br />
перемещается с помощью горячего<br />
воздуха. Общее время от входа до<br />
выхода составляет около одной минуты.<br />
Сухость на выходе – около 88%. За<br />
счет рециркуляции воздуха достигается<br />
экономия энергии.”<br />
После сушки массы до сухости около<br />
88% она подаётся на линию упаковки<br />
кип поставки Andritz. Плиточный пресс<br />
имеет новую конструкцию, разработанную<br />
в компании Andritz. “Вопрос состоял<br />
не в том, чтобы воссоздать старую<br />
конструкцию в увеличенном масштабе,<br />
- говорит Томас Рaдауер, старший<br />
менеджер по продукции компании<br />
Andritz. - Мы должны были полностью<br />
пересмотреть эту конструкцию, чтобы<br />
достичь высокой производительности.”<br />
В результате был разработан новый<br />
пресс с загрузочным лотком и блоком<br />
предварительного прессования в верхней<br />
части. В блоке предварительного<br />
прессования падающие хлопья массы<br />
образуют сплошной слой между двумя<br />
лентами, а избыток воздуха удаляется<br />
сквозь ленты при помощи отсасывающих<br />
ящиков. Из блока предварительного<br />
прессования слой массы поступает<br />
в распределительный лоток, а затем<br />
в сам пресс. Спрессованная масса с<br />
сухостью 88% подается по транспортеру<br />
на линию упаковки кип, где производится<br />
обертывание, обвязка, укладка в<br />
штабель и формирование блоков,<br />
предназначенных на экспорт.<br />
По графику и в пределах сметы<br />
В соответствии с контрактом пуск<br />
завода был назначен на 24 апреля 2006 г.<br />
“Проектирование и сооружение этого<br />
завода было большим успехом, но для<br />
меня одним из самых важных достижений<br />
был выпуск первых кип механической<br />
массы 23 марта,” – говорит Маргус<br />
Кохава, управляющий заводом.<br />
Другим важным этапом было<br />
проведение предварительных<br />
приемочных испытаний. Согласно<br />
контакту, завод должен был работать<br />
в течение 72 часов при расчетной<br />
производительности, выпуская<br />
волокнистую массу высшего качества.<br />
1 сентября состоялась приёмка, и<br />
компания Estonian Cell приняла на себя<br />
управление заводом от подрядчика RWE,<br />
выполнившего проект “под ключ”.<br />
По словам Рийи Ратник, главного<br />
финансового директора Estonian<br />
Cell, с того времени был проведен<br />
ряд эксплуатационных испытаний на<br />
различных сортах древесины, а также<br />
проведены испытания оборудования<br />
лесной биржи и водоочистной установки.<br />
Ратник была первым работником,<br />
нанятым компанией Estonian Cell в<br />
августе 2004 г.<br />
Чтобы принять участие в этом<br />
проекте, Ратник вернулась в Эстонию<br />
из Германии, где она работала<br />
управляющим в фирме, поставляющей<br />
автомобили. “Когда я попала на<br />
предприятие этой отрасли, то думала,<br />
что производство механической массы<br />
проще, чем производство отдельных<br />
устройств. Теперь я разбираюсь в этом<br />
лучше. Такое производство требует<br />
постоянной оптимизации. Здесь так<br />
много переменных факторов, что иногда<br />
невозможно предвитеть или учесть их<br />
все.”<br />
6 7
Estonia<br />
Столица Эстонии, Таллин, была<br />
основана в 1154 г., в период, когда<br />
в этом регионе был распространен<br />
языческий уклад жизни и языческие<br />
ритуалы. В 1632 г. в Эстонии был<br />
открыт один из самых старых в мире<br />
университет в Тарту. Деревянные<br />
здания этого периода были построены<br />
из местного пиленого леса.<br />
Немногим позже, в 1664 г., шведская<br />
компания построила в Эстонии<br />
первый целлюлозно-бумажный<br />
завод, также воспользовавшись<br />
обширными лесными запасами для<br />
промышленного производства бумаги.<br />
Современное лесное хозяйство,<br />
возможно, берет свое начало с правил,<br />
принятых более 400 лет назад.<br />
Тогда было запрещено рубить для<br />
использования деревья в зоне вдоль<br />
береговой линии, чтобы защитить<br />
побережье Балтийского моря от<br />
эрозии. Деревья для постройки<br />
новых лодок, заготовки топлива и<br />
сооружения домов рубили в глубине<br />
леса и перевозили для использования<br />
к прибрежным деревням.<br />
8<br />
▲ Расчетная производительность вновь построенного<br />
завода Estonian Cell составляет 140 000 т товарной<br />
механической массы из древесины лиственных пород<br />
в год. Завод находится в северо-восточной части<br />
Эстонии, недалеко от Балтийского моря.<br />
Ратник и её группа с помощью<br />
общезаводской информационной<br />
системы анализируют показатели<br />
расхода и производственные затраты<br />
с целью выявления возможностей<br />
усовершенствования. “Одной из<br />
наиболее важных проблем, требующих<br />
постоянного решения, является<br />
оптимизация затрат, - говорит Ратник.<br />
- Сначала нашей главной заботой<br />
был выпуск продукции. Теперь<br />
необходимо обратить внимание на<br />
расход материалов, энергии, химикатов<br />
и т.п., чтобы с достаточной точностью<br />
отрегулировать издержки.”<br />
По словам Ратник, с точки зрения<br />
стоимости энергии Estonian Cell<br />
находится в хорошем положении,<br />
благодаря долгосрочному соглашению с<br />
государственной компанией Eesti Energia.<br />
“И всё же мы можем кое-что сделать,<br />
чтобы отрегулировать потребление<br />
энергии рафинерами,” - говорит она.<br />
Оптимизация затрат требует<br />
высокой стабильности производства,<br />
- говорит Ратник. - Длительное время<br />
производительность нашего завода<br />
составляла 90-100% от расчетной. Наша<br />
цель – работать с производительностью<br />
90% в течение года. Мы знаем, что<br />
можем достичь этой цели, но иногда у<br />
нас еще случаются непредвиденные<br />
ситуации.”<br />
“За первый год мы смогли добиться<br />
положительных финансовых результатов,<br />
- поясняет главный финансовый<br />
директор. - Двое из владельцев нашего<br />
предприятия имеют большой опыт в<br />
целлюлозно-бумажном производстве,<br />
что нам очень помогает. Они знают, что<br />
нужно, чтобы добиться успеха”.<br />
С уважением к природе<br />
“Эстония занимается производством<br />
массы недавно и имеет в этой области<br />
очень небольшой опыт, - говорит Кохава.<br />
- В нашей стране было два очень старых<br />
▲ Кристиан Лазер, начальник проекта от Andritz по<br />
поставке оборудования для получения древесной<br />
массы.<br />
целлюлозных завода, из которых сейчас<br />
работает только один. Он был построен<br />
в 1938 г.”<br />
“До начала строительства этого завода<br />
местные жители очень боялись, что он<br />
будет таким же, как старый целлюлозный<br />
завод возле Кехры, - говорит Райд. -<br />
Люди боялись, что завод будет загрязнять<br />
окружающую среду и производить шум.”<br />
“Природа и леса составляют очень<br />
важную часть нашей истории, - поясняет<br />
Ратник. - Проект нашего завода<br />
предусматривает уровень шума у ворот<br />
55 дБ днем и 45 дБ ночью. Средний<br />
уровень шума в жилых домах составляет<br />
50 дБ. Мне кажется, люди удивлены тем,<br />
насколько мало шума производит этот<br />
завод.”<br />
“Наверное, удивительно, что<br />
правительство установило для нашей<br />
станции водоочистки более строгие<br />
показатели допустимого уровня<br />
загрязнения, чем те, которые существуют<br />
на большинстве скандинавских заводов,<br />
- говорит Керсти Лузков, главный технолог<br />
Estonian Cell. - У нас есть комплексный<br />
показатель ПДК, действующий в<br />
течение всего периода производства.”<br />
Лузков осуществляет надзор за<br />
четырьмя лабораториями компании<br />
(водной, древесной, целлюлозной<br />
и аналитической), которые ведут<br />
мониторинг качества и воздействия на<br />
окружающую среду. “Мы построили<br />
трубопровод длиной 11 км от нашей<br />
установки для очистки сточных вод<br />
до Балтийского моря, - говорит она.<br />
- Последние 2,5 км проложены под<br />
водой. Расход пресной воды составляет<br />
приблизительно 14 м3 на тонну<br />
механической массы. Насколько мне<br />
известно, это очень низкий показатель.”<br />
Точное регулирование сортов и<br />
производственных процессов<br />
Продажу продукции Estonian Cell и в<br />
различных странах мира осуществляет<br />
компания Heinzel Group. “Мы получаем<br />
AS Estonian Cell<br />
В объем поставки Andritz входили полностью<br />
интегрированные системы распределенного управления<br />
для всего завода Estonian Cell. Кроме того, была<br />
предусмотрена система Andritz BaleMatic для<br />
автоматизации линии упаковки механической массы.<br />
Мониторинг и оперативное сопровождение этих<br />
систем могут осуществляться дистанционно, из центра<br />
обслуживания систем автоматизации Andritz. ►<br />
очень хорошие отзывы о качестве нашей<br />
механической массы как от компании<br />
Heinzel, так и от наших заказчиков, -<br />
говорит Кохава. - Но поскольку этот завод<br />
новый, мы все еще ведем разработку<br />
конечной продукции в сотрудничестве с<br />
ними.” Кохава признаёт, что на заводе<br />
Estonian Cell производится больше<br />
различных видов продукции, чем<br />
предусмотрено в будущем.<br />
“Одно из преимуществ технологии<br />
состоит в том, что она обеспечивает<br />
достаточную гибкость для производства<br />
тех видов продукции, которые требуются<br />
нашим заказчикам, - говорит он. - Однако<br />
нам придётся рационализировать<br />
перечень выпускаемых сортов.<br />
Нам нужно только выяснить, какие<br />
сорта нашей механической массы<br />
предпочтительны для заказчиков.”<br />
“Учимся ежедневно.”<br />
“Мы хотим показать западному<br />
миру, что маленькая страна способна<br />
построить современный завод и<br />
управлять им, - говорит Райд. - Когда<br />
мир поймёт, что мы можем производить<br />
высококачественную продукцию, не<br />
нанося ущерба окружающей среде и<br />
создавая новые рабочие места, он, как<br />
мы надеемся, отнесется к нашей работе с<br />
уважением.”<br />
“Этот вновь построенный завод стал<br />
крупным достижением, - добавляет<br />
Кохава. - Проект был выполнен хорошо.<br />
Он соответствовал всем согласованным<br />
календарным планам и сметам. Пуск<br />
завода был проведен по графику. Всё<br />
шло согласно намеченному плану.<br />
Однако при строительстве завода<br />
все мелкие детали должны быть<br />
отрегулированы. Наши работники с<br />
каждым днем приобретают опыт. Мы все<br />
учимся ежедневно!”<br />
►► см. подробности на сайте<br />
www.fiberspectrum.andritz.com<br />
Йоганн Унгер, руководитель строительства от Andritz, отвечал за проведение всех работ на строительной площадке.<br />
“Это похоже на управление небольшой компанией. Замечательно, когда во время пуска всё работает согласованно!”<br />
▼
Augusta Newsprint Company<br />
Детальный подход к реконструкции<br />
Установка ТММ была внедрена в производство на предприятии Augusta Newsprint Company в 1983 году. С момента<br />
монтажа установки 11 рафинеров Andritz Twin 50 выпустили более 6,6 (6х1,1) миллионов тонн термомеханической<br />
массы, причем за этот срок не произошло ни одного серьезного отказа оборудования. На заводе считают, что это<br />
благодаря проведению программы систематического капитального ремонта рафинеров, которая была введена<br />
компанией Andritz в 1980-х годах. “Доверить наши рафинеры какому-нибудь другому поставщику - это слишком<br />
большой риск,” – говорит главный инженер по техническому обслуживанию.<br />
▲ Дэвид Мартин (слева), главный механик по техническому обслуживанию, и Билли Уаттс, менеджер по<br />
обслуживанию компании Andritz. “Я привык полагаться на Билли. Я могу обратиться к нему с любым вопросом или<br />
проблемой, и он найдет для нас ответ.”<br />
Все механические части оборудования<br />
со временем изнашиваются или<br />
ломаются. Главное состоит в том,<br />
чтобы определить, когда оборудование<br />
нуждается в техническом обслуживании,<br />
кому доверить проведение ремонта и<br />
какие работы необходимо выполнить в<br />
процессе капитального ремонта.<br />
Компания Augusta Newsprint Company<br />
(ANC) определила, когда и кому.<br />
Определить, какие необходимы работы,<br />
она доверяет экспертам Andritz.<br />
“На основе нашего опыта мы<br />
составили план проведения капремонта:<br />
для вращающихся узлов рафинеров<br />
- через каждые три года, а для корпуса,<br />
труб и т.п. – через каждые шесть лет,”<br />
– говорит Дэвид Узри, главный инженер<br />
по техническому обслуживанию,<br />
проработавший в компании 26 лет.<br />
10<br />
“Персонал Andritz знает, что делать,<br />
– поясняет Дэвид Мартин, главный<br />
механик по техническому обслуживанию<br />
участков по производству массы<br />
компании ANC. - Это профессионалы в<br />
области проектирования и эксплуатации<br />
рафинеров. У них есть чертежи и<br />
данные о размерах. Им известны<br />
металлургические особенности<br />
материалов, в частности, степень<br />
надежности отдельных сварных<br />
соединений.”<br />
“У экспертов в области технического<br />
обслуживания более обстоятельное<br />
суждение, – говорит Брайан Норрис,<br />
управляющий целлюлозным заводом, - но<br />
если вы спросите меня, чего я хочу от<br />
капремонта, мой ответ будет простым. Я<br />
хочу, чтобы рафинер работал, как новый,<br />
чтобы пуск проходил гладко и вообще не<br />
было никаких проблем.”<br />
| <strong>FiberSpectrum</strong> 15 – 01/2007<br />
Специалисты по производству<br />
газетной бумаги<br />
В городе Огаста, штат Джорджия,<br />
не только проводятся престижные<br />
соревнования профессиональных<br />
игроков в гольф Masters Tournament, но и<br />
находится совместная компания Augusta<br />
Newsprint, в которую входят Abitibi-Consolidated<br />
Inc. и Woodbridge Company Ltd.<br />
В 2004 г. компания Abitibi-Consolidated<br />
добавила к своему 50% пакету акций<br />
еще 2,5% акций, стала владельцем<br />
контрольного пакета и приобрела право<br />
управления предприятием.<br />
В 1966 г., когда предприятие<br />
открылось, сырье для него поставлял<br />
древесно-массный завод. Здесь<br />
находятся две бумагоделательные<br />
машины, одна модели 1966 г., а вторая<br />
была установлена в ходе расширения<br />
производства в 1983 г.<br />
Установка для изготовления<br />
термомеханической массы<br />
производительностью 1100 т/сутки,<br />
состоит из четырех линий рафинеров,<br />
включающих первичные и вторичные<br />
рафинеры Andritz Twin 50, каждый<br />
из которых приводится в действие<br />
синхронным электродвигателем<br />
мощностью 12000 л.с. с напряжением<br />
13,8 кВ. Кроме того, здесь есть 3<br />
рафинера отходов с электродвигателями<br />
мощностью 12000 л.с. Рафинеры<br />
основной линии работают при<br />
повышенном давлении (55 фунтов/кв.<br />
дюйм), а рафинеры отходов – при<br />
атмосферном давлении.<br />
В 1989 г. Дефибрерный древесномассный<br />
завод был заменен<br />
предприятием по переработке вторичного<br />
сырья производительностью 90 000 т/год,<br />
продукция которого содержит около 30%<br />
вторичного волокно в массе.“В настоящее<br />
время мы производим в год около<br />
420 000 тонн стандартной газетной бумаги<br />
из южной сосны и вторичного сырья<br />
– переработанной газетной и журнальной<br />
бумаги,” – говорит Норрис. - Большая<br />
часть выпускаемой продукции – бумага<br />
с основным весом 27,7 фунта (45 г/м2).<br />
▲ Один из четырех рафинеров Andritz Twin 50 на вторичной линии предприятия Augusta Newsprint. Установка TMP<br />
даёт в сутки 1100 т массы для двух машин, выпускающих газетную бумагу.<br />
▼ Брайан Норрис, управляющий целлюлозным заводом, говорит: “Я хочу, чтобы после капремонта рафинер работал,<br />
как новый. Я хочу, чтобы пуск проходил гладко. И вообще, я хочу, чтобы не было никаких проблем. “<br />
Издатели хотят получать более тонкую<br />
бумагу, чтобы из одной тонны сделать<br />
больше газет. Они оказывают на нас<br />
всё большее давление, требуя повысить<br />
технические характеристики и увеличить<br />
производительность.”<br />
Следя за электрическим счетчиком<br />
Когда установка TMP компании ANC<br />
работает на полную мощность, она<br />
потребляет довольно много энергии.<br />
“На электроэнергию приходится 23%<br />
издержек производства,” – говорит<br />
Норрис.<br />
Одной из интересных особенностей<br />
диспетчерской целлюлозного завода<br />
является компьютерная система, на<br />
дисплей которой в режиме реального<br />
времени для операторов выводятся цены<br />
на электричество. Операторы регулируют<br />
производительность установки TMP таким<br />
образом, чтобы сократить до минимума<br />
среднюю стоимость используемой<br />
энергии.<br />
“Это чрезвычайно важно летом,<br />
в периоды пикового потребления<br />
энергоносителей, - говорит Норрис. - У<br />
нас не такой уж большой резервный<br />
запас, а машины, выпускающие газетную<br />
бумагу, продолжают работать. Поэтому<br />
для нас важно, чтобы рафинеры были<br />
готовы к работе через секунду после<br />
уведомления и бумажная фабрика<br />
получала необходимый для неё объем<br />
сырья.”<br />
11
Augusta Newsprint Company<br />
Постоянная поддержка<br />
“У компании Andritz есть опыт, и она<br />
всегда готова помочь нам, - говорит<br />
Дэйв Уильямс, специалист в области<br />
технического обслуживания из Огасты. -<br />
Мы получаем от неё ответы на все свои<br />
вопросы. Она даёт то, что обещает.”<br />
Когда оборудование клиента<br />
поступает на ремонтное предприятие в<br />
Манси, штат Пенсильвания (США), его<br />
разбирают и тщательно осматривают.<br />
Результаты сравнивают с новейшими ТУ<br />
и сообщают клиенту. “Работники Andritz<br />
знают, что нужно делать, - говорит<br />
Дэвид Мартин, главный механик по<br />
техническому обслуживанию. - У них<br />
есть чертежи и данные о размерах. Они<br />
разбираются в структуре материала,<br />
знают, стоит ли ремонтировать данный<br />
компонент или его следует заменить.”<br />
Делается всё возможное, чтобы<br />
оборудование снова соответствовало<br />
стандартам изготовителя оборудования.<br />
Чтобы убедиться в “производственной<br />
готовности” оборудования проводятся<br />
заключительный пробный прогон,<br />
балансировка и гидродинамические<br />
испытания.<br />
“Когда мы получаем обратно от<br />
компании Andritz свой рафинер после<br />
капитального ремонта, - говорит<br />
Мартин, - мы знаем, что он готов к<br />
работе.”<br />
12<br />
Капитальный ремонт рафинеров<br />
– это всего лишь одна из услуг,<br />
которые оказывает Andritz компании<br />
Augusta Newsprint. Augusta в<br />
сотрудничестве с Andritz занимается<br />
модернизацией устройств управления,<br />
усовершенствованием плит рафинеров,<br />
а также модернизацией шнековых<br />
прессов для обезвоживания. В<br />
ходе последнего капитального<br />
ремонта шнековых прессов они были<br />
модернизированы с использованием<br />
сменных износостойких колодок, что<br />
позволило увеличить срок службы<br />
между ремонтами. Первоначальные<br />
массивные сортировочные корзины<br />
были заменены корзинами щелевой<br />
конструкции с целью сокращения<br />
времени техобслуживания и снижения<br />
затрат.<br />
“С годами мы модернизировали<br />
ряд устройств, - говорит Мартин.<br />
- Например, мы регулярно работали<br />
вместе с Andritz над модернизацией<br />
плит рафинеров и устройств управления<br />
рафинерами. Мы постоянно ищем пути<br />
совершенствования производства и<br />
устройств управления, особенно в тех<br />
случаях, когда возможно снижение<br />
энергоемкости технологического<br />
процесса.”<br />
“На этом предприятии нам нужны 4<br />
линии, работающие в полную мощность,<br />
в частности, из-за договорных цен на<br />
электроэнергию,” – говорит Мартин.<br />
Слишком большой риск<br />
Дэвид Уильямс, 18 лет проработавший<br />
на установке TMP, недавно перешел<br />
на участок технического обслуживания<br />
бумагоделательных машин. “Техническое<br />
обслуживание нравится мне больше,<br />
чем управление машинами, - говорит<br />
Уильямс. - В моих жилах течет смазка”.<br />
Уильямс помнит первые рафинеры<br />
Twin 50, Модель 1, установленные<br />
на предприятии ANC. “В «Модели 1»<br />
позади держателя плиты была полость<br />
для балансовой воды. Это приводило к<br />
необходимому снижению гидравлического<br />
давления, но являлось источником<br />
проблем. Поэтому одним из первых<br />
внесенных изменений, был переход<br />
к «Модели 2» на основных линиях.<br />
Блоки корпуса рафинеров устраняют<br />
необходимость в балансовой воде, они<br />
проще в обслуживании, их внедрение<br />
привело к значительному увеличению<br />
срока службы машины от одного<br />
капитального ремонта до другого. “<br />
“Говоря по правде, - продолжает он,<br />
- использование высокого давления<br />
и потоков пара связано со слишком<br />
большим риском. У компании Andritz<br />
есть опыт, и она всегда готова помочь<br />
нам. Мы получаем от неё ответы на все<br />
свои вопросы. Она всегда реагирует на<br />
наши потребности. Она выполняет свои<br />
гарантийные обязательства – даёт то, что<br />
обещает.”<br />
Узри согласен с этим. “До того как<br />
стать главным инженером, я много лет<br />
работал механиком. Механический<br />
цех может приблизительно определить<br />
размеры и выполнить подгонку, а<br />
в распоряжении Andritz имеются<br />
соответствующие чертежи и технические<br />
условия. Мне известна компания Andritz<br />
из опыта - её надежность, межремонтный<br />
срок службы оборудования и<br />
рекомендации её специалистов – зачем<br />
обращаться куда-то еще? Мы просто не<br />
хотим рисковать.”<br />
◄ Техник проводит осмотр рафинера Twin 50 на заводе<br />
Augusta Newsprint перед его капитальным ремонтом<br />
на предприятии Andritz в Манси, Штат Пенсильвания<br />
(США).<br />
▲ Дэвид Узри, инспектор по техническому<br />
обслуживанию в Огасте, говорит: “Капитальный ремонт<br />
слишком много значит для нас, чтобы идти на риск.<br />
Andritz обеспечивает нам хорошее обслуживание – так<br />
зачем обращаться куда-то еще?”<br />
Не просто капитальный ремонт<br />
Эд Стовер, в феврале этого года<br />
ушедший на пенсию после 24 лет работы<br />
на предприятии, имеет большой опыт<br />
работы с рафинерами и с компанией<br />
Andritz. “Поскольку я одно время работал<br />
на фирме Sprout, у меня были знания,<br />
которые позволяли выполнять капремонт<br />
рафинеров, - говорит Стовер. - Поэтому<br />
первые четыре или пять лет мы делали<br />
капремонт сами.”<br />
По словам Стовера, материальнотехническое<br />
обеспечение капитального<br />
ремонта стало настоящей обузой. “Мне<br />
приходилось отсылать роторы в одно<br />
место, держатели плит – в другое, а<br />
корпуса – в третье. Уследить за всем<br />
этим и заставить поставщиков выполнять<br />
свои обязательства - это была трудная<br />
задача.”<br />
“Еще одной проблемой, которая<br />
вызывала у меня беспокойство,<br />
- продолжает он, - была<br />
взаимозаменяемость компонентов. У нас<br />
было 11 рафинеров, и мы хотели, чтобы<br />
детали одного рафинера подходили<br />
к остальным машинам. Я возражал<br />
против того, чтобы обращаться к другим<br />
поставщикам, т.к. у всех поставщиков<br />
есть склонность вносить изменения в<br />
первоначальную конструкцию. Если Andritz<br />
вносит в свою конструкцию изменения,<br />
это отражается в документации, так<br />
что, если нам когда-либо потребуются<br />
запчасти, сотрудники Andritz знают, что<br />
требуется, и с готовностью предоставляют<br />
необходимое.”<br />
Майк МакЛафлин (справа), руководитель группы автоматизации Andritz в Северной Америке, был членом пусковой<br />
бригады по монтажу рафинеров в Огасте в 1983 г . На фотографии он обсуждает систему управления рафинером с<br />
Майком Харреллом, оператором целлюлозного завода на предприятии Augusta Newsprint. ▼<br />
Разрешив несколько трудных проблем,<br />
Стовер и его коллеги провели анализ<br />
затрат, чтобы определить, насколько<br />
велика экономия при проведении<br />
капитального ремонта своими силами.<br />
“С учетом материально-технического<br />
обеспечения и транспортировки, плюс<br />
время, затраченное нашим собственным<br />
персоналом, мы на самом деле не<br />
экономили ничего, - говорит Стовер.<br />
- Затраты были примерно такими же, как<br />
если бы мы высылали оборудование в<br />
компанию Andritz.”<br />
Успешное сотрудничество<br />
По словам Стовера, одним из<br />
дополнительных преимуществ<br />
проведения капремонта силами<br />
компании Andritz является доступ<br />
ко всему “новейшему и лучшему”.<br />
“Завершив какую-нибудь новую<br />
разработку, они спрашивают нас, не<br />
хотим ли мы включить её в программу<br />
капремонта. С годами мы таким образом<br />
усовершенствовали гидравлические<br />
цилиндры, модернизировали ленточный<br />
питатель, добились значительного<br />
увеличения срока службы подшипников<br />
и улучшили структуру материала самих<br />
вращающихся дисков. Если бы мы<br />
обращались к стороннему поставщику,<br />
это было бы невозможно.”<br />
“Такое успешное сотрудничество<br />
с Andritz действительно было<br />
важным для нас, -говорит Мартин.<br />
- Я привык полагаться на Билли Уаттса<br />
(представителя отдела по работе с<br />
клиентами компании Andritz), как на<br />
дополнительного сотрудника нашего<br />
предприятия.”<br />
“Цена – это действительно основной<br />
фактор, который нужно учитывать,<br />
- делает вывод Мартин, - но не менее<br />
важно знать, что то, что ты покупаешь,<br />
будет работать.”<br />
►► см. подробности на сайте<br />
www.fiberspectrum.andritz.com<br />
13
Zellstoff Pöls AG<br />
Модернизация завода шаг за шагом<br />
“При проведении модернизации приходится полагаться на собственные знания, – говорит заведующий отделом<br />
проектирования и технического обслуживания целлюлозного завода Zellstoff Pöls в австрийском городе Пёльсе. –<br />
Приходится полагаться также на своих партнеров-поставщиков, прекрасно знающих оборудование”. Персонал завода<br />
в Пёльсе постоянно работает над повышением производительности целлюлозного производства. Один из последних<br />
объектов капиталовложений – установка белого щелока, поставленная компанией Andritz. В первый месяц после её<br />
пуска была достигнута рекордная производительность по выпуску целлюлозы.<br />
▲ Йозеф Кройцер, заведующий отделом<br />
проектирования и технического обслуживания. “У нас<br />
имеется генеральный план поэтапной модернизации<br />
завода”.<br />
Что общего у печей для обжига извести,<br />
бункеров для щепы, гасителей, питателей<br />
высокого давления, двухсеточных<br />
прессов, фильтров известкового шлама и<br />
сушилок для целлюлозы?<br />
Вальтер Зоммербауэр знает это<br />
– знает это и персонал завода компании<br />
Heinzel Pulp в Пёльсе, Австрия.<br />
Зоммербауэр, менеджер по работе с<br />
клиентами компании Andritz, работает на<br />
заводе в Пёльсе. Поскольку компания<br />
Andritz была партнером Zellstoff Pöls в<br />
области технологии и обслуживания при<br />
реализации ряда проектов по расшивке<br />
узких мест и модернизации, задача<br />
Зоммербауэра заключается в том, чтобы<br />
координировать связи и обеспечивать<br />
полное удовлетворение всех запросов<br />
клиента.<br />
“Мы работаем с различными<br />
техническими специалистами,<br />
деятельность которых координирует<br />
один представитель от одной компании,<br />
– говорит Зигфрид Грубер, руководитель<br />
группы технической разработки проектов<br />
в Пёльсе. – Мы встречаемся со многими<br />
людьми, но всё это – одна компания<br />
Andritz”.<br />
Генеральный план<br />
“У этого завода большие возможности”,<br />
– говорит Йозеф Кройцер, глядя из окна<br />
своего кабинета на комплекс Zellstoff Pöls.<br />
Кройцер приехал в Пёльс в 2002 г., после<br />
того как он встретился с Альфредом<br />
Хайнцелем и узнал о планах расширения<br />
завода Zellstoff Pöls.<br />
“Г-н Хайнцель объяснил мне, что<br />
долгосрочная цель завода – стать одним<br />
из крупнейших в Европе продавцов<br />
целлюлозы, картона и бумаги, а также –<br />
стать признанным поставщиком товарной<br />
целлюлозы и картона, – говорит Кройцер.<br />
– Он предложил мне присоединиться к<br />
команде, на что я с радостью согласился”.<br />
Первоочередной задачей стала<br />
разработка концепции того, каким мог бы<br />
стать завод через 5–10 лет. Цель состоит<br />
не только в том, чтобы модернизировать<br />
целлюлозный завод, но и в том, чтобы<br />
дополнительно ввести в действие<br />
бумаго- или картоноделательную машину<br />
большой производительности.<br />
“Большую часть исследований мы<br />
провели самостоятельно, – говорит<br />
Кройцер. – Наш персонал лучше<br />
кого бы то ни было знает, как должен<br />
работать завод и где нам предстоят<br />
трудности. Мы определили этапы<br />
модернизации целлюлозного завода с<br />
повышением производительности до<br />
450 000 т/год, дополнительным вводом в<br />
действие картоноделательной машины<br />
производительностью около 350 000<br />
т/год, а также сооружению работающей<br />
на биомассе электростанции с тепловой<br />
нагрузкой 60 МВт (или с электрической<br />
нагрузкой 20 МВт)”.<br />
| <strong>FiberSpectrum</strong> 15 – 01/2007<br />
Первый этап данной концепции,<br />
предусматривающий модернизацию<br />
целлюлозного завода, был утвержден<br />
компанией Heinzel Group. В связи с<br />
масштабом предполагаемого расширения<br />
следующим шагом должна была<br />
стать оценка степени воздействия<br />
на окружающую среду. Этот процесс<br />
затянулся примерно на два года и<br />
обошелся заводу в Пёльсе в несколько<br />
миллионов евро”.<br />
“В июле 2005 г. мы наконец получили<br />
разрешение от органов экологического<br />
надзора, – продолжает Кройцер. – И<br />
теперь мы с каждым днем все дальше<br />
продвигаемся вперед”.<br />
Большая часть основного<br />
оборудования завода пригодна<br />
теперь для обеспечения средней<br />
производительности 1300 т/сутки при 10%<br />
повышении в пиковые периоды. Имеются<br />
планы поэтапной модернизации или<br />
замены остального оборудования.<br />
Преодоление значительных<br />
препятствий<br />
“Мы повысили производительность по<br />
выпуску целлюлозы до такого уровня, при<br />
котором самым узким местом оказалась<br />
печь для обжига извести и оборудование<br />
для каустизации”, – говорит Бернхард<br />
Бауер, инженер-проектировщик из<br />
Пёльса. Бауер был руководителем<br />
проекта новой установки белого щелока<br />
конструкции Andritz, которая заменила<br />
старое технологическое оборудование.<br />
Старая печь для обжига извести,<br />
установленная в 1983 г., работала<br />
с большой перегрузкой. В 1997 г.<br />
была проведена её модернизация с<br />
повышением производительности до<br />
290 т извести в сутки. Платой за такое<br />
повышение производительности явилось<br />
сокращение срока службы огнеупорной<br />
футеровки, большие энергетические<br />
затраты и большие объемы выбросов<br />
NOx, достигающие значений, близких<br />
к предельно допустимым. Повышение<br />
производительности печи стало также<br />
причиной колебаний качества белого<br />
щелока, что привело к возникновению<br />
проблем, связанных с работой варочной<br />
установки.<br />
“В этих обстоятельствах, а<br />
также учитывая целевой уровень<br />
производительности по выпуску<br />
целлюлозы, которая должна составлять<br />
450 000 т/год, – говорит Бауер, – мы<br />
решили вложить средства в новую печь<br />
большего размера”.<br />
В июне 2005 г. было принято решение<br />
о капиталовложениях с целью замены<br />
старой печи для обжига извести и<br />
оборудования для каустизации. “После<br />
этого мы приступили к рассылке запросов<br />
и проверке референций потенциальных<br />
поставщиков”, – говорит Бауер.<br />
Поскольку завод расположен<br />
в непосредственной близости к<br />
небольшому населенному пункту, особые<br />
усилия были приложены для того, чтобы<br />
понизить уровень шума и уменьшить<br />
вредное экологическое воздействие<br />
заводского производства на окружающую<br />
среду. Для того чтобы увидеть установку<br />
белого щелока в действии, группа оценки<br />
из Пёльса посетила несколько заводов,<br />
в т.ч. завод Wisaforest компании UPM в<br />
Финляндии.<br />
“Химкорпус завода Wisaforest<br />
оказался очень чистым и произвел на<br />
нас сильное впечателение, – говорит<br />
Майкл Бауер, заместитель управляющего<br />
производством с завода Zellstoff Pöls (не<br />
родственник Бернхарда Бауера). – Как мы<br />
поняли, одним из преимуществ работы с<br />
компанией Andritz является возможность<br />
приобретения всего оборудования<br />
установки белого щелока у одного<br />
поставщика. Нам также понравилась<br />
новая технология сушки известкового<br />
шлама LMD-Filter. Фильтр, в котором<br />
используется эта технология, обладает<br />
определенными преимуществами: он<br />
обеспечивает повышение качества<br />
извести и сокращение количества<br />
выбросов”.<br />
“Первоначально компания Andritz<br />
предложила обычную технологию<br />
фильтрации, – продолжает Майкл<br />
Бауер. – Но когда мы встретились со<br />
специалистами в Котке, они представили<br />
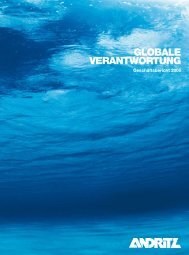
▲ Завод Zellstoff Pöls – один из основных в Центральной Европе производителей не содержащей элементарного<br />
хлора беленой целлюлозы из древесины хвойных пород. Совершенство в области экологии по-прежнему<br />
остается его важной отличительной чертой. В населенном пункте Пёльс около 600 домов отапливаются от сети<br />
централизованного теплоснабжения, подсоединенной к технологическим системам завода.<br />
Одним из интересных аспектов установки по производству белого щелока является архитектура самого сооружения.<br />
Наружные стены имеют многослойную конструкцию, способствующую более эффективному обогреву и охлаждению<br />
внутренних помещений здания.<br />
▼ Бернхард Бауер (слева), руководитель проекта, и Майкл Бауер, заместитель управляющего производством, перед<br />
новой печью для обжига конструкции Andritz.<br />
14 15
▲ В объем поставки Andritz входил этот CD-фильтр, обеспечивающий получение<br />
чрезвычайно чистого белого щелока.<br />
идею двухступенчатого фильтра LMD-<br />
Filter, способную обеспечить более<br />
высокое качество извести, а также<br />
сокращение объема выбросов H2S”.<br />
“Как видите, мы здесь находимся<br />
посередине посёлка, – говорит Бернхард<br />
Бауер. – Нам приходится постоянно<br />
думать о выбросах, воникающих в<br />
результате технологических процессов”.<br />
“Это первая в мире двухступенчатая<br />
система фильтрации известкового<br />
шлама, – говорит Майкл Бауер. – Когда<br />
компания Andritz представила нам эту<br />
концепцию, мы сказали: а почему бы не<br />
попробовать? До этого у нас было четыре<br />
ступени промывки известкового шлама.<br />
Мы разрабатывали эту двухступенчатую<br />
систему вместе с Andritz, и она идеально<br />
отвечает нашим потребностям”.<br />
Сложный график<br />
В первоначальном проектном плане на<br />
монтаж установки белого щелока было<br />
отведено 20 месяцев. Одновременно<br />
Пёльский завод подал заявку на<br />
пересмотр разрешений органов<br />
экологического надзора на предмет<br />
увеличения производительности. Однако<br />
процесс выдачи разрешений занял<br />
больше времени, чем ожидалось.<br />
“Из-за этих задержек у нас осталось<br />
только 16 месяцев на выполнение<br />
проекта, включая проектирование,<br />
– говорит Бернхард Бауер. – Мы<br />
обратились к специалистам Andritz<br />
со сложным вопросом: смогут ли они<br />
завершить разработку проекта через 16<br />
месяцев вместо запланированных 20-ти.<br />
Они обещали, что сделают это”.<br />
К сожалению, в 2005 г. зима в Пёльсе<br />
стояла суровая, –<br />
это было не идеальное время для<br />
выполнения строительных и монтажных<br />
работ. “Мы не могли отставать от<br />
графика даже при том, что проведение<br />
некоторых операций по материальнотехническому<br />
обеспечению было связано<br />
со сложностями, – говорит Бауер.<br />
– Например, для транспортировки кожуха<br />
печи для обжига (самая большая секция<br />
которого имела длину 57 м и диаметр 4<br />
м) на расстояние 2500 км, из Финляндии,<br />
потребовалась тщательная организация<br />
всех этапов с участием транспортных<br />
компаний и органов власти. Мы не<br />
собирались откладывать эту работу”.<br />
Секции кожуха печи прибыли на место<br />
в январе 2008 г. “Температура в эти дни<br />
была –20 °С, – говорит Бауер. – И масса<br />
снега. Условия были не самые лучшие, но<br />
все хорошо потрудились”.<br />
Приняв во внимание жесткий график<br />
и неблагоприятные условия, компания<br />
Andritz предложила, чтобы со времени<br />
первой поставки в 2006 г. её руководитель<br />
проекта оставался на строительной<br />
площадке в Пёльсе. “Я мог лучше<br />
скоординировать работы в Финляндии<br />
с действиями местных поставщиков и<br />
тем обеспечить выполнение графика”,<br />
– говорит Эркки Осмонсало, руководитель<br />
проекта от компании Andritz.<br />
“Это было правильное решение<br />
– оставить Эркки на строительной<br />
площадке, – говорит Бауер. – Возможно,<br />
для руководителя проекта несколько<br />
необычно находиться постоянно на<br />
стройплощадке, но это действительно<br />
помогло в работе”.<br />
В апреле был выполнен монтаж КИП<br />
и оборудования систем автоматизации.<br />
Работы проводила группа автоматизации<br />
Andritz из Граца. Надзор за работами от<br />
компании Andritz осуществлял Рудольф<br />
Майбёк, старший инженер группы<br />
электрооборудования и автоматизации.<br />
“Мы отвечали за электроснабжение,<br />
распределение электроэнергии, КИП и<br />
устройства управления оборудования<br />
для каустизации и печи для обжига,<br />
– говорит Майбёк. – Сюда входит всё<br />
программное обеспечение установки<br />
и система безопасности горелок.<br />
Мы надеемся, что вскоре на заводе<br />
в Пёльсе будут установлены наши<br />
адаптивно-прогнозирующие контроллеры<br />
BrainWave®, обеспечивающие более<br />
точное управление печью для обжига.<br />
▲ По словам Майкла Бауера, заместителя управляющего производством,<br />
двухступенчатая промывка на фильтре LMD-Filter конструкции Andritz идеально<br />
отвечает потребностям завода, обеспечивая необходимую сухость известкового<br />
шлама и низкий уровень выбросов.<br />
Эти контроллеры и оптимизационная<br />
программа Kiln ACE® помогут заводу<br />
в Пёльсе сократить энергозатраты и<br />
добиться дальнейшего повышения<br />
качества извести”.<br />
В конце августа 2006 г. был завершен<br />
монтаж и начались работы по вводу<br />
в эксплуатацию. Первый пуск горелок<br />
состоялся в октябре. По требованию<br />
Бауера компания Andritz направила в<br />
Пёльс бригаду, составленную из самых<br />
опытных специалистов по вводу в<br />
эксплуатацию и пуску.<br />
Вечеринка в честь белого щелока<br />
“Согласно нашему первоначальному<br />
плану начало производства было<br />
намечено на октябрь 2006 г., и мы<br />
уложились в срок – так что всё было<br />
замечательно”, – говорит Бернхард Бауер.<br />
Когда первый белый щелок из новой<br />
системы заполнил резервуар, бригада<br />
наконец смогла отпраздновать свой<br />
успех. “У нас была вечеринка в честь<br />
белого щелока с нашим собственным<br />
белым щелоком, – смеется Бауер. – Это<br />
было чудесно!”<br />
Установка белого щелока конструкции<br />
Andritz рассчитана на производство<br />
5700 м3 белого щелока в сутки для линии<br />
волкна завода Zellstoff Pöls. Расчетная<br />
производительность печи для обжига<br />
– 440 т регенерированной извести в сутки.<br />
“Фильтр для известкового шлама<br />
работает в точном соответствии с нашими<br />
расчетами, – говорит Майкл Бауер. – С<br />
помощью старой системы в удачные дни<br />
мы могли добиться сухости 75%. При<br />
использовании нового фильтра LMD-Filter<br />
сухость может превышать 80%”.<br />
В октябре 2006 г., после пуска новой<br />
установки белого щелока, на заводе<br />
Zellstoff Pöls была достигнута рекордная<br />
производительность по выпуску<br />
целлюлозы: около 1400 т/сутки.<br />
Нормальная суточная производительность<br />
составляет около 1100 т/сутки.<br />
Zellstoff Pöls AG<br />
Модернизация линии волокна<br />
Варочный котел непрерывного действия<br />
установлен на заводе Zellstoff Pöls в<br />
1983 г. По словам Зигфрида Грубера,<br />
расчетная производительность в то время<br />
составляла 620 вст/сутки.<br />
Сейчас, после ряда модернизаций,<br />
производительность варочного<br />
котла составляет 1150 вст/сутки.<br />
Планируется дальнейшее повышение<br />
производительности до 1300 т/сутки<br />
в течение следующих нескольких лет.<br />
Композиция: 70% ели и 30% сосны.<br />
В 1997 г. компании Andritz было<br />
предложено провести модернизацию<br />
системы подачи щепы с использованием<br />
бункера для щепы Diamondback®. Грубер<br />
говорит, что старый бункер для щепы изза<br />
наличия вибрирующих и движущихся<br />
частей требовал очень трудоемкого<br />
технического обслуживания.<br />
Бункер Diamondback® не имеет<br />
движущихся частей, вместо этого<br />
в его работе используется сила<br />
тяжести, а уникальные геометрические<br />
характеристики обеспечивают<br />
успешную предварительную пропарку и<br />
транспортировку щепы.<br />
Первоначально на заводе в Пёльсе<br />
возникали некоторые проблемы,<br />
связанные с образованием мостиков<br />
между первой и второй коническими<br />
секциями бункера. “В зимний период эти<br />
проблемы были наиболее очевидны,<br />
– говорит Грубер. – Проведя анализ, мы<br />
вместе со специалистами Andritz пришли<br />
к заключению, что наш бункер имеет<br />
недостаточную высоту”.<br />
В 2003 г. высота бункера была<br />
увеличена на 2,3 м и в нем были<br />
установлены два отклоняющих кольца<br />
для регулирования уплотнения щепы в<br />
нижней части бункера с целью улучшения<br />
паропроницаемости. “После такой<br />
реконструкции бункер действительно<br />
стал хорошо работать”, – говорит<br />
Грубер. В 2005 г. с целью повышения<br />
производительности высота бункера была<br />
увеличена еще на 2,5 м и в нем было<br />
установлено третье отклоняющее кольцо.<br />
На заводе в Пёльсе имеется бункер<br />
Diamondback® с тремя отклоняющими<br />
кольцами – первый в мире. “Теперь<br />
мы можем увеличить нагрузку бункера<br />
примерно до 250 тонн щепы и заполнить<br />
его полностью”.<br />
▲ Линия волокна в Пёльсе за время своей службы<br />
несколько раз подвергалась модернизации; в<br />
настоящее время ее производительность составляет<br />
около 1150 вст/сутки. Для модернизации подачи в<br />
варочный котел компания Andritz поставила бункер для<br />
щепы Diamondback®.<br />
▲ Вальтер Зоммербауэр, менеджер по работе с<br />
клиентами компании Andritz (слева), и Зигфрид Грубер,<br />
руководитель группы технической разработки проектов<br />
в Пёльсе, осматривают систему бункера для щепы<br />
Diamondback®.<br />
◄ Слева направо:<br />
В переднем ряду: Йозеф Кройцер, руководитель отдела<br />
проектирования и технического обслуживания; Вальтер<br />
Зоммербауэр, менеджер по работе с клиентами<br />
от компании Andritz; Майкл Бауер, заместитель<br />
управляющего производством; Хайнц Кайзер, инженертехнолог;<br />
Эдуард Майерл, заместитель управляющего<br />
производством<br />
В среднем ряду: Харальд Труммер, начальник отдела<br />
технического обслуживания; Бернхард Бауер (стоит),<br />
инженер-проектировщик.<br />
В заднем ряду: Юрген Ригер, заместитель<br />
управляющего производством; Алоиз Яммернег,<br />
инженер-технолог и специалист по пусконаладочным<br />
работам отдела обезвоживания и отбеливания;<br />
Бруно Пренолер, инженер-проектировщик; Зигфрид<br />
Грубер, руководитель группы технической разработки<br />
проектов; Манфред Энцингер (стоит), ответственный по<br />
планированию технического обслуживания<br />
16 17
Zellstoff Pöls AG<br />
Усовершенствованный процесс сушки<br />
целлюлозы<br />
На заводе в Пёльсе работают<br />
как системы сушки с мгновенным<br />
испарением, так и системы листовой<br />
сушки. Хотя на заводе имеется<br />
небольшая машина, выпускающая в год<br />
13000 т бумаги специальных сортов,<br />
большая часть целлюлозы подвергается<br />
сушке и продается на рынке под торговой<br />
маркой ORION. Производительность<br />
сушилки с мгновенным испарением<br />
составляет 378 т/сутки.<br />
По словам Юргена Ригера,<br />
заместителя управляющего<br />
производством завода в Пёльсе, до<br />
1997 г. на этом заводе использовалась<br />
старая длинносеточная сушильная<br />
машина. В 1997 г. была проведена<br />
реконструкция этой машины, к ней была<br />
добавлена мокрая часть конструкции<br />
Andritz (с двухсеточным прессом для<br />
обезвоживания), дополнительно введены<br />
новые змеевики в сушилке Fläkt, а<br />
также установлена новая саморезка.<br />
Производительность выросла с 520 до<br />
690 т/сутки.<br />
В 2000 г. компания Andritz провела<br />
также реконструкцию двухсеточного<br />
пресса.<br />
В 2004 г. введены некоторые<br />
небольшие усовершенствования в агрегат<br />
для обезвоживания (стальные валы были<br />
замены резиновыми, и т.п.). Компания<br />
Andritz провела также проверку сушилки<br />
и предложила модернизацию с целью<br />
18<br />
повышения производительности до 800<br />
т/сутки.<br />
В 2005 г. компания Andritz приступила<br />
к работам по установке нового<br />
смесительного насоса, реконструкции<br />
сушилки с целью повышения давления<br />
пара и замене редукторов и приводов<br />
на прессе. Была введена новая система<br />
контроля смазки, способствующая<br />
увеличению срока службы подшипников.<br />
Модернизированный двухсеточный<br />
пресс теперь работает с самой высокой<br />
скоростью в мире – 145 м/мин.<br />
“Цель модернизации состояла в том,<br />
чтобы довести производительность<br />
сушилки до 785 т/сутки, – говорит<br />
Ригер. – На самом деле сейчас<br />
производительность составляет 830<br />
т/сутки. Так что, я бы сказал, что<br />
модернизация проведена весьма<br />
успешно”.<br />
“Мы провели также многочисленные<br />
эксперименты по изучению различных<br />
позиций сукон и сеток на прессе,<br />
– говорит Ригер. – Компания Andritz<br />
внесла усовершенствования в систему<br />
подготовки сукна и модернизировала<br />
боковые плиты на двухсеточном<br />
прессе таким образом, что у нас теперь<br />
достигнут рекордный срок службы сеток<br />
– около одного года. Поставщики сетки<br />
и сукна не очень этому рады, но для нас<br />
это хорошо!”<br />
“Это удивительно, – говорит Бауер.<br />
– Обычно после пуска наступает период<br />
наладки, когда производительность<br />
может быть ниже расчетной. Это большое<br />
достижение, особенно с учетом того,<br />
что линия волокна должна была быть<br />
приспособлена к новому белому щелоку”.<br />
Добросовестное сотрудничество с<br />
обеих сторон<br />
“В настоящее время мы освоили<br />
около 50% от общего объема<br />
капиталовложений, рассчитанных на<br />
достижение уровня производительности<br />
450 000 т/год, – говорит Кройцер. – Мы<br />
модернизировали варочный котел и<br />
линию волокна, модернизировали линии<br />
сушки, построили новую установку<br />
белого щелока, модернизировали<br />
регенерационный котел, и т.д. На<br />
настоящий момент достигнут уровень<br />
375 000 т/год”.<br />
Кройцер с гордостью упоминает о<br />
высоком коэффициенте использования<br />
рабочего времени на заводе Zellstoff Pöls.<br />
“Суммарный коэффициент использования<br />
рабочего времени на нашем заводе в<br />
2006 г. составлял 96%, с учетом простоя<br />
в мае, – говорит он. – При расчете этого<br />
показателя общее возможное число<br />
рабочих дней в году принималось<br />
равным 365, так что работоспособность<br />
оборудования прекрасная.<br />
Производственный, обслуживающий и<br />
технический персонал с нашей стороны<br />
работал совместно с экспертами со<br />
стороны Andritz. Это, на мой взгляд,<br />
хорошая схема сотрудничества, т.к. все<br />
вовлечены в работу и работают для<br />
достижения общих целей”.<br />
►► см. подробности на сайте<br />
www.fiberspectrum.andritz.com<br />
◄ Компания Andritz провела крупную реконструкцию<br />
машины для листовой сушки, установив двухсеточный<br />
пресс для обезвоживания и осуществив другие<br />
модификации. Производительность сушилки теперь<br />
составляет около 830 т/сутки. На фотографии – Хайнц<br />
Кайзер, инженер-проектировщик (слева), и Юрген<br />
Ригер, заместитель управляющего производством в<br />
Пёльсе<br />
▲ Манфред Энцингер, ответственный по планированию технического обслуживания на заводе Zellstoff Pöls<br />
(слева), обсуждает преимущества питателя низкого давления после проведенной реконструкции с Вальтером<br />
Зоммербауэром, менеджером по работе с клиентами компании Andritz.<br />
Капитальный<br />
ремонт основного<br />
оборудования<br />
По словам Харальда Труммера,<br />
начальника заводского отдела<br />
технического обслуживания, капитальный<br />
ремонт питателей высокого и низкого<br />
давления для системы подачи варочного<br />
котла был поручен компании Andritz,<br />
хотя в течение многих лет завод в<br />
Пёльсе пользовался услугами другого<br />
поставщика.<br />
“Мы регулярно отсылали эти<br />
устройства к первоначальному<br />
изготовителю, в Швецию, – продолжает<br />
Труммер, – но у нас возникли проблемы,<br />
связанные с повторным появлением<br />
трещин внутри питателей и в кожухе.<br />
Период времени, проходившего от<br />
одного капитального ремонта до<br />
другого, сократился. Это послужило для<br />
нас показателем наличия проблем с<br />
приваркой накладок, которая является<br />
наиболее ответственным этапом<br />
капитального ремонта. Кроме того,<br />
была не очень хорошо налажена связь<br />
– например, поставщик не информировал<br />
нас о том, какие шаги предпринимаются<br />
для ремонта питателей”.<br />
В следующий раз перед капитальным<br />
ремонтом компания Andritz была<br />
приглашена для подачи заявки на подряд<br />
и получила заказ. Первым пробным<br />
заданием стал капитальный ремонт<br />
питателя высокого давления в 2003 г.<br />
“Мы проверяли работу очень тщательно,<br />
т.к. она проводилась поблизости, на<br />
предприятии в Граце”, – поясняет<br />
Труммер.<br />
Помня о первом успехе, завод в<br />
Пёльсе теперь также доверяет компании<br />
Andritz капитальный ремонт питателей<br />
низкого давления. “Связь между нашими<br />
двумя компаниями установилась<br />
очень хорошая, – говорит Труммер.<br />
– Ремонтные работы также ведутся на<br />
превосходном уровне”.<br />
◄ “Это хорошая схема сотрудничества”. На фотографии<br />
(слева направо): Манфред Энцингер, ответственный<br />
по планированию технического обслуживания, Вальтер<br />
Зоммербауэр от компании Andritz и Харальд Труммер,<br />
начальник отдела технического обслуживания на заводе<br />
Zellstoff Pöls.<br />
19
Stora Enso<br />
Успех завода «Summa» – это<br />
технология SC-A Plus<br />
Латинское слово “summa” означает “высший”. Завод Summa компании Stora Enso был мотивирован к победе над<br />
конкурентами путем “повторного изобретения” себя с помощью новой структуры сортов продукции. Компания Andritz<br />
помогала в этом. Главным элементом реконструкции основной машины является новый многозахватный каландр от<br />
Andritz Küsters.<br />
▲ “Конкуренция способствует поддержанию<br />
эффективности наших предприятий”, говорит Юха<br />
Макиматтила, управляющий заводом Summa компании<br />
Stora Enso, Финляндия.<br />
20<br />
Продавая свою продукцию более чем в 70<br />
стран, компания Stora Enso разработала<br />
глобальную стратегию производства,<br />
призванную обеспечить повышение<br />
эффективности и увеличение прибыли.<br />
Эта стратегия основана не только на<br />
анализе ситуации в конкурентной борьбе,<br />
но также и на оценке возможностей<br />
каждого из предприятий этой компании в<br />
различных странах мира. Такой баланс<br />
внутренней согласованной работы и<br />
внутренней же конкуренции явился<br />
импульсом, побудившим завод Summa<br />
перейти от производства стандартной<br />
газетной бумаги к сортам высшего<br />
качества SC-A Plus, с тем чтобы<br />
оставаться на шаг впереди конкурентов<br />
– внутренних и внешних.<br />
“Конкуренция способствует<br />
поддержанию эффективности работы<br />
наших предприятий на высоком уровне,<br />
снижению наших затрат и повышению<br />
качества продукции, – говорит Юха<br />
Макиматтила, управляющий заводом<br />
Summa. – Идея состоит в том, чтобы<br />
каждое предприятие оценивалось не<br />
только по достигнутым результатам,<br />
но также по перспективам роста и<br />
конкурентоспособности”.<br />
Завод Summa был основан в 1953<br />
г. на южном побережье Финляндии,<br />
вблизи города Хамина. Первая<br />
бумагоделательная машина начала<br />
работать в 1955 г. Вторая машина была<br />
введена в эксплуатацию тремя годами<br />
позже, а третья – в 1972 г. В течение<br />
многих лет завод выпускал стандартную<br />
газетную бумагу.<br />
Потом появилась машина в<br />
Лангербрюгге<br />
Когда компания Stora Enso построила<br />
новую, четвертую бумагоделательную<br />
машину в Лангербрюгге, в Бельгии, там<br />
была создана современная крупная<br />
линия по производству газетной бумаги.<br />
Другие заводы сети Stora Enso по<br />
размерам, скорости и эффективности<br />
свих машин не могли конкурировать с<br />
машиной в Лангербрюгге (ширина которой<br />
| <strong>FiberSpectrum</strong> 15 – 01/2007<br />
была 10,3 м, а расчетная скорость – 2000<br />
м/мин).<br />
Появление новой машины поставило<br />
перед заводом Summa сложную задачу,<br />
т.к. производство стандартной газетной<br />
бумаги на этом заводе больше не имело<br />
перспектив роста. “Нам приходилось<br />
нести затраты по трем машинам, тогда<br />
как объем производства сократился до<br />
производительности полутора машин,<br />
– говорит Макиматтила. – В конце<br />
концов нам пришлось совсем остановить<br />
бумагоделательную машину №1”.<br />
Время мыслить по-новому<br />
Так как у стандартной газетной<br />
бумаги не было будущего, управляющий<br />
производством завода Summa<br />
Антти Оутинен пришел к выводу,<br />
что дополнительное введение в<br />
ассортимент продукции сортов SC-<br />
A Plus улучшит показатели работы<br />
компании. С учетом преимуществ,<br />
связанных с использованием волокна<br />
из скандинавской ели, а также с<br />
учетом ориентации группы Оутинена<br />
на непрерывное совершенствование,<br />
возможный результат выглядел<br />
многообещающим. Теперь предстояло<br />
убедить высшее руководство в<br />
необходимости капиталовложений<br />
Компания Stora Enso вложила<br />
90 млн. евро в подготовку завода<br />
Summa к производству продукции<br />
новых сортов – введение новой ступени<br />
перексидного отбеливания, новых<br />
качественных средств регулирования<br />
системы фракционирования массы и<br />
нового многозахватного каландра Prime-<br />
Cal ProSoft для производства бумаги<br />
машинной гладкости (MF).<br />
В настоящее время на заводе<br />
Summa бумагоделательная машина<br />
№ 2 производит бумагу SC-A Plus под<br />
торговой маркой MagniPress Bulky, а<br />
также журнальную бумагу MF под маркой<br />
SilvaPress. Объемный коэффициент<br />
бумаги явно улучшился – стал выше<br />
1,0 см3/г. Это, а также шероховатость<br />
ниже 1,5 pps (при измерении с помощью<br />
прибора Паркера) и глянец выше 45%,<br />
по мнению основных клиентов Stora<br />
Enso, обеспечивает отличные печатные<br />
свойства выпускаемой бумаги.<br />
На ранних стадиях проекта для<br />
испытания бумаги было приглашено<br />
более десяти компаний. Увеличение<br />
пухлости на 15%, гладкость,<br />
создающая ощущение мелованной<br />
бумаги, а также экономичность,<br />
обусловленная снижением массы бумаги,<br />
оказались довольно убедительными<br />
преимуществами.<br />
Радикальные изменения<br />
Такая смена сортов требует некоторых<br />
радикальных изменений. Для служащих<br />
завода Summa это не было проблемой.<br />
Они привыкли к переменам и с<br />
готовностью искали пути постоянного<br />
совершенствования. Необходимые<br />
изменения в системе подготовки<br />
массы, в бумагоделательной машине<br />
№ 2 и в системе отделки бумаги были<br />
запланированы и произведены с высокой<br />
точностью.<br />
Первые изменения были внесены<br />
в систему подготовки массы.<br />
Значительную роль при этом сыграла<br />
компания Andritz, которая занималась<br />
совместно со специалистами завода<br />
Summa оптимизацией установки для<br />
термомеханического производства<br />
массы (TMМ). Компания Andritz также<br />
поставила оборудование для новой<br />
ступени пероксидного отбеливания,<br />
обеспечивающей повышение степени<br />
белизны массы. Одновременно с<br />
повышением степени белизны массы<br />
было достигнуто сокращение расхода<br />
химикатов для отбеливания и пресной<br />
воды.<br />
Основные изменения были внесены<br />
собственно в бумагоделательную<br />
машину. Машина № 2, первоначально<br />
сооруженная в 1958 г., подверглась<br />
модернизации в 1990 г., а затем, во<br />
второй раз, – в 2000 г. Представляющей<br />
интерес частью реконструкции была<br />
реализация “Firewall-концепта”,<br />
Основным узлом реконструкции бумагоделательной машины № 2 была секция отделки. ▲ Наверху: Каландр<br />
PrimeCal ProSoft конструкции Andritz Küsters состоит из двух пар рам, каждая из которых служит опорой для пяти<br />
валов, включая валы PrimeRoll MHV с зональным управлением. ▼ Внизу: Оператор проверяет профили на системе<br />
ProSoft. При ширине бумаги до 7,3 м рабочая скорость каландра может достигать 1600 м/мин.<br />
21
▲ Управляющий производством Антти Оутинен<br />
гордится уникальным сочетанием системы подготовки<br />
массы, разработанной на заводе Summa “Firewallконцепта”<br />
и высокотехнологичной секции отделки.<br />
22<br />
Stora Enso<br />
разработанной специалистами<br />
Summa. С ее помощью операторы<br />
могли распределить поступающую<br />
массу различного качества по<br />
бумагоделательным машинам № 2 и №<br />
3, оптимизируя качество продукции обеих<br />
машин. Если по какой-либо причине<br />
масса по своему качеству не отвечала<br />
требованиям, предусмотренным для<br />
SC-A Plus, она использовалась для<br />
производства бумаги других сортов.<br />
Центральным узлом реконструкции<br />
была секция отделки бумагоделательной<br />
машины № 2. “Мы хотели установить<br />
самую лучшую систему каландрирования,<br />
– поясняет Макиматтила. – Поэтому<br />
мы выбрали Andritz Küsters. Их<br />
система каландрирования хорошо<br />
зарекомендовала себя в Лангербрюгге.<br />
Встроенный каландр обеспечивает<br />
высокую температуру, идеальную<br />
нагрузку захвата и отличное<br />
регулирование подачи пара. Получив<br />
такой отзыв, мы доверились компетенции<br />
Andritz Küsters”.<br />
Работы были выполнены примерно<br />
через 12 месяцев после подписания<br />
контракта. Каландр PrimeCal ProSoft<br />
был изготовлен и собран в Германии,<br />
после чего его разобрали и доставили в<br />
Финляндию для окончательного монтажа.<br />
Стадия проектирования<br />
Компания Andritz Küsters играла<br />
значительную роль в процессе<br />
реализации проекта, начиная со стадии<br />
проектирования. Несколько циклов<br />
испытаний, проведенных в Техническом<br />
центре этой компании в Крефельде, в<br />
Германии, помогли специалистам завода<br />
Summa определить особенности бумаги<br />
SC-A Plus и технические параметры<br />
реконструкции машины.<br />
Компании Andritz Küsters прошлось<br />
несколько изменить концепцию ProSoft,<br />
чтобы приспособить её к машине,<br />
имеющейся на заводе Summa. В<br />
Лангербрюгге бумажное полотно<br />
подается на первый набор каландровых<br />
валов сверху. Однако на заводе Summa<br />
обычное направление перемещения<br />
сверху вниз оказалось невозможным.<br />
Значительных изменений конструкции<br />
машины удалось избежать боагодаря<br />
использованию необычного направления<br />
перемещения – снизу вверх, что сделало<br />
машину на заводе Summa уникальной.<br />
Впечатляющая машина<br />
Каландр PrimeCal ProSoft состоит из<br />
двух пар рам, каждая из которых служит<br />
опорой для пяти валов. Верхние и<br />
нижние валы – это валы PrimeRoll MHV<br />
с зональным управлением. Кроме того, в<br />
каждом комплекте имеются два стальных<br />
вала с подогревом и обычный вал.<br />
Обычные валы требуют только<br />
точности изготовления, тогда как<br />
наиболее важными характеристиками<br />
термовалов являются постоянство<br />
температуры и упругость. Каждый из<br />
валов PrimeRoll MHV (изготовленных<br />
◄ На двухсеточном прессе конструкции Andritz,<br />
входящем в состав новой установки пероксидного<br />
отбеливания на заводе Summa, стоят (снизу вверх):<br />
инспектор Веза Хольм, инженер-технолог Гарри<br />
Тайпейл и начальник производства Йорма Латва-<br />
Кокко,. В отбельную установку, рассчитанную на выпуск<br />
бумаги сортов TMМ со степенью белизны 80 и выше по<br />
стандарту ISO при производительности 560 всмт/сутки,<br />
входят всего пять таких прессов.<br />
Уникальное сочетание пухлости и высокой степени<br />
белизны, характерное для сортов бумаги SC-A Plus<br />
MagniPress Bulky, выпускаемых заводом Summa,<br />
пользуется очень большим спросом у клиентов<br />
компании Stora Enso. ►<br />
с использованием технологии Multi-<br />
HV) имеет вес 33 т, ширина бумажного<br />
полотна составляет 7,3 м, а рабочая<br />
скорость – 1600 м/мин.<br />
Двухярусная конструкция системы<br />
каландров весом 580 т обеспечивает<br />
чрезвычайно высокую жесткость машины<br />
в целом.<br />
Вся система высотой 7,5 м, а её длина<br />
от системы подачи до точки передачи<br />
на перемотный станок составляет 9,5<br />
м. При этом расстояние, на которое<br />
перемещается бумага, проходя через<br />
каландр, составляет около 48 м – и это<br />
перемещение совершается всего за 1,8<br />
секунды.<br />
Другой особенностью данной<br />
конструкции является система<br />
управления MultiMaster, которая<br />
контролирует важные компоненты<br />
каландра и регулирует привод<br />
каждого отдельного вала. Настройка<br />
с использованием технологии MHV<br />
обеспечивает дополнительные<br />
возможности улучшения качества<br />
бумаги и повышения эксплуатационных<br />
характеристик машины.<br />
Гладкий пуск<br />
После гладко проведенных в марте<br />
2005 г. сборки и пуска система была<br />
передана заводу Summa компании<br />
Stora Enso. Каландр, первоначально<br />
рассчитанный на температуру валов до<br />
180 °С, теперь достиг уровня в 190 °С.<br />
Картину дополняют: рабочая скорость<br />
1600 м/мин, ширина бумаги до 7,3 м<br />
и нагрузки захвата до 500 кН/м. На<br />
бумагоделательной машине № 2 было<br />
произведено около 183 000 т бумаги<br />
(на 7,6% больше, чем предполагалось<br />
согласно первоначальному расчету).<br />
Отличные результаты<br />
Помимо показателей<br />
производительности, завод Summa<br />
добился весьма удовлетворительных<br />
технических характеристик бумаги.<br />
Основной вес выпускаемой бумаги – 48-<br />
60 г/м2, при этом степень белизны D65<br />
составляет 75%, а глянец – 45%.<br />
Гладкость остается на уровне<br />
1,5 мкм, а объемный коэффициент<br />
составляет не менее 1,1 см3/г. По мнению<br />
руководства Summa, реконструкция<br />
бумагоделательной машины № 2 внесла<br />
свой вклад в улучшение результатов<br />
работы завода.<br />
Чем сложнее становится технология,<br />
тем более важным является обучение<br />
операторов методам мониторинга<br />
параметров машины, – говорит<br />
Макиматтила. – Проект не заканчивается<br />
в момент приемки поставленных систем.<br />
Мы хотим поддерживать долгосрочные<br />
партнерские отношения хотя бы с<br />
поставщиками основных компонентов”.<br />
►► см. подробности на сайте<br />
www.fiberspectrum.andritz.com<br />
Завод Summa<br />
компании Stora<br />
Enso<br />
Местонахождение:<br />
Хамина (южное побережье<br />
Финляндии – 150 км от Хельсинки)<br />
Ассортимент продукции:<br />
SC-A plus, журнальная бумага MF,<br />
газетная и пухлая бумага<br />
Торговые марки:<br />
MagniPress Bulky,<br />
SilvaPress, NewsPress,<br />
ExoPress, LibroBook<br />
Сырье: Волокнистая масса из<br />
древесины ели<br />
Бумагоделательные машины:<br />
№ 2: Чистообрезная ширина 6720 мм,<br />
1200 м/мин, 183 000 т/год<br />
№ 3: Чистообрезная ширина 7650 мм,<br />
1500 м/мин, 230 000 т/год<br />
ерсонал: 430 человек<br />
23
Suzano Papel e Celulose<br />
Быть хорошим соседом<br />
Целлюлозно-бумажный комбинат Suzano Papel e Celulose и город Сузано связаны между собой со времени<br />
основания комбината в 1924 г. “Большинство работников комбината живет в этом же населенном пункте”, – говорит<br />
управляющий целлюлозным производством комбината. Поскольку комбинат Suzano (Сузано) располагается<br />
в населенном пункте и вблизи от Сан-Пауло, его выбросы и стоки должны соответствовать очень строгим<br />
предельно допустимым показателям. Компания Adritz помогает комбинату Suzano оставаться хорошим соседом,<br />
поставляя технологию, способствующую снижению интенсивности запаха от двух работающих на этом комбинате<br />
регенерационных котлов.<br />
Хосе Александр де Мораис, заведующий целлюлозным<br />
производством, отделом регенерации и инженерными<br />
сооружениями на комбинате Suzano. ▲<br />
История двух Сузано – города и<br />
компании.<br />
Город Сузано находится в 45 км от Сан-<br />
Пауло, Бразилия. Между этим городом<br />
с его 270 000 жителей и близлежащим<br />
городом Моги-да-Круз, население<br />
которого составляет 360 000 человек,<br />
располагается крупный целлюлознобумажный<br />
комбинат.<br />
Владельцем комбината является<br />
компания Suzano. Этот комбинат – один<br />
из четырех комбинатов, которыми<br />
владеет Suzano Papel e Celulose в<br />
Бразилии. Suzano – один из крупнейших<br />
в Южной Америке производителей<br />
целлюлозы и бумаги. Эта компания<br />
фактически первой начала использовать<br />
100% эвкалиптового сырья для<br />
производства печатной и писчей бумаги<br />
Город и компания переплетены друг<br />
с другом. “Здесь живет большинство<br />
работников комбината, – говорит Хосе<br />
Александр де Мораис, заведующий<br />
целлюлозным производством,<br />
отделом регенерации и инженерными<br />
сооружениями. – Я со своей семьей тоже<br />
живу близко отсюда. Комбинат способен<br />
выжить в таком месте только потому, что<br />
мы работаем в тесном сотрудничестве с<br />
местным сообществом”.<br />
Жесткие ограничения на общую<br />
остаточную серу<br />
По мнению Исайи Симура, технолога<br />
отдела регенерации и инженерных<br />
сооружений, местоположение комбината<br />
рядом с городами Сузано и Моги – это<br />
одна из причин установления жестких<br />
предельно допустимых показателей<br />
содержания общего количества<br />
восстановленной серы. Обще<br />
содержание восстановленной серы (TRS)<br />
– это мера суммарной концентрации<br />
дурно пахнущих соединений серы,<br />
выделяющихся в процессе варки<br />
целлюлозы, промывки, выпарки или<br />
сжигания отработанного варочного<br />
щелока с целью регенерации химикатов и<br />
рекуперации энергии.<br />
“Газы, содержащие TRS, являются<br />
источником запаха, характерного<br />
для целлюлозного завода, – говорит<br />
Симура. – Именно его наши соседи<br />
называют “заводской вонью”. Чтобы быть<br />
хорошими соседями, мы должны делать<br />
| <strong>FiberSpectrum</strong> 15 – 01/2007<br />
всё возможное для устранения дурных<br />
запахов”.<br />
Основными источниками TRS<br />
являются варочные котлы, выпарные<br />
аппараты, печь для обжига извести,<br />
печь для сжигания и регенерационные<br />
котлы. По словам Симуры, в настоящее<br />
время концентрация TRS измеряется в<br />
пяти точках: на двух печах для обжига<br />
извести, на печи для сжигания и на двух<br />
регенерационных котлах.<br />
“Так как наше предприятие находится<br />
в городе, мы в течение многих лет<br />
выполняем поэтапную программу работы<br />
с каждым из источников TRS”, – говорит<br />
Симура. В качестве составной части<br />
программы модернизации компания<br />
Andritz в 2002-2003 годах провела<br />
на комбинате Suzano реконструкцию<br />
одной из печей для обжига и установки<br />
каустизации. Сюда входил монтаж нового<br />
гасителя и двух реакторов, а также<br />
переоборудование печи для обжига с<br />
установкой секторных охладителей и<br />
секции сушилки известкового шлама .<br />
Устранение остаточных запахов<br />
“До 2005 г. самый интенсивный из<br />
остаточных запахов исходил от<br />
резервуаров для растворения, которыми<br />
оснащены наши два регенерационных<br />
котла”, – говорит Марио Хироси Ито,<br />
инженер-проектировщик предприятия<br />
Suzano.<br />
В самом малом из регенерационных<br />
котлов, модели Götaverken, сооруженном<br />
в 1973 г., производится сжигание 860 т<br />
черного щелока в сутки в пересчете на<br />
сухое вещество. В котле CBC (Mitsubishi),<br />
сооруженном в 1987 г., сжигается 1540 т<br />
сухого вещества в сутки.<br />
Симура поясняет: “После сжигания<br />
черный щелок превращается в<br />
расплавленную золу, которая собирается<br />
в нижней части регенерационного<br />
агрегата. Эта расплавленная зола (плав)<br />
Добрые соседи. Жители Сузано гуляют по улицам перед своими домами. На заднем<br />
плане – один из регенерационных котлов, который теперь, благодаря технологии<br />
Andritz, не является источником запаха. ▲<br />
стекает в резервуар для растворения.<br />
Здесь плав смешивается со слабым<br />
белым щелоком, поступающим из<br />
установки каустизации”.<br />
“Как правило, вентиляционная труба,<br />
идущая из резервуара для растворения,<br />
является основным источником выброса<br />
TRS, – поясняет Хоа Гильерм Хайнц<br />
Круз, инженер компании Andritz по<br />
эксплуатации регенерационных котлов и<br />
выпарных аппаратов. – Концентрация<br />
TRS в выбросах из вентиляционной<br />
трубы резервуара для растворения может<br />
быть в 5-10 раз выше, чем в дымовых<br />
газах регенерационного котла. Эта<br />
вентиляционная труба является также<br />
значительным источником выбросов<br />
твердых частиц”.<br />
“Этот запах неприемлем для нашего<br />
населенного пункта, – говорит Ито. – Мы<br />
знали, что придется прекратить выпуск<br />
газов в атмосферу и сделать систему<br />
закрытой”.<br />
гание вместо выпуска<br />
Большая часть выбросов из резервуара<br />
для растворения поглощается с<br />
помощью мокрых газоочистителей,<br />
в которых производится вымывание<br />
TRS из газов перед их выпуском в<br />
атмосферу. Поскольку на комбинате<br />
Suzano планировалось прекратить<br />
выпуск в атмосферу отходящих газов<br />
из резервуара для растворения,<br />
было принято решение использовать<br />
технологию Andritz для сжигания газов в<br />
регенерационном котле.<br />
“Система обработки отходящих<br />
газов из резервуара для растворения<br />
(DTVG) конструкции Andritz уникальным<br />
образом решает проблему запаха и<br />
выброса твердых частиц, – поясняет Круз.<br />
– Вместо того чтобы пытаться очистить<br />
газы, отходящие из резервуара для<br />
растворения, от TRS, а затем выпускать<br />
их, мы осуществляем конденсацию<br />
влаги из этих газов, после чего они могут<br />
быть использованы в регенерационном<br />
котле. В настоящее время подача<br />
газов из резервуара для растворения<br />
в регенерационный котел в качестве<br />
составной части воздуха для сжигания<br />
является широко распространенным<br />
методом. Этот метод имеет множество<br />
преимуществ, в число которых входит<br />
окисление содержащих TRS соединений в<br />
регенерационном агрегате и уничтожение<br />
твердых частиц, поступающих из<br />
вентиляционной трубы”.<br />
“Andritz располагает очень хорошей<br />
технологией и высококачественным<br />
оборудованием, – говорит Мораис. – Мы<br />
проверили отзывы о работе компании<br />
Andritz в этой области и были убеждены,<br />
что эта компания справится с задачей”.<br />
В системе обработки DTVG отходящие<br />
газы из резервуара для растворения<br />
подвергаются охлаждению и промывке<br />
в скруббере. Газ поступает в нижнюю<br />
часть корпуса скруббера и проходит<br />
через насадку из нержавеющей<br />
стали, непосредственно контактируя<br />
с теплопередающей поверхностью.<br />
Насадка увлажняется водой,<br />
циркулирующей через теплообменник.<br />
При прохождении через насадку<br />
значительная часть газа конденсируется.<br />
Избыток воды возвращается в резервуар<br />
для растворения плава.<br />
Перед выходом из корпуса скруббера<br />
охлажденный газ проходит через<br />
туманоуловитель, где из него удаляются<br />
капельки воды. Из скруббера газы<br />
с помощью вентилятора подаются<br />
в третичную воздушную систему<br />
регенерационного котла.<br />
Чтобы газоходы оставались сухими,<br />
а температура газа/воздуха – высокой,<br />
свежий компенсационный воздух<br />
подвергается подогреву и смешивается с<br />
холодными отходящими газами.<br />
“Эта технология устраняет<br />
необходимость использования химикатов<br />
для очистки газов, снижает вероятность<br />
Города Сузано и Моги-да-Круз, в которых в сумме насчитывается 630 000 жителей, со<br />
всех сторон окружают комбинат, являющийся собственностью компании Suzano Papel<br />
e Celulose. ▲<br />
Разработанная компанией Andritz технология<br />
обработки DTVG, внедренная на комбинате Suzano,<br />
помогает довести газы, отходящие из резервуаров для<br />
растворения плава, до такого состояния, что их можно<br />
сжигать в регенерационных котлах. Выброс TRS из<br />
резервуаров прекращен. ▼<br />
24 25
Исайя Симура, технолог отдела регенерации комбината<br />
Suzano (слева) и Хоа Гильерм Хайнц Круз, инженер<br />
по эксплуатации от Andritz, заглядывают в корпус<br />
конденсационного скруббера на котле CBC. ▲<br />
Suzano Papel e Celulose<br />
засорения скруббера, а также<br />
обеспечивает возможность рекуперации<br />
затраченной тепловой энергии, – говорит<br />
Круз. – Это эффективное и менее<br />
дорогостоящее решение”.<br />
Первый успех ведет к разработке<br />
дальнейших проектов<br />
В начале 2005 г. компания Suzano<br />
заключила с компанией Andritz контракт<br />
на установку первой системы обработки<br />
DTVG на более старом и имеющем<br />
меньшие размеры котле Götaverken<br />
(смонтированном в 1973 г.). По словам<br />
Мораиса, компания Andritz осуществляла<br />
поставки по этому проекту на основе<br />
модифицированной схемы EPC<br />
(проектирование, закупки, строительство);<br />
компания Suzano выполнила<br />
строительные работы и предоставила<br />
контрольно-измерительные приборы.<br />
“Проект был завершен согласно графику,<br />
с очень хорошими общими показателями,<br />
– говорит Мораис. – У нас не было<br />
никаких проблем ни с регулированием<br />
расхода и температуры, ни со сжиганием<br />
газов в регенерационном котле”.<br />
Еще до полного введения в<br />
эксплуатацию первого объекта в<br />
ноябре 2005 г., компания Suzano<br />
обратилась к компании Andritz с<br />
просьбой о переоборудовании второго<br />
регенерационного котла (агрегата CBC,<br />
установленного в 1987 г.).<br />
В этом случае компания Suzano<br />
выразила желание сохранить как<br />
можно большую часть существующего<br />
оборудования, поэтому в систему для<br />
обработки DTVG конструкции Andritz были<br />
включены существующие вентиляторы<br />
и теплообменники. Специалистами<br />
компании Andritz были установлены<br />
дополнительные теплообменники,<br />
обеспечивающие необходимую<br />
производительность по циркулирующей и<br />
охлаждающей воде.<br />
В первом квартале 2006 г. было<br />
завершено базовое проектирование<br />
для данного проекта. В июле, в период<br />
планового останова котла, компания<br />
Andritz сделала всё возможное для<br />
подготовки врезки в существующие<br />
системы котла. В начале октября<br />
началось строительство. Через 20 дней<br />
был произведен пуск системы обработки<br />
DTVG. К ноябрю 2006 г. вся установка<br />
была в работоспособном состоянии.<br />
►► см. подробности на сайте<br />
www.fiberspectrum.andritz.com<br />
Милтон Роберто де Маттос Каррейро, инспектор отдела<br />
регенерации и инженерных сооружений (слева), и<br />
Хоа Гильерм Хайнц Круз, инженер по эксплуатации от<br />
Andritz. ▲<br />
◄ Группа специалистов компании Suzano обсуждает<br />
характеристики разработанной в компании Andritz<br />
технологии обработки DTVG; слева направо: Маркос<br />
Абдалла, координатор проекта по обеим установкам,<br />
Марио Хироси Ито, инженер-проектировщик, Маркос<br />
Пессотта, координатор отделов регенерации и<br />
инженерных сооружений, и Хосе Александр де Мораис,<br />
заведующий целлюлозным производством, отделом<br />
регенерации и инженерными сооружениями комбината<br />
Suzano.<br />
Разработанная в компании Andritz технология<br />
обработки DTVG была впервые применена на этом<br />
регенерационном котле модели Götaverken 1973 г.<br />
Ввиду успеха этого проекта компания Suzano сразу<br />
же заказала аналогичную систему для второго котла<br />
(модели СВС, установленного в 1987 г.). ►<br />
Suzano Papel e Celulose<br />
Восемьдесят три года назад<br />
Леон Феффер начал вкладывать<br />
средства в целлюлозно-бумажную<br />
промышленность Бразилии. Со<br />
временем он продал всё своё<br />
имущество и построил завод по<br />
производству бумаги недалеко от Сан-<br />
Паулу. Феффер дал своей компании<br />
имя по названию соседнего города<br />
Сузано. В 1950-х годах компания<br />
Suzano стала пионером в разработке<br />
эвкалиптовой целлюлозы и впервые<br />
использовала волокнистую массу<br />
из древесины этой породы для<br />
производства печатной и писчей бумаги<br />
различных сортов.<br />
В настоящее время контрольным<br />
пакетом акций Suzano Group всё<br />
ещё владеет семья Феффер.<br />
Сферой деятельности этой группы<br />
является целлюлозно-бумажная и<br />
нефтехимическая промышленность.<br />
Доходы Suzano Papel e Celulose<br />
составляют около 1,42 млрд.<br />
долларов США, а производительность<br />
предприятия – 705 490 (640 000x1,1)<br />
т целлюлозы и 1 188 000 (1 080<br />
000x1,1) т бумаги. Комбинат выпускает<br />
мелованную и немелованную бумагу,<br />
картон и беленую эвкалиптовую крафтцеллюлозу.<br />
После ввода в действие второй<br />
линии по выпуску целлюлозы на<br />
заводе Murcuri (сооружение которой<br />
должно быть завершено в 2007 г.)<br />
производительность компании Suzano по<br />
выпуску механической массы возрастет<br />
на один миллион тонн в год. По проекту<br />
Murcuri компания Andritz поставляет<br />
оборудование для лесной биржи и для<br />
линии целлюлозы производительностью<br />
3 160 т/сутки (системы промывки,<br />
сортировки и отбеливания) на основе<br />
схемы EPC.<br />
Компания Suzano приступила<br />
к осуществлению уникальной<br />
программы – Программы развития<br />
пчеловодства, с целью предоставить<br />
рабочие места и источник доходов в<br />
виде производства мёда населению<br />
регионов, расположенных по соседству с<br />
плантациями этой компании. Оказалось,<br />
что цветы эвкалипта прекрасно подходят<br />
для пчеловодства. Компания Suzano<br />
проводит обучение местных жителей и<br />
обеспечивает их материалами (ульями,<br />
защитной одеждой и т.п.). Пчеловодство<br />
– одна из 40 аналогичных программ,<br />
разработанных в компании Suzano и<br />
охватывающих 630 000 человек.<br />
27
New Orders<br />
Wood Processing<br />
Complete Lines & Systems<br />
Temple Inland<br />
Diboll, Texas, USA<br />
Turnkey tree length debarking, portal crane<br />
Sappi Saiccor<br />
Umkomaas, South Africa<br />
Chipping/chip handling<br />
Key Equipment<br />
Tokai Pulp & Paper (Shimada Mill)<br />
Shizuoka, Japan<br />
Help bin<br />
Sappi Austria<br />
Gratkorn, Austria<br />
Bark shredder<br />
Yanzhou Heli Paper Industry<br />
Yanzhou, Shandong, China<br />
3 CenterScrew slewing screw reclaimers<br />
for chip handling<br />
Sappi Saiccor<br />
Umkomaas, South Africa<br />
Help bin<br />
Fiberline<br />
Complete Lines & Systems<br />
UPM-Kymmene (Kymi Mill)<br />
Kuusankoski, Finland<br />
TurboFeed ® chip feeding system and<br />
Diamondback ® chip bin<br />
Domtar Industries<br />
Ashdown, Arkansas, USA<br />
TurboFeed ® chip feeding system,<br />
Diamondback ® chip bin and flash tank<br />
RETRO-fit upgrades<br />
SFK Pulp<br />
St-Félicien, Quebec, Canada<br />
Blowline pressure diffuser system<br />
Key Equipment<br />
Sichuan Yong Feng Paper<br />
Muchuan, Sichuan, China<br />
Screening and MC components<br />
28<br />
► Complete Lines<br />
►<br />
Key Equipment ► Upgrades and Modernizations<br />
Upgrades & Modernizations<br />
Stora Enso (Varkaus Mill)<br />
Varkaus, Finland<br />
Chip presteaming: Diamondback ® chip bin,<br />
TurboFeed ® system and vapor reboiler<br />
MeadWestvaco<br />
Evadale, Texas, USA<br />
Downflow Lo-Solids ® cooking<br />
Recovery<br />
Complete Lines & Systems<br />
Ence (Pulp Mill Navia)<br />
Navia (Asturias), Spain<br />
Recovery boiler and power boiler<br />
First recovery and power boiler package<br />
supplied by Andritz<br />
Lwarcel Celulose e Papel<br />
Lencóis Paulista, Brazil<br />
Ash leaching chloride removal<br />
First chloride removal system based on ESP<br />
ash bleaching<br />
Sun Paper<br />
Yangzhou, Shandong, China<br />
MVR Zedivap evaporator<br />
Key Equipment<br />
Confidential customer<br />
China<br />
2 TMP reboilers<br />
UPM-Kymmene (Kymi Mill)<br />
Kuusankoski, Finland<br />
Vapor reboiler<br />
Petrozavodskmash<br />
Shklov, Belarus<br />
TMP reboiler<br />
Stora Enso (Varkaus Mill)<br />
Varkaus, Finland<br />
Vapor reboiler<br />
Upgrades & Modernizations<br />
Ence (Pulp Mill Navia)<br />
Navia (Asturias), Spain<br />
Evaporation plant upgrade<br />
Mondi Packaging<br />
Stambolijski, Bulgaria<br />
Evaporation plant upgrade<br />
Aracruz Celulose<br />
Barra do Riacho, Brazil<br />
Recovery boiler upgrade<br />
Smurfit Kappa<br />
Nettingsdorf, Austria<br />
Evaporation plant upgrade<br />
Pulp Drying & Finishing<br />
Upgrades & Modernizations<br />
Pitkyaranta Pulp Works<br />
Karelia, Russia<br />
Wet end rebuild<br />
Jari Celulose<br />
Almeirim, Para, Brazil<br />
Dryer upgrade<br />
Mechanical Pulping<br />
Complete Lines & Systems<br />
Stora Enso (Kvarnsveden Mill)<br />
Borlänge, Sweden<br />
PHC bleach plant for SGW<br />
Confidential customer<br />
Finland<br />
PHC bleach plant for TMP<br />
Nanning Jinglang Pulp<br />
Nanning, Guangxi, China<br />
P-RC APMP system<br />
Key Equipment<br />
Jilin Chenming Paper<br />
Jilin, Jilin, China<br />
HC-mixer, HC-discharge system<br />
Petrozavodskmash<br />
Shklov, Belarus<br />
Heat recovery system<br />
(reboiler, engineering, cyclone and PSD)<br />
Upgrades & Modernizations<br />
Holmen Paper (Braviken Mill)<br />
Norköpping, Sweden<br />
Chip washing system 900 admt/d,<br />
RT- pretreatment 800 admt/d<br />
TwinFlo 72 refiner<br />
Norske Skog Saugbrugs<br />
Halden, Norway<br />
Bleach plant upgrade for high brightness<br />
paper grades<br />
Panelboard<br />
Complete Lines & Systems<br />
Industria de Compensados Guararapes<br />
Palmas, Brazil<br />
Pressurized refining system for MDF with<br />
384 t/d capacity<br />
Industria de Compensados Sudati<br />
Palmas, Brazil<br />
Pressurized refining system for MDF with<br />
384 t/d capacity<br />
Homanit Polska<br />
Karlino, Poland<br />
Pressurized refining system for HDF (MDF)<br />
with 576 t/d capacity<br />
4 th order from Homanit<br />
Shangqiu Dingsheng Wood Industry<br />
Shangqiu, Henan, China<br />
Pressurized refining system for MDF with<br />
312 t/d capacity<br />
OMO Wood<br />
Lagos, Nigeria<br />
Pressurized refining system for MDF<br />
with 192 t/d capacity<br />
Sichuan Shengda Forestry Industry<br />
Chengdu, Sichuan, China<br />
Pressurized refining system for MDF<br />
with 384 t/d capacity<br />
Bajaj Eco-tec Products<br />
Kundarkhi & Paliakalan, India<br />
Two pressurized refining systems for MDF<br />
with 228 t/d capacity each<br />
First order to Andritz in India for processing<br />
bagasse as raw material<br />
Fiber Preparation<br />
Complete Lines & Systems<br />
Shandong Chenming Paper<br />
Shouguang, Shandong, China<br />
Complete deinking line and stock<br />
preparation system<br />
Swedish Tissue (LPC Group)<br />
Kisa, Sweden<br />
Stock preparation system for tissue machine<br />
ICT Poland<br />
Kostrzyn, Poland<br />
Stock preparation system for tissue machine<br />
Lee & Man Paper<br />
Hongmei, Guangdong, China<br />
OCC line for PM12 with 1,000 t/d capacity<br />
Phoenix Pulp & Paper<br />
Khonkaen, Thailand<br />
Stock preparation system<br />
Confidential customer<br />
USA<br />
Complete deinking line & stock preparation<br />
system (for new tissue machine)<br />
Shandong International Paper & Sun<br />
Coated Paperboard<br />
Yanzhou, Shandong, China<br />
Complete stock preparation and approach<br />
flow system for coated board<br />
Key Equipment<br />
Papierfabrik Palm<br />
Eltmann, Germany<br />
Sludge dewatering system<br />
Abitibi Consolidated<br />
Snowflake, Arizona, USA<br />
FibreFlow ® drum pulper<br />
Georgia-Pacific<br />
Muskogee, Oklahoma, USA<br />
FibreFlow ® drum pulper<br />
Mondi Packaging South Africa<br />
Felixton, South Africa<br />
FibreFlow ® drum pulper, coarse screening<br />
Stora Enso (Kvarnsveden Mill)<br />
Borlänge, Sweden<br />
Sludge dewatering system<br />
Asia Pulp & Paper<br />
Haikou, Hainan, China<br />
Stock preparation components for 6 tissue<br />
machines<br />
August Krempel<br />
Kuppenheim & Zwönitz, Germany<br />
Papillon refiners for unbleached kraft pulp<br />
Repeat order, already 90 Papillon refiners<br />
sold since 2002<br />
Norske Skog Saugbrugs<br />
Halden, Norway<br />
HydroDrain<br />
Thickener for low-freeness broke<br />
Asia Pulp & Paper<br />
Perawang, Indonesia<br />
Stock preparation components for 12 tissue<br />
machines<br />
Tissue Machines<br />
Complete Lines & Systems<br />
Hunan Hengan Living Paper Products<br />
Changde City, Hunan, China<br />
CrescentFormer, 5.55 m working width<br />
5 th order from Hengan Group<br />
Swedish Tissue (LPC Group)<br />
Kisa, Sweden<br />
Tissue machine, 3.37 m working width<br />
First PrimePress XT shoe press<br />
ICT Poland<br />
Kostrzyn, Poland<br />
Tissue machine, 5.55 m working width<br />
3 rd order from ICT Group<br />
Confidential Customer<br />
USA<br />
Tissue machine, 5.5 m working width<br />
Upgrades & Modernizations<br />
Toscotec<br />
Europe (confidential)<br />
Yankee Dryer machining and completion<br />
29
Recent<br />
Start-ups<br />
► Complete Lines<br />
► Upgrades and Modernizations<br />
► Key Equipment<br />
R. Dan & Co.<br />
Manila, Philippines<br />
Headbox<br />
Paper & Board Machines<br />
Upgrades & Modernizations<br />
Zhangzhou Liansheng Paper<br />
Zhangzhou City, Fujian, China<br />
3 PrimeFlow SW (single wire) headboxes,<br />
one with PrimeProFiler F, 6.2 m slice width<br />
PrimeCoat Film with air turn (film press)<br />
Paper Finishing<br />
Complete Lines & Systems<br />
Naini Papers Limited<br />
Kashipur, U.S. Nagar, India<br />
1 PrimeRoll S with hydraulic system<br />
Lee & Man Paper Manufactoring<br />
Kwun Tong, Hong Kong, China<br />
PrimeCal Soft 1x2, PrimeCal Hard 1x2<br />
Ma´anshan Tianfu<br />
Ma´anshan City, Anhui, China<br />
PrimeCal Hard 1x2<br />
Hebei Yongxin Paper<br />
Luannan, Hebei, China<br />
PrimeCal Hard 1x2, PrimePress X<br />
Zhangzhou Liansheng Paper<br />
Zhangzhou City, Fujian, China<br />
PrimeCal Hard 1x2<br />
Ventilation and Drying for<br />
Tissue and Paper/Board<br />
Machines<br />
Key Equipment<br />
Georgia-Pacific Palatka<br />
Palatka, Florida, USA<br />
High temperature hood and process air<br />
system<br />
Georgia-Pacific Ricon<br />
Ricon, Georgia, USA<br />
High temperature hood and process air<br />
system<br />
30<br />
Wood Processing<br />
Complete Lines & Systems<br />
JSC Arkhangelsk Pulp and Paper Mill<br />
Arkhangelsk, Russia<br />
Complete Woodyard<br />
Start-up 11/2006, final acceptance 02/2007<br />
United Fiber System<br />
Ale Ale, South Kalimantan, Indonesia<br />
Chip Mill<br />
Raw material: primarily planted acacia<br />
mangium; the mill’s environmental<br />
compliance is on par with internationally<br />
accepted practices<br />
Fiberline<br />
Complete Lines & Systems<br />
CMPC Celulose<br />
Naciamento, Chile<br />
Complete fiberline<br />
Recovery<br />
Complete Lines & Systems<br />
CMPC Celulose<br />
Naciamento, Chile<br />
Recovery boiler<br />
Smurfit-Stone Container<br />
Florence, South Carolina, USA<br />
Evaporation plant<br />
Weyerhaeuser<br />
Valliant, Oklahoma, USA<br />
Recovery boiler<br />
High Energy Recovery Boiler (HERB)<br />
Abitibi Consolidated<br />
Kenogami, Québec, Canada<br />
TMP heat recovery system<br />
Chemical Systems<br />
Complete Lines & Systems<br />
CMPC Celulose<br />
Naciamento, Chile<br />
Complete white liquor plant<br />
EPC delivery<br />
Upgrades & Modernizations<br />
UPM-Kymmene (Tervasaari Mill)<br />
Valkeakoski, Finland<br />
StiroX white liquor oxidation system<br />
Key Equipment<br />
Metsä-Botnia (Äänekoski Mill)<br />
Äänekoski, Finland<br />
Green liquor clarifier<br />
Pulp Drying & Finishing<br />
Upgrades & Modernizations<br />
SCA Graphic Sundvall AB (Östrand Mill)<br />
Timrå, Sweden<br />
Flash dryer upgrade<br />
Ence (Pontevedra Mill)<br />
Pontevedra, Spain<br />
Pulp drying plant rebuild, 3.0 m working<br />
width<br />
Indah Kiat Pulp & Paper (Perawang Mill)<br />
Riau, Indonesia<br />
Pulp machine rebuild<br />
Panelboard<br />
Complete Lines & Systems<br />
Fibraplac Chapas de MDF<br />
Rio Grande do Sul, Brazil<br />
MDF pressurized refining system<br />
with 504 t/d capacity, chip washing system<br />
Sita Rohstoffwirtschaft<br />
Hochheim/Main, Germany<br />
CVP pilot plant with 90 t/d capacity<br />
New process - special raw material treatment<br />
Daxinganling Luzhou Shengxing<br />
Panelboard<br />
Harbin, Heilongjiang, China<br />
MDF pressurized refining system<br />
with 312 t/d capacity<br />
Repeat order<br />
Taishan Weilibang Wood Industry<br />
Taishan, Guangdong, China<br />
Two MDF pressurized refining systems<br />
with 312 t/d capacity each<br />
4 th order<br />
Shandong He You Group<br />
Yu Cheng, Shandong, China<br />
MDF pressurized refining system<br />
with 624 t/d capacity<br />
3 rd order<br />
Shandong Qixing Panel Board<br />
Zouping County, Shandong, China<br />
MDF pressurized refining system<br />
with 312 t/d capacity<br />
Upgrades & Modernizations<br />
Egger Holzwerkstoffe Brilon<br />
Brilon, Germany<br />
Plug screw feeder, ribbon feeder and refiner<br />
for MDF pressurized refining system (840 t/d)<br />
Fiber Preparation<br />
Key Equipment<br />
Celhart Donaris<br />
Braila, Romania<br />
Deflaker for virgin fiber pulp<br />
SCA Hygiene Products<br />
Mannheim, Germany<br />
Refiner for virgin fiber pulp<br />
Hartija<br />
Kocani, Macedonia<br />
Stock preparation components for virgin<br />
fiber pulp<br />
JTI Yelets<br />
Yelets, Russia<br />
Refining equipment<br />
Paper Finishing<br />
Complete Lines & Systems<br />
Cartiere Marchi<br />
Toscolano, Italy<br />
PrimeCal Hard 1x2<br />
JK Paper<br />
Songdah, Gujarat, India<br />
PrimeCal Hard 1x2<br />
Delkeskamp Verpackungswerke<br />
Nortrup, Germany<br />
PrimePress X<br />
Sappi Saiccor<br />
Umkomaas, South Africa<br />
PrimeCal Hard 1x2, PrimePress X<br />
31
www.andritz.com<br />
PP.fs.15.ru.06.07<br />
Начинаем с участка земли<br />
Как только вы выбрали площадку,<br />
встает задача строительства и<br />
эксплуатации завода. Поручите ее<br />
решение компании Андритц<br />
We accept the challenge!<br />
Если в первую очередь вы обратитесь в Андритц,<br />
вам будет легче решать все возникающие проблемы.<br />
Андритц обладает объединенной технологией,<br />
опытом управления проектами и сервисной<br />
поддержкой для запуска вашего завод и обеспечения<br />
его бесперебойного функционирования. У нас<br />
исключительные достижения в сфере строительства<br />
полной производственной линии для целлюлозных и<br />
древесно-массных заводов.