oktatási segédlet - ÃBUDAI EGYETEM Bánki Donát Gépész és ...
oktatási segédlet - ÃBUDAI EGYETEM Bánki Donát Gépész és ...
oktatási segédlet - ÃBUDAI EGYETEM Bánki Donát Gépész és ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
• Ha a rövid-, közép- és hosszú távú vizsgálatok azonos típusú indexei közel<br />
megegyeznek, akkor a gyártás hosszú távon is megfelelıen szabályozott, az egyenletes<br />
minıség a gyártásban biztosított.<br />
• Ha a rövid-, közép- és hosszú távú vizsgálatok megfelelı indexei jelentısen<br />
különböznek, akkor a gyártásban idırıl-idıre veszélyes zavarok lépnek fel és<br />
maradnak meg, a gyártás egyenletessége nem biztosított.<br />
A rendszeres vizsgálatok indexeibıl levonható következtetések:<br />
• Ha az indexek egyenletesek, értékük jelentısen nem változik, akkor a gyártás<br />
szabályozott, egyenletes mederben folyik.<br />
• Ha az indexek értéke jelentısen ingadozik, akkor az a gyártás szabályozatlanságára<br />
utal.<br />
• Ha a minıségképesség indexek értékei folyamatosan emelkednek, akkor a gyártott<br />
termék minısége, a gyártás szabályozottsága javul. Ennek oka lehet a technológia<br />
jobb megismerése, megfelelıbb alapanyag ellátás, az üzemeltetési gyakorlat<br />
megszerzése.<br />
• Ha az indexek értéke folyamatosan csökken, akkor az a gyártás szórásának<br />
növekedésére utal. Ennek oka lehet a gyártási körülmények vagy a gép állapotának<br />
romlása, a gép elhasználódása. Célszerő a gyártási körülményeket megvizsgálni és<br />
azokon javítani.<br />
10.5 Statisztikai folyamatszabályozó kártyák (SPC-kártya)<br />
A folyamatot akkor nevezzük stabilnak (statisztikailag szabályozottnak), ha az ingadozás<br />
véletlenszerő, idıben állandó, nincs jól felismerhetı, megnevezhetı oka.<br />
Ha a folyamat stabil, a múltbeli adatok alapján jövıbeli viselkedése bizonyos határok között<br />
kiszámítható, vagyis meg tudjuk mondani, milyen valószínőséggel adódik e határokon kívüli<br />
vagy belüli érték (Shewhart, 1931). A folyamat stabilitásának vizsgálatára a<br />
szabályozókártyák alkalmasak (control charts).<br />
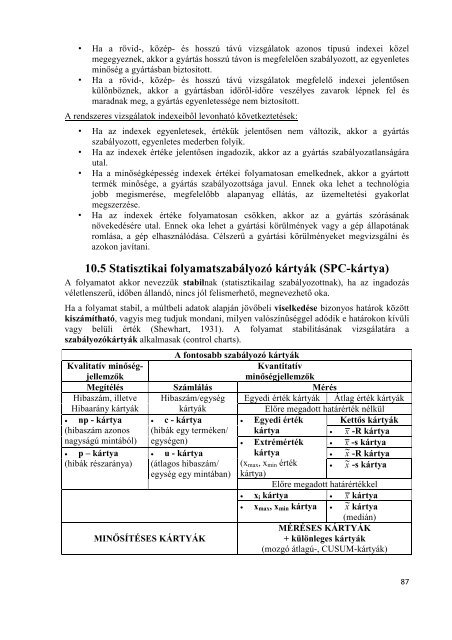
A fontosabb szabályozó kártyák<br />
Kvalitatív minıségjellemzık<br />
Kvantitatív<br />
minıségjellemzık<br />
Megítélés Számlálás Mérés<br />
Hibaszám, illetve Hibaszám/egység Egyedi érték kártyák Átlag érték kártyák<br />
Hibaarány kártyák kártyák<br />
Elıre megadott határérték nélkül<br />
• np - kártya • c - kártya<br />
• Egyedi érték Kettıs kártyák<br />
(hibaszám azonos<br />
nagyságú mintából)<br />
(hibák egy terméken/<br />
egységen)<br />
kártya<br />
•<br />
•<br />
x -R kártya<br />
x -s kártya<br />
• p – kártya<br />
(hibák részaránya)<br />
• u - kártya<br />
(átlagos hibaszám/<br />
egység egy mintában)<br />
MINİSÍTÉSES KÁRTYÁK<br />
• Extrémérték<br />
kártya<br />
(x max , x min érték<br />
kártya)<br />
• x ~ -R kártya<br />
• x ~ -s kártya<br />
Elıre megadott határértékkel<br />
• x i kártya • x kártya<br />
• x max , x min kártya ~ • x kártya<br />
(medián)<br />
MÉRÉSES KÁRTYÁK<br />
+ különleges kártyák<br />
(mozgó átlagú-, CUSUM-kártyák)<br />
87