a cikk megtekintése - Festool
a cikk megtekintése - Festool
a cikk megtekintése - Festool

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
gép-szerszáM<br />
Lehetőségek a <strong>Festool</strong> rendszertartozékok kihasználásával<br />
A marás fortélyai<br />
A tavalyi év végén a <strong>Festool</strong> marásoktatás anyagából (2012/10. 44. old., 2012/11. 34. old.)<br />
jó néhány praktikus kiegészítőt bemutattunk. Adósok maradtunk azonban két fontos eszköz<br />
bemutatásával. Egyik a konyhai munkalapok összemarásához nélkülözhetetlen marósablon,<br />
valamint a kávakötések elkészítésére szolgáló fogazósablon.<br />
ASP900 munkalap-összemaró<br />
sablon<br />
A munkalapok legérzékenyebb része a<br />
toldási fuga. Amennyiben nem tökéletes<br />
az illeszkedés vagy nem megfelelő ragasztót<br />
használunk, víz szivárog a fugába és<br />
károsítja az alkatrészt, amelynek javítása<br />
csak annak teljes cseréjével lehetséges. Ez<br />
alapanyagköltség és időráfordítás tekintetében<br />
egyaránt jelentős veszteség. Ezért<br />
legjobb megoldásnak bizonyul a marás,<br />
amelyet CNC-megmunkálóközpont hiányában<br />
kézi felsőmaróval kell elkészíteni.<br />
A <strong>Festool</strong> ASP 900-as marósablonjával<br />
ez könnyedén megoldható, sőt időigényt<br />
tekintve sem több, mintha ugyanezt a<br />
munkát CNC felsőmarón végeznék.<br />
Az APS 900 munkalapsablont 30 mm-es<br />
másológyűrűhöz és Ø 14 mm-es horonymaróhoz<br />
tervezték. A maró hasznos hosszának<br />
1-2 mm-rel nagyobbnak kell lenni, mint a<br />
munkalap vastagsága. A sablon a pozicionálócsapokkal<br />
könnyedén ütköztethető<br />
és rögzíthető a munkalap éléhez. Fontos a<br />
marási sorrend, illetve az ütköztetési oldal.<br />
Itt van jelentősége annak, hogy a 30 mm-es<br />
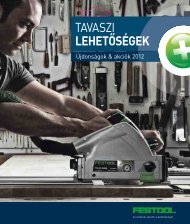
Az ütközőcsapok segítségével könnyedén pozicionálható a sablon a rögzítés előtt<br />
vezetőgyűrű csupán minimális mértékben<br />
kisebb a sablon nyílásánál. Ezt lehet kihasználni<br />
a marás minősége érdekében. Célszerű<br />
a teljes mélységet 2–4 lépésben átmarni,<br />
Az ASP 900 munkalap-összemaró sablon masszív alumíniumprofilból készült, rendkívül<br />
kompakt, könnyen használható<br />
III. rész<br />
úgy, hogy eközben a vezetőgyűrűt a sablon<br />
nyílásának ellenkező oldalához ütköztetjük.<br />
Végül simítómenetben a teljes vastagságot<br />
végigmarjuk, a sablon mart él felőli oldalához<br />
ütköztetve a vezetőgyűrűt. Ezáltal precíz<br />
kipattogzásmentes felületet érhetünk el. Az<br />
ütközőcsapok alkalmazásával 60 cm-nél<br />
szélesebb munkalapok is összemarhatók a<br />
sablonnal. Az lapok illesztésének elvégzése<br />
után már csak a lapösszekötők bemarása<br />
van hátra. Ez szintén az ütközőcsapokkal<br />
állítható be, attól függően, hogy 65 vagy<br />
150 mm hosszú lapösszehúzó vasalatot<br />
alkalmazunk.<br />
VS600GE csapozósablon<br />
Tömörfa bútorok gyártása során felmerülhet<br />
az igény a fogazott csapkötések iránt.<br />
Üzemi körülmények között manapság már<br />
ritkán csapoznak kézzel, és még a leggyakorlottabbak<br />
sem tudják produkálni a gépi<br />
megmunkálás színvonalát. Épp ezért fejlesztette<br />
a <strong>Festool</strong> a VS 600GE csapozósablonját.<br />
34 2013. 01. I Magyar asztalos és Faipar
A teljes keresztmetszetet célszerű 2–4 lépcsőben átmarni a nyílás szemközti oldalához<br />
ütköztetett vezetőgyűrűvel. Ezután a simítómarást teljes mélységben végezzük, a nyílás<br />
mart él felőli oldalához ütköztetett vezetőgyűrűvel<br />
A lapösszehúzó vasalatok helyének kialakítására két külön adapter szolgál<br />
A „Memory” excentertárcsa egyrészt finombeállításra<br />
szolgál, másrészt pedig a későbbiekben az ugyanabba a<br />
pozícióba történő gyors visszaállítást segíti<br />
gép-szerszáM<br />
6–30 mm munkadarab-vastagságig alkalmazható<br />
650 mm hosszban egyenes, félig<br />
takart vagy fecskefarkú fogazások elkészítésére.<br />
A robusztus alumíniumszerkezet<br />
nagy pontosságot és tartósságot biztosít.<br />
Minden paramétere pontosan beállítható<br />
az anyag vastagságához és az elkészítendő<br />
csap méreteihez. Az anyagvastagság tartományaként<br />
különféle osztólemezeket és<br />
másológyűrűt kell alkalmazni, összesen<br />
7-féle osztóléc tartozik a rendszerhez. Az<br />
áthajtható egység lehetővé teszi a csapos és<br />
csapréses alkatrész elkészítését ugyanabban<br />
a munkalépésben. Ha egymást követően<br />
több munkadarabot akarunk marni, csak<br />
egyszerűen fel kell hajtani a sablont és<br />
alkatrészt cserélni. A sablonon található<br />
egy úgynevezett memory excenter tárcsa<br />
és a hozzá kapcsolódó befogórendszer,<br />
amellyel mindig ugyanabban a helyzetben<br />
pozicionálható a munkadarab.<br />
www.festool.hu<br />
A sablon felnyitásával cserélhető a munkadarab,<br />
illetve beállítható az ütköző<br />
A felsőmaró precízen vezethető az osztólemez mellett<br />
Magyar asztalos és Faipar I 2013. 01. 35