Warum TRIBOS? - BIBUS SK, sro
Warum TRIBOS? - BIBUS SK, sro
Warum TRIBOS? - BIBUS SK, sro

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
03/2003<br />
<strong>TRIBOS</strong> SPANNTECHNIK<br />
CLAMPING TECHNIQUE • TECHNIQUE DE SERRAGE
<strong>TRIBOS</strong> SPF-R <strong>SK</strong><br />
und MAS-BT<br />
Verstärkte Ausführung mit <strong>SK</strong> 40 / <strong>SK</strong> 50 /<br />
BT 40 Schnittstelle.<br />
GZB-S<br />
Zwischenbüchsen<br />
– Die flexible Lösung für alle <strong>TRIBOS</strong>-<br />
Spannfutter mit Spann-Ø 12 und 20 mm<br />
<strong>TRIBOS</strong> SVP-2<br />
Spannvorrichtung mit Handpumpe zur schnellen<br />
Betätigung – für den häufigen Werkzeugwechsel.<br />
<strong>TRIBOS</strong> SVP-3<br />
Spannvorrichtung mit Hydraulikaggregat<br />
zur automatischen Betätigung<br />
– für den prozesssicheren Werkzeugwechsel.<br />
<strong>TRIBOS</strong> SRE-S / -R<br />
Reduziereinsätze zur Anpassung der Werkzeughalter-Durchmesser<br />
in die Spannvorrichtung.<br />
<strong>TRIBOS</strong> SVP-M<br />
Ablagemagazin für Reduziereinsätze.<br />
<strong>TRIBOS</strong> LMG<br />
Mess-System zur Werkzeugvoreinstellung<br />
Mit Datenübertragungskabel für Anschluss an<br />
RS-232 C-Schnittstelle.<br />
TOOLFIX<br />
Werkzeugmontagesystem – ergonomisch.<br />
Halter schwenkbar in optimale Rüstpsition.<br />
SPANNKRAFTPRÜFER<br />
Zur schnellen Prüfung und Messung Ihrer<br />
Spindeleinzugskraft.<br />
<strong>TRIBOS</strong>-ZUBEHÖR<br />
Anzugsbolzen, Abfragechips<br />
und mehr . . .<br />
TECHNISCHE<br />
INFORMATIONEN<br />
<strong>TRIBOS</strong> SPF-R <strong>SK</strong><br />
and MAS-BT<br />
Rigid design with <strong>SK</strong> 40 / <strong>SK</strong> 50 / BT 40<br />
interface.<br />
GZB-S<br />
Intermediate sleeves<br />
– The flexible solution for all <strong>TRIBOS</strong>expansion<br />
chucks with clamping diameter<br />
12 and 20 mm.<br />
<strong>TRIBOS</strong> SVP-2<br />
Clamping device with manual pump for a quick<br />
actuation – for frequent tool changes.<br />
<strong>TRIBOS</strong> SVP-3<br />
clamping device with hydraulic unit for automatic<br />
operation – for guaranteed process continuity<br />
in tool changing.<br />
<strong>TRIBOS</strong> SRE -S / -R<br />
Reduction inserts for accommodating the tool<br />
holder within the clamping device.<br />
<strong>TRIBOS</strong> SVP-M<br />
Rack for reduction insert.<br />
<strong>TRIBOS</strong> LMG<br />
Measuring system to pre-set the tool.<br />
Cable for data transmission with<br />
RS-232 C interface.<br />
TOOLFIX<br />
Tool-mounting-system – ergonomic.<br />
The holder can be swivelled in the optimum<br />
set-up position.<br />
CLAMPING FORCE TESTER<br />
For a quick test and measurement of the pullback<br />
force of your spindle.<br />
<strong>TRIBOS</strong>-ACCESSORIES<br />
pull studs, monitoring chips<br />
and more . . .<br />
TECHNICAL<br />
INFORMATIONS<br />
<strong>TRIBOS</strong> SPF-R SA<br />
et MAS-BT<br />
Version renforcée avec attachement SA 40 /<br />
SA 50 / BT 40.<br />
GZB-S<br />
Douilles de réduction<br />
– La solution idéale pour tous les mandrins<br />
<strong>TRIBOS</strong> de Ø de serrage 12 et 20 mm<br />
<strong>TRIBOS</strong> SVP-2<br />
Dispositif de frettage avec pompe manuelle<br />
pour un frettage rapide - pour un changement<br />
fréquent d’outil.<br />
<strong>TRIBOS</strong> SVP-3<br />
Dispositif de frettage automatique avec centrale<br />
hydraulique - pour un changement d’outil sûr.<br />
<strong>TRIBOS</strong> SRE-S / -R<br />
Inserts de frettage pour fretter les différents<br />
diamètre de porte-outils avec le dispositif de<br />
frettage<br />
<strong>TRIBOS</strong> SVP-M<br />
Magasin de rangement des inserts de frettage.<br />
<strong>TRIBOS</strong> LMG<br />
Systèmes de mesure de préréglage d’outils<br />
Avec câble de transmission de données avec<br />
interface RS 232 C.<br />
TOOLFIX<br />
Système de montage d’outils - ergonomique.<br />
Support orientable dans la position optimale de<br />
montage.<br />
COUPLE-METRE<br />
Pour une mesure et un contrôle rapide de la<br />
force de traction de votre broche.<br />
ACCESSOIRES <strong>TRIBOS</strong><br />
Tirettes, puces de codage etc . . .<br />
INFORMATIONS<br />
TECHNIQUES<br />
Seite<br />
Page<br />
Page<br />
29 – 30<br />
32 – 33<br />
34 – 35<br />
36 – 37<br />
38 – 39<br />
40<br />
41 – 43<br />
44 – 45<br />
46<br />
47 – 53<br />
54 – 59<br />
5
<strong>Warum</strong> <strong>TRIBOS</strong>?<br />
6<br />
1<br />
Dauerrundlauf- und Wiederholgenauigkeit<br />
von ≤ 3 µm<br />
2<br />
Spannvorgang<br />
unter 30 sec.<br />
In weniger als 30 Sekunden kann ein<br />
Werkzeugwechsel durchgeführt werden.<br />
Keine Erwärmungs- bzw. Abkühlprozesse<br />
müssen eingehalten werden. Dadurch längere<br />
Maschinenlaufzeiten. Abkühlvorrichtungen,<br />
Ablagemagazine, Asbesthandschuhe etc. sind<br />
überflüssig.<br />
Clamping process<br />
less than 30 sec.<br />
It takes less than 30 seconds to change a<br />
tool. There is no need for any heating up or<br />
cooling down processes. Result: longer machine<br />
running times. No cooling devices, storage<br />
facilities, asbestos gloves etc are needed.<br />
Why <strong>TRIBOS</strong>?<br />
Dadurch gleichmäßiger Schneideneingriff der Werkzeuge und geringerer Verschleiß.<br />
Mehr als 4-fache Standzeitverbesserungen sind keine Seltenheit. Prozesssicherheit<br />
beim Werkzeugwechsel und optimale Zerspanungsergebnisse.<br />
*Bezogen auch auf alle anderen (herstellungsspezifischen) Aufnahmen<br />
Continuous run out and repetitive accuracy<br />
of 3 µm<br />
Result is even tool cutting and low wear. More than fourfold improvement in tool life<br />
is not rare. Guaranteed processing stability when changing tools, and optimum chip<br />
production results.<br />
* also refers to all other (manufacture specific) mountings<br />
Précision en concentricité et en répétabilité de<br />
serrage ≤ 3 µm<br />
Pour une attaque homogène des arêtes, une usure réduite des outils et une sécurité<br />
du process lors du changement d’outil. Dans de nombreux cas, la durée de vie des<br />
arêtes est quadruplée<br />
*se rapporte également à tous les autres attachements du programme<br />
Opération de serrage en<br />
moins de 30 secondes<br />
Moins de 30 secondes sout nécessaires pour changer un outil. <strong>TRIBOS</strong> est un procédé<br />
sans chauffe ni refroidissement dégageant ainsi plus de temps pour l’usinage.<br />
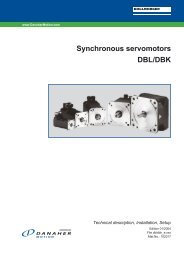
3<br />
(2.5 x D max. 50 mm)<br />
Pourquoi <strong>TRIBOS</strong><br />
0.003 A<br />
The flexible solution<br />
La solution flexible<br />
A *<br />
Die flexible Lösung<br />
Mit Hilfe von geschlitzten Zwischenbüchsen können mit einem <strong>TRIBOS</strong>-Spannfutter<br />
mehrere Schaft-Ø gespannt werden. Das macht Ihr Futter flexibel einsetzbar und spart<br />
Kosten. Die Rundlaufgenauigkeit der Büchse ist ≤ 2 µm.<br />
By using slotted intermediate sleeves it is possible to clamp different shank diameters<br />
with the same chuck. This characteristic makes your chuck a flexible tool which helps<br />
you to economize costs. The concentricity of the sleeve is ≤ 2µm.<br />
A l’aide des douilles de réduction, étanches au liquide d’arrosage, il est possible de<br />
serrer avec le même mandrin des diamètres de queue différents.<br />
Ceci augmente la flexibilité de votre mandrin de serrage et vous permet de faire des<br />
économies de coûts. La précision de concentricité des douilles ≤ 2 microns.
4<br />
Absolut rotationssymmetrischer Aufbau -<br />
Grundunwucht < 4 g/mm<br />
Das komplette Spannmittel ist aus einem Stück und bietet aufgrund des symmetrischen<br />
Gesamtaufbaus optimale Wuchtgüte – ideale Voraussetzungen für höchste<br />
Bearbeitungsdrehzahlen bei minimalem Wuchtaufwand. Getestet auf Schleuderprüfstand<br />
bis 205.000 min -1 . Alle <strong>TRIBOS</strong>-Spannfutter sind standardmäßig, für den<br />
Einsatz auf HSC-Maschinen, feingewuchtet (Werte siehe Seite 55).<br />
Completely rotationally symmetrical design –<br />
basic imbalance < 4 g/mm<br />
The entire clamping device is made of just one piece of material and, because of its<br />
symmetrical structure, has the best possible balance properties – ideal characteristics<br />
for use at very high operation speeds with the minimum of balancing requirements.<br />
Tested to 205 000 rpm in balance tests. All <strong>TRIBOS</strong> Clamping technique chucks are<br />
balanced for use in HSC machines as standard (for figures, see page 55).<br />
Construction absolument symétrique - balourd<br />
de base < 4 g/mm<br />
Le système de serrage complet est monobloc et offre grâce à sa construction symétrique<br />
une qualité d’équilibrage optimale, condition idéale pour réaliser de l’usinage à<br />
grande vitesse avec un défaut d’équilibrage minime. Le <strong>TRIBOS</strong> a été testé sur banc<br />
d’essai jusqu’à 205.000 tours/min. Tous nos porte-outils <strong>TRIBOS</strong> sont finement<br />
équilibrés en standard pour utilisation sur des machines UGV (Valeurs, voir page 55).<br />
5<br />
Höchste Lebensdauer<br />
Keine Materialbelastung durch ständiges Erwärmen und wieder Abkühlen. Dauertests<br />
mit einer Anzahl von mehreren tausend Spannvorgängen sind problemlos möglich.<br />
Die Verformung des Polygonprofils findet im elastischen Bereich des Stahls statt. Also<br />
unterhalb der Rp0,2%-Grenze, so dass gefährliche Gefügeänderungen<br />
ausgeschlossen werden können.<br />
Longest life<br />
No strain on the material from constant heating up and cooling down. Long-duration<br />
tests with several thousand clamping actuations do not cause any problems. The<br />
deformation of the tri-lobe shape happens within the elastic range of the steel. I.e.<br />
below the limit of Rp 0.2%, so that dangerous modifications in the material structure<br />
are eliminated.<br />
6<br />
Keine beweglichen Teile – absolut wartungsfrei<br />
Im <strong>TRIBOS</strong>-Spannsystem sind keine beweglichen Teile vorhanden, somit ist es mechanisch<br />
unempfindlich und bietet eine absolut verschleißfreie Spannung. Durch die<br />
Einfachheit des Spannsystems fallen keine systembedingten Instandhaltungsarbeiten<br />
an. Die Lager- und Wartungskosten werden um ein beträchtliches reduziert.<br />
No moving parts – totally maintenance-free<br />
The <strong>TRIBOS</strong> Clamping technique system has no moving parts – that means this<br />
system is mechanically stable and clamping is totally wear-free. Because the clamping<br />
system is so simple, there are no inherent maintenance requirements.<br />
This means that storage and maintenance costs are considerably lower.<br />
Pas de pièces en mouvement,<br />
absolument pas d’entretien<br />
<strong>TRIBOS</strong> ne comprend aucune pièce en mouvement rendant ainsi le système parfaitement<br />
robuste et donne ainsi une qualité de serrage parfaite dans le temps. Grâce à la<br />
simplicité du système, il n’y a pas maintenance à effectuer, ce qui est un gain de<br />
productivité.<br />
7<br />
Keine Materialeinschränkung<br />
Beim <strong>TRIBOS</strong> spannen können Hartmetall und HSS im gleichen Werkzeughalter<br />
gespannt werden. Schäfte mit Weldon- oder Whistle-Notch-Ausnehmungen sind einsetzbar.<br />
Beste Spannergebnisse mit vollzylindrischen Schäften in IT-Toleranz h6.<br />
No restrictions on materials<br />
With Tribos both carbide and HSS tools can be clamped in the same toolholder.<br />
Shanks with Weldon or Whistle Notch flats can be used. The best results are achieved<br />
with fully cylindrical shanks with IT tolerance h6.<br />
Pas de restriction de matière<br />
Le même porte-outil <strong>TRIBOS</strong> peut serrer tout type de matière (y compris carbure ou<br />
HSS). Les queues avec attachement Weldon ou Whistle-Notch sont utilisables.<br />
Les meilleurs résultats s’obtiennent avec des queues parfaitement cylindriques de<br />
tolérance qualité h6.<br />
Durée de vie augmentée<br />
La matière n’est pas sollicitée ni par la chauffe ni par le refroidissement.<br />
Des essais de durée ont montré que plusieurs milliers d’opérations de serrage sont<br />
possibles. La déformation du profil polygonal se fait dans le domaine élastique<br />
de l’acier (sous le seuil Rp 0,2%) excluant ainsi tout danger de transformation de<br />
grains.<br />
7
8<br />
8<br />
Für die Spannvorrichtung wird keine<br />
externe Energiequelle benötigt<br />
für den Spannvorgang notwendige Spannvorrichtung (SVP-2, siehe Seite 34)<br />
kann völlig autark, ohne separate Energiezufuhr (Gas, Strom, Luft etc.), betrieben<br />
werden. Der Standort der Vorrichtung ist unabhängig und frei wählbar.<br />
Keine zusätzlichen Energiekosten.<br />
The clamping device requires<br />
no external source of energy<br />
The clamping device (SVP-2, see page 34) needed for the clamping process has a<br />
completely self-contained function and requires no external power source (gas,<br />
electricity, compressed air etc) for operation. The device can be used anywhere.<br />
No additional energy costs.<br />
Le dispositif de serrage ne nécessite aucune<br />
source d’énergie externe<br />
Pour effectuer une opération de serrage, le dispositif SVP-2 fonctionne de manière<br />
autonome sans apport d’énergie externe (air, électricité ...)<br />
et peut être installé n’importe où.<br />
9<br />
Axiale Längeneinstellung<br />
Die Spannbewegung der <strong>TRIBOS</strong>-Spanntechnik tritt nur in radialer Richtung auf,<br />
dadurch ist keine axiale Bewegung während des Spannvorganges vorhanden.<br />
Eine genaue axiale Längeneinstellung (< 0,01mm) ist möglich.<br />
(siehe Seite 41 – 43)<br />
Axial length adjustment<br />
With the <strong>TRIBOS</strong> Clamping technique system, the clamping movement occurs solely<br />
in a radial direction; there is no axial movement during the clamping process. The<br />
length can be adjusted extremely precisely (< 0.01 mm). (see page 41 – 43)<br />
Réglage de longueur axiale<br />
La déformation lors du serrage avec le principe de frettage <strong>TRIBOS</strong> ne se fait que<br />
radialement, c’est pourquoi il n’y a pas de mouvement axial lors de ce serrage.<br />
Un réglage axial de longueur très précis (< 0,01mm) est possible.<br />
(voir page 41 – 43)<br />
10<br />
Datenträger einsetzbar<br />
Der Einsatz eines Werkzeugidentifikationssystems ist problemlos möglich.<br />
Die <strong>TRIBOS</strong>-Werkzeughalter sind mit Schreib-Lese-Datenträger (siehe Seite 51)<br />
lieferbar. Keine Gefahr durch thermische Einwirkung auf den Datenträgerchip.<br />
Suitable for use with RAM code chips<br />
Tool identification systems can be used without any problems.<br />
<strong>TRIBOS</strong> tool holders can be supplied with RAM code chips (see page 51).<br />
No risk to the chip from the effects of heat.<br />
Utilisation de puces de codage<br />
L’utilisation d’un système de codage d’outil est sans problème.<br />
Les porte-outils <strong>TRIBOS</strong> sont livrables avec des puces de codage (voir page 51).<br />
Pas de danger d’échauffement de la puce de codage.
Produktübersicht<br />
Baureihe <strong>TRIBOS</strong>-S <strong>TRIBOS</strong>-SVL <strong>TRIBOS</strong>-R<br />
Spannfutter Werkzeugverlängerung Spannfutter<br />
• Bohren • Bohren • Bohren<br />
• Reiben • Reiben • Reiben<br />
• Schlichtfräsen • Schlichtfräsen • Fräsen<br />
• HSC High-Speed-Cutting • HSC High-Speed-Cutting<br />
Vorteile Superschlank Superschlank und lang Schwingungsdämpfend<br />
Monoblockbauweise Optimaler Zugang an die Bearbeitungsstelle Hohe Radialsteifigkeit<br />
Spannbereich 6 – 32 mm 3 – 20 mm 6 – 20 mm<br />
Rundlaufgenauigkeit ≤ 3 µm ≤ 3 µm ≤ 3 µm<br />
Drehzahlbereich 85 000 min-1 85 000 min-1 55 000 min-1 Übertragbare Drehmomente* 230 Nm 150 Nm 330 Nm<br />
Katalogseite 11 19 24<br />
Overview<br />
Aperçu<br />
* für h6-Schäfte, mit Sicherheitsfaktor<br />
Model <strong>TRIBOS</strong>-S <strong>TRIBOS</strong>-SVL <strong>TRIBOS</strong>-R<br />
Toolholder Tool extension Toolholder<br />
• drilling • drilling • drilling<br />
• reaming • reaming • reaming<br />
• finish milling • finish milling • milling<br />
• HSC High Speed Cutting • HSC High Speed Cutting<br />
Advantages super slim super slim and long vibration absorbing<br />
monoblock design ideal access at hard to reach places high radial stiffness<br />
Clamping range 6 – 32 mm 3 – 20 mm 6 – 20 mm<br />
Run-out accuracy ≤ 0.003 mm ≤ 0.003 mm ≤ 0.003 mm<br />
Max. rpm 85 000 min-1 85 000 min-1 55 000 min-1 Torque* 230 Nm 150 Nm 330 Nm<br />
Catalogue page 11 19 24<br />
série <strong>TRIBOS</strong>-S <strong>TRIBOS</strong>-SVL <strong>TRIBOS</strong>-R<br />
Porte-outil de serrage rallonge d’outil Porte-outil de serrage<br />
• Perçage • Perçage • Perçage<br />
• Alésage • Alésage • Alésage<br />
• Fraisage de finition • Fraisage de finition • Fraisage<br />
• adapté pour l’UTGV • UTGV<br />
Avantages forme très fine forme très fine et longue Amortit les vibrations<br />
construction compacte Accès optimal à la zone d’usinage haute rigidité radiale<br />
Plage de serrage 6 – 32 mm 3 – 20 mm 6 – 20 mm<br />
Précision en concentricité ≤ 3 µm ≤ 3 µm ≤ 3 µm<br />
Plage de vitesse de rotation 85 000 min-1 85 000 min-1 55 000 min-1 Couples transmissibles* 230 Nm 150 Nm 330 Nm<br />
Page du catalogue 11 19 24<br />
* for shank h6 with safety factor<br />
* Pour les queues h6 avec coefficient de sécurité<br />
9
Einsatz von Zwischenbüchsen<br />
für Spanndurchmesser<br />
12 und 20 mm<br />
• wesentlich höhere Spannkräfte<br />
• hohe Radialsteifigkeit, auch bei <strong>TRIBOS</strong>-S<br />
• zahlreiche Kombinationsmöglichkeiten in<br />
Verbindung mit den <strong>TRIBOS</strong>-Verlängerungen<br />
• Kosteneinsparungen durch die Flexibilität<br />
der verschiedenen Zwischenbüchsen<br />
• Spannung von Werkzeugen unterschiedlicher<br />
Durchmesser für verschiedenste<br />
Einsatzbereiche mit nur einem Werkzeughalter<br />
Auszug aus den DIN-Normen<br />
für Werkzeugspanner:<br />
DIN 69 871-1<br />
Steilkegelschäfte für automatischen Werkzeugwechsel<br />
Form A, Form AD und Form B<br />
DIN 69 893-1<br />
Kegel-Hohlschäfte mit Plananlage<br />
Teil 1: Kegel-Hohlschäfte Form A und Form C<br />
DIN 69 893-5 (Vornorm)<br />
Kegel-Hohlschäfte mit Plananlage<br />
Teil 5: Kegel-Hohlschäfte Form E<br />
JIS B 6339 (Japanese Industrial Standard)<br />
Machining centers –<br />
Tool shanks and retention knobs<br />
Bemerkung:<br />
Kühlmittelzufuhr gemäß DIN 69 871-1 Form AD/B<br />
Umstellung H<strong>SK</strong> von DIN 69893-1 in ISO 12164-1<br />
Der H<strong>SK</strong> ist seit 1993 durch die DIN 69893 genormt.<br />
Normbestrebungen auf ISO-Ebene haben zu der ISO<br />
12164 geführt. Die bisher gültige DIN 69893-1 wird<br />
derzeit überarbeitet und erscheint voraussichtlich bis<br />
Anfang 2003 neu. Sie stimmt in allen wesentlichen<br />
Maßen und Toleranzen mit der ISO 12164 überein.<br />
Die maßgeblichen Änderungen durch die ISO 12164<br />
gegenüber der ursprünglichen DIN 69893 beziehen sich<br />
auf Korrekturen zum Kegelwinkel und zur -Toleranz.<br />
SCHUNK fertigt ab 2003 alle relevanten Artikel nach ISO<br />
12164 bzw. der neu erscheinenden DIN 69893. Die am<br />
Lager befindlichen Artikel werden nach der first in-/first<br />
out-Methode abverkauft.<br />
10<br />
Using intermediate sleeves<br />
for clamping diameters<br />
12 and 20 mm<br />
• considerably higher clamping force<br />
• high radial stiffness, also with <strong>TRIBOS</strong>-S<br />
• large variety of combinations with <strong>TRIBOS</strong><br />
extensions<br />
• cost reductions due to the flexibility of the<br />
reduction sleeves<br />
• tools with different diameters for diverse<br />
applications can be clamped with just one<br />
toolholder<br />
Extract from the DIN standards<br />
for tool chucks:<br />
DIN 69 871-1<br />
Taper shank for automatic tool changing,<br />
shape A, shape AD and shape B<br />
DIN 69 893-1<br />
Hollow tapered shanks with flat work surface<br />
Part 1: Hollow tapered shank, shape A and shape C<br />
DIN 69 893-5 (preliminary standard)<br />
Hollow tapered shanks with flat work surface<br />
Part 5: Hollow tapered shank, shape E<br />
JIS B 6339 (Japanese Industrial Standard)<br />
Machining centers – Tool shanks and retention knobs<br />
Remark:<br />
Coolant supply in accordance with DIN 69871-1<br />
Shape AD/B<br />
Change of H<strong>SK</strong> from DIN 69893-1 to ISO 12164-1<br />
The H<strong>SK</strong> is standardized in accordance to DIN 69893<br />
since 1993. The standards changed to ISO 12164.<br />
The valid standard DIN 69893-1 was modified and the<br />
new version will apprear appr. beginning of the year<br />
2003. The main dimensions and tolernces are in<br />
accordance with ISO 12164.<br />
The main changes of ISO 12164 and the original<br />
DIN 69893 standard refer to corrections of the taper<br />
angle and the taper tolerance.<br />
As of 2003 SCHUNK is going to manufacture all relevant<br />
products in accordance to ISO 12164 or the new<br />
DIN 69893. The items which are still in stock, will<br />
be sold according to the first in/first out method.<br />
Utilisation de douilles pour<br />
diamètres de serrage du<br />
mandrin de 12 et 20 mm<br />
• Forces de serrage nettement augmentées<br />
• Haute rigidité radiale même pour le<br />
<strong>TRIBOS</strong>-S<br />
• nombreuses possibilités de combinaison<br />
avec les rallonges <strong>TRIBOS</strong><br />
• réduction des coûts grâce à la flexibilité des<br />
différentes douilles<br />
• Serrage d’outils de diamètres différents<br />
pour différentes utilisations avec le même<br />
porte-outil<br />
Extrait des normes DIN<br />
pour préhenseurs d’autils:<br />
DIN 69871-1<br />
Queues coniques pour changement automatique d’outils<br />
de forme A, de forme AD et de forme B<br />
DIN 69893-1<br />
Tiges creuses coniques avec appui plan<br />
Partie 1 : Tiges creuses coniques de forme A et<br />
de forme C<br />
DIN 69893-5 (projet de norme)<br />
Tiges creuses coniques avec appui plan<br />
Partie 5 : Tiges creuses conique de forme E<br />
JIS B 6339 (Japanese Industrial Standard)<br />
Machining centers – Tool shanks and retention knobs<br />
Remarque: Alimentation en fluide de refroidissement<br />
conforme DIN 69871-1 Forme AD/B<br />
Passage de la norme H<strong>SK</strong> DIN 69893-1 à ISO 12164-1<br />
L'attachement H<strong>SK</strong> répond depuis 1993 à la norme DIN<br />
69893. Les normes tendant aux normes ISO ont conduit<br />
à l' ISO 12164. La DIN 69893-1, valable à<br />
ce jour, est en cours de modification et la version définitive<br />
apparaitra début 2003. Elle correspont, pour la plupart<br />
des cotes et tolérances, à l'ISO 12164.<br />
Les principales modifications par rapport à la<br />
DIN 69893 initiale concernent des corrections d'angle<br />
du cone et de tolérance.<br />
SCHUNK produira dès 2003 tous les articles concernés<br />
selon l'ISO 12164 (ou la nouvelle DIN 69893). Les<br />
articles se trouvant sur stock seront d'ici la vendu selon<br />
le principe du first in-/first out.
■ Hauptentwicklungsziel der schlanken<br />
<strong>TRIBOS</strong>-S - Spanntechnik war die Realisierung<br />
eines Spannsystems mit einer<br />
Rundlaufgenauigkeit von ≤ 0.003 mm<br />
und das dabei schlanker baut als jedes<br />
andere bekannte, am Markt befindliche<br />
Spannsystem. Für Zerspanungsaufgaben<br />
in schwer zugänglichen Werkstückbereichen.<br />
Ihre Vorteile<br />
und Nutzen<br />
Unübertroffen schlanke Bauweise<br />
Die <strong>TRIBOS</strong>-S-Werkzeughalter bieten optimale Voraussetzungen für Zerspanungsaufgaben<br />
in oder an schwer zugänglichen Werkstückbereichen, bei welchen<br />
herkömmliche Spannsysteme nicht mehr eingesetzt werden können. Der Einsatz von<br />
Werkzeugen nach Standardkatalog der Hersteller kann kostengünstig und in der<br />
Regel mit kurzen Lieferzeiten verwirklicht werden.<br />
Extremely slim shape<br />
These slim <strong>TRIBOS</strong>-S tool holders are particularly suitable for machining areas<br />
of work pieces which are difficult to access and in situations where other clamping<br />
systems would not be able to do the job. This means that tools can be purchased<br />
from the standard range supplied by manufacturers, which are generally less<br />
expensive to purchase and have shorter lead times.<br />
Un design fin non égalé<br />
Les porte-outils <strong>TRIBOS</strong>-S offre la possibilité d’usinage sur ou dans des pièces non<br />
réalisable avec des porte-outils traditionnels. L’utilisation de porte-outils standardscatalogue<br />
s’avèrera économiquement intéressant et les délais de livraison seront les<br />
plus courts.<br />
Das System für HSC<br />
Eine rotationssymmetrische und leichte Bauweise ermöglicht es, die <strong>TRIBOS</strong>-<br />
Werkzeughalter auch in hohen Drehzahlbereichen einzusetzen.<br />
Durch die geringe Masse sind hohe Vorschubgeschwindigkeiten möglich - dadurch<br />
prozentualer Anstieg der Hauptzeiten und Kostenvorteile als Folge.<br />
Suitable for high speed machining<br />
Because the <strong>TRIBOS</strong> tool holder is rotationally symmetrical and light, it can also be<br />
used at high speeds. Because of its low mass, high rapid feed rates are possible –<br />
resulting in a percentage increase in productive cutting time achieving cost benefits.<br />
Le systèmes pour l’U.G.V<br />
Le design à symétrie de révolution et la faible masse rendent l’utilisation des porteoutils<br />
<strong>TRIBOS</strong>-S possible même à des vitesses de rotations élevées. La faible masse<br />
permet également des vitesses d’avances élevées - ce qui augmente le temps effectif<br />
d’usinage et ainsi permet de réduire les couts d’usinage.<br />
<strong>TRIBOS</strong>-S<br />
■ The main objective in developing the slim<br />
design of the <strong>TRIBOS</strong>-S tool holder was<br />
to create a clamping system with a run<br />
out accuracy of ≤ 0.003 mm, and, at the<br />
same time, a much slimmer shape than<br />
any other hitherto known clamping<br />
system on the market. Particularly suitable<br />
for machining areas of work pieces to<br />
which access is difficult.<br />
Your advantages<br />
and benefits<br />
■ Le but principale du développement<br />
du <strong>TRIBOS</strong>-S fin a été la réalisation d’un<br />
système de serrage avec une<br />
concentricité ≤ 0.003 mm et plus fin que<br />
tout autre système existant jusque la.<br />
Pour l’usinage dans des endroits<br />
difficiles d’accès.<br />
Ses avantages<br />
Quelle: Steinke<br />
11<br />
<strong>TRIBOS</strong>-S
Einsatzgebiete Fields of application Domaines d'applications<br />
■ Hochgeschwindigkeitsbearbeitung<br />
■ High Speed<br />
Machining<br />
■ Usinage à grande vitesse<br />
■ Zerspanung im<br />
Werkzeug-<br />
und Formenbau<br />
■ Cutting in tool and<br />
mould making<br />
■ Fabrication d'outils et<br />
Moulistes<br />
■ Elektrodenfräsen<br />
■ Milling of electrodes<br />
■ Fraisage d’électrodes<br />
■ Präzisionsbohren<br />
12<br />
Quelle: IPT Aachen<br />
■ High-precision drilling<br />
■ Perçage de précision<br />
Quelle: Bauer<br />
Quelle: Festo<br />
■ Bohren, Reiben,<br />
Schlichtfräsen in engen<br />
Formen und Werkstücken<br />
■ Drilling, reaming, endmilling<br />
in/on locations<br />
that are difficult to reach<br />
■ Perçage, Alésage,<br />
Fraisage de finition dans<br />
des zones de forme<br />
difficilement accessible<br />
■ Holzbearbeitung<br />
■ Wood Machining<br />
■ Usinage du bois<br />
Quelle: Dast<br />
Quelle: Leuco<br />
■ Aluminium-Schlichtfräsen<br />
■ Aluminium finish milling<br />
■ Fraisage de finission sur<br />
aluminium<br />
■ Tieflochbohren<br />
■ Deep hole drilling<br />
■ Alésage profond<br />
Quelle: Ebert<br />
Quelle: Wessel
<strong>TRIBOS</strong>-S<br />
<strong>TRIBOS</strong>-S Werkzeughalter<br />
<strong>TRIBOS</strong>-S Toolholder<br />
Porte-outil <strong>TRIBOS</strong>-S<br />
Spann-Ø<br />
polygonähnlich<br />
Clamping diameter<br />
polygonal<br />
dia. de serrage poligonal<br />
Spann-Ø wird rund<br />
The clamping diameter<br />
becomes round<br />
Le diamètre de<br />
serrage devient<br />
cylindrique<br />
Schaft fügen<br />
Inserting the<br />
tool shank<br />
Montage<br />
de la queue<br />
Kraft<br />
Force<br />
Kraft<br />
Force<br />
Spann-Ø »schrumpft«<br />
The clamping-Ø returns<br />
to polygonal shape to<br />
clamp the tool<br />
Frettage<br />
de l'outil<br />
Kraft<br />
Force<br />
Kraft<br />
Force<br />
Kraft<br />
Force<br />
Kraft<br />
Force<br />
Kraft<br />
Force<br />
Kraft<br />
Force<br />
Kraft<br />
Force<br />
Die Funktion The function La fonction<br />
1. Besondere Geometrie<br />
Im entspannten Zustand ist der<br />
Spanndurchmesser des <strong>TRIBOS</strong><br />
Werkzeughalters ähnlich dem eines<br />
Polygons.<br />
2. Kraft einleiten<br />
Mit einer der hydraulischen Spannvorrichtungen<br />
(ab Seite 34) wird an<br />
3 Punkten eine über die Spanndruckanzeige<br />
genau definierte Kraft<br />
in den Werkzeughalter eingeleitet.<br />
Der Spanndurchmesser wird dadurch<br />
in eine Kreisform gebracht.<br />
3. Werkzeugschaft<br />
fügen<br />
Der Werkzeugschaft des Zerspanungswerkzeuges<br />
lässt sich jetzt in<br />
den Spanndurchmesser fügen.<br />
4. Werkzeug spannen<br />
Die Spannvorrichtung wird entspannt<br />
und die auf den<br />
Werkzeughalter wirkende Kraft<br />
komplett abgebaut. Der Spanndurchmesser<br />
geht in seine ursprüngliche<br />
Form zurück und spannt den<br />
Werkzeugschaft.<br />
Der Spannvorgang ist beendet.<br />
1. Special geometry<br />
In the unclamped position, the clamping<br />
diameter of the <strong>TRIBOS</strong> toolholder<br />
is similar to a polygon.<br />
2. Activating the force<br />
By means of a clamping device<br />
(page 34 and following) with special<br />
inserts, precise force is generated<br />
at 3 points on the toolholder. The<br />
clamping diameter is transformed<br />
into a circle.<br />
3. Insertion of the<br />
tool shank<br />
The tool shank of the cutting tool<br />
can now be inserted into the<br />
clamping diameter of the<br />
<strong>TRIBOS</strong> toolholder.<br />
4. Clamping the tool<br />
When the clamping device is released<br />
and the influential forces on the<br />
outside of the toolholder are removed,<br />
the clamping diameter returns<br />
to its initial polygonal shape and<br />
clamps the tool shank.<br />
The procedure for Clamping is complete.<br />
1. Géométrie<br />
particulière<br />
Au repos le profil de serrage du<br />
<strong>TRIBOS</strong> présente une forme<br />
polygonale.<br />
2. Application d’une<br />
force extérieure<br />
Grâce à une force de serrage à<br />
3 points (page 34), une force<br />
définie est appliquée sur le<br />
porte-outil pour rendre le profil de<br />
serrage cylindrique<br />
3. Montage de la<br />
queue d’outil<br />
La queue d’outil peut être montée<br />
à ce moment-là dans le diamètre<br />
de serrage.<br />
4. Serrage d’outil<br />
Le dispositif est désserré et la force<br />
extérieure qui agissait sur le<br />
porte-outil est complètement<br />
retirée. Le profil de serrage de<br />
l’outil revient dans sa forme initiale<br />
et serre la queue d’outil.<br />
Le procédé de frettage mécanique<br />
est terminé.<br />
13<br />
<strong>TRIBOS</strong>-S
Aufnahmeschaft H<strong>SK</strong>-A Mounting shank H<strong>SK</strong>-A Attachement H<strong>SK</strong>-A<br />
<strong>TRIBOS</strong> SPF H<strong>SK</strong>-A 63<br />
für automatischen Werkzeugwechsel<br />
nach DIN 69893-1<br />
Spann-Ø D1 Ident-Nr. Aufnahme Min. Drehmoment<br />
Clamp.-Ø D1 Id.-No. Style D2 D3 D4 L1 L2 max. L3 L4 L5 V G kg Min. torque<br />
Ø de serrage D1 Réf. Attachement Couple de serrage min.<br />
6 mm 203 351 H<strong>SK</strong>-A 63 Ø 10 Ø 13 Ø 50 80 37 35 37 54 10 M 5 0.70 4.5 Nm**<br />
8 mm 203 352 H<strong>SK</strong>-A 63 Ø 13 Ø 15 Ø 50 80 37 35 37 54 10 M 6 0.70 12 Nm**<br />
10 mm 203 353 H<strong>SK</strong>-A 63 Ø 16 Ø 18 Ø 50 85 42 40 42 59 10 M 8 x 1 0.75 20 Nm**<br />
12 mm • 203 354 H<strong>SK</strong>-A 63 Ø 19 Ø 21 Ø 50 90 47 45 47 64 10 M 8 x 1 0.80 30 Nm**<br />
14 mm 203 359 H<strong>SK</strong>-A 63 Ø 22 Ø 24 Ø 50 90 47 45 47 64 10 M 10 x 1 0.85 50 Nm**<br />
16 mm 203 355 H<strong>SK</strong>-A 63 Ø 25 Ø 27 Ø 50 95 48 45 47 69 10 M 10 x 1 0.85 70 Nm**<br />
18 mm 203 350 H<strong>SK</strong>-A 63 Ø 28 Ø 30 Ø 50 95 48 45 47 69 10 M 10 x 1 1.05 100 Nm**<br />
20 mm • 203 356 H<strong>SK</strong>-A 63 Ø 30 Ø 32 Ø 50 100 52 45 47 74 10 M 10 x 1 1.05 150 Nm**<br />
25 mm 203 357 H<strong>SK</strong>-A 63 Ø 36 Ø 38 Ø 50 100 57 45 47 74 10 M 10 x 1 1.10 200 Nm**<br />
32 mm 203 358 H<strong>SK</strong>-A 63 Ø 45 Ø 47 Ø 50 100 61 45 57 74 10 M 10 x 1 1.15 230 Nm**<br />
V = Verstellweg / Adjusting way / Course de réglage<br />
• sofort lieferbar (Vorzugsreihe) / available ex stock / disponible de suite (Série privilégiée)<br />
** Mit Sicherheitsfaktor Schaft h6 / ** With safety factor shank h6 / ** Avec coefficient de sécurité, queue en h6<br />
14<br />
<strong>TRIBOS</strong> SPF H<strong>SK</strong>-A 63<br />
for automatic tool changing in<br />
accordance with DIN 69893-1<br />
Weitere Systembausteine / Further Accessories / Autres éléments du système<br />
Reduziereinsatz SRE-S<br />
siehe Seite 38<br />
G<br />
Reduction sleeves SRE-S<br />
see page 38<br />
Inserts de réduction SRE-S<br />
voir page 38<br />
<strong>TRIBOS</strong> SPF H<strong>SK</strong>-A 63<br />
pour le changement automatique d’outils<br />
selon la norme DIN 69893-1<br />
L1<br />
V<br />
L5<br />
L4<br />
L3<br />
L2 max.<br />
Ø D1<br />
Ø D2<br />
Ø D3<br />
Ø D4<br />
<strong>TRIBOS</strong> Spannvorrichtung<br />
siehe ab Seite 34<br />
<strong>TRIBOS</strong> Clamping Device<br />
page 34 and following<br />
<strong>TRIBOS</strong> Dispositif de serrage<br />
voir à partir de la page 34
Aufnahmeschaft H<strong>SK</strong>-E Mounting shank H<strong>SK</strong>-E Attachement H<strong>SK</strong>-E<br />
<strong>TRIBOS</strong> SPF H<strong>SK</strong>-E 25/32/40/50<br />
für automatischen Werkzeugwechsel<br />
nach DIN 69893-5 (Vornorm)<br />
<strong>TRIBOS</strong> SPF H<strong>SK</strong>-E 25/32/40/50<br />
for automatic tool changing in accordance<br />
with DIN 69893-5 (preliminary standard)<br />
�<br />
<strong>TRIBOS</strong> SPF H<strong>SK</strong>-E 25/32/40/50<br />
pour changement automatique d’outils<br />
selon DIN 69893-5 (pré-norme)<br />
Spann-Ø D1 Ident-Nr. Aufnahme Min. Drehmoment<br />
Clamp.-Ø D1 Id.-No. Style D2 D3 D4 L1 L2 max. L3 L4 L5 V G kg Min. torque<br />
Ø de serrage D1 Réf. Attachement Couple de serrage min.<br />
6 mm 205 251 H<strong>SK</strong>-E 25 Ø 10 Ø 13 – 50 38.5 35 35 40 – – 0.25 4.5 Nm**<br />
205 261 H<strong>SK</strong>-E 32 Ø 10 Ø 13 – 65 37 35 35 45 10 M 5 0.25 4.5 Nm**<br />
205 151 H<strong>SK</strong>-E 40 Ø 10 Ø 13 Ø 32 70 37 35 37 50 10 M 5 0.30 4.5 Nm**<br />
205 161 H<strong>SK</strong>-E 50 Ø 10 Ø 13 Ø 40 75 37 35 37 49 10 M 5 0.50 4.5 Nm**<br />
8 mm 205 252 H<strong>SK</strong>-E 25 Ø 13 Ø 15 – 50 38.5 35 35 40 – – 0.25 12 Nm**<br />
205 262 H<strong>SK</strong>-E 32 Ø 13 Ø 15 – 65 37 35 35 45 10 M 6 0.25 12 Nm**<br />
205 152 H<strong>SK</strong>-E 40 Ø 13 Ø 15 Ø 32 70 37 35 37 50 10 M 6 0.30 12 Nm**<br />
205 162 H<strong>SK</strong>-E 50 Ø 13 Ø 15 Ø 40 75 37 35 37 49 10 M 6 0.50 12 Nm**<br />
10 mm 205 253 H<strong>SK</strong>-E 25 Ø 16 Ø 18 – 55 43.5 40 40 45 – – 0.25 20 Nm**<br />
205 263 H<strong>SK</strong>-E 32 Ø 16 Ø 18 – 70 42 40 40 50 10 M 8 x 1 0.25 20 Nm**<br />
205 153 H<strong>SK</strong>-E 40 Ø 16 Ø 18 Ø 32 80 42 40 42 60 10 M 8 x 1 0.35 20 Nm**<br />
205 163 H<strong>SK</strong>-E 50 Ø 16 Ø 18 Ø 40 80 42 40 42 54 10 M 8 x 1 0.50 20 Nm**<br />
12 mm 205 264 H<strong>SK</strong>-E 32 Ø 19 Ø 21 – 75 47 45 45 55 10 M 8 x 1 0.25 30 Nm**<br />
205 154 H<strong>SK</strong>-E 40 Ø 19 Ø 21 Ø 32 85 47 45 47 65 10 M 8 x 1 0.40 30 Nm**<br />
205 164 H<strong>SK</strong>-E 50 Ø 19 Ø 21 Ø 40 85 47 45 47 59 10 M 8 x 1 0.55 30 Nm**<br />
14 mm 205 169 H<strong>SK</strong>-E 50 Ø 22 Ø 24 Ø 40 85 47 45 47 59 10 M 10 x 1 0.60 50 Nm**<br />
16 mm 205 165 H<strong>SK</strong>-E 50 Ø 25 Ø 27 Ø 40 85 48 45 47 59 10 M 10 x 1 0.65 70 Nm**<br />
18 mm 205 160 H<strong>SK</strong>-E 50 Ø 28 Ø 30 Ø 40 85 48 45 47 59 10 M 10 x 1 0.65 100 Nm**<br />
20 mm 205 166 H<strong>SK</strong>-E 50 Ø 30 Ø 32 Ø 40 90 52 45 47 64 10 M 10 x 1 0.70 150 Nm**<br />
V = Verstellweg / Adjusting way / Course de réglage<br />
** Mit Sicherheitsfaktor Schaft h6 / ** With safety factor shank h6 / ** Avec coefficient de sécurité, queue en h6<br />
G<br />
L1<br />
V<br />
L5<br />
L4<br />
L3<br />
L2 max.<br />
Ø D1<br />
Ø D2<br />
Ø D3<br />
Ø D4<br />
* H<strong>SK</strong>-E 25 ohne Gewinde für Kühlmittelübergaberohr und ohne Verstellschraube<br />
* H<strong>SK</strong>-E 25 without thread for coolant tube and without adjusting screw<br />
* H<strong>SK</strong>-E 25 sans alésage pour tube de liquide de refroidissement et sans vis de réglage de longueur<br />
Weitere Systembausteine / Further Accessories / Autres éléments du système<br />
Reduziereinsatz SRE-S<br />
siehe Seite 38<br />
Reduction sleeves SRE-S<br />
see page 38<br />
Inserts de réduction SRE-S<br />
voir page 38<br />
<strong>TRIBOS</strong> Spannvorrichtung<br />
siehe ab Seite 34<br />
<strong>TRIBOS</strong> Clamping Device<br />
page 34 and following<br />
<strong>TRIBOS</strong> Dispositif de serrage<br />
voir à partir de la page 34<br />
15<br />
<strong>TRIBOS</strong>-S
Aufnahmeschaft <strong>SK</strong> Mounting shank <strong>SK</strong><br />
Attachement SA<br />
<strong>TRIBOS</strong> SPF <strong>SK</strong> 40<br />
nach DIN 69871 AD/B<br />
mit Kühlmittelzuführung über Bund,<br />
Bohrungen bei Lieferung mit Gewindestiften<br />
verschlossen<br />
V = Verstellweg / Adjusting way / Course de réglage<br />
• sofort lieferbar (Vorzugsreihe) / available ex stock / disponible de suite (Série privilégiée)<br />
16<br />
<strong>TRIBOS</strong> SPF <strong>SK</strong> 40<br />
as DIN 69871 AD/B<br />
with coolant through the flange,<br />
supplied with holes plugged with set screw<br />
<strong>TRIBOS</strong> SPF SA 40<br />
selon norme DIN 69871 AD/B<br />
avec passage de liquide d’arrosage par<br />
la collerette, les perçages à la livraison sont<br />
obturés par des vis sans tête<br />
** Mit Sicherheitsfaktor Schaft h6 / ** With safety factor shank h6 / ** Avec coefficient de sécurité, queue en h6<br />
V<br />
L1<br />
L5<br />
L4<br />
L3<br />
L2 max.<br />
Ø D1<br />
Ø D2<br />
Ø D3<br />
Ø D4<br />
Spann-Ø D1 Ident-Nr. Aufnahme Min. Drehmoment<br />
Clamp.-Ø D1 Id.-No. Style D2 D3 D4 L1 L2 max. L3 L4 L5 V G kg Min. torque<br />
Ø de serrage D1 Réf. Attachement Couple de serrage min.<br />
6 mm 205 131 <strong>SK</strong> 40 Ø 10 Ø 13 Ø 49 80 37 35 37 61 10 M 5 0.90 4.5 Nm**<br />
8 mm 205 132 <strong>SK</strong> 40 Ø 13 Ø 15 Ø 49 80 37 35 37 61 10 M 6 0.95 12 Nm**<br />
10 mm 205 133 <strong>SK</strong> 40 Ø 16 Ø 18 Ø 49 80 42 40 42 61 10 M 8 x 1 0.95 20 Nm**<br />
12 mm • 205 134 <strong>SK</strong> 40 Ø 19 Ø 21 Ø 49 80 47 45 47 61 10 M 8 x 1 1.00 30 Nm**<br />
14 mm 205 139 <strong>SK</strong> 40 Ø 22 Ø 24 Ø 49 80 47 45 47 61 10 M 10 x 1 1.00 50 Nm**<br />
16 mm 205 135 <strong>SK</strong> 40 Ø 25 Ø 27 Ø 49 80 48 45 47 61 10 M 10 x 1 1.00 70 Nm**<br />
18 mm 205 130 <strong>SK</strong> 40 Ø 28 Ø 30 Ø 49 80 48 45 47 61 10 M 10 x 1 1.05 100 Nm**<br />
20 mm • 205 136 <strong>SK</strong> 40 Ø 30 Ø 32 Ø 49 80 52 45 47 61 10 M 10 x 1 1.05 150 Nm**<br />
25 mm 205 137 <strong>SK</strong> 40 Ø 36 Ø 38 Ø 49 80 57 45 47 61 10 M 11 x 1 1.10 200 Nm**<br />
Weitere Systembausteine / Further Accessories / Autres éléments du système<br />
Reduziereinsatz SRE-S<br />
siehe Seite 38<br />
Reduction sleeves SRE-S<br />
see page 38<br />
Inserts de réduction SRE-S<br />
voir page 38<br />
<strong>TRIBOS</strong> Spannvorrichtung<br />
siehe ab Seite 34<br />
<strong>TRIBOS</strong> Clamping Device<br />
page 34 and following<br />
<strong>TRIBOS</strong> Dispositif de serrage<br />
voir à partir de la page 34
Aufnahmeschaft MAS-BT Mounting shank MAS-BT Attachement MAS-BT<br />
<strong>TRIBOS</strong> SPF MAS-BT 40<br />
mit Kühlmittelzuführung über Bund,<br />
Bohrungen bei Lieferung mit Gewindestiften<br />
verschlossen<br />
V = Verstellweg / Adjusting way / Course de réglage<br />
<strong>TRIBOS</strong> SPF MAS-BT 40<br />
with coolant through the flange,<br />
supplied with holes plugged with set screw<br />
<strong>TRIBOS</strong> SPF MAS-BT 40<br />
avec passage de liquide d’arrosage par<br />
la collerette, les perçages à la livraison sont<br />
obturés par des vis sans têt<br />
Spann-Ø D1 Ident-Nr. Aufnahme Min. Drehmoment<br />
Clamp.-Ø D1 Id.-No. Style D2 D3 D4 L1 L2 max. L3 L4 L5 V G kg Min. torque<br />
Ø de serrage D1 Réf. Attachement Couple de serrage min.<br />
6 mm 205 271 MAS-BT 40 Ø 10 Ø 13 Ø 49 80 37 35 37 53 10 M 5 0.90 4.5 Nm**<br />
8 mm 205 272 MAS-BT 40 Ø 13 Ø 15 Ø 49 80 37 35 37 53 10 M 6 0.95 12 Nm**<br />
10 mm 205 273 MAS-BT 40 Ø 16 Ø 18 Ø 49 80 42 40 42 53 10 M 8 x 1 0.95 20 Nm**<br />
12 mm 205 274 MAS-BT 40 Ø 19 Ø 21 Ø 49 85 47 45 47 58 10 M 8 x 1 1.00 30 Nm**<br />
14 mm 205 279 MAS-BT 40 Ø 22 Ø 24 Ø 49 85 47 45 47 58 10 M 10 x 1 1.00 50 Nm**<br />
16 mm 205 275 MAS-BT 40 Ø 25 Ø 27 Ø 49 85 48 45 47 58 10 M 10 x 1 1.00 70 Nm**<br />
18 mm 205 270 MAS-BT 40 Ø 28 Ø 30 Ø 49 85 48 45 47 58 10 M 10 x 1 1.05 100 Nm**<br />
20 mm 205 276 MAS-BT 40 Ø 30 Ø 32 Ø 49 85 52 45 47 58 10 M 10 x 1 1.05 150 Nm**<br />
L1<br />
L5<br />
L4<br />
L3<br />
L2 max.<br />
** Mit Sicherheitsfaktor Schaft h6 / ** With safety factor shank h6 / ** Avec coefficient de sécurité, queue en h6<br />
V<br />
Ø D1<br />
Ø D2<br />
Ø D3<br />
Ø D4<br />
Weitere Systembausteine / Further Accessories / Autres éléments du système<br />
Reduziereinsatz SRE-S<br />
siehe Seite 38<br />
Reduction sleeves SRE-S<br />
see page 38<br />
Inserts de réduction SRE-S<br />
voir page 38<br />
<strong>TRIBOS</strong> Spannvorrichtung<br />
siehe ab Seite 34<br />
<strong>TRIBOS</strong> Clamping Device<br />
page 34 and following<br />
<strong>TRIBOS</strong> Dispositif de serrage<br />
voir à partir de la page 34<br />
17<br />
<strong>TRIBOS</strong>-S
Aufnahmeschaft H<strong>SK</strong>-A 32 Mounting shank H<strong>SK</strong>-A 32 Attachement H<strong>SK</strong>-A 32<br />
<strong>TRIBOS</strong> SPF H<strong>SK</strong>-A 32<br />
auch als H<strong>SK</strong>-C verwendbar<br />
(manuelle Ausführung)<br />
für Chiron FZ-08 mit 24 Plätzen<br />
im Kettenmagazin geeignet<br />
V = Verstellweg / Adjusting way / Course de réglage<br />
18<br />
<strong>TRIBOS</strong> SPF H<strong>SK</strong>-A 32<br />
can also be used as H<strong>SK</strong>-C<br />
(manual version)<br />
suitable for Chiron FZ-08 with 24 stations<br />
chain type tool changer.<br />
Ø D4<br />
<strong>TRIBOS</strong> SPF H<strong>SK</strong>-A 32<br />
Utilisable également comme H<strong>SK</strong>-C<br />
(changement manuel)<br />
pour CHIRON FZ 08 avec magasin 24 outils<br />
Spann-Ø D1 Ident-Nr. Aufnahme Min. Drehmoment<br />
Clamp.-Ø D1 Id.-No. Style D2 D3 D4 L1 L2 max. L3 L4 V G kg Min. torque<br />
Ø de serrage D1 Réf. Attachement Couple de serrage min.<br />
6 mm 205 608 H<strong>SK</strong>-A 32 Ø 10 Ø 13 Ø 32 65 37 35 39.5 10 M 5 0.188 4.5 Nm**<br />
8 mm 205 609 H<strong>SK</strong>-A 32 Ø 13 Ø 15 Ø 32 65 37 35 40.0 10 M 5 0.198 12 Nm**<br />
10 mm 205 610 H<strong>SK</strong>-A 32 Ø 16 Ø 18 Ø 32 70 42 40 46.0 10 M 5 0.216 20 Nm**<br />
12 mm 205 611 H<strong>SK</strong>-A 32 Ø 19 Ø 20 Ø 32 75 47 45 51.5 10 M 5 0.240 30 Nm**<br />
G<br />
L1<br />
V<br />
** Mit Sicherheitsfaktor Schaft h6 / ** With safety factor shank h6 / ** Avec coefficient de sécurité, queue en h6<br />
L4<br />
L3<br />
L2 max.<br />
Ø D1<br />
Ø D2<br />
Weitere Systembausteine / Further Accessories / Autres éléments du système<br />
Reduziereinsatz SRE-S<br />
siehe Seite 38<br />
Reduction sleeves SRE-S<br />
see page 38<br />
Inserts de réduction SRE-S<br />
voir page 38<br />
Ø D3<br />
<strong>TRIBOS</strong> Spannvorrichtung<br />
siehe ab Seite 34<br />
<strong>TRIBOS</strong> Clamping Device<br />
page 34 and following<br />
<strong>TRIBOS</strong> Dispositif de serrage<br />
voir à partir de la page 34
■ Die universellen Werkzeugverlängerungen<br />
<strong>TRIBOS</strong>-SVL mit einer Rundlaufgenauigkeit<br />
≤ 0.003 mm und absolut<br />
schlanker Störkontur können mit verschiedensten<br />
Spannfuttern kombiniert<br />
werden.<br />
Ihre Vorteile<br />
und Nutzen<br />
■ Vielfältig einsetzbar<br />
Alle <strong>TRIBOS</strong>-Verlängerungen mit ihrem universellen<br />
Schaftdurchmesser können in nahezu jedem herkömmlichen<br />
Spannfutter eingesetzt werden ➾ flexible und<br />
kostengünstige Lösungsmöglichkeiten.<br />
■ Can be used in many different ways<br />
All <strong>TRIBOS</strong> extensions have a universal shank diameter<br />
making it possible for them to be used in conjunction<br />
with practically every tool holder available at the<br />
moment ➾ a flexible and cost-effective solution.<br />
■ Synergie-Effekt<br />
In idealer Weise ergänzen sich die<br />
<strong>TRIBOS</strong>-Verlängerungen in Verbindung mit unseren<br />
TENDO-Dehnspannfuttern.<br />
■ Effet de synergie<br />
Les rallonges <strong>TRIBOS</strong> complètent idéalement nos porte-outils<br />
TENDO.<br />
<strong>TRIBOS</strong>-SVL<br />
■ The universal tool extension <strong>TRIBOS</strong>-SVL<br />
with a run out accuracy of ≤ 0.003 mm<br />
and extremely slim design can be combined<br />
with many different types of tool<br />
holders.<br />
Your advantages<br />
and benefits<br />
■ Extrem schlanke<br />
Bauweise<br />
Lösungsmöglichkeiten für den Einsatz<br />
von Standardwerkzeugen in<br />
Bereichen, bei denen Spannfutter<br />
mit ausladenden Störkonturen nicht<br />
mehr einsetzbar sind.<br />
Der Rundlauf von ≤ 0,003mm ist<br />
garantiert.<br />
(Bild: <strong>TRIBOS</strong>-Werkzeugverlängerung<br />
SVL im Einsatz eines<br />
TENDO-Dehnspannfutters)<br />
■ Utilisation multiple<br />
■ Extremely<br />
slim design<br />
Toutes les rallonges <strong>TRIBOS</strong>-SVL avec leurs Ø de queues<br />
universels peuvent être montrées dans pratiquement<br />
tous les porte-outils traditionnels, ceci offre des solutions<br />
flexibles et économiques.<br />
■ Synergy-Effect<br />
<strong>TRIBOS</strong> extensions used in conjunction with our<br />
TENDO expansion chucks create a perfect combination.<br />
For universal use in any type of<br />
tool holder. Provide a solution<br />
whereby standard tools can be<br />
used in areas where normal tool<br />
holders cannot be used.<br />
The run out of ≤ 0.003 mm is<br />
also a given.<br />
(Picture: <strong>TRIBOS</strong>-Tool extension<br />
SVL in TENDO-Hydraulic expansion<br />
chuck)<br />
■ Les rallonges universelles <strong>TRIBOS</strong>-SVL<br />
avec une concentricité ≤ 0.003 mm et un<br />
contour de collisions des plus fin peuvent<br />
être monté dans tous les porte-outils.<br />
Ses avantages<br />
■ Design extrèmement<br />
fin<br />
Offre la possibilité d’utiliser des<br />
porte-outils standards avec des contours<br />
de collision importants dans<br />
des domaines où ces contours de<br />
collision ne le permettaient pas.<br />
La concentricité
Einsatzgebiete Fields of application Domaines d'applications<br />
■ Bohren, Reiben,<br />
Schlichtfräsen in engen<br />
Bearbeitungsräumen<br />
■ Drilling, reaming,<br />
endmilling in/on locations<br />
that are difficult to reach<br />
■ Perçage, Alésage, Fraisage<br />
de finision dans des zones<br />
d'usinage difficilement<br />
accesible<br />
■ Werkzeug- und<br />
Formenbau<br />
■ Mould and<br />
die making<br />
■ Construction d'outils et<br />
de moules<br />
■ Schlichtfräsen<br />
■ Finish milling<br />
■ Fraisage de finission<br />
■ Gehäuse bohren<br />
■ Drilling of housings<br />
■ Perçage de boitier<br />
20<br />
Quelle: Steinke<br />
Quelle: Leitner<br />
■ Werkzeugschleifen<br />
■ Tool Grinding<br />
■ Affûtage d’outils<br />
■ Leichte<br />
Zerspanungsaufgaben<br />
■ Fine machining operations<br />
■ Usinage fin<br />
■ Geometriebearbeitung<br />
im Werkzeugbau<br />
■ Stereometry cutting<br />
at die making<br />
■ Usinage vectoriel en<br />
fabrication d'outils<br />
■ Gewindeschneiden<br />
■ Tapping<br />
■ Filetage<br />
Quelle: Märklen<br />
Quelle: Karmann<br />
Quelle: MAN
<strong>TRIBOS</strong>-SVL<br />
<strong>TRIBOS</strong>-SVL Werkzeughalter<br />
<strong>TRIBOS</strong>-SVL Toolholder<br />
Porte-outil <strong>TRIBOS</strong>-SVL<br />
Spann-Ø<br />
polygonähnlich<br />
Clamping diameter<br />
polygonal<br />
dia. de serrage poligonal<br />
Spann-Ø wird rund<br />
The clamping diameter<br />
becomes round<br />
Le diamètre de<br />
serrage devient<br />
cylindrique<br />
Schaft fügen<br />
Inserting the<br />
tool shank<br />
Montage<br />
de la queue<br />
Kraft<br />
Force<br />
Kraft<br />
Force<br />
Spann-Ø »schrumpft«<br />
The clamping-Ø returns<br />
to polygonal shape to<br />
clamp the tool<br />
Frettage<br />
de l'outil<br />
Kraft<br />
Force<br />
Kraft<br />
Force<br />
Kraft<br />
Force<br />
Kraft<br />
Force<br />
Kraft<br />
Force<br />
Kraft<br />
Force<br />
Kraft<br />
Force<br />
Die Funktion The function La fonction<br />
1. Besondere Geometrie<br />
Im entspannten Zustand ist der<br />
Spanndurchmesser des <strong>TRIBOS</strong><br />
Werkzeughalters ähnlich dem eines<br />
Polygons.<br />
2. Kraft einleiten<br />
Mit einer der hydraulischen Spannvorrichtungen<br />
(ab Seite 34) wird<br />
an drei Punkten eine über die<br />
Spanndruckanzeige genau definierte<br />
Kraft in den Werkzeughalter eingeleitet.<br />
Der Spanndurchmesser wird<br />
dadurch in eine Kreisform gebracht.<br />
3. Werkzeugschaft fügen<br />
Der Werkzeugschaft des Zerspanungswerkzeuges<br />
lässt sich<br />
jetzt in den Spanndurchmesser<br />
fügen.<br />
4. Werkzeug spannen<br />
Die Spannvorrichtung wird entspannt<br />
und die auf den Werkzeughalter<br />
wirkende Kraft komplett<br />
abgebaut. Der Spanndurchmesser<br />
geht in seine ursprüngliche Form<br />
zurück und spannt den Werkzeugschaft.<br />
Der Spannvorgang ist beendet.<br />
1. Special geometry<br />
In the unclamped position, the<br />
clamping diameter of the <strong>TRIBOS</strong><br />
toolholder is similar to a polygon.<br />
2. Activating the force<br />
By means of a clamping device<br />
(page 34 and following) with<br />
special inserts, precise force is<br />
generated at three points on the<br />
toolholder. The clamping diameter<br />
is transformed into a circle.<br />
3. Insertion of the<br />
tool shank<br />
The tool shank of the cutting tool<br />
can now be inserted into the clamping<br />
diameter of the <strong>TRIBOS</strong> toolholder.<br />
4. Clamping the tool<br />
When the clamping device is released<br />
and the influential forces on<br />
the outside of the toolholder are<br />
removed, the clamping diameter<br />
returns to its initial polygonal shape<br />
and clamps the tool shank.<br />
The procedure for Clamping technique<br />
is complete.<br />
1. Géométrie<br />
particulière<br />
Au repos le profil de serrage du<br />
<strong>TRIBOS</strong> présente une forme<br />
polygonale.<br />
2. Application d’une<br />
force extérieure<br />
Grâce à une force de serrage à<br />
3 points (page 34), une force<br />
définie est appliquée sur le<br />
porte-outil pour rendre le profil de<br />
serrage cylindrique<br />
3. Montage de la<br />
queue d’outil<br />
La queue d’outil peut être montée<br />
à ce moment-là dans le diamètre<br />
de serrage.<br />
4. Serrage d’outil<br />
Le dispositif est désserré et la force<br />
extérieure qui agissait sur le<br />
porte-outil est complètement<br />
retirée. Le profil de serrage de<br />
l’outil revient dans sa forme initiale<br />
et serre la queue d’outil.<br />
Le procédé de frettage mécanique<br />
est terminé.<br />
21<br />
<strong>TRIBOS</strong>-SVL
Werkzeugverlängerung Tool extension<br />
Rallonge d’outil<br />
<strong>TRIBOS</strong> SVL-100-12<br />
zum Spannen<br />
von kleinen Schaftdurchmessern<br />
Zylindrischer Aufnahmedurchmesser<br />
12 mm<br />
V = Verstellweg / Adjusting way / Course de réglage<br />
• sofort lieferbar (Vorzugsreihe) / available ex stock / disponible de suite (Série privilégiée)<br />
22<br />
<strong>TRIBOS</strong> SVL-100-12<br />
for clamping shanks with small diameters<br />
Ø D4<br />
Cylindrical diameter at back end<br />
12 mm<br />
<strong>TRIBOS</strong> SVL-100-12<br />
pour le serrage de petits<br />
diamètres de queues<br />
Spann-Ø D1 Ident-Nr. Min. Drehmoment<br />
Clamp.-Ø D1 Id.-No. D2 D3 D4 L1 L2 L3 L4 L5 V G kg Min. torque<br />
Ø de serrage D1 Réf. Couple de serrage min.<br />
3 mm • 205 616 Ø 8 Ø 10 Ø 12 100 28 22.5 29.5 55 – – 0.08 1.5 Nm**<br />
4 mm • 205 617 Ø 9 Ø 11 Ø 12 100 28 22.5 29.5 55 – – 0.08 2.0 Nm**<br />
5 mm • 205 618 Ø 9 Ø 11 Ø 12 100 28 22.5 29.5 55 – – 0.08 2.5 Nm**<br />
L1<br />
** Mit Sicherheitsfaktor Schaft h6 / ** With safety factor shank h6 / ** Avec coefficient de sécurité, queue en h6<br />
L5<br />
L4<br />
L3<br />
L2<br />
Ø D1<br />
Ø D2<br />
Diamètre d’attachement cylindrique<br />
12 mm<br />
Ø D3
Werkzeugverlängerung Tool extension<br />
Rallonge d’outil<br />
<strong>TRIBOS</strong> SVL-100 und SVL 150<br />
Ideal in Verbindung mit unseren<br />
TENDO oder <strong>TRIBOS</strong>-Spannfuttern<br />
Zylindrischer Aufnahmedurchmesser<br />
20 mm<br />
Spann-Ø D1 Ident-Nr. Min. Drehmoment<br />
Clamp.-Ø D1 Id.-No. D2 D3 D4 L1 L2 max. L3 L4 L5 V G kg Min. torque<br />
Ø de serrage D1 Réf. Couple de serrage min.<br />
14 mm 205 612 Ø 22 Ø 24 Ø 32 150 47 45 50 85 10 M 10 x 1 0.6 50 Nm**<br />
16 mm 205 613 Ø 25 Ø 27 Ø 32 150 48 45 50 85 10 M 10 x 1 0.65 70 Nm**<br />
18 mm 205 614 Ø 28 Ø 30 Ø 32 150 48 45 50 85 10 M 10 x 1 0.65 100 Nm**<br />
20 mm 205 619 Ø 30 – Ø 32 150 52 45 – 85 10 M 10 x 1 0.7 150 Nm**<br />
V = Verstellweg / Adjusting way / Course de réglage<br />
<strong>TRIBOS</strong> SVL-100 and SVL 150<br />
Works perfectly when combined with our<br />
TENDO or <strong>TRIBOS</strong> expansion chucks<br />
Ø D4<br />
<strong>TRIBOS</strong> SVL-100 et SVL 150<br />
Ideal en combinaison avec nos porte-outils<br />
TENDO et <strong>TRIBOS</strong><br />
Spann-Ø D1 Ident-Nr. Min. Drehmoment<br />
Clamp.-Ø D1 Id.-No. D2 D3 D4 L1 L2 max. L3 L4 L5 V G kg Min. torque<br />
Ø de serrage D1 Réf. Couple de serrage min.<br />
6 mm • 205 600 Ø 10 Ø 13 Ø 20 100 37 35 40 50 10 M 5 0.186 4.5 Nm**<br />
8 mm • 205 601 Ø 13 Ø 15 Ø 20 100 37 35 40 50 10 M 6 0.195 12 Nm**<br />
10 mm • 205 602 Ø 16 Ø 18 Ø 20 100 42 40 45 50 10 M 8 x 1 0.198 20 Nm**<br />
12 mm • 205 603 Ø 19 – Ø 20 100 47 45 – 50 10 M 8 x 1 0.200 30 Nm**<br />
Spann-Ø D1 Ident-Nr. Min. Drehmoment<br />
Clamp.-Ø D1 Id.-No. D2 D3 D4 L1 L2 max. L3 L4 L5 V G kg Min. torque<br />
Ø de serrage D1 Réf. Couple de serrage min.<br />
6 mm • 205 604 Ø 10 Ø 13 Ø 20 150 37 35 40 100 10 M 5 0.266 4.5 Nm**<br />
8 mm • 205 605 Ø 13 Ø 15 Ø 20 150 37 35 40 100 10 M 6 0.278 12 Nm**<br />
10 mm • 205 606 Ø 16 Ø 18 Ø 20 150 42 40 45 100 10 M 8 x 1 0.292 20 Nm**<br />
12 mm • 205 607 Ø 19 – Ø 20 150 47 45 – 100 10 M 8 x 1 0.318 30 Nm**<br />
V = Verstellweg / Adjusting way / Course de réglage<br />
• sofort lieferbar (Vorzugsreihe) / available ex stock / disponible de suite (Série privilégiée)<br />
Zylindrischer Aufnahmedurchmesser<br />
32 mm<br />
Cylindrical diameter at back end<br />
20 mm<br />
Cylindrical diameter at back end<br />
32 mm<br />
L1<br />
** Mit Sicherheitsfaktor Schaft h6 / ** With safety factor shank h6 / ** Avec coefficient de sécurité, queue en h6<br />
L5<br />
G<br />
V<br />
L4<br />
L3<br />
L2 max.<br />
** Mit Sicherheitsfaktor Schaft h6 / ** With safety factor shank h6 / ** Avec coefficient de sécurité, queue en h6<br />
ØD1<br />
Ø D2<br />
Diamètre d’attachement cylindrique<br />
20 mm<br />
Diamètre d’attachement cylindrique<br />
32 mm<br />
Ø D3<br />
23<br />
<strong>TRIBOS</strong>-SVL
■ Bei <strong>TRIBOS</strong>-R wurde der Außendurchmesser<br />
verstärkt um die Steifigkeit zu verbessern.<br />
<strong>TRIBOS</strong>-R ist deshalb mit hohen radialen<br />
Kräften belastbar.<br />
Ein spezielles Kammersystem, gefüllt mit<br />
vibrationsdämpfendem duroplastischem<br />
Kunststoff, dämpft Schwingungen und führt<br />
zu besserer Oberfläche und höherer<br />
Werkzeugstandzeit.<br />
Ihre Vorteile<br />
und Nutzen<br />
■ Höchste Radialsteifigkeit<br />
Ein vergrößerter Aussendurchmesser und<br />
eine fachwerkartige Kammerbauweise<br />
erhöhen die Seitensteifigkeit.<br />
Dadurch können hohe Radialkräfte bei<br />
Schwerzerspanung aufgenommen werden.<br />
■ Excellent radial stiffness<br />
A larger external diameter and lattice-like<br />
cavity design increase the lateral stiffness.<br />
This means that the high radial forces<br />
created during heavy duty machining can<br />
be absorbed.<br />
■ Hohe Spannkräfte<br />
Prozesssichere und kräftige<br />
Werkzeugspannung.<br />
Hohe Zustellungen und damit<br />
Zerspanvolumen können erreicht<br />
werden.<br />
Zeitersparnis und Verbesserung<br />
der Kostensituation.<br />
24<br />
<strong>TRIBOS</strong>-R<br />
■ Excellent<br />
clamping forces<br />
Powerful tool clamping with<br />
guaranteed process stability.<br />
Extremely good feed rate and<br />
thus chip production volumes<br />
can be achieved.<br />
Time savings and cost<br />
reductions achieved.<br />
■ In order to improve the stiffness, the outside<br />
diameter of the <strong>TRIBOS</strong>-R was reinforced.<br />
Therefore, the <strong>TRIBOS</strong>-R is resistant to high<br />
radial forces.<br />
A special chamber system, filled with<br />
vibration-free duroplastic poly-A, reduces<br />
vibrations, improves the surface quality and<br />
increases the life time.<br />
Your advantages<br />
and benefits<br />
■ Très grande rigidité radiale<br />
Un diamètre extérieur plus important et un<br />
système à chambre augmente la rigidité.<br />
Ceci permet de supporter d’importants<br />
efforts radiaux lors d’ébauchage par ex.<br />
Quelle: TH Offenburg<br />
■ Schwingungsdämpfend<br />
Duroplastische Auffüllungen in<br />
den Hohlkammern um den<br />
Spanndurchmesser führen zu<br />
ruhigerer Bearbeitung und<br />
höherer Werkzeugstandzeit.<br />
Bearbeitungsergebnis und<br />
Oberfläche am Werkstück<br />
wird besser.<br />
[%]<br />
■ Force de serrage<br />
élevée<br />
Serrage élevée et contant de<br />
l’outil.<br />
Des avances rapide et dons des<br />
volumes d’enlèvement important<br />
peuvent être atteints.<br />
Gain de temps et amélioration<br />
des coûts.<br />
Quelle: Fraunhofer IPT Aachen<br />
120<br />
100<br />
80<br />
60<br />
40<br />
20<br />
0<br />
100<br />
77.7<br />
102.8<br />
Gesamtlänge<br />
Total length<br />
Longueur totale<br />
[%]<br />
■ Sur <strong>TRIBOS</strong>-R le diamêtre extérieur a été<br />
augmenté afin d’obtenir une meilleure rigidité.<br />
Ainsi <strong>TRIBOS</strong>-R supporte des efforts de<br />
couples radiaux élevés.<br />
Un systèmes à chambre remplies d’une matière<br />
duroplastique absorbant les vibrations permet<br />
une bonne qualité de surface ainsi qu’une<br />
plus grande durée de vie de l’outil.<br />
Ses avantages<br />
100<br />
55.0<br />
17.7<br />
Standweg<br />
Tool life<br />
Course de l’outil<br />
[%]<br />
■ Vibration dampening<br />
The cavities around the clamping<br />
bore are filled with a duroplastic<br />
material for smoother machining<br />
and a longer tool life.<br />
The results of machining and the<br />
work piece surface finish are thus<br />
much better.<br />
100<br />
88.2<br />
75.8<br />
Steifigkeit<br />
(Regressionsgerade)<br />
Rigidity<br />
Rigidité<br />
[%]<br />
100<br />
50.8<br />
48.1<br />
Flächenträgheitsmoment<br />
(Rückrechnung)<br />
Moment of inertia<br />
Moment d’inertie géométrique<br />
[%]<br />
<strong>TRIBOS</strong>-R Weldon Schrumpftechnik / Heat shrinking /<br />
Technique de frettage<br />
■ Absorption<br />
des vibrations<br />
Des insertions des matière duroplastique<br />
dans les chambres<br />
autour du diamètre de serrage<br />
permettent un usinage quasiment<br />
sans vibration et une plus<br />
grande durée de vie de l’outil.<br />
La finission et l’état de surface<br />
des pièces et meilleur.
Einsatzgebiete Fields of application Domaines d'applications<br />
■ Gewindefräsen<br />
■ Thread milling<br />
■ Taraudage<br />
■ Maschinenbau<br />
Schwerzerspanung<br />
■ Machine tool manufacture<br />
Rough Milling<br />
■ Mécanique, Enlèvement<br />
de copeaux<br />
■ Schlichtfräsen<br />
■ Finish milling<br />
Quelle: IMI Norgren-Herion<br />
■ Fraisage de finission<br />
■ Aluminiumzerspannung<br />
■ Aluminium cutting<br />
■ Usinage d’aluminium<br />
Quelle: Continental Teves<br />
■ Automobilindustrie, Holzbearbeitung,<br />
Werkzeug-<br />
und Formenbau u. v. m.<br />
■ Automotive industries<br />
Wood machining mould<br />
and die making and more<br />
■ Industrie automobile,<br />
Industrie du bois,<br />
Fabrication d'outils et<br />
mouliste et bien d'autres<br />
■ Hochgeschwindigkeitsfeinfräsen<br />
Volumenzerspanung<br />
■ High speed machining<br />
Rough milling<br />
■ Fraisage de finition à<br />
grande vitesse,<br />
Ebauchage<br />
■ Schruppfräsen<br />
■ Rough milling<br />
■ Enlèvement de copeaux<br />
■ Präzisionsbohren<br />
■ High-precision drilling<br />
■ Perçage de précision<br />
Quelle: Hay<br />
Quelle: IMI Norgren-Herion<br />
25<br />
<strong>TRIBOS</strong>-R
<strong>TRIBOS</strong>-R<br />
26<br />
<strong>TRIBOS</strong>-R Werkzeughalter<br />
<strong>TRIBOS</strong>-R Toolholder<br />
Porte-outil<br />
<strong>TRIBOS</strong>-R<br />
Spann-Ø<br />
polygonähnlich<br />
Clamping diameter<br />
polygonal<br />
dia. de serrage poligonal<br />
Spann-Ø wird rund<br />
The clamping diameter<br />
becomes round<br />
Le diamètre de<br />
serrage<br />
poligonal<br />
Kraft<br />
Force<br />
Schaft fügen<br />
Inserting the<br />
tool shank<br />
Montage de la<br />
queue<br />
Kraft<br />
Force<br />
Spann-Ø »schrumpft«<br />
The clamping-Ø returns<br />
to polygonal shape to<br />
clamp the tool<br />
Frettage<br />
d'outil<br />
Kraft<br />
Force<br />
Kraft<br />
Force<br />
Kraft<br />
Force<br />
Kraft<br />
Force<br />
Kraft<br />
Force<br />
Kraft<br />
Force<br />
Kraft<br />
Force<br />
Die Funktion The function La fonction<br />
1. Besondere Geometrie<br />
Im entspannten Zustand ist der<br />
Spanndurchmesser des <strong>TRIBOS</strong><br />
Werkzeughalters ähnlich dem eines<br />
Polygons.<br />
2. Kraft einleiten<br />
Mit einer der hydraulischen Spannvorrichtungen<br />
(ab Seite 34) wird an<br />
3 Punkten eine über die Spanndruckanzeige<br />
genau definierte Kraft<br />
in den Werkzeughalter eingeleitet.<br />
Der Spanndurchmesser wird dadurch<br />
in eine Kreisform gebracht.<br />
3. Werkzeugschaft<br />
fügen<br />
Der Werkzeugschaft des<br />
Zerspanungswerkzeuges lässt sich<br />
jetzt in den Spanndurchmesser<br />
fügen.<br />
4. Werkzeug spannen<br />
Die Spannvorrichtung wird entspannt<br />
und die auf den<br />
Werkzeughalter wirkende Kraft<br />
komplett abgebaut. Der Spanndurchmesser<br />
geht in seine ursprüngliche<br />
Form zurück und spannt den<br />
Werkzeugschaft.<br />
Der Spannvorgang ist beendet.<br />
1. Special geometry<br />
In the unclamped position, the clamping<br />
diameter of the <strong>TRIBOS</strong> toolholder<br />
is similar to a polygon.<br />
2. Activating the force<br />
By means of a clamping device<br />
(page 34 and following) with special<br />
inserts, precise force is generated<br />
at 3 points on the toolholder. The<br />
clamping diameter is transformed<br />
into a circle.<br />
3. Insertion of the<br />
tool shank<br />
The tool shank of the cutting tool<br />
can now be inserted into the clamping<br />
diameter of the <strong>TRIBOS</strong> toolholder.<br />
4. Clamping the tool<br />
When the clamping device is released<br />
and the influential forces on the<br />
outside of the toolholder are removed,<br />
the clamping diameter returns<br />
to its initial polygonal shape and<br />
clamps the tool shank.<br />
The procedure for Clamping technique<br />
is complete.<br />
1. Géométrie<br />
particulière<br />
Au repos le profil de serrage du<br />
<strong>TRIBOS</strong> présente une forme<br />
polygonale.<br />
2. Application d’une<br />
force extérieure<br />
Grâce à une force de serrage à<br />
3 points (page 34), une force<br />
définie est appliquée sur le<br />
porte-outil pour rendre le profil de<br />
serrage cylindrique<br />
3. Montage de la<br />
queue d’outil<br />
La queue d’outil peut être montée<br />
à ce moment-là dans le diamètre<br />
de serrage.<br />
4. Serrage d’outil<br />
Le dispositif est désserré et la force<br />
extérieure qui agissait sur le<br />
porte-outil est complètement<br />
retirée. Le profil de serrage de<br />
l’outil revient dans sa forme initiale<br />
et serre la queue d’outil.<br />
Le procédé de frettage mécanique<br />
est terminé.
Aufnahmeschaft H<strong>SK</strong>-A Mounting shank H<strong>SK</strong>-A Attachement H<strong>SK</strong>-A<br />
<strong>TRIBOS</strong> SPF-R H<strong>SK</strong>-A 63/100<br />
für automatischen Werkzeugwechsel<br />
nach DIN 69893-1<br />
<strong>TRIBOS</strong> SPF-R H<strong>SK</strong>-A 63/100<br />
for automatic tool changing in<br />
accordance with DIN 69893-1<br />
Ø D4<br />
<strong>TRIBOS</strong> SPF-R H<strong>SK</strong>-A 63/100<br />
pour le changement automatique d’outils<br />
selon la norme DIN 69893-1<br />
Spann-Ø D1 Ident-Nr. Aufnahme Min. Drehmoment<br />
Clamp.-Ø D1 Id.-No. Style D2 D3 D4 L1 L2 max. L3 L4 V G kg Min. torque<br />
Ø de serrage D1 Réf. Attachement Couple de serrage min.<br />
6 mm 203 331 H<strong>SK</strong>-A 63 Ø 25 Ø 50 Ø 63 70 37 35 44 10 M 5 0.90 8 Nm**<br />
8 mm 203 332 H<strong>SK</strong>-A 63 Ø 28 Ø 50 Ø 63 70 37 35 44 10 M 6 0.90 12 Nm**<br />
10 mm 203 333 H<strong>SK</strong>-A 63 Ø 35 Ø 50 Ø 63 80 42 40 54 10 M 8 x 1 0.90 20 Nm**<br />
12 mm • 203 334 H<strong>SK</strong>-A 63 Ø 42 Ø 50 Ø 63 85 47 45 59 10 M 8 x 1 0.90 40 Nm**<br />
14 mm 203 339 H<strong>SK</strong>-A 63 Ø 48 Ø 50 Ø 63 85 47 45 59 10 M 10 x 1 0.90 80 Nm**<br />
16 mm 203 335 H<strong>SK</strong>-A 63 Ø 48 Ø 50 Ø 63 90 48 45 64 10 M 10 x 1 1.25 120 Nm**<br />
18 mm 203 330 H<strong>SK</strong>-A 63 Ø 48 Ø 50 Ø 63 90 48 45 64 10 M 10 x 1 1.25 180 Nm**<br />
20 mm • 203 336 H<strong>SK</strong>-A 63 Ø 48 Ø 50 Ø 63 90 52 45 64 10 M 10 x 1 1.25 240 Nm**<br />
V = Verstellweg / Adjusting way / Course de réglage<br />
• sofort lieferbar (Vorzugsreihe) / available ex stock / disponible de suite (Série privilégiée)<br />
Spann-Ø D1 Ident-Nr. Aufnahme Min. Drehmoment<br />
Clamp.-Ø D1 Id.-No. Style D2 D3 D4 L1 L2 max. L3 L4 V G kg Min. torque<br />
Ø de serrage D1 Réf. Attachement Couple de serrage min.<br />
12 mm 203 394 H<strong>SK</strong>-A 100 Ø 42 Ø 50 Ø 100 95 47 45 66 10 M 8 x 1 3.6 40 Nm**<br />
20 mm 203 396 H<strong>SK</strong>-A 100 Ø 48 Ø 50 Ø 100 100 52 45 71 10 M 10 x 1 3.8 240 Nm**<br />
V = Verstellweg / Adjusting way / Course de réglage<br />
G<br />
L1<br />
V<br />
L4<br />
L3<br />
L2 max.<br />
Ø D1<br />
Ø D2<br />
Ø D3<br />
** Mit Sicherheitsfaktor Schaft h6 / ** With safety factor shank h6 / ** Avec coefficient de sécurité, queue en h6<br />
** Mit Sicherheitsfaktor Schaft h6 / ** With safety factor shank h6 / ** Avec coefficient de sécurité, queue en h6<br />
Weitere Systembausteine / Further Accessories / Autres éléments du système<br />
Reduziereinsatz SRE-R<br />
siehe Seite 39<br />
Reduction sleeves SRE-R<br />
see page 39<br />
Inserts de réduction SRE-R<br />
voir page 39<br />
<strong>TRIBOS</strong> Spannvorrichtung<br />
siehe ab Seite 34<br />
<strong>TRIBOS</strong> Clamping Device<br />
page 34 and following<br />
<strong>TRIBOS</strong> Dispositif de serrage<br />
voir à partir de la page 34<br />
27<br />
<strong>TRIBOS</strong>-R
Aufnahmeschaft H<strong>SK</strong>-E Mounting shank H<strong>SK</strong>-E Attachement H<strong>SK</strong>-E<br />
<strong>TRIBOS</strong> SPF-R H<strong>SK</strong>-E 40<br />
für automatischen Werkzeugwechsel<br />
nach DIN 69893-5 (Vornorm)<br />
28<br />
<strong>TRIBOS</strong> SPF-R H<strong>SK</strong>-E 40<br />
for automatic tool changing in accordance<br />
with DIN 69893-5 (preliminary standard)<br />
<strong>TRIBOS</strong> SPF-R H<strong>SK</strong>-E 40<br />
pour changement automatique d’outil<br />
selon DIN 69893-5 (pré-norme)<br />
Spann-Ø D1 Ident-Nr. Aufnahme Min. Drehmoment<br />
Clamp.-Ø D1 Id.-No. Style D2 D3 D4 L1 L2 max. L3 L4 V G kg Min. torque<br />
Ø de serrage D1 Réf. Attachement Couple de serrage min.<br />
6 mm 203 311 H<strong>SK</strong>-E 40 Ø 25 Ø 33.5 Ø 40 70 37 35 50 10 M 5 0.55 8 Nm**<br />
8 mm 203 312 H<strong>SK</strong>-E 40 Ø 28 Ø 33.5 Ø 40 70 37 35 50 10 M 6 0.60 12 Nm**<br />
10 mm 203 313 H<strong>SK</strong>-E 40 Ø 35 Ø 39.5 Ø 40 80 42 40 60 10 M 8 x 1 0.85 20 Nm**<br />
12 mm 203 314 H<strong>SK</strong>-E 40 Ø 42 Ø 45 Ø 40 90 47 45 70 10 M 10 x 1 0.90 40 Nm**<br />
V = Verstellweg / Adjusting way / Course de réglage<br />
D4<br />
G<br />
L1<br />
V<br />
L4<br />
L3<br />
L2 max.<br />
ØD1<br />
Ø D2<br />
Ø D3<br />
** Mit Sicherheitsfaktor Schaft h6 / ** With safety factor shank h6 / ** Avec coefficient de sécurité, queue en h6<br />
Weitere Systembausteine / Further Accessories / Autres éléments du système<br />
Reduziereinsatz SRE-R<br />
siehe Seite 39<br />
Reduction sleeves SRE-R<br />
see page 39<br />
Inserts de réduction SRE-R<br />
voir page 39<br />
<strong>TRIBOS</strong> Spannvorrichtung<br />
siehe ab Seite 34<br />
<strong>TRIBOS</strong> Clamping Device<br />
page 34 and following<br />
<strong>TRIBOS</strong> Dispositif de serrage<br />
voir à partir de la page 34
Aufnahmeschaft <strong>SK</strong> Mounting shank <strong>SK</strong><br />
Attachement SA<br />
<strong>TRIBOS</strong> SPF-R <strong>SK</strong> 40/<strong>SK</strong> 50<br />
nach DIN 69871 AD/B<br />
mit Kühlmittelzuführung über Bund,<br />
Bohrungen bei Lieferung mit Gewindestiften<br />
verschlossen<br />
<strong>TRIBOS</strong> SPF-R <strong>SK</strong> 40/<strong>SK</strong> 50<br />
with coolant through the flange,<br />
supplied with holes plugged with set<br />
screws in accordance,<br />
with DIN 69871 AD/B<br />
Ø D4<br />
<strong>TRIBOS</strong> SPF-R SA 40/SA 50<br />
selon norme DIN 69871 AD/B<br />
avec passage de liquide d’arrosage par<br />
la collerette, les perçages à la livraison<br />
sont obturés par des vis sans tête<br />
G<br />
V<br />
L1<br />
L4<br />
L3<br />
L2 max.<br />
Ø D1<br />
Ø D2<br />
Ø D3<br />
Spann-Ø D1 Ident-Nr. Aufnahme Min. Drehmoment<br />
Clamp.-Ø D1 Id.-No. Style D2 D3 D4 L1 L2 max. L3 L4 V G kg Min. torque<br />
Ø de serrage D1 Réf. Attachement Couple de serrage min.<br />
6 mm 205 241 <strong>SK</strong> 40 Ø 25 Ø 49.5 Ø 63.5 70 37 35 51 10 M 5 1.1 8 Nm**<br />
8 mm 205 242 <strong>SK</strong> 40 Ø 28 Ø 49.5 Ø 63.5 70 37 35 51 10 M 6 1.1 12 Nm**<br />
10 mm 205 243 <strong>SK</strong> 40 Ø 35 Ø 49.5 Ø 63.5 75 42 40 56 10 M 8 x 1 1.1 20 Nm**<br />
12 mm • 205 244 <strong>SK</strong> 40 Ø 42 Ø 49.5 Ø 63.5 80 47 45 61 10 M 8 x 1 1.1 40 Nm**<br />
14 mm 205 249 <strong>SK</strong> 40 Ø 48 Ø 49.5 Ø 63.5 80 47 45 61 10 M 10 x 1 1.1 80 Nm**<br />
16 mm 205 245 <strong>SK</strong> 40 Ø 48 Ø 49.5 Ø 63.5 80 48 45 61 10 M 10 x 1 1.2 120 Nm**<br />
18 mm 205 240 <strong>SK</strong> 40 Ø 48 Ø 49.5 Ø 63.5 80 48 45 61 10 M 10 x 1 1.2 180 Nm**<br />
20 mm • 205 246 <strong>SK</strong> 40 Ø 48 Ø 49.5 Ø 63.5 80 52 45 61 10 M 10 x 1 1.2 240 Nm**<br />
Spann-Ø D1 Ident-Nr. Aufnahme Min. Drehmoment<br />
Clamp.-Ø D1 Id.-No. Style D2 D3 D4 L1 L2 max. L3 L4 V G kg Min. torque<br />
Ø de serrage D1 Réf. Attachement Couple de serrage min.<br />
10 mm 205 383 <strong>SK</strong> 50 Ø 35 Ø 49.5 Ø 97.45 80 42 40 61 10 M 8 x 1 4.0 20 Nm**<br />
12 mm 205 384 <strong>SK</strong> 50 Ø 42 Ø 49.5 Ø 97.45 80 47 45 61 10 M 8 x 1 4.0 40 Nm**<br />
14 mm 205 389 <strong>SK</strong> 50 Ø 48 Ø 49.5 Ø 97.45 80 47 45 61 10 M 10 x 1 4.1 80 Nm**<br />
16 mm 205 385 <strong>SK</strong> 50 Ø 48 Ø 49.5 Ø 97.45 80 48 45 61 10 M 10 x 1 4.1 120 Nm**<br />
18 mm 205 380 <strong>SK</strong> 50 Ø 48 Ø 49.5 Ø 97.45 80 48 45 61 10 M 10 x 1 4.1 180 Nm**<br />
20 mm 205 386 <strong>SK</strong> 50 Ø 48 Ø 49.5 Ø 97.45 80 52 45 61 10 M 10 x 1 4.1 240 Nm**<br />
V = Verstellweg / Adjusting way / Course de réglage<br />
• sofort lieferbar (Vorzugsreihe) / available ex stock / disponible de suite (Série privilégiée)<br />
** Mit Sicherheitsfaktor Schaft h6 / ** With safety factor shank h6 / ** Avec coefficient de sécurité, queue en h6<br />
Weitere Systembausteine / Further Accessories / Autres éléments du système<br />
Reduziereinsatz SRE-R<br />
siehe Seite 39<br />
Reduction sleeves SRE-R<br />
see page 39<br />
Inserts de réduction SRE-R<br />
voir page 39<br />
<strong>TRIBOS</strong> Spannvorrichtung<br />
siehe ab Seite 34<br />
<strong>TRIBOS</strong> Clamping Device<br />
page 34 and following<br />
<strong>TRIBOS</strong> Dispositif de serrage<br />
voir à partir de la page 34<br />
29<br />
<strong>TRIBOS</strong>-R
Aufnahmeschaft MAS-BT Mounting shank MAS-BT Attachement MAS-BT<br />
<strong>TRIBOS</strong> SPF-R MAS-BT 40<br />
mit Kühlmittelzuführung über Bund,<br />
Bohrungen bei Lieferung mit<br />
Gewindestiften verschlossen<br />
Spann-Ø D1 Ident-Nr. Aufnahme Min. Drehmoment<br />
Clamp.-Ø D1 Id.-No. Style D2 D3 D4 L1 L2 max. L3 L4 V G kg Min. torque<br />
Ø de serrage D1 Réf. Attachement Couple de serrage min.<br />
Ø 6 205 671 BT 40 Ø 25 Ø 49.5 Ø 63.5 80 37 35 53 10 M 5 1.2 8 Nm**<br />
Ø 8 205 672 BT 40 Ø 28 Ø 49.5 Ø 63.5 80 37 35 53 10 M 6 1.2 12 Nm**<br />
Ø 10 205 673 BT 40 Ø 35 Ø 49.5 Ø 63.5 85 42 40 58 10 M 8 x 1 1.2 20 Nm**<br />
Ø 12 205 674 BT 40 Ø 42 Ø 49.5 Ø 63.5 90 47 45 63 10 M 8 x 1 1.2 40 Nm**<br />
Ø 16 205 675 BT 40 Ø 48 Ø 49.5 Ø 63.5 90 48 45 63 10 M 10 x 1 1.3 120 Nm**<br />
Ø 20 205 676 BT 40 Ø 48 Ø 49.5 Ø 63.5 90 52 45 63 10 M 10 x 1 1.3 240 Nm**<br />
V = Verstellweg / Adjusting way / Course de réglage<br />
30<br />
<strong>TRIBOS</strong> SPF-R MAS-BT 40<br />
with coolant through the flange,<br />
supplied with holes plugged with set<br />
screws in accordance<br />
Ø D4<br />
<strong>TRIBOS</strong> SPF-R MAS-BT 40<br />
avec passage de liquide d’arrosage par<br />
la collerette, les perçages à la livraison<br />
sont obturés par des vis sans têt<br />
G<br />
V<br />
L1<br />
L4<br />
L3<br />
L2 max.<br />
** Mit Sicherheitsfaktor Schaft h6 / ** With safety factor shank h6 / ** Avec coefficient de sécurité, queue en h6<br />
Ø D1<br />
Weitere Systembausteine / Further Accessories / Autres éléments du système<br />
Reduziereinsatz SRE-R<br />
siehe Seite 39<br />
Reduction sleeves SRE-R<br />
see page 39<br />
Inserts de réduction SRE-R<br />
voir page 39<br />
Ø D2<br />
Ø D3<br />
<strong>TRIBOS</strong> Spannvorrichtung<br />
siehe ab Seite 34<br />
<strong>TRIBOS</strong> Clamping Device<br />
page 34 and following<br />
<strong>TRIBOS</strong> Dispositif de serrage<br />
voir à partir de la page 34
31<br />
<strong>TRIBOS</strong>-R
Die flexible Lösung<br />
Mit Hilfe von geschlitzten Zwischenbüchsen<br />
können mit einem <strong>TRIBOS</strong>-Spannfutter<br />
mehrere Schaft-Ø gespannt werden.<br />
Das macht Ihr Futter flexibel einsetzbar und<br />
spart Kosten. Die Rundlaufgenauigkeit der<br />
Büchse ist ≤ 2 µm.<br />
Spann-Ø Reduzierung, passend für<br />
alle <strong>TRIBOS</strong>-Spannfutter dieses Katalogs<br />
Type GZB-S<br />
32<br />
GZB-S<br />
The flexible solution<br />
By using slotted intermediate sleeves it is possible<br />
to clamp different shank diameters with<br />
the same chuck.<br />
This characteristic makes your chuck a flexible<br />
tool which helps you to economize costs.<br />
The concentricity of the sleeve is ≤ 2µm.<br />
Reduction sleeve, suitable for all<br />
<strong>TRIBOS</strong>-toolholders in this catalogue,<br />
type GZB-S<br />
L3<br />
d<br />
L2<br />
Verstellbarer Anschlag<br />
Adjustable limitstop<br />
Butée réglable<br />
Ø D1<br />
D<br />
La solution flexible<br />
A l’aide des douilles de réduction, étanches au<br />
liquide d’arrosage, il est possible de serrer<br />
avec le même des diamètres de queue différents.<br />
Ceci augmente la flexibilité de votre mandrin<br />
de serrage et vous permet de faire des économies<br />
de coûts. La précision de concentricité des<br />
douilles ≤ 2 microns.<br />
Douilles réduction du Ø de serrage adaptable<br />
à tous les porte-outils <strong>TRIBOS</strong> de ce catalogue<br />
Type GZB-S<br />
L1<br />
Ø d<br />
Ø D1<br />
L2<br />
Mit Peripheriekühlung<br />
– Bund geschlitzt<br />
With peripheral coolant<br />
– collar slotted<br />
Avec refroidissement périphérique<br />
– Collerette fendue
Zwischenbüchsen Intermediate sleeves<br />
Douilles de réduction<br />
Spann-Ø-Reduzierung<br />
Typ GZB-S<br />
mit Peripheriekühlung, Bund geschlitzt<br />
Reduction sleeve<br />
type GZB-S<br />
with per peripheral cooling, slotted collar<br />
D<br />
Durchmesser 12 mm Diameter 12 mm Diamètre 12 mm<br />
Réduction du diamètre de serrage<br />
par douilles de type GZB-S<br />
à refroidissement périphérique,<br />
collerette fendue<br />
Ident-Nr. in SPF-Futter-Ø D Schaft-Ø d<br />
SCHUNK Typ Id.-No. in SPF chuck-Ø D shank-Ø d Ø D1 L1 L2 L3 V kg<br />
Réf. SPF Ø D Queue-Ø d<br />
GZB-S 12/3 207 370 12 3 19 45.0 2 25.5 10 0.1<br />
GZB-S 12/4 207 371 12 4 19 45.0 2 25.5 10 0.1<br />
GZB-S 12/5 207 372 12 5 19 45.0 2 25.5 10 0.1<br />
GZB-S 12/6 207 373 12 6 19 45.0 2 33.5 10 0.1<br />
GZB-S 12/8 207 374 12 8 19 45.0 2 33.5 10 0.1<br />
Durchmesser 20 mm Diameter 20 mm Diamètre 20 mm<br />
Ident-Nr. in SPF-Futter-Ø Schaft-Ø d<br />
SCHUNK Typ Id.-No. in SPF chuck-Ø shank-Ø d Ø D1 L1 L2 L3 V kg<br />
Réf. SPF Ø Queue-Ø d<br />
GZB-S 20/ 6 209 200 20 6 29 50.5 2 37.5 10 0.1<br />
GZB-S 20/ 8 209 201 20 8 29 50.5 2 37.5 10 0.1<br />
GZB-S 20/ 10 209 202 20 10 29 50.5 2 42.5 10 0.1<br />
GZB-S 20/12 209 203 20 12 29 50.5 2 47.5 10 0.1<br />
GZB-S 20/14 209 204 20 14 29 50.5 2 47.5 10 0.1<br />
GZB-S 20/16 209 205 20 16 29 50.5 2 47.5 10 0.1<br />
V= Verstellweg (durch verschiebbares Zwischenstück und Längenverstellschraube im Spannfutter)<br />
= Adjusting way (this is done via the moveable intermediate piece and the length adjustment screw of the expansion chuck)<br />
= Course de réglage (par l'intermédiaire d'une butée réglable et d'une vis de réglage de sortie d'outil dans le mandrin)<br />
L1<br />
Ø d<br />
L2<br />
Ø D1<br />
33<br />
GZB-S
Spannvorrichtung Clamping Device<br />
Dispositif de serrage<br />
<strong>TRIBOS</strong> SVP-2<br />
Ausführung mit Handpumpe zur schnellen<br />
Betätigung<br />
– für den häufigen Werkzeugwechsel<br />
34<br />
<strong>TRIBOS</strong> SVP-2<br />
SVP<br />
Design with manual pump for quick actuation<br />
– for frequent tool changes<br />
<strong>TRIBOS</strong> SVP-2<br />
version à pompe pour une utilisation rapide –<br />
pour des changements d'outils fréquents<br />
■ Aufnahme für Längenmess-System zur<br />
Werkzeug-Voreinstellung (Seite 41)<br />
■ Mount for length measuring system to<br />
pre-set the tool (page 41)<br />
■ Logement du système de préréglage de<br />
longueur d'outil (Page 41)<br />
■ Manometer zum Überwachen des<br />
Betätigungsdruck<br />
■ Pressure indicator for monitoring of<br />
the actuating pressure<br />
■ Manomètre pour le contróle de la<br />
pression d’actionnement<br />
■ Ablassventil zum Entspannen<br />
■ Drain valve for releasing<br />
■ Valve<br />
■ Handpumpe zum schnellen und exakten<br />
Aufbau des Betätigungsdruck (Spannen)<br />
■ Manual pump for quick and exact setting<br />
of the actuation pressure (clamping)<br />
■ Pompe manuelle pour montée en<br />
pression rapide et précise (serrage)<br />
■ Designkonzept vereinigt hervorragende<br />
Ergonomie mit moderner Optik<br />
■ Design combines outstanding ergonomics<br />
with a modern look<br />
■ Design pomme paifaite ergonomie et un<br />
look résolument moderne
Spannvorrichtung Clamping Device<br />
Dispositif de serrage<br />
<strong>TRIBOS</strong> SVP-2 <strong>TRIBOS</strong> SVP-2 <strong>TRIBOS</strong> SVP-2<br />
Ident-Nr.<br />
Id.-No.<br />
Réf.<br />
kg<br />
201 760 29.5<br />
Reduziereinsätze separat bestellen, ab Seite 38<br />
Reduction inserts order separately, page 38 and following<br />
Inserts de réduction à commender séparément (page 38)<br />
zum Spannen / Entspannen<br />
der <strong>TRIBOS</strong>-Spannfutter in SVP-2:<br />
1. Einsetzen der Spannfutter mit Reduziereinsatz in<br />
Spannvorrichtung ( s. Seite 39)<br />
2. Ablassventil am Vorrichtungsgehäuse<br />
schließen<br />
3. Mit Handhebel notwendigen Spanndruck erzeugen<br />
(siehe Beschriftung auf Spannfutter)<br />
➾ Werkzeug kann eingesetzt oder<br />
entnommen werden<br />
470 347300<br />
Bedienschritte Instructions<br />
Indication<br />
for clamping / releasing<br />
<strong>TRIBOS</strong> Clamping technique chucks:<br />
Semi-automatic:<br />
1. Insert the Clamping technique chuck with reduction<br />
sleeve in clamping device<br />
( s. Seite 39)<br />
2. Outflow valve to be closed at the fixture<br />
housing<br />
3. To generate the necessary clamping pressure with<br />
the hand lever<br />
➾ the tool can be inserted or removed<br />
370<br />
Frettage - defrettage des porte-outils<br />
<strong>TRIBOS</strong> avec le SVP-2 :<br />
1. Insertion du porte-outil avec l’insert de réduction<br />
dans le dispositif (voir page 39)<br />
2. Verrouiller l’échappement sur le coté du dispositif<br />
3. Actionner le levier jusqu’à obtention de la pression<br />
nécessaire (voir indication gravée sur le porte-outil)<br />
➾ L’outil peut être inseré ou retiré<br />
35<br />
SVP
Spannvorrichtung Clamping Device<br />
Dispositif de serrage<br />
<strong>TRIBOS</strong> SVP-3<br />
Automatische Spannvorrichtung –<br />
zur prozesssicheren und anwenderfreundlichen<br />
Werkzeugspannung<br />
36<br />
■ Stop / Start<br />
■ Stop / Start<br />
■ Stop / Start<br />
<strong>TRIBOS</strong> SVP-3<br />
Automatic clampng device –<br />
for user-friendly reliable automatic<br />
actuation<br />
■ Auswahl Spanndruck<br />
■ Select clamping pressure<br />
■ Choix de la pression de frettage<br />
■ Druckregulierung<br />
■ Pressure control<br />
■ Régulation de la pression<br />
<strong>TRIBOS</strong> SVP-3<br />
Dispositif de frettage automatique -<br />
pour un process de frettage simple<br />
et sécurisé<br />
■ Hydraulikaggregat zur<br />
Druckbeaufschlagung<br />
■ hydraulic unit for compression<br />
■ Centrale hydraulique pour la mise<br />
sous pression<br />
■ Aufnahme für Längenmess-System<br />
zur Werkzeugvoreinstellung (Seite 41)<br />
■ mount for length measuring systems<br />
for tool pre-setting (page 41)<br />
■ Logement du système de préréglage<br />
de longueur d'outil (Page 41)<br />
■ Schnittstelle / Identifikation<br />
■ Interface / Identification<br />
■ Attachement / Identification<br />
■ Bediendisplay / Druckregelgerät<br />
■ NCD display / Pressure control unit<br />
■ Tableau de commande / Sytème de<br />
réglage de pression<br />
■ Hauptschalter<br />
■ Master on / off switch<br />
■ Intérupteur principal<br />
■ SVP-3 Bediendisplay ■ SVP-3 NCD display ■ Tableau de commande<br />
SVP-3
Spannvorrichtung Clamping Device<br />
Dispositif de serrage<br />
<strong>TRIBOS</strong> SVP-3 <strong>TRIBOS</strong> SVP-3 <strong>TRIBOS</strong> SVP-3<br />
Type<br />
Ident-Nr.<br />
Id.-No.<br />
Réf.<br />
kg<br />
SVP-3 201 765 ca. 55<br />
SVP-3 IS<br />
Handlesegerät<br />
Hand-held scanner<br />
lecteur manual<br />
201 767 ca. 0.5<br />
Reduziereinsätze separat bestellen, ab Seite 38<br />
Reduction inserts order separately, page 38 and following<br />
Inserts de réduction à commender séparément (page 38)<br />
zum Spannen / Entspannen<br />
der <strong>TRIBOS</strong>-Spannfutter in SVP-3:<br />
Halbautomatik:<br />
1. Einsetzen der Spannfutter mit Reduziereinsatz in<br />
Spannvorrichtung ( s. Seite 39)<br />
2. Eingabe des Spanndrucks<br />
3. Bestätigung oder Korrektur<br />
4. START - Taste betätigen (bei Bedarf Druckregulierung)<br />
➾ Werkzeug kann eingesetzt oder entnommen<br />
werden<br />
Vollautomatik:<br />
1. Einsetzen der Spannfutter mit Reduziereinsatz in<br />
Spannvorrichtung ( s. Seite 39)<br />
2. Einlesen der Werte über Data-Matrix-Code am<br />
<strong>TRIBOS</strong>-Spannfutter mit Handlesegerät (o. Abb.)<br />
3. START - Taste betätigen (bei Bedarf Druckregulierung)<br />
➾ Werkzeug kann eingesetzt oder entnommen<br />
werden<br />
Identifikation<br />
Diagnose<br />
Bedienschritte Instructions<br />
Indication<br />
630<br />
■ prozesssicheres Spannen durch<br />
voreingestellten Spanndruck<br />
■ gefahrfreies Spannen bei<br />
Raumtemperatur<br />
■ einfache Bedienung über<br />
Foliendisplay<br />
■ schneller Spannvorgang /<br />
Werkzeugwechsel in Sekunden<br />
for clamping / releasing<br />
<strong>TRIBOS</strong> Clamping technique chucks:<br />
Semi-automatic:<br />
1. How to insert the expansion chuck with reduction<br />
insert into the clamping device (see page 39)<br />
2. Enter the clamping pressure<br />
3. Confirm or correct the value<br />
4. Press the START-key (if necessary the pressure<br />
adjustment)<br />
➾ the tool may be used or removed now<br />
Fully automatic:<br />
1. Insert the Clamping technique chuck with reduction<br />
sleeve in clamping device ( s. Seite 39)<br />
2. Read the values via data matrix code on the<br />
<strong>TRIBOS</strong> Clamping technique chuck using a<br />
hand-held scanner (no picture)<br />
3. Press START button (monitor pressure if necessary)<br />
➾ the tool can be inserted or removed<br />
410<br />
■ reliable clamping due to pre-set<br />
clamping pressure<br />
■ operated at room temperature,<br />
therefore no heat, no danger<br />
■ simple handling via a<br />
membrane display<br />
■ quick clamping process / tool<br />
change-over in seconds<br />
540<br />
Frettage - défrettage des porte-outils<br />
<strong>TRIBOS</strong> dans SVP-3:<br />
Semi-automatique:<br />
1. Montage du porte-outil avec insert de réduction<br />
dans le dispositif (voir page 39)<br />
2. Choix de la pression<br />
3. Validation ou correction<br />
4. START - Appuyer sur la touche (si nécessaire régler<br />
la pression)<br />
➾ l’outil peut être inséré ou retiré<br />
Automatique:<br />
■ Process de frettage sûr grâce à<br />
la pression programmée<br />
■ frettage sans danger à<br />
température ambiante<br />
■ utilisation simple grâce à<br />
l’écran tactil<br />
■ frettage / changement d’outil<br />
rapide, quelques secondes<br />
1. Montage du porte-outil avec insert de réduction<br />
dans le dispositif (voir page 39)<br />
2. Lecture des données du Code - Data - Matrix sur le<br />
porte-outil <strong>TRIBOS</strong> à l’aide du lecteur manuel (sans<br />
représentation)<br />
3. START - Appuyer sur la touche (si nécessaire régler<br />
la pression)<br />
➾ l’outil peut être inséré ou retiré<br />
37<br />
SVP
38<br />
<strong>TRIBOS</strong>-S/-SVL<br />
Reduziereinsatz Reduction insert<br />
Inserts de réduction<br />
SRE-S für <strong>TRIBOS</strong>-S / -SVL SRE-S for <strong>TRIBOS</strong>-S / -SVL SRE-S pour <strong>TRIBOS</strong>-S / -SVL<br />
für Spann-Ø Ident-Nr.<br />
for clamp.-Ø Id.-No. D1 D2 L1<br />
pour Ø de serrage Réf.<br />
3 mm 201 970 Ø 88 Ø 8 45<br />
4 mm<br />
201 971 Ø 88 Ø 9 45<br />
5 mm<br />
6 mm 201 972 Ø 88 Ø 10 45<br />
8 mm 201 973 Ø 88 Ø 13 45<br />
10 mm 201 974 Ø 88 Ø 16 45<br />
12 mm 201 975 Ø 88 Ø 19 45<br />
14 mm 201 976 Ø 88 Ø 22 45<br />
16 mm 201 977 Ø 88 Ø 25 45<br />
18 mm 201 979 Ø 88 Ø 28 45<br />
20 mm 201 981 Ø 88 Ø 30 45<br />
25 mm 201 987 Ø 88 Ø 36 45<br />
32 mm 201 998 Ø 88 Ø 45 45<br />
Ø D2<br />
L1<br />
Ø D1
<strong>TRIBOS</strong>-R<br />
Reduziereinsatz Reduction insert<br />
Inserts de réduction<br />
SRE-R für <strong>TRIBOS</strong>-R SRE-R for <strong>TRIBOS</strong>-R SRE-R pour <strong>TRIBOS</strong>-R<br />
für Spann-Ø Ident-Nr.<br />
for clamp.-Ø Id.-No. D1 D2 L1<br />
pour Ø de serrage Réf.<br />
6 mm 201 978 Ø 88 Ø 25 45<br />
8 mm 201 980 Ø 88 Ø 28 45<br />
10 mm 201 982 Ø 88 Ø 35 45<br />
12 mm 201 983 Ø 88 Ø 42 45<br />
14 mm<br />
16 mm<br />
201 984 Ø 88 Ø 48 45<br />
18 mm<br />
20 mm<br />
Ø D2<br />
■ Wechselbarer Reduziereinsatz Typ SRE-R<br />
■ Changeable reduction insert Type SRE-R<br />
■ insert de réduction interchangeable type SRE-R<br />
■ Zerspanungswerkzeug<br />
■ Cutting tool<br />
■ outil de coupe<br />
■ <strong>TRIBOS</strong>-R Werkzeughalter<br />
■ <strong>TRIBOS</strong>-R toolholder<br />
■ porte-outil <strong>TRIBOS</strong>-R<br />
L1<br />
Ø D1<br />
39<br />
Accessories
Ablagemagazin<br />
für Reduziereinsatz<br />
SVP-M SVP-M SVP-M<br />
40<br />
Ident-Nr.<br />
Id.-No. kg<br />
Réf.<br />
201 768 6.5<br />
Reduziereinsätze separat bestellen, ab Seite 38<br />
Reduction inserts order separately, page 38 and following<br />
Inserts de réduction à commender séparément (page 38)<br />
Rack for reduction insert<br />
■ Ergänzung zur Spannvorrichtung<br />
SVP-2 (s. S. 34) und SVP-3<br />
(s. S. 36)<br />
■ passend für: 6 x SRE-R/SRE-S<br />
■ übersichtlicher, aufgeräumter<br />
Arbeitsplatz<br />
SVP-2 (201 760, siehe S. 34 / see page 34 / page 34) SVP-M (201 768)<br />
■ addition to clamping device<br />
SVP-2 (see page 34) and<br />
SVP-3 (see page 36)<br />
■ suitable for: 6 x SRE-R/SRE -S<br />
■ clean and tidy work area<br />
Magasin de rangement<br />
des inserts de réduction<br />
Reduziereinsätze separat bestellen, ab Seite 38 / Reduction inserts order separately, page 38 and following /<br />
Inserts de réduction à commender séparément (page 38)<br />
390<br />
190<br />
260<br />
■ en complément des dispositifs<br />
SVP-2 (page 34) et SVP-3<br />
(page 36)<br />
■ correspondant à :<br />
6 x SRE-R/SRE-S<br />
■ poste de travail propre et rangé
Mess-System zur<br />
Werkzeugvoreinstellung<br />
Measuring system to pre-set<br />
the tool<br />
Système de préréglage<br />
de l’outil<br />
LMG-M / LMG-K LMG-M / LMG-K LMG-M / LMG-K<br />
● Zur Längenvoreinstellung in der Spannvorrichtung<br />
● Variable Schenkellängen ermöglichen vielseitige<br />
Messungen<br />
● Messbereich bis 300 mm<br />
● Einfache Montage an vorhandener Aufnahme der<br />
SVP-2 oder SVP-3<br />
● Kabel für Datenübertragung zur Dokumentierung der<br />
eingestellten Werte<br />
● Messung auf 0.01 mm Genauigkeit<br />
● For length pre-setting while the tool holder is in the<br />
clamping device<br />
● Variable side lengths allow measurement of different<br />
<strong>TRIBOS</strong> types<br />
● Measuring range up to 300 mm<br />
● Easy assembly of the existing mounting for SVP-2<br />
or SVP-3<br />
● Cable for data transmission for documentation of the<br />
set values<br />
● Measuring with an accuracy of 0.01 mm<br />
<strong>TRIBOS</strong><br />
Werkzeughalter<br />
<strong>TRIBOS</strong><br />
Toolholder<br />
Porte-outils<br />
<strong>TRIBOS</strong><br />
● Pour le réglage de longueur d’outil sur le dispositif<br />
● Des longueurs de becs variables permettent de multiples<br />
mesures<br />
● Plage de mesure jusqu’à 300 mm<br />
● Montage facile grâce au support intégré au SVP-2<br />
ou SVP-3<br />
● Câble pour la transmission de données<br />
● Mesures avec une précision au 0.01 mm<br />
41<br />
Accessories
Mess-System zur<br />
Werkzeugvoreinstellung<br />
LMG-M / LMG-K / LMG-S LMG-M / LMG-K / LMG-S LMG-M / LMG-K / LMG-S<br />
42<br />
Measuring system to pre-set<br />
the tool<br />
Système de préréglage<br />
de l’outil<br />
Type Ident-Nr. / Id.-No. / Réf.<br />
LMG-M 201 961<br />
Längenmessgerät 300 mm<br />
Length measuring device 300 mm<br />
Pied à coulisses 300 mm<br />
Kabel für Datenübertragung (Schnittstelle RS-232 C) Länge 2 m<br />
LMG-K 9935 542 Cable for data transmission (Interface RS-232 C) Length 2 m<br />
Câble pour la transmission de données (interface RS-232 C) longueur 2 m<br />
LMG-S 9938 141 Software zur Datenbearbeitung / Software for Datatransmission / Logiciel de traitement de données<br />
Optische Werkzeugvoreinstellsysteme<br />
Durch Bündelung des Know-Hows mit führenden Herstellern besteht die Möglichkeit das <strong>TRIBOS</strong>-Spannsystem in optische Voreinstellgeräte zu integrieren – ein innovatives<br />
Qualitätsprodukt für höchste Ansprüche an Präzision und Wirtschaftlichkeit.<br />
Die perfekte Verbindung der <strong>TRIBOS</strong>-Spanntechnik mit dem Voreinstell-Geräteprogramm der Unternehmen KELCH und ZOLLER erlaubt eine kaum für möglich gehaltene hochgenaue<br />
Werkzeugeinstellung im Spannfutter – für noch bessere Bearbeitungsergebnisse.<br />
■ prozesssicherer Werkzeugwechsel bei mehrspindligen Maschinen<br />
■ genaue Längenvoreinstellung im Bereich von 0.01 mm<br />
■ keine Längenänderung durch Erwärmung und Abkühlung in axialer Richtung<br />
■ komfortable Bedienung durch automatische Spanneinheit<br />
Die <strong>TRIBOS</strong>-Spannvorrichtung ist über einen Ausleger fest am Voreinstellgerät montiert und in den Arbeitsbereich des Spannfutters verschiebbar. Mit einem Betätigungsfeld, wie auch an<br />
der automatischen Spannvorrichtung SVP-3 (s. S. 36), kann komfortabel die Spanndruckeinstellung vorgenommen werden. Aufgebaut wird der Spanndruck durch ein im Gerät integriertes<br />
Hydraulikaggregat.<br />
Eine Verformung des <strong>TRIBOS</strong>-Werkzeughalters findet nur in radialer Richtung statt. Dadurch ist gewährleistet, dass das durch die Mechanik im Voreinstellgerät eingestellte<br />
Werkzeug beim Spannvorgang in axialer Richtung absolut unbeweglich bleibt.<br />
Nähere Informationen auf Anfrage.
Optical tool pre-setting systems<br />
By consolidating Know-how with leading manufacturers it is possible to integrate the <strong>TRIBOS</strong> Clamping system into optical tool pre-setting devices – an innovative quality product<br />
to satisfy the highest requirements for precision and cost-effectiveness.<br />
The perfect combination of the <strong>TRIBOS</strong> Clamping technique system with the pre-setting device program from KELCH and ZOLLER permits a level of accuracy in tool pre-setting in a tool<br />
holder previously thought impossible – to achieve even better machining results.<br />
■ reliable tool change in multispindle machines<br />
■ precise length pre-setting within a range of 0.01 mm<br />
■ no change in length as a result of heating up and cooling down in an axial direction<br />
■ easy operation using an automatic clamping device<br />
The <strong>TRIBOS</strong> clamping device is mounted on the pre-setting device on an arm and can be moved into the working area of the machine. Clamp pre-setting is easy using a control panel,<br />
such as the one on the SVP-3 automatic clamping device (see page 36). The clamping pressure is built up using a hydraulic unit integrated into the device.<br />
The <strong>TRIBOS</strong> tool holder deforms in a radial direction only. This ensures that the tool setting achieved by the mechanism in the pre-setting device does not move at all in an axial direction<br />
during the clamping process.<br />
Further information available on request.<br />
Systèmes de préréglage optiques<br />
Grâce à la combinaison de savoir-faire avec des fournisseurs de renom, il est possible d’intégrer le système de serrage <strong>TRIBOS</strong> à des bancs de préréglage optiques – un produit<br />
de qualité innovant répondant aux éxigeances de précision et de rentabilité.<br />
La combinaison parfaite de la technique de serrage <strong>TRIBOS</strong> avec les bancs de préréglage des sociétés KELCH et ZOLLER permettent d’atteindre des réglages d’outils ultra-précis<br />
– pour d’encore meilleurs résultats d’usinage.<br />
■ changement d’outils sûr sur des machines multibroches<br />
■ un préréglage précis au 0.01 mm<br />
■ pas de déformation axiale de la longueur par effet thermique<br />
■ utilisation confortable avec le dispositif automatique<br />
Le dispositif <strong>TRIBOS</strong> et couplé au banc de préréglage par une potence. La pression de serrage peut être commandée confortablement par l’intermédiaire du tableau<br />
de commande comme sur le SVP-3.<br />
La mise sous pression se fait par une centrale hydraulique intégrée.<br />
La déformation du porte-outil <strong>TRIBOS</strong> n’a lieu que radialement. Ceci garantit que l’outil ne bouge absolument pas radialement dans le porte-outil.<br />
Pour d’autres informations, nous consulter.<br />
KELCH<br />
43<br />
Accessories
SCHUNK TOOLFIX<br />
Werkzeugmontagesystem<br />
Typ WMS-M und WMS-V<br />
Ausführung Mono und Vario<br />
■ Erleichtert das Anziehen der Spannmutter<br />
Ihres Spannzangenfutters, die Montage<br />
von Anzugsbolzen, Kühlmittelrohren oder<br />
sonstigen Anbauteilen an<br />
Werkzeughaltern.<br />
■ Facilitates tightening the nut of your collet<br />
chuck, assembling retention knobs,<br />
coolant tubes or other accessories.<br />
■ Facilite l’actionnement de la vis de<br />
serrage de votre mandrin à pinces,<br />
le montage de tirettes, tubes d’arrosage<br />
ou tout autres accessoires du porte outils.<br />
■ Vorteile gegenüber herkömmlichen Montagesystemen:<br />
– höchster Bedienungskomfort durch einzigartige<br />
Spannautomatik zur Fixierung des Werkzeughalters<br />
– großer, zentral angeordneter Bedienungsknopf<br />
gewährleistet einfachste Handhabung des<br />
Schwenkmechanismusses<br />
– beste Ergonomie bei der Werkzeugmontage durch<br />
Schwenkmöglichkeit des Werkzeugaufnahmekopfes<br />
(automatische 90° Rastung in die optimale<br />
Rüstposition)<br />
– sichere Fixierung des Werkzeughalters durch gefederten<br />
Rastbolzen – kein Herausreißen des Werkzeughalters.<br />
Auch bei hohen Anzugsmomenten<br />
mindert dies die Verletzungsgefahr des Bedieners<br />
– durch verstellbaren Rastbolzen auf verschiedene<br />
Werkzeughalter einstellbar (<strong>SK</strong>, BT)<br />
■ Darüber hinaus bietet die Ausführung<br />
ToolFix Vario folgende Vorteile:<br />
– wechselbarer Werkzeugaufnahmekopf, dadurch<br />
variabel für verschiedene Schnittstellen einsetzbar<br />
– Schnellwechselmechanik und großer, leichtgängiger,<br />
zentraler Bedienungsknopf gewährleistet blitzschnellen<br />
Wechsel des Aufnahmekopfes<br />
– sichere, stabile Fixierung des Aufnahmekopfes durch<br />
»Hohlschaft-Spannung«<br />
– geringer Platzbedarf in der Werkzeugvoreinstellung<br />
durch Mehrfachverwendung des Basisblockes<br />
44<br />
SCHUNK TOOLFIX<br />
Tool assembly system<br />
Type WMS-M and WMS-V<br />
Versions Mono und Vario<br />
■ Advantages compared to existing assembly<br />
systems:<br />
– very convenient to operate due to the unique automatic<br />
clamping system to fix the toolholder<br />
– the large, centrally placed control button guarantees<br />
an easy use of the swivelling mechanism<br />
– very ergonomic tool assembly because the toolholding<br />
unit can be swivelled into the ideal set-up position<br />
(automatic 90° lock-in)<br />
– safe fixing of the toolholder due to the spring<br />
suspended bolt – even with high torques the<br />
toolholder will not be pulled out – minimizes the<br />
risk of injury for the user<br />
– adaptable to various toolholders (<strong>SK</strong>, BT) due to<br />
adjustable snap-in bolts<br />
■ The model ToolFix Vario offers the following additional<br />
advantages:<br />
– changeable toolholding location unit, thus flexible<br />
application with different interfaces<br />
– quick-change function and large, centrally placed<br />
control button guarantee a quick change of the<br />
toolholding unit<br />
– safe and stable fixing of the toolholding unit due to<br />
hollow shank clamping system similar to H<strong>SK</strong><br />
– little space requirement in tool pre-setting due to<br />
multiple use of the base block<br />
SCHUNK TOOLFIX<br />
Système de montage d’outils<br />
Typ WMS-M et WMS-V<br />
Version Mono und Vario<br />
■ Avantages par rapport aux systèmes de<br />
montage traditionnels:<br />
– meilleur confort d’utilisation grâce au système<br />
automatique de fixation du porte outils<br />
– un grand bouton d’actionnement central, garantit<br />
une manipulation des plus simple du mécanisme de<br />
pivotement<br />
– meilleure ergonomie lors du montage de l’outil<br />
grâce au pivotement de la tête de réception d’outils<br />
(encliquetage automatique à 90° en position optimale<br />
de montage)<br />
– fixation de sécurité du porte outils grâce à un taquet<br />
à ressort – pas d’arrachement du porte outils. Ceci<br />
réduit les risques de blessures de l’opérateur, même<br />
avec des couples de serrages élevés<br />
– adaptable à différents attachement (SA, BT) grâce<br />
au taquet réglable<br />
■ La version ToolFix Vario présente de plus les avan<br />
tages suivants:<br />
– tête de réception d’outils interchangeable,<br />
utilisable sur différents attachements<br />
– mécanisme de changement rapide et bouton<br />
central d`actionnement permettent un changement<br />
très rapide de porte outils<br />
– fixation sûr et stable du porte outil grâce au<br />
«serrage de tige forée»<br />
– encombrement réduit grâce à l’utilisation multiple du<br />
bloc de base
SCHUNK TOOLFIX<br />
Werkzeugmontagesystem<br />
Typ WMS-M und WMS-V<br />
Ausführung Mono und Vario<br />
Stabiler, gefederter Rastbolzen<br />
zur Fixierung des<br />
Werkzeughalters<br />
Strong spring loaded bolt<br />
for fixing the tool holder<br />
Boulon d’arrêt robuste,<br />
tourné, pour la fixation<br />
du porte outils<br />
Werkzeugaufnahmekopf<br />
Changeable toolholder location unit<br />
Tête de serrage du porte outils<br />
Werkzeughalter<br />
Toolholder<br />
Porte outils<br />
Verdrehsicherung<br />
Torque pin<br />
Sécurité anti-torsion<br />
Stabile Schnittstelle für schnellen Wechsel und hohe Kraftübertragung<br />
Strong interface for a quick change and high transmission<br />
Interface robuste pour un changement rapide et une bonne<br />
transmission des forces<br />
Wechselbarer Aufnahmekopf<br />
Changeable tool holder location unit<br />
Tête de serrage interchangeable<br />
SCHUNK TOOLFIX<br />
Tool assembly system<br />
Type WMS-M and WMS-V<br />
Versions Mono und Vario<br />
Zentraler Freigabeknopf zum Schwenken<br />
der Aufnahme der Rüstposition<br />
Central release button to swivel the<br />
receptacle into the set-up position<br />
Bouton central d’acquittement pour mise<br />
en position de montage de l’attachement<br />
Montageblock<br />
Assembly block<br />
Bloc de montage<br />
Freigabeknopf zum Wechsel<br />
des Aufnahmekopfes<br />
Release button for changing<br />
Bouton d’acquittement<br />
pour changement de tête<br />
de serrage<br />
SCHUNK TOOLFIX<br />
Système de montage d’outils<br />
Typ WMS-M et WMS-V<br />
Version Mono und Vario<br />
TOOLFIX Mono Type WMS-M<br />
Aufnahme Ident-Nr.<br />
Type Id.-no.<br />
Type Référence<br />
H<strong>SK</strong>-A 32 201 937<br />
H<strong>SK</strong>-A 40 201 938<br />
H<strong>SK</strong>-A 50 201 939<br />
H<strong>SK</strong>-A 63 201 940<br />
H<strong>SK</strong>-A 80 201 941<br />
H<strong>SK</strong>-A 100 201 942<br />
H<strong>SK</strong>-E 32 201 943<br />
H<strong>SK</strong>-E 40 201 944<br />
H<strong>SK</strong>-E 50 201 945<br />
H<strong>SK</strong>-E 63 201 946<br />
<strong>SK</strong> 30 201 934<br />
<strong>SK</strong> 40 201 935<br />
<strong>SK</strong> 50 201 936<br />
TOOLFIX Vario Type WMS-V<br />
Aufnahme Ident-Nr.<br />
Receptacle Id.-no.<br />
Porte-outil Référence<br />
Basisblock / Base block<br />
Bloc de base<br />
201 947<br />
H<strong>SK</strong>-A 32 Adapter 201 951<br />
H<strong>SK</strong>-A 40 Adapter 201 952<br />
H<strong>SK</strong>-A 50 Adapter 201 953<br />
H<strong>SK</strong>-A 63 Adapter 201 954<br />
H<strong>SK</strong>-A 80 Adapter 201 955<br />
H<strong>SK</strong>-A 100 Adapter 201 933<br />
H<strong>SK</strong>-E 32 Adapter 201 956<br />
H<strong>SK</strong>-E 40 Adapter 201 957<br />
H<strong>SK</strong>-E 50 Adapter 201 958<br />
H<strong>SK</strong>-E 63 Adapter 201 959<br />
<strong>SK</strong> 30 Adapter 201 948<br />
<strong>SK</strong> 40 Adapter 201 949<br />
<strong>SK</strong> 50 Adapter 201 950<br />
45<br />
Accessories
SCHUNK<br />
Spannkraftprüfer<br />
Typ WMS-M und WMS-V<br />
Ausführung Mono und Vario<br />
Zur Gewährleistung der Betriebssicherheit empfiehlt<br />
sich eine regelmäßige Spannkraftkontrolle der H<strong>SK</strong>-<br />
Schnitt- und Trennstelle. SCHUNK bietet jetzt hierzu<br />
einen vollmechanischen Spannkraftprüfer.<br />
Seine Wirkungsweise beruht auf einer linearen<br />
Längenveränderung von Bauteilen, die proportional zur<br />
Kraft stehen. Der Längenänderung wird eine Kraft<br />
zugeordnet und durch eine Messuhr analog dargestellt.<br />
Merkmale:<br />
– wenige Bauteile, daher kostengünstig<br />
– robuste Bauweise<br />
– kein Batterie- oder Netzanschluss<br />
– patentiertes Funktionsprinzip, das auch auf andere<br />
Spindeln übertragbar ist<br />
46<br />
H<strong>SK</strong>-Mess-Schaft<br />
H<strong>SK</strong>-measuring shank<br />
Tige de mesure H<strong>SK</strong><br />
Kontrollierter<br />
4-Punkt-Spanner<br />
Controlled 4 point<br />
clamping system<br />
Tendeur 4 point controlé<br />
SCHUNK clamping force<br />
test instrument<br />
Type WMS-M and WMS-V<br />
Versions Mono und Vario<br />
To ensure operational safety, a regular clamping force<br />
check of the H<strong>SK</strong> interface is recommended.<br />
An entirely mechanical clamping force test instrument<br />
is now available from SCHUNK. Its operation is based<br />
on components which are linear adjustable in length<br />
and are positioned proportionally to the force.<br />
A force is associated with the alteration in length and<br />
is displayed in a dial gauge.<br />
Specifications:<br />
– few components, therefore cost efficient<br />
– robust design<br />
– batteries and/or mains connection not required<br />
– patented principle of operation which is also<br />
adaptable to other spindle designs<br />
Ø D1<br />
Ø D2<br />
SCHUNK<br />
Couple-mètre<br />
Typ WMS-M et WMS-V<br />
Version Mono und Vario<br />
Afin de garantir un bon fonctionnement, il est conseillé<br />
de procéder à un contrôle régulier de la force de<br />
serrage de l’interface H<strong>SK</strong>.<br />
Son principe de fonctionnement repose sur une<br />
déformation longitudinale linéaire des composants<br />
proportionnellement à la force. Une force est attribuée<br />
à cette déformation et est indiquée par un<br />
comparateur analogique.<br />
Caractéristiques:<br />
– peu de pièces, donc peu chère<br />
– construction robuste<br />
– pas d’alimentation batterie ou réseau<br />
– principe de fonctionnement breveté et adaptable à<br />
d’autres broches<br />
L2<br />
45<br />
5<br />
L1<br />
40<br />
10<br />
35<br />
15<br />
20 30<br />
25<br />
45<br />
5<br />
40<br />
10<br />
Zugstange<br />
Tension rod<br />
Tige de tension<br />
Meßuhr<br />
Measuring clock<br />
Comparateur<br />
Ident-Nr.<br />
Type H<strong>SK</strong>-A/C D1 D2 L1 L2 kg Id.-no.<br />
Référence<br />
25 19 95 108 0.4 0205 960<br />
32 24 95 111 0.5 0205 961<br />
40 30 95 115 0.7 0205 962<br />
50 38 95 115 0.7 0205 963<br />
63 48 95 127 1.4 0205 964<br />
80 60 100 140 2.4 0205 965<br />
100 75 100 150 3.0 0205 966<br />
Bei Bestellung bitte Ident-Nr. angeben When placing an order please indicate the Id.-no. Veuillez indiquer la référence en cas de commande<br />
35<br />
15<br />
20 30<br />
25
Aufnahmeschaft DIN 2080 Mounting shank DIN 2080 Attachement DIN 2080<br />
SCHUNK <strong>TRIBOS</strong><br />
Spannfutter DIN 2080<br />
SCHUNK <strong>TRIBOS</strong> Spannfutter, Typen mit <strong>SK</strong> 40 und<br />
<strong>SK</strong> 50 Aufnahme, in DIN 2080 Ausführung (Ringnutspannung)<br />
erhalten Sie ganz einfach durch Verwendung<br />
eines speziellen Anzugsbolzens und eines Spezial-<br />
Nutensteins.<br />
Ø D3<br />
Ø D4<br />
Ø D4<br />
K<br />
SPF, DIN 69871 Anzugsbolzen, Type AZB<br />
Pull-back bolt, type AZB<br />
Tirette de serrage, type AZB<br />
■ Bestellhinweis<br />
1. SPF-Spannfutter DIN 69 871, nach Katalogseiten<br />
16 und 29<br />
2. AZB-Anzugsbolzen je nach <strong>SK</strong>-Größe und SNS-<br />
Spezial-Nutenstein siehe Tabellen auf dieser und den<br />
folgenden Seiten<br />
■ Anzugsbolzen, Type AZB (Ringnutspannung)<br />
zum Umbau von DIN 69871 auf DIN 2080<br />
G<br />
L<br />
G<br />
Ø D5<br />
B<br />
L1<br />
L1<br />
Ø D1<br />
L2<br />
L2<br />
H<br />
Ø D5<br />
Ø D2<br />
Ø D1<br />
Ø D2<br />
Ø D1<br />
■ Spezial-Nutenstein, Type SNS zum Anbau<br />
an DIN 2079 Spindel<br />
passend für DIN 69871 Mitnehmernut<br />
T<br />
Ø D2<br />
SCHUNK <strong>TRIBOS</strong><br />
expansion chuck DIN 2080<br />
SCHUNK <strong>TRIBOS</strong> toolholder, with <strong>SK</strong> 40 and <strong>SK</strong> 50<br />
tapers, version DIN 2080 (snap-ring groove) is obtained<br />
easily by using a special pull-back bolt and T-nut.<br />
■ Ordering remark:<br />
Spezial-Nutenstein, Type SNS<br />
Special T-nut, type SNS<br />
Lardon spéciale, type SNS<br />
+ + =<br />
1. SPF expansion chuck DIN 69 871, see pages<br />
16 and 29<br />
2. AZB pull-back bolt according to the <strong>SK</strong> size<br />
and SNS special T-nut, see charts on this and<br />
the following pages<br />
■ Pull-back bolt, type AZB (snap-ring groove)<br />
for modification from DIN 69871 to<br />
DIN 2080<br />
■ Special T-nut, type SNS to mount on<br />
DIN 2079 spindle<br />
matching for DIN 69871 drive key<br />
SCHUNK <strong>TRIBOS</strong><br />
Mandrin expansible DIN 2080<br />
Vous obtiendrez très facilement des mandrins<br />
<strong>TRIBOS</strong> type SA 40 et SA 50 en version DIN 2080<br />
(serrage dans rainure) en utilisant une tirette et un<br />
lardon spécifiques<br />
■ Indication de commande:<br />
SPF mit<br />
DIN 2080<br />
Aufnahme<br />
SPF with<br />
DIN 2080<br />
mounting<br />
SPF avec<br />
attachement<br />
DIN 2080<br />
1. Mandrin expansilble SPF DIN 69871 voir pages<br />
16 et 29 du catalogue<br />
2. Tirette AZB suivant taille du cône, lardons SNS voir<br />
les tableaus ci-dessous<br />
■ Tirette de serrage, type AZB<br />
(Serrage par rainure annulaire) pour<br />
transformer mandrins de la version<br />
DIN 69871 en DIN 2080<br />
Für <strong>SK</strong> Ident-Nr.<br />
Type For <strong>SK</strong> G D1 D2 D3 D4 D5 L1 L2 Id.-no.<br />
Pour SA g6 Référence<br />
AZB 40 40 M 16 25 21.1 25 17 7.5 53 25 9150 101<br />
Für <strong>SK</strong> Ident-Nr.<br />
Type For <strong>SK</strong> G D1 D2 D3 D4 D5 L1 L2 Id.-no.<br />
Pour SA g6 Référence<br />
AZB 50 50 M 24 39.5 32 25 – 11.5 65.1 25.1 9150 102<br />
■ Clavette spéciale, type SNS, à monter dans<br />
une broche DIN 2079 et adaptée à la<br />
rainure d’entraînement version DIN 69871<br />
Für <strong>SK</strong> Schraube Ident-Nr.<br />
Type For <strong>SK</strong> G B4 D1 D2 T H L Screw Id.-no.<br />
Pour SA h6 Vis Référence<br />
DIN 912<br />
SNS 40 40 16.5 15.9 6.4 10.4 6.2 24.5 7 M 6 x 25 9150 103<br />
SNS 50 50 24.0 25.4 13.0 19.0 12.3 29.0 11 M12 x 30 9150 104<br />
47<br />
Accessories
Präzisions Anzugsbolzen High-precision pull-back bolt Tirettes de précisions<br />
Ø D1<br />
Ø D2<br />
Ø D1<br />
Ø D2<br />
Ø D1<br />
Ø D2<br />
Ø D1<br />
Ø D2<br />
48<br />
45º<br />
45º<br />
45º<br />
L2<br />
L2<br />
L2<br />
L1<br />
L3<br />
L1<br />
L3<br />
L1<br />
L3<br />
scharfkantig / sharp edged / à angle vif<br />
G1<br />
Ø D3<br />
G1<br />
G1<br />
Ø D3<br />
Ø D3<br />
mit Nut für O-Ring / with groove for O-ring / avec rainure pour joint torrique<br />
Ø D1<br />
Ø D2<br />
45º<br />
45º<br />
L2<br />
L2<br />
L1<br />
L3<br />
L1<br />
L3<br />
G1<br />
G1<br />
Ø D3<br />
Ø D3<br />
ISO 7388 B mit Durchgangsbohrung ISO 7388 B with through-bore ISO 7388 B avec conduit d’arrosage<br />
Für <strong>SK</strong> Ident-Nr.<br />
Type For <strong>SK</strong> D1 D2 D3 L1 L2 L3 G1 Id.-no.<br />
Pour SA Référence<br />
AZB 40 40 18.95 12.95 17 44.5 16.40 11.15 M16 9938218<br />
AZB 50 50 29.10 19.60 25 65.5 25.55 17.95 M24 9938219<br />
ISO 7388 B abgedichtet ISO 7388 B sealed ISO 7388 B sans conduit d’arrosage<br />
Für <strong>SK</strong> Ident-Nr.<br />
Type For <strong>SK</strong> D1 D2 D3 L1 L2 L3 G1 Id.-no.<br />
Pour SA Référence<br />
AZB 40 40 18.95 12.95 17 44.5 16.40 11.15 M16 9938220<br />
AZB 50 50 29.10 19.60 25 65.5 25.55 17.95 M24 9938221<br />
ANSI-CAT 40 (MAZAK)<br />
mit Durchgangsbohrung<br />
ANSI-CAT 40 (MAZAK)<br />
with through-bore<br />
ANSI-CAT 40 (MAZAK)<br />
avec conduit d’arrosage<br />
Für CAT Ident-Nr.<br />
Type For CAT D1 D2 D3 L1 L2 L3 G1 Id.-no.<br />
Pour CAT Référence<br />
AZB 40 40 18.95 12.95 17 44.5 16.40 11.15 M16 9938222<br />
ANSI-CAT 50 (MAZAK)<br />
mit Durchgangsbohrung<br />
ANSI-CAT 50 (MAZAK)<br />
with through-bore<br />
ANSI-CAT 50 (MAZAK)<br />
avec conduit d’arrosage<br />
Für CAT Ident-Nr.<br />
Type For CAT D1 D2 D3 L1 L2 L3 G1 Id.-no.<br />
Pour CAT Référence<br />
AZB 50 50 28.956 20.828 25 65.4 25.4 17.78 M24 9938223<br />
ANSI-CAT 40 (MAZAK)<br />
ohne Abdichtung an Stirnseite<br />
ANSI-CAT 40 (MAZAK)<br />
without seal at face<br />
ANSI-CAT 40 (MAZAK)<br />
sans conduit d’arrosage<br />
Für CAT Ident-Nr.<br />
Type For CAT D1 D2 D3 L1 L2 L3 G1 Id.-no.<br />
Pour CAT Référence<br />
AZB 40 40 18.796 12.446 17 41.256 16.256 11.176 M16 9938224
Präzisions Anzugsbolzen High-precision pull-back bolt Tirettes de serrage precision<br />
G2<br />
Ø D1<br />
Ø D2<br />
Ø D1<br />
Ø D2<br />
Ø D1<br />
Ø D2<br />
L2<br />
α<br />
15º<br />
L2<br />
L1<br />
L2<br />
L3<br />
L3<br />
L2<br />
L3<br />
L1<br />
L1<br />
L1<br />
G1<br />
Ø D3<br />
G1<br />
G1<br />
G1<br />
Ø D3<br />
Ø D3<br />
Ø D3<br />
Anzugsbolzen mit<br />
Sägengewinde S 20 x 2<br />
Pull-back bolt with<br />
buttress thread S 20 x 2<br />
Tirette avecfilet en dent<br />
de scie S 20 x 2<br />
Für <strong>SK</strong> Ident-Nr.<br />
Type For <strong>SK</strong> D3 L1 L2 G1 G2 Id.-no.<br />
Pour SA Référence<br />
AZB 40 40 17 53 25 M16 S20 x 2 9938225<br />
MAS 403 30°/45° MAS 403 30°/45° MAS 403 30°/45°<br />
Für BT Ident-Nr.<br />
Type For BT D1 D2 D3 L1 L2 L3 G1 α Id.-no.<br />
Pour BT Référence<br />
AZB 30 30 30° 11 7 12.5 43 23 18 M12 30° 9938228<br />
AZB 40 40 45° 15 40 17.0 60 35 28 M16 45° 9150122<br />
AZB 40 40 30° 15 40 17.0 60 35 28 M16 30° 9938229<br />
AZB 50 50 45° 23 17 25.0 85 45 35 M24 45° 9938226<br />
AZB 50 50 30° 23 17 25.0 85 45 35 M24 30° 9938230<br />
JIS B 6339 mit Durchgangsbohrung JIS B 6339 with through-bore JIS B 6339 avec conduit d’arrosage<br />
Für BT Ident-Nr.<br />
Type For BT D1 D2 D3 L1 L2 L3 G1 Id.-no.<br />
Pour BT Référence<br />
AZB 40 40 19 14 17 54 29 23 M16 9150116<br />
AZB 50 50 28 21 25 74 34 25 M24 9150118<br />
Mori-Seiki MAS 90° Mori-Seiki MAS 90° Mori-Seiki MAS 90°<br />
Für BT Ident-Nr.<br />
Type For BT D1 D2 D3 L1 L2 L3 G1 Id.-no.<br />
Pour BT Référence<br />
AZB 40 40 15 10 17 60 35 28 M16 9938208<br />
AZB 50 50 23 17 25 85 45 35 M24 9938209<br />
49<br />
Accessories
Präzisions Anzugsbolzen High-precision pull-back bolt Tirettes de serrage precision<br />
Ø D1<br />
50<br />
Ø D2<br />
Ø D1<br />
Ø D2<br />
Ø D1<br />
Ø D2<br />
Ø D1<br />
Ø D2<br />
Ø D1<br />
Ø D2<br />
G2<br />
15º<br />
15°<br />
L2<br />
L2<br />
L2<br />
15º<br />
L3<br />
L3<br />
L2<br />
15°<br />
L1<br />
L1<br />
L3<br />
L1<br />
G1<br />
Ø D3<br />
G1<br />
Ø D3<br />
<strong>SK</strong> 40 mit Messingschutzring / <strong>SK</strong> 40 with brass protection ring /<br />
SA 40 avec bague de protection en laiton<br />
L2<br />
15°<br />
L3<br />
L3<br />
L1<br />
L1<br />
G1<br />
G1<br />
Ø D3<br />
Ø D3<br />
<strong>SK</strong> 40 mit Messingschutzring / <strong>SK</strong> 40 with brass protection ring /<br />
SA 40 avec bague de protection en laiton<br />
G1<br />
Ø D3<br />
<strong>SK</strong> 40 mit Messingschutzring / <strong>SK</strong> 40 with brass protection ring /<br />
SA 40 avec bague de protection en laiton<br />
DIN 69872 Form A<br />
mit Durchgangsbohrung<br />
DIN 69872 Form A<br />
with through-bore<br />
DIN 69872 Forme A<br />
avec conduit d’arrosage<br />
Für <strong>SK</strong> Ident-Nr.<br />
Type For <strong>SK</strong> D1 D2 D3 L1 L2 L3 G1 Id.-no.<br />
Pour SA Référence<br />
AZB 40 40 19 14 17 54 26 20 M16 9938210<br />
AZB 50 50 28 21 25 74 34 25 M24 9938211<br />
DIN 69872 Form B abgedichtet DIN 69872 Form B sealed DIN 69872 Forme B<br />
sans conduit d’arrosage<br />
Für <strong>SK</strong> Ident-Nr.<br />
Type For <strong>SK</strong> D1 D2 D3 L1 L2 L3 G1 Id.-no.<br />
Pour SA Référence<br />
AZB 40 40 19 14 17 54 26 20 M16 9150117<br />
AZB 50 50 28 21 25 74 34 25 M24 9150119<br />
Ott-Ringnut mit Durchgangsbohrung Ott-ring groove with through-bore Tirette Ott à rainure circulaire<br />
avec conduit d’arrosage<br />
Für <strong>SK</strong> Ident-Nr.<br />
Type For <strong>SK</strong> D1 D2 D3 L1 L2 L3 G1 Id.-no.<br />
Pour SA Référence<br />
AZB 40 40 25.0 21.1 17 53 25 13.60 M16 9938212<br />
AZB 50 50 39.3 32.0 25 65 25 13.35 M24 9938213<br />
Ott-Ringnut abgedichtet Ott-ring groove sealed Tirette Ott à rainure circulaire<br />
sans conduit d’arrosage<br />
Für <strong>SK</strong> Ident-Nr.<br />
Type For <strong>SK</strong> D1 D2 D3 L1 L2 L3 G1 Id.-no.<br />
Pour SA Référence<br />
AZB 40 40 25.0 21.1 17 53 25 13.60 M16 9938214<br />
AZB 50 50 39.3 32.0 25 65 25 13.35 M24 9938215<br />
Ott-Ringnut mit Innengewinde Ott-ring with inside thread Tirette OTT à rainure circulaire<br />
avec filetage intérieur<br />
Für <strong>SK</strong> Ident-Nr.<br />
Type For <strong>SK</strong> D1 D2 D3 L1 L2 L3 G1 Id.-no.<br />
Pour SA Référence<br />
AZB 40 40 25.0 21.1 17 53 25 13.60 M16 9938216<br />
AZB 50 50 39.3 32.0 25 65 25 13.35 M24 9938217
51<br />
Accessories
SCHUNK Zubehör<br />
und Ersatzteile<br />
■ Kühlmittelrohre<br />
zur Optimierung der inneren Kühlmittelzufuhr<br />
bei H<strong>SK</strong>-Werkzeugen<br />
G<br />
52<br />
l1<br />
l2<br />
F<br />
1°<br />
Ø d1<br />
Ausführung: minimale, leichtgängige Winkelbeweglichkeit<br />
des Kühlmittelrohres ± 1°,<br />
neutral zentriert, axial gedichtet<br />
Lieferumfang: mit Runddichtringen DIN 3770 und<br />
Überwurfmutter<br />
■ Schlüssel für Kühlmittelrohre<br />
zum Einschrauben der KMR in den Hohlschaftkegel<br />
■ Zylinderbürste, Type ZB<br />
zur Säuberung des Spann-Ø<br />
L<br />
Ø d<br />
SCHUNK Accessories<br />
and spare parts<br />
■ Coolant tubes<br />
for optimum coolant supply of H<strong>SK</strong> tools<br />
Für H<strong>SK</strong>-A Für H<strong>SK</strong>-B F bei 1° Ident-Nr.<br />
Type For H<strong>SK</strong>-A For H<strong>SK</strong>-B F at 1° d1 l1 l2 G Id.-no.<br />
Pour H<strong>SK</strong>-A Pour H<strong>SK</strong> B F avec 1° Référence<br />
KMR 32 32 40 5 N 6 5.5 25.7 M10 x 1.0 9799 136<br />
KMR 40 40 50 5 N 8 7.5 29.2 M12 x 1.5 9799 137<br />
KMR 50 50 63 6 N 10 9.5 32.7 M16 x 1.5 9799 138<br />
KMR 63 63 80 6 N 12 11.5 36.2 M18 x 1.0 9799 133<br />
KMR 80 80 100 7 N 14 13.5 39.7 M20 x 1.5 9799 135<br />
KMR 100 100 125 7 N 16 15.0 43.6 M24 x 1.5 9799 134<br />
Type: minimum, easy angular movement<br />
of the coolant tube ± 1°,<br />
centred neutrally, sealed axially<br />
Scope of delivery: O-ring seal DIN 3770 and<br />
swivel nut<br />
■ Key for coolant tubes<br />
for screwing KMR in position in the hollow<br />
cone shaft<br />
SCHUNK Accessoires et<br />
pièces détachées<br />
■ Tubes de liquide d’arrosage<br />
pour optimiser l’arrosage par l’intérieur des<br />
outils H<strong>SK</strong><br />
Modèle: mouvement angulaire minimal<br />
possible ± 1°, centrage<br />
neutre, étanchéité axiale<br />
Contenu de la livraison: joints toriques DIN 3770<br />
et écrou d’accouplement<br />
■ Clés de montage de tube<br />
de liquide d`arrosage<br />
KMR dans les mandrins<br />
Für H<strong>SK</strong>-A Für H<strong>SK</strong>-B Ident-Nr.<br />
Type For H<strong>SK</strong>-A For H<strong>SK</strong>-B L d Id.-no.<br />
Pour H<strong>SK</strong>-A Pour H<strong>SK</strong> B Référence<br />
KMRS 32 32 40 107 19.5 9799 150<br />
KMRS 40 40 50 111 11.5 9799 151<br />
KMRS 50 50 63 120 15.5 9799 152<br />
KMRS 63 63 80 122 17.5 9799 153<br />
KMRS 80 80 100 126 18.5 9799 154<br />
KMRS 100 100 125 141 22.5 9799 155<br />
■ Cleaning brush, Type ZB<br />
to clean clamping diameter<br />
■ Brosse cylindrique, Type ZB<br />
pour nettoyage du diamètre de serrage<br />
D passend für SDF mit Spann-Ø Ausführung Ident-Nr.<br />
Type D matching for SDF with clamping-Ø Design Id.-no.<br />
D pour SDF avec Ø de serrage Version Référence<br />
ZB 6 6 mm Nylon 9102 002<br />
ZB 8 8 mm Nylon 9102 003<br />
ZB 10 10 mm Nylon 9102 004<br />
ZB 12 12 mm Nylon 9102 005<br />
ZB 16 16 mm Nylon 9102 017<br />
ZB 20 20 mm Nylon 9102 007
SCHUNK<br />
Werkzeug-Identifikation<br />
Unsere <strong>TRIBOS</strong> Spannfutter können mit Codeträgern ausgerüstet<br />
werden. Wir bieten die Möglichkeit, Schreib-<br />
/Lese-Datenträger einzusetzen. Unsere Werkzeuge sind<br />
auf den Einsatz von Balluff-Codeträgern ausgelegt.<br />
Schreib-/Lese-Datenträger<br />
Codeträger BIS-C mit<br />
511 Byte Speicher<br />
Die Datenträger können beliebig oft beschrieben werden.<br />
Der Datenträger benötigt keine Batterie zur<br />
Spannungsversorgung. Energie und Daten, die der<br />
Codeträger benötigt, werden induktiv vom Schreib-<br />
/Lesekopf eingekoppelt. Sicherheit der Datenübertragung<br />
wird durch eine Plausibilitätsprüfung gewährleistet.<br />
Maß: Ø10 x 4.5 mm<br />
Gehäusewerkstoff: Epoxyd-Preßmasse<br />
Speicherkapazität: 511 Byte<br />
Passender Schreib-/Lesekopf: BIS -C-300 / 302 / 305<br />
Max. Schreib-/Leseabstand: 2.5 mm<br />
Einbauart: bündig<br />
Arbeitstemperatur: 0 bis + 70 °C<br />
Lagertemperatur: – 20 bis + 85°C<br />
Schutzart nach DIN 40050: IP 67<br />
Programmierzyklen: 100 000 (bis 70°C)<br />
SCHUNK<br />
Tool identification<br />
RAM Data Carrier<br />
Code chip BIS-C ,with<br />
511 byte memory<br />
* Baugleich mit Sandvik-Datenträger / Identical with Sandvik data carrier / Compatible avec Sandvik<br />
Our <strong>TRIBOS</strong> expansion chucks have the option to be<br />
equipped with RANDOM ACCESS (RAM) code chips.<br />
Our chucks accomodate the standard BALUFF RAM chips.<br />
The chips can be exposed to an unlimited number of<br />
reading and writing cycles. The chips do not require a<br />
battery as a power supply. All data and energy that the<br />
chip requires are supplied inductively by the reading and<br />
writing head. Data transmission is ensured by a<br />
plausibility test.<br />
Dimension: Ø 10 x 4.5 mm<br />
Housing material: Poly-A<br />
Storing capacity: 511 bytes<br />
Matching reading and<br />
writing head: BIS -C-300 / 302 / 305<br />
Max. reading/<br />
writing distance: 2.5 mm<br />
Mode of installation: flush mounted<br />
Operat. temperature: 0 to + 70 °C<br />
(32 to + 158 °F)<br />
Stocking temperature: – 20 to + 85°C<br />
(– 4 to + 185 °F)<br />
Protection class<br />
as per DIN 40050: IP 67<br />
Programming cycles: 100 000<br />
(up to 70°C / 158 °F)<br />
Einbau Ident-Nr.<br />
SCHUNK-Type Installation Id.-no.<br />
Montage Référence<br />
Zum Einbau in <strong>TRIBOS</strong>-Spannfutter mit <strong>SK</strong> und H<strong>SK</strong> Aufnahme<br />
BIS-C-122-04/L* To mount in <strong>TRIBOS</strong> Expansion Chuck with <strong>SK</strong> and H<strong>SK</strong> mounting 9905 355<br />
Pour le montage dans mandrin expansible <strong>TRIBOS</strong> avec attachement SA ou H<strong>SK</strong><br />
SCHUNK<br />
codification d’outil<br />
Nos mandrins expansibles <strong>TRIBOS</strong> peuvent être équipés<br />
de puces de codification. Nous vous offrons la possibilité<br />
d’utiliser des puces à écriture/lecture. Nos outils sont<br />
conçus pour une utilisation des puces Balluff.<br />
Puces écriture/lecture<br />
de codification BIS-C à mémoire<br />
511 byte<br />
La puce de codification peut être utilisée indéfiniement.<br />
Cela ne nécessite pas d’alimentation d’énergie de<br />
l’extérieur, les données sont transmises par couplage<br />
inductif. Le contrôle de transfert des données est assuré<br />
par un contrôle de vraissemblance.<br />
Dimension: 0/10 x 4.5 mm<br />
Matière du boitier: résine d’epoxyd<br />
Mémoire: 511 byte<br />
Tête de lecture adéquate: BIS -C-300 / 302 / 305<br />
Distance max. d’écriture<br />
et de lecture: 2.5 mm<br />
Montage: à fleur<br />
Température d’utilisation: 0 jusqu’à + 70 °C<br />
Température de stockage: – 20 °C jusqu’à + 85 °C<br />
Protection DIN 40050: IP 67<br />
Cycle de programmation: 100 000<br />
(jusqu’à 70 °C)<br />
■ Technische Daten ■ Technical Data ■ Caractéristiques techniques<br />
Aktive Fläche<br />
Active surface<br />
BIS-C-122-04/L*<br />
4.5<br />
max. Ø 10<br />
53<br />
Accessories
Unwuchteinflüsse auf<br />
Maschinenspindeln, Werkzeugaufnahmen<br />
und Werkzeuge<br />
Die Unwucht<br />
Eine Unwucht erzeugt bei der sich drehenden Spindel<br />
eine Fliehkraft, die die Laufruhe des Werkzeugs stört.<br />
Diese Unwucht hat Einfluss auf den Arbeitsprozess und die<br />
Lebensdauer des Spindellagers.<br />
Die Fliehkraft F wächst linear mit der Unwucht U und<br />
quadratisch mit der Drehzahl nach untenstehender<br />
Formel.<br />
Beispiel:<br />
54<br />
F = U · � 2<br />
Auswuchten<br />
Um unerwünschte Fliehkräfte auszugleichen, muss die<br />
symmetrische Massenverteilung wiederhergestellt werden,<br />
mit dem Ziel, dass auf die Spindellagerung keine<br />
Fliehkräfte wirken. Bei Werkzeugaufnahmen sind<br />
Ausgleichsbohrungen oder -flächen üblich. Dadurch tendiert<br />
die Summe aller auf die Achse wirkenden Fliehkräfte<br />
gegen Null (siehe DIN ISO 1940).<br />
Schwerpunktverlagerung<br />
Durch die Unwucht einer Welle wird deren Schwerpunkt<br />
aus der Drehachse um einen Abstand in Richtung der<br />
Unwucht verlagert. Dieser Abstand wird auch Restexzentrizität<br />
e oder Schwerpunktverlagerung genannt. Je<br />
größer die Wuchtkörpermasse m ist, desto größer kann<br />
die zulässige Restunwucht U sein.<br />
e = U<br />
m<br />
Fliehkraft<br />
Centrifugal force<br />
Force centrifuge<br />
Unwucht<br />
Imbalance<br />
Balourd<br />
Drehzahl<br />
Revolutions<br />
Vitesse de rotation<br />
Masse mit gespanntem Fräser m = 1.340 kg<br />
Betriebsdrehzahl n = 30 000 min -1<br />
Geforderte Wuchtgüte G1<br />
Max. Restexzentrizität ezul = 0.318 µm<br />
Max. Unwucht U = 0.427 gmm<br />
Unwucht durch Rundlauffehler<br />
zwischen Spindel und Futter r = 2 µm<br />
Erzeugte Unwucht U = 2.68 gmm<br />
Unwucht<br />
Imbalance<br />
Balourd<br />
Effect of imbalance on spindles,<br />
tool holders and tools<br />
Imbalance<br />
An imbalance produces a centrifugal force at the rotating<br />
spindle impeding the smooth running of the tool. This<br />
imbalance influences the working process and the life<br />
span of the spindle bearings.<br />
The centrifugal force F increases linear with the imbalance<br />
U and squared with the number of revolutions according<br />
to the formula below.<br />
Counter balancing<br />
To compensate unwanted centrifugal forces, the symmetrical<br />
distribution of mass must be restored with the aim<br />
of eliminating any centrifugal forces influencing the spindle<br />
bearing. Tool holders generally have compensating<br />
holes or areas which assist in directing the total<br />
amount of all centrifugal forces influencing the axis<br />
towards zero (see DIN ISO 1940).<br />
Eccentricity of gravity center<br />
The imbalance of a spindle causes its center of gravity<br />
to deviate a certain distance from the rotating axis in<br />
direction of the imbalance. This distance is called<br />
rest-eccentricity e or eccentricity of center of gravity. The<br />
heavier the weight of the body mass m, the greater the<br />
rest-imbalance U permissible.<br />
Example:<br />
F = U · � 2 F = U · � 2<br />
e = U<br />
m<br />
Fliehkraft<br />
Centrifugal force<br />
Force centrifuge<br />
Ausgleichsbohrung<br />
Compensation hole<br />
Alésage d’équilibrage<br />
Drehzahl<br />
Revolutions<br />
Vitesse de rotation<br />
Mass in clamped milling cutter m = 1.340 kg<br />
Operating speed n = 30 000 min -1<br />
Required balance grade G1<br />
Max. rest eccentricity eacc = 0.318 µm<br />
Max. imbalance U = 0.427 gmm<br />
Imbalance through error in concentricity<br />
between spindle and chuck r = 2 µm<br />
Produced imbalance U = 2.68 gmm<br />
Restrexzentrizität<br />
Rest eccentricity<br />
Excentricité résiduelle<br />
Influence du balourd sur les broches,<br />
les portes outils et les outils<br />
Le balourd<br />
Un balourd engendre une force centrifuge sur la broche en<br />
rotation qui pertube la rotation de l’outil. Ce balourd influe<br />
sur le processus de travail et sur la durée de vie du roulement<br />
de broche.<br />
La force centrifuge F croit linéairement avec le balourd<br />
U et au carré avec la vitesse de rotation d’après la<br />
formule ci-dessous.<br />
L’équilibrage<br />
Pour compenser des forces centrifuges génantes, il faut<br />
rétablir une parfaite répartition des masses dans le but<br />
d’éviter que des forces centrifuges ne s’exercent sur les<br />
paliers de broche. Pour cela, on enlève de la matière sur<br />
les portes outils. Ainsi la somme de toutes les forces centrifuge<br />
agissants sur l’axe tendent vers zéro.<br />
(voir DIN ISO 1940).<br />
Déplacement du centre de gravité<br />
Le balourd d’un arbre décale son centre de gravité vers ce<br />
balourd. Ce décalage se nomme également excentricité<br />
résiduelle ou déplacement du centre de gravité. Plus la<br />
masse du corps m est importante, plus le balourd résiduel<br />
acceptable U pourra être important.<br />
Schwerpunkt<br />
Center of gravity<br />
Centre de gravité<br />
Drehachse<br />
Rotating axis<br />
Axe de rotation<br />
Exemple:<br />
e = U<br />
m<br />
Ausgleichsbohrung<br />
Compensation hole<br />
Alésage d’équilibrage<br />
Unwucht<br />
Imbalance<br />
Balourd<br />
Drehzahl<br />
Revolutions<br />
Vitesse de rotation<br />
Masse avec fraise montée m = 1.340 kg<br />
Vitesse de rotation d’usinage n = 30 000 min -1<br />
Qualité d’équilibrage demandée G 1<br />
Excentricité résiduelle max. eacc = 0.318 µm<br />
Balourd max. U = 0.427 gmm<br />
Balourd occasionné par le défaut de concentricité<br />
entre la broche et le mandrin r = 2 µm<br />
Balourd résultant U = 2.68 gmm
Unwuchtberechnung<br />
Die Unwucht ist ein Maß, das angibt, wieviel unsymmetrisch<br />
verteilte Masse in radialer Richtung von der Drehachse<br />
entfernt ist. Die Unwucht wird in gmm angegeben.<br />
Das Abstandmaß e sagt aus, wie weit der Schwerpunkt<br />
eines Teils von der Drehachse entfernt ist. Die Unwucht<br />
ergibt sich aus:<br />
darin ist:<br />
U = Unwucht in gmm<br />
e = Schwerpunktabstand in µm<br />
m = Masse in kg<br />
Da der Abstand in der Regel unbekannt ist, wird die<br />
Unwucht Uist auf einer Wuchtmaschine ermittelt und mit<br />
Hilfe von Abtragungen an einem definierten Ausgleichsradius<br />
auf annähernd Unull minimiert. Das zulässige<br />
Abstandsmaß e ergibt sich aus den Kundenanforderungen.<br />
Durch ezul kann etwa abgeschätzt werden, wie schwierig<br />
das Auswuchten sein wird. Die zulässige Restmasse mR<br />
errechnet sich mit der Formel:<br />
darin ist:<br />
U = m · e<br />
mR = ezul · m<br />
r<br />
r = Ausgleichsradius in mm<br />
(der Ausgleichsradius ist der Radius, in den beim<br />
Wuchten gebohrt wird)<br />
m = Masse in kg<br />
ezul = zul. Abstandsmaß in µm bzw.<br />
mR = Restmasse in g<br />
g · m<br />
kg<br />
Beispiel:<br />
Bei einem zulässigen Abstandsmaß von ezul = 4.01 µm,<br />
das entspricht G6.3 bei 15 000 U/min., einem<br />
Futtergewicht (z.B. <strong>TRIBOS</strong>-R Spannfutter Ident-<br />
Nr. 203 333, d.h. H<strong>SK</strong>-A 63, Spann-Ø 12) von<br />
m = 1.125 kg und einem Ausgleichsradius von r = ca. 25<br />
mm (Bohren bei d4) ergibt sich für die max.<br />
zulässige Ausgleichsmasse mR:<br />
mR = 4.01 µm · 1.125 kg = 0.180 g<br />
25 mm<br />
Calculating imbalance<br />
Imbalance is a measure, specifying how much unsymmetrical<br />
distributed mass deviates radially from the<br />
rotating axis. Imbalance is measured in gmm. The<br />
measure of distance e determines the distance of the center<br />
of gravity of an element to the rotating axis.<br />
Imbalance is calculated as follows:<br />
whereby:<br />
U = imbalance in gmm<br />
e = eccentricity of center of gravity in µm<br />
m = mass in kg<br />
As the distance e is generally unknown, the imbalance Uis<br />
is calculated on a balancing machine and minimised to<br />
approx. Uzero with the help of reductions at a defined compensation<br />
radius. The acceptable measure of<br />
distance e is determined by customer requirements.<br />
Through eacc, the difficulties of balancing can be gauged<br />
approximately. The acceptable rest-mass mR is calculated<br />
with the formula:<br />
whereby:<br />
U = m · e U = m · e<br />
mR = ezul · m<br />
r<br />
r = compensation radius in mm<br />
(the compensation radius is the radius of drilling<br />
when balancing)<br />
m = mass in kg<br />
eacc = accept. measure of distance in µm or<br />
mR = rest mass in g<br />
g · m<br />
kg<br />
Example:<br />
With an accept. measure of distance of eacc = 4.01 µm,<br />
which corresponds to G6.3 at 15 000 rev./min., a<br />
chuck weight (e.g. <strong>TRIBOS</strong> expansion chuck Id.-No.<br />
203 333 i.e. H<strong>SK</strong>-A 63, clamping-Ø 12) of m = 1.125<br />
kg and a compensation radius of r = approx. 25 mm (drilling<br />
at d4) the max. acceptable compensationmass<br />
mR is calculated as follows:<br />
mR = 4.01 µm · 1.125 kg = 0.180 g<br />
25 mm<br />
Formeln und Kurzzeichen / Formulas and symbols / Formules et symboles<br />
e = U<br />
G G = e · � Wuchtgüte / Balance grade / Qualité d’équilibrage<br />
m [g] Masse / Mass / Masse<br />
mR [g] Unsymmetrische Masse / Unsymmetrical mass / Masse assymétrique<br />
r [mm]<br />
Abstand mR zur Drehachse / Distance between mR and rotating axis /<br />
Distance entre mg et axe de rotation<br />
n [1/min] Drehzahl / Revolutions / Vitesse de rotation<br />
e [µm]<br />
m<br />
Schwerpunktabstand / Eccentricity of center of gravity /<br />
Excentricité au centre de gravité<br />
� [1/sec] � = 2 · � · n Winkelgeschwindigkeit / Angular velocity / Vitesse angulaire<br />
U [gmm] U = mR · r = m · e Unwucht / Imbalance / Balourd<br />
F [N] F = U · �2 Fliehkraft / Centrifugal force / Force centrifuge<br />
Die Restunwucht e lässt sich aus der gewünschten Qualitätsstufe G und � errechnen, es gilt:<br />
The rest-imbalance e is calculated acc. to the desired quality grade G and �, the following applies: e =<br />
Le balourd résiduel e peut se calculer à l’aide de G et �:<br />
G = U<br />
� m<br />
Calcul du balourd<br />
Le balourd est une unité qui donne les masses réparties<br />
assymétriquement déviant radialement par rapport à<br />
l’axe. Le balourd s’exprime en gmm. L’unité de distance<br />
e exprime la distance du centre de gravité d’une pièce par<br />
rapport à l’axe de rotation.<br />
Le balourd résulte de:<br />
avec:<br />
U = balourd en gmm<br />
e = excentricité du centre de gravité en µm<br />
m = masse en kg<br />
Comme en général l’excentricité e n’est pas connue, le<br />
balourd Uzero est déterminé sur une machine à équilibrer<br />
et il est réduit à l’aide de perçages dans un rayon de<br />
compensation.<br />
L’excentricité admise est déterminée par le client. A<br />
l’aide de eacc on peut juger approximativement des<br />
difficultés que représentent l’équilibrage. La masse<br />
résiduelle mR admise se calcule d’après la formule:<br />
avec:<br />
mR = ezul · m<br />
r<br />
r = rayon de compensation en mm<br />
(le rayon de compensation est le rayon dans<br />
lequel sont réalisés les perçages)<br />
m = masse en kg<br />
eacc = distance acceptable en µm ou<br />
mR = masse résiduelle en g<br />
g · m<br />
kg<br />
Exemple:<br />
Avec une distance acceptable de eacc = 4.01 µm<br />
correspondant à G6.3 à 15 000 tr./min., un poids de<br />
m = 1.125 kg (p. e. pour un <strong>TRIBOS</strong> mandrin expansible<br />
réf. 203 333, H<strong>SK</strong>-A 63, diamètre de serrage 12)<br />
et un rayon de compensation de r = env. 25 mm<br />
(perçage à d4) il résulte la masse résiduelle max. mR<br />
suivante:<br />
mR = 4.01 µm · 1.125 kg = 0.180 g<br />
25 mm<br />
Schwerpunktabstand »e« zur<br />
Drehachse<br />
Eccentricity of center of gravity<br />
»e« to the rotating axis<br />
Excentricité au centre de<br />
gravité »e« et l’axe de rotation<br />
Wuchtbohrung<br />
Balancing hole<br />
Alésage d’équilibrage<br />
Drehachse<br />
Rotating axis<br />
Axe de rotation<br />
55<br />
Information
Berechnung der Gesamtwuchtgüte<br />
des zusammmengesetzten Systems:<br />
Maschinenspindel · Werkzeugaufnahme · Werkzeug<br />
Darstellung der Gesamtwuchtgüte / Illustration of balancing<br />
grade total / Illustration de l’équilibrage total<br />
Abb.: Auswucht-Gütestufen für starre Wuchtkörper nach DIN ISO 1940-1.<br />
Zulässige, auf die Wuchtkörpermasse bezogene Restunwuchten für verschiedene<br />
Gütestufen G in Abhängigkeit von der höchsten Betriebsdrehzahl des Wuchtkörpers.<br />
Quality levels of counterbalance for stiff balancing bodies (DIN ISO 1940-1).<br />
Admissible unbalance with regard to the mass of the balancing body for different quality<br />
levels G depending on the highest rotational speed of the balancing body.<br />
Qualité d’équilibrage pour corps à équilibrer rigides (DIN ISO 1940-1).<br />
Balourd résiduel admissible pour différentes qualités d’équilibrage G en fonction de la<br />
vitesse de rotation maximale du corps à équilibrer.<br />
Zulässige Restunwucht/Wuchtkörpermasse in g mm/kg (bzw.e in µm*)<br />
Admissible unbalance/mass of the balancing body in g mm/kg (e in µm*)<br />
Balourd résiduel admissible/masse du corps à équilibrer en gm/kg (e en µm*)<br />
* Für starre Wuchtkörper mit zwei Ausgleichsebenen gilt im allgemeinen je Ebene die<br />
Hälfte des betreffenden Richtwertes, für scheibenförmige, starre Wuchtkörper gilt der<br />
volle Richtwert<br />
* For stiff balancing bodies with two compensating levels, 50% of the standard value are<br />
valid for each level. For stiff, disk shaped balancing bodies, the whole standard value<br />
applies<br />
* Pour les corps à équilibrer rigides avec 2 plans de compensation, on prend en général le<br />
moitié de la valeur indicative par plan, pour ceux à disque, on prend la totalité de la<br />
valeur indicative<br />
Maximale Betriebsdrehzahl in U/min / Maximum operating speed in rpm / Vitesse de rotation tout maximale en rpm<br />
Maximale Betriebsdrehzahl in U/s / Maximum operating speed in rps / Vitesse de rotation tout maximale en rps<br />
56<br />
U ges. = U Spindel + U Werkzeug- +U<br />
tot.<br />
tot.<br />
Spindle<br />
Broche<br />
Beispiel / Example / Exemple<br />
Uges. = USpindel (G0.4) + UWkz.Aufnah. (G2.5) + UWkz. (G6.3)<br />
Berechnung der Restunwucht / Calculation of eccentricity /<br />
Calcul du balourd résiduel<br />
U = G · 60 · m<br />
2 · π · n<br />
USpindel<br />
Spindle<br />
Broche<br />
UAufnahme<br />
Tool holder<br />
Attachment<br />
UWerkzeug<br />
Tool<br />
Outil<br />
Umrechnung der Wuchtgüte des Gesamtsystems /<br />
Balancing grade conversion of the total system /<br />
Conversion de la qualité d’équilibrage du système complet<br />
G = Uges. · 2 · π ·<br />
aufnahme<br />
Tool holder<br />
Porte outil<br />
n<br />
60 · mges.<br />
Werkzeug<br />
Tool<br />
Outil<br />
m in g U in gmm<br />
= 0.4 · 60 ·15000 = 1.910<br />
2 · π · 30000<br />
= 2.5 · 60 · 1125 = 0.895<br />
2 · π · 30000<br />
=<br />
mges. in g: 16340<br />
6.3 · 60 · 215 = 0.431<br />
2 · π · 30000<br />
Uges. in gmm: 3.236<br />
Beispiel / Example / Exemple<br />
G = 3.236 gmm · 2 · π · 30000 · 1<br />
min = 0.62<br />
60 s · 16340 g<br />
Calculation of the total balancing<br />
grade of the assembled system:<br />
Spindle · Tool holder · Tool<br />
Maschinenspindel<br />
mit 4-Punkt-Spanner<br />
Spindle with<br />
4-point tension<br />
Broche de machine<br />
avec serrage 4 points<br />
<strong>TRIBOS</strong>-R<br />
0.65 gmm<br />
3 µm<br />
2.25 gmm<br />
2 µm<br />
Gesenkfräser<br />
Countersink<br />
Fraise à matrice<br />
Summe des Gesamtsystems<br />
Sum of total system<br />
Somme de l’assemblage complet<br />
80<br />
63<br />
50<br />
40<br />
31.5<br />
25<br />
20<br />
16<br />
12.5<br />
10<br />
8<br />
6.3<br />
5<br />
4<br />
3.15<br />
2.5<br />
2<br />
1.6<br />
1.25<br />
1<br />
0.8<br />
0.63<br />
0.5<br />
0.4<br />
0.315<br />
0.25<br />
0.2<br />
0.16<br />
0.125<br />
0.1<br />
0.08<br />
0.063<br />
0.05<br />
0.04<br />
300<br />
G<br />
G<br />
G<br />
G<br />
25<br />
Spindel – Wuchtgüte<br />
rotierender Teile<br />
1.0<br />
20<br />
0.8<br />
15<br />
0.6<br />
10<br />
0.4<br />
5<br />
1<br />
0.2<br />
Werkzeugaufnahme<br />
Exzentrizität 2 µm<br />
25<br />
20<br />
15<br />
10<br />
5<br />
1<br />
25<br />
20<br />
15<br />
10<br />
5<br />
Werkzeug<br />
Exzentrizität 3 µm<br />
G 16<br />
Calcul de la qualité d’équilibrage<br />
total du système complet:<br />
Broche · Porte outil · Outil<br />
2.5<br />
1<br />
G 6.3<br />
600 950 1500 3000 6000 9500 15000 30000 60000 95000<br />
5 10 16 25 50 100 160 250 500 1000 1600<br />
6.3<br />
G 2.5<br />
Spindle - Balancing<br />
grade of rotating parts<br />
G 1<br />
Tool holder<br />
eccentricity 2 µm<br />
16<br />
G 0.4<br />
2.5<br />
Tool<br />
Eccentricity 3 µm<br />
0.4<br />
Broche - Qualité d'équilibrage<br />
des pièces en rotation<br />
Porte outil<br />
excentricité 2 µm<br />
25<br />
2.5<br />
20<br />
15<br />
10<br />
5<br />
2.5<br />
2<br />
1.5<br />
1<br />
0.5<br />
0.47 0.65<br />
0.52<br />
0.45<br />
0.57<br />
0.55<br />
0.83<br />
0.81 0.88 1.01<br />
1.50<br />
1.48 1.55 1.68<br />
Gesamtwuchtgüte Balancing grade total Qualité d’équilibrage totale<br />
n = 30 000 1/min n = 30 000 1/min n = 30 000 1/min<br />
0.75<br />
0.62<br />
6.3<br />
Outil<br />
Excentricité 3 µm<br />
16
Wuchtempfehlungen<br />
Derzeit wird im Rahmen des Arbeitskreises Wuchten<br />
bei der Deutschen Arbeitsgemeinschaft Industrielle<br />
Forschung eine Vorlage zur Empfehlung für das wirtschaftliche<br />
Wuchten erarbeitet.<br />
Die Firma SCHUNK wird bis zur Verabschiedung dieser<br />
Richtlinie aufgrund des derzeitigen Kenntnisstandes alle<br />
<strong>TRIBOS</strong> Spannfutter standardmässig auf die folgenden<br />
Wuchtgüten feinwuchten:<br />
H<strong>SK</strong>-A 32-63 G6.3 bei 15 000 min -1<br />
H<strong>SK</strong>-A 80-100 G6.3 bei 12 000 min -1<br />
H<strong>SK</strong>-C 32-63 G6.3 bei 15 000 min -1<br />
H<strong>SK</strong>-C 80-100 G6.3 bei 12 000 min -1<br />
H<strong>SK</strong>-E 32-63 G6.3 bei 30 000 min -1<br />
<strong>SK</strong>-40 & 50 G6.3 bei 15 000 min -1<br />
BT-40 & 50 G6.3 bei 15 000 min -1<br />
Da die Drehzahl letztendlich den größten Einfluss hat, und<br />
auch von der Schnittstelle Spindel bzw. Spindellagerung<br />
Grenzen vorliegen, wurden im Rahmen der H<strong>SK</strong>-Normung<br />
folgende Grenzdrehzahlen für die H<strong>SK</strong>-Schnittstellen als<br />
Richtwerte empfohlen:<br />
H<strong>SK</strong>-A 32 bis 50 000 min -1<br />
H<strong>SK</strong>-A 40 bis 42 000 min -1<br />
H<strong>SK</strong>-A 50 bis 30 000 min -1<br />
H<strong>SK</strong>-A 63 bis 25 000 min -1<br />
H<strong>SK</strong>-A 80 bis 20 000 min -1<br />
H<strong>SK</strong>-A 100 bis 16 000 min -1<br />
Abhängig vom Werkzeug kann es bei diesen maximalen<br />
Drehzahlen notwendig sein, die Werkzeugaufnahme und<br />
das Werkzeug gemeinsam zu wuchten.<br />
Klare Grenzwerte können nur unter Berücksichtigung der<br />
Maschinen- oder Spindelausführung und bei definierten<br />
Werkzeugen mit Auskraglängen festgelegt werden.<br />
Drehzahlfestigkeit<br />
<strong>TRIBOS</strong> Spannfutter sind an der TU in Darmstadt bei<br />
Schleuderversuchen für den HSC-Bereich bis zu einer<br />
Drehzahl von 200 000 min -1 ohne jegliche Störung eingesetzt<br />
worden.<br />
Abhängig von der Schnittstelle können alle <strong>TRIBOS</strong>-S/<br />
-SVL Spannfutter bis zu einer Grenzdrehzahl von<br />
85 000 min -1 und alle <strong>TRIBOS</strong>-R Spannfutter bis<br />
55 000 min -1 in feingewuchteter Ausführung eingesetzt<br />
werden.<br />
Balancing recommendations<br />
In the ”Deutsche Arbeitsgemeinschaft Industrielle<br />
Forschung” a study group, covering the subject of balancing,<br />
is currently working on a submission dealing with the<br />
economic recommendations for balancing.<br />
Up to the ratification of these guidelines and in accordance<br />
with the current and latest information, SCHUNK will<br />
balance its expansion chucks as standard according the<br />
following balance qualities:<br />
H<strong>SK</strong>-A 32-63 G6.3 to 15 000 min -1<br />
H<strong>SK</strong>-A 80-100 G6.3 to 12 000 min -1<br />
H<strong>SK</strong>-C 32-63 G6.3 to 15 000 min -1<br />
H<strong>SK</strong>-C 80-100 G6.3 to 12 000 min -1<br />
H<strong>SK</strong>-E 32-63 G6.3 to 30 000 min -1<br />
<strong>SK</strong>-40 & 50 G6.3 to 15 000 min -1<br />
BT-40 & 50 G6.3 to 15 000 min -1<br />
Because rotational speed is the largest influencing<br />
factor together with the limits regarding the spindle or<br />
spindle bearing interface, the following rpm limits for H<strong>SK</strong>interfaces<br />
have been recommended as guidelines within<br />
the H<strong>SK</strong>-standards:<br />
H<strong>SK</strong>-A 32 up to 50 000 min -1<br />
H<strong>SK</strong>-A 40 up to 42 000 min -1<br />
H<strong>SK</strong>-A 50 up to 30 000 min -1<br />
H<strong>SK</strong>-A 63 up to 25 000 min -1<br />
H<strong>SK</strong>-A 80 up to 20 000 min -1<br />
H<strong>SK</strong>-A 100 up to 16 000 min -1<br />
Depending on the tool, it may be necessary to balance<br />
both tool holder and tool when applying these maximum<br />
rpm.<br />
Exact limits can only be determined if the machine and<br />
spindle manufacturers are taken into consideration and it<br />
is possible to define tools and projecting lengths.<br />
Resistance against high rpm<br />
<strong>TRIBOS</strong> expansion chucks successfully passed<br />
the balance test that was conducted at the Technical<br />
University of Darmstadt/Germany. The chucks were<br />
balance tested in the HSC range up to a speed of<br />
200 000 min -1.<br />
Depending on the interface, all <strong>TRIBOS</strong>-S/-SVL expansion<br />
chucks are applicable up to 85 000 min -1 and all <strong>TRIBOS</strong>-<br />
R expansion chuck to 55 000 min -1 in its balanced version.<br />
Préconisations d’équilibrage<br />
Un groupe d’étude du «Deutsche Arbeitsgemeinschaft<br />
Industrielle Forschung» travaille actuellement à<br />
l’élaboration des préconisations pour un équilibrage<br />
rentable.<br />
La société SCHUNK va, jusqu’à adoption de cette norme,<br />
équilibrer tous les mandrin expansible <strong>TRIBOS</strong>, selon les<br />
connaissances techniques actuelles, aux qualités d’équilibrage<br />
suivantes:<br />
H<strong>SK</strong>-A 32-63 G6.3 à 15 000 min -1<br />
H<strong>SK</strong>-A 80-100 G6.3 à 12 000 min -1<br />
H<strong>SK</strong>-C 32-63 G6.3 à 15 000 min -1<br />
H<strong>SK</strong>-C 80-100 G6.3 à 12 000 min -1<br />
H<strong>SK</strong>-E 32-63 G6.3 à 30 000 min -1<br />
<strong>SK</strong>-40 & 50 G6.3 à 15 000 min -1<br />
BT-40 & 50 G6.3 à 15 000 min -1<br />
Etant donné que la vitesse de rotation à la plus grande<br />
incidence et que des limites sont fixées par la broche et<br />
les roulements de broche les vitesses de rotations suivantes<br />
ont été définies comme limites recommandées pour<br />
les normes H<strong>SK</strong>:<br />
H<strong>SK</strong>-A 32 jusqu’à 50 000 min -1<br />
H<strong>SK</strong>-A 40 jusqu’à 42 000 min -1<br />
H<strong>SK</strong>-A 50 jusqu’à 30 000 min -1<br />
H<strong>SK</strong>-A 63 jusqu’à 25 000 min -1<br />
H<strong>SK</strong>-A 80 jusqu’à 20 000 min -1<br />
H<strong>SK</strong>-A 100 jusqu’à 16 000 min -1<br />
En fonction de l’outil, il est nécessaire, à ces vitesses de<br />
rotation élevées, d’équilibrer le porte outil équipé de<br />
l’outil.<br />
Les limites précises ne peuvent être définies qu’en<br />
tenant compte du type de machine ou de broche et de la<br />
longueur de l’outil.<br />
Résistance aux vitesses de<br />
rotation élevées<br />
L’école universitaire technique de Darmstadt (R.F.A.) a<br />
testé des mandrins expansibles <strong>TRIBOS</strong> lors des essais<br />
d’équilibrage pour l’UTGV jusqu’à une vitesse de rotation<br />
de 200 000 min -1 sans complication.<br />
En fonction de l’interface, tous les mandrins expansibles<br />
<strong>TRIBOS</strong>-S/-SVL équilibrés peuvent être utilisés<br />
jusqu’à une vitesse de rotation max. de 85 000 min -1 et<br />
mandrins expansibles <strong>TRIBOS</strong>-R 55 000 min -1.<br />
57<br />
Information
Übersicht H<strong>SK</strong> DIN 69 893 Overview H<strong>SK</strong> DIN 69 893 Aperçu H<strong>SK</strong> DIN 69 893<br />
Form A – Teil 1 Shape A – part 1 Forme A – partie 1<br />
H<strong>SK</strong>-Größen 32 ... 160 H<strong>SK</strong>-sizes 32 ... 160 H<strong>SK</strong>-dimensions 32 ... 160<br />
Hohlschaftkegel für automatischen Werkzeugwechsel mit<br />
Greif- und Indexiernut. Manuelle Betätigung durch<br />
Zugriffsbohrung im Kegel möglich. Das Drehmoment wird<br />
kraft- und formschlüssig übertragen.<br />
58<br />
d1<br />
Form C – Teil 1 Shape C – part 1 Forme C – partie 1<br />
H<strong>SK</strong>-Größen 32 ... 160 H<strong>SK</strong>-sizes 32 ... 160 H<strong>SK</strong>-dimensions 32 ... 160<br />
Hohlschaftkegel für manuellen Werkzeugwechsel.<br />
Betätigung durch Zugriffsbohrung im Kegel.<br />
Das Drehmoment wird kraft- und formschlüssig<br />
übertragen.<br />
d1<br />
Form E – Teil 5 Shape E – part 5 Forme E – partie 5<br />
H<strong>SK</strong>-Größen 25 ... 63 H<strong>SK</strong>-sizes 25 ... 63 H<strong>SK</strong>-dimensions 25 ... 63<br />
Normentwurf stand. proposal Normentwurf<br />
d1<br />
Hohlschaftkegel für automatischen Werkzeugwechsel<br />
(manuelle Betätigung durch Zugriffsbohrung im Kegel<br />
nicht möglich). Das Drehmoment wird kraftschlüssig<br />
übertragen.<br />
H<strong>SK</strong> Form A/C/E Shape A/C/E Forme A/C/E<br />
Nenngröße Kegel-Ø Schaftlänge<br />
Nominal size Taper-Ø Shank length<br />
Dimensions nominales Ø du cône Longueur de tige<br />
d1 mm d2 mm l1 mm<br />
25 19 13<br />
32 24 16<br />
40 30 20<br />
50 38 25<br />
63 48 32<br />
80 60 40<br />
100 75 50<br />
l1<br />
d2<br />
l1<br />
l1<br />
d2<br />
Hollow-shank taper for automatic tool changing with<br />
gripping and locating groove. Manual operation is<br />
possible through the access hole in the taper. Torque<br />
is transmitted both positively and non-positively.<br />
Hollow-shank taper for manual tool changing.<br />
Operation is possible through the access hole in the<br />
taper. Torque is transmitted both positively and<br />
non-positively.<br />
d2<br />
Hollow-shank taper for automatic tool changing<br />
(manual operation through access hole in taper not possible).<br />
Torque is transmitted non-positively.<br />
Form B – Teil 2 Shape B – part 2 Forme B – partie 2<br />
H<strong>SK</strong>-Größen 40 ... 160 H<strong>SK</strong>-sizes 40 ... 160 H<strong>SK</strong>-dimensions 40 ... 160<br />
d1<br />
d1<br />
l1<br />
d2<br />
Tige creuse conique pour changement automatique des<br />
outils, avec rainure d’indexage et de préhension.<br />
Possibilité d’actionnement manuel, grâce à l’orifice<br />
d’accès prévu à cet effet dans le cône. Le couple est transmis<br />
aussi bien par adhérence que par engagement positif.<br />
Form D – Teil 2 Shape D – part 2 Forme D – partie 2<br />
H<strong>SK</strong>-Größen 40 ... 160 H<strong>SK</strong>-sizes 40 ... 160 H<strong>SK</strong>-dimensions 40 ... 160<br />
d1<br />
l1<br />
d2<br />
Tige creuse conique pour changement d’outil manuel.<br />
Actionnement manuel, grâce à l'orifice d'accès prévu à<br />
cet effet dans le cône. Le couple est transmis aussi bien<br />
par adhérence que par engagement positif.<br />
Form F – Teil 6 Shape F – part 6 Forme F – partie 6<br />
H<strong>SK</strong>-Größen 50 ... 80 H<strong>SK</strong>-sizes 50 ... 80 H<strong>SK</strong>-dimensions 50 ... 80<br />
Normentwurf stand. proposal Normentwurf<br />
l1<br />
Tige creuse conique pour changement d’outil<br />
automatique (actionnement manuel au travers de<br />
l’orifice d’accès du cône impossible). Le couple se transmet<br />
par adhérence.<br />
H<strong>SK</strong> Form B/D/F Shape B/D/F Forme B/D/F<br />
Nenngröße Kegel-Ø Schaftlänge<br />
Nominal size Taper-Ø Shank length<br />
Dimensions nominales Ø du cône Longueur de tige<br />
d1 mm d2 mm l1 mm<br />
–– –– ––<br />
–– –– ––<br />
40 24 16<br />
50 30 20<br />
63 38 25<br />
80 48 32<br />
100 60 40<br />
d2
Begriffserläuterungen an<br />
H<strong>SK</strong>-A-Werkzeugaufnahmen<br />
für automatische<br />
Werkzeugsysteme<br />
� Greiferrille –<br />
umlaufende Nut<br />
� Deutsches Eck –<br />
sichelförmige Kerbe quer zur Greiferrille (dient<br />
zur Indexierung)<br />
� Mitnehmernut am Bund –<br />
Zur Indexierung oder zur Aufnahme in einem<br />
Werkzeugmagazin oder Greifer. Bei H<strong>SK</strong>-B/D<br />
gleichzeitig zur formschlüssigen Drehmomentübertragung<br />
zur Spindel<br />
� Codierbohrung –<br />
zur Aufnahme eines Datenträgers (Codierchip)<br />
im Bund<br />
� Anschlussgewinde für Kühlmittelübergabeeinheit<br />
–<br />
zur Aufnahme des Kühlmittelrohrs<br />
� Mitnehmernut am Kegelschaft –<br />
formschlüssige Drehmomentübertragung zur<br />
Spindel<br />
� radiale Zugriffsbohrung im Kegelschaft –<br />
zur Betätigung manueller Spannsysteme<br />
� Spannschulter –<br />
Ringfläche an der das Werkzeug eingezogen wird<br />
Hinweis:<br />
Term definitions of<br />
H<strong>SK</strong>-A interface for<br />
automatic tooling systems<br />
� Gripper groove –<br />
circular groove<br />
� Index notch –<br />
sickle-shaped notch across gripper groove<br />
� Keyway on collar –<br />
Index notch e.g. for tool magazines. Form closed<br />
torque transmission to spindle for H<strong>SK</strong>-B/D<br />
� Coding/identification –<br />
hole in collar for attachment of identification<br />
system (code chip)<br />
� Thread for coolant tube –<br />
for attachment of collant tube<br />
� Keyway on taper shank –<br />
form closed torque transmission to spindle<br />
� Radial bore in taper shank –<br />
necessary for manual clamping systems<br />
� Clamping shoulder –<br />
circular chamfer for clamping<br />
� �<br />
Werkzeugaufnahmen H<strong>SK</strong>-A können alternativ zur<br />
Ausführung H<strong>SK</strong>-C, auch bei manuellen Spannsystemen<br />
eingesetzt werden.<br />
Note:<br />
�<br />
�<br />
We like to point out, that H<strong>SK</strong>-A can be used alternatively<br />
to H<strong>SK</strong>-C with manual clamping.<br />
Explications des termes<br />
relatifs aux logements d’outils<br />
H<strong>SK</strong>-A pour changement<br />
d’outil automatique<br />
� Gorge du préhenseur –<br />
rainure creusée sur toute la circonférence<br />
� Entaille triangulaire –<br />
en forme de croissant (Allemagne),<br />
perpendiculaire à la gorge du préhenseur<br />
(utilisée pour l’indexage)<br />
� Rainure d’entraînement sur l’épaulement –<br />
Pour indexage ou logement dans un magasin<br />
d’outils ou un préhenseur. Dans le cas du modèle<br />
H<strong>SK</strong>-B/D, la rainure sert également à transmettre<br />
le couple à la broche par engagement positif.<br />
� Orifice de codage –<br />
prévu dans l’épaulement pour le logement<br />
d’un support de données (puce de codage)<br />
� Filetage de raccordement pour unité de<br />
transfert de fluide de refroidissement –<br />
pour logement du tube de refroidissement<br />
� Rainure d’entraînement sur la tige conique –<br />
transmission du couple à la broche par<br />
engagement positif<br />
� Orifice d’accès radial dans la tige conique –<br />
pour actionnement de systèmes de serrage manuels<br />
� Epaulement de serrage –<br />
surface annulaire dans laquelle l’outil vient se<br />
loger<br />
� �<br />
Remarque:<br />
�<br />
�<br />
�<br />
Les logements pour outils H<strong>SK</strong>-A peuvent être mis en<br />
œuvre également dans des systèmes de serrage manuel<br />
et remplacer ainsi les modèles H<strong>SK</strong>-C.<br />
59
60<br />
Notizen<br />
Notes<br />
Remarques
06. 05. 2003<br />
Chuck Jaws<br />
Toolholding Systems<br />
GERMANY<br />
Head offi ce<br />
Schunk GmbH & Co. KG<br />
Spann- und Greiftechnik<br />
Bahnhofstraße 106 - 134<br />
D-74348 Lauffen / Neckar<br />
Tel +49-7133-103-0<br />
Fax +49-7133-103-399<br />
Internet: www.schunk.de<br />
E-Mail: info@schunk.de<br />
AUSTRIA<br />
Schunk Intec GmbH<br />
Holzbauernstraße 20<br />
A-4050 Traun<br />
Tel +43-7229-65770-0, Fax +43-7229-65770-14<br />
Internet: www.schunk.at<br />
E-Mail: info@schunk.at<br />
BELGIUM and LUXEMBOURG<br />
Schunk Intec N.V. - S. A.<br />
BC Regio Aalst · Industrielaan 4 - Zuid lll<br />
B-9320 Aalst-Erembodegem<br />
Tel +32-53-853504, Fax +32-53-836351<br />
Internet: www.schunk.be<br />
E-Mail: info@schunk.be<br />
FRANCE<br />
Schunk Intec S.a.r.l.<br />
Parc d‘Activités des Trois Noyers<br />
15, Avenue James de Rothschild · Ferrières-en-Brie<br />
F- 77614 Marne-la-Vallée Cedex 3<br />
Tel +33-1-64 66 38 24, Fax +33-1-64 66 38 23<br />
Internet: www.schunk.fr<br />
E-Mail: info@schunk.fr<br />
GREAT BRITAIN<br />
Schunk Intec Ltd.<br />
Cromwell Business Centre, 10 Howard Way<br />
Interchange Park<br />
GB-Newport Pagnell MK16 9QS<br />
Tel +44-1908-611127, Fax +44-1908-615525<br />
Internet: www.schunk.com<br />
E-Mail: intec-gb@schunk.de<br />
INDIA<br />
Schunk Liaison Offi ce<br />
No. S-817, 8th fl oor, Manipal Center,<br />
47, Dickenson Road,<br />
Bangalore 560 042, INDIA<br />
Tel +91-80-5325761, Fax +91-80-5325760<br />
Internet: www.schunk.fi rm.in<br />
E-Mail: info@schunk.fi rm.in<br />
Automation<br />
Subsidiaries<br />
Stationary Clamping Systems<br />
ITALY<br />
Schunk Intec s.r.l.<br />
Via C. Plinio 5<br />
I-22072 Cermenate (CO)<br />
Tel +39-0 31-770185, Fax +39-0 31-771388<br />
Internet: www.schunk.it<br />
E-Mail: info@schunk.it<br />
NETHERLANDS<br />
Schunk Intec B.V.<br />
Bieslook 7A<br />
NL-6942 SG Didam<br />
Tel +31-316-373967, Fax +31-316-373316<br />
Internet: www.schunk.nl<br />
E-Mail: info@schunk.nl<br />
SPAIN and PORTUGAL<br />
Schunk Intec S.L.<br />
c/ Foneria, 27<br />
P.I. Mata Rocafonda<br />
E-08304 Mataró (Barcelona)<br />
Tel +34-937 556 020, Fax +34-937 908 692<br />
Internet: www.schunk.com<br />
E-Mail: intec-e@schunk.de<br />
SWEDEN<br />
Schunk Intec AB<br />
Wedavägen 24A<br />
S-152 26 Södertälje<br />
Tel +46-8-550-37722, Fax +46-8-550-86600<br />
Internet: www.schunkintec.se<br />
E-Mail: intec-s@schunk.de<br />
SWITZERLAND<br />
Schunk Intec AG<br />
Soodring 19<br />
CH-8134 Adliswil 2<br />
Tel +41-1-7102171, -81, Fax +41-1-7102279<br />
Internet: www.schunk.de<br />
E-Mail: intec-ch@schunk.de<br />
USA, CANADA, MEXICO<br />
Schunk Intec Inc.<br />
211 Kitty Hawk Drive<br />
USA-Morrisville, N.C. 27560<br />
Tel +1-919-572-2705, Fax +1-919-572-2818<br />
Internet: www.schunk-usa.com<br />
E-Mail: info@schunk.com<br />
Lathe Chucks<br />
61
62<br />
AUSTRALIA<br />
ROMHELD Australia Pty. Ltd.<br />
4/10 Verrell St<br />
Wetherill Park NSW 2164<br />
Tel +61-2-9757 3077<br />
Fax +61-2-9757 3473<br />
E-Mail: romheld@bigpond.com<br />
Enmor Tool & Machine Co. Pty Ltd.<br />
7 Cooper Street<br />
Marsfi eld NSW 2122<br />
Tel +61-2-9888 1372<br />
Fax +61-2-9888 9354<br />
E-Mail: enmor@bigpond.com<br />
Hettler Trading Co.<br />
Div. Siema Eng. Co. Pty. Ltd.<br />
359 Settlement Road<br />
Thomastown Vic. 3074<br />
Tel +61-3-9464 1677<br />
Fax +61-3-9464 2708<br />
BRAZIL<br />
Prodromus Comercio de Equipamentos<br />
Para Automacão LTDA<br />
CEP 05638-010<br />
Av. Gen. Cavacanti de<br />
Albuquerque, 123<br />
BR-São Paulo, SP<br />
Tel +55-11-37433871<br />
Fax +55-11-37467997<br />
Internet: www.prodromus.com.br<br />
E-Mail: prodromus@prodromus.com.br<br />
Sanches Blanes S.A.<br />
Estrada de Sapopemba, KM 41<br />
CEP 09400-970<br />
BR-Ribeirao Pires, SP<br />
Tel +55-11-4827-9022<br />
Fax +55-11-4827-9009<br />
E-Mail: vendas@sanchesblanes.com.br<br />
CHINA<br />
Schunk GmbH & Co. KG<br />
Spann- und Greiftechnik<br />
Bahnhofstraße 106 - 134<br />
D-74348 Lauffen / Neckar<br />
Tel +49-7133-103-327<br />
Fax +49-7133-103-589<br />
Internet: www.schunk.de<br />
E-Mail: yuan@schunk.de<br />
CROATIA<br />
<strong>BIBUS</strong> Zagreb d.o.o.<br />
Anina 91, HR-10000 Zagreb<br />
Tel +385-13818006<br />
Fax +385-13818005<br />
E-Mail: bibus@bibus.hr<br />
www.bibus.hr<br />
CZECH REPUBLIC<br />
Schunk Liaison Offi ce<br />
Ing. Pavel AMBRO˘Z<br />
Slunná 8<br />
CZ-61700 Brno<br />
Tel +420-545 233 707<br />
Fax +420-545 221 444<br />
Mobil +420-603 885 164<br />
Internet: www.schunk.com<br />
E-mail: pavel.ambroz@schunk.com<br />
DENMARK<br />
NUMERIA A/S<br />
Knøsen 4, DK-2670 Greve<br />
Tel +45-43 6013 39<br />
Fax +45-43 6014 92<br />
E-Mail: busacker@numeria.dk<br />
FINLAND<br />
Nurminen Tools Oy<br />
Vanha Vantontie 2<br />
FIN-21100 Naantali<br />
Tel +358-2-4389668<br />
Fax +358-2-4389669<br />
E-Mail: ntools@netti.fi<br />
SabriScan Oy<br />
Tehdaskylänkatu 11<br />
FIN-11710 Riihimäki<br />
Tel +358-19760220<br />
Fax +358-197602210<br />
E-Mail: erkki.jortikka@sabriscan.fi<br />
HUNGARY<br />
IMI International KFT.<br />
Norgren Herion Division<br />
Nagykörösi UT 99<br />
H-1202 Budapest<br />
Tel +36-1-421-4031<br />
Fax +36-1-284-8980<br />
Internet: www.norgren.hu<br />
E-Mail: info@norgren.hu<br />
Schunk Liaison Offi ce<br />
Vitanyi Robert<br />
Comenius út 17 fsz. 2., Pf.: 9<br />
H-3950 Sárospatak<br />
Tel +36-30-4889655<br />
Fax +36-30-8077272<br />
Internet: www.schunk.de<br />
E-Mail: robert.vitanyi@schunk.de<br />
ISRAEL<br />
Ilan At Gavish Automation Service Ltd.<br />
26, Shenkar St.<br />
IL-Qiryat-Arie 49513<br />
P.O. Box 10118, Petach-Tikva 49001<br />
Tel +972-3-9221824<br />
Fax +972-3-9240761<br />
Internet: www.ilan-gavish.co.il<br />
E-Mail: sigal@ilan-gavish.com<br />
Neumo-Vargus Marketing Ltd.<br />
34, Itshak Sade St.<br />
Tel-Aviv 67212<br />
Tel +972-3-5373275<br />
Fax +972-3-5372190<br />
E-Mail: neumo@neumo-vargus.co.il<br />
E-Mail: hettrad@mira.net JAPAN<br />
BIG Daishowa Seiki Co., Ltd.<br />
3-39 Nishiishikiri -Cho 3 - Chome<br />
J-Higashi-Osaki-Shi 579<br />
Tel +81-799-320115<br />
ESTONIA<br />
Ama-Prom OÜ<br />
Kesk-Sojamae 3<br />
EW-11415 Tallinn<br />
Tel +372-6314411<br />
Fax +372-6314412<br />
vahur.err@ama-prom.com<br />
Fax +81-799-320117<br />
E-Mail: export@big-net.ne.jp<br />
Kitagawa Iron Works Co. Ltd.<br />
77-1 Motomachi<br />
J-Fuchu-shi, Hiroshima 726<br />
Tel +81-847-454560<br />
Fax +81-847-458911<br />
E-Mail: kouki@kiw.co.jp<br />
Takano Bearing Co. Ltd.<br />
45-28 3-Chome Sanno<br />
J-Ohta-Ku Tokyo 143-0023<br />
Tel +81-33-7743731<br />
Fax +81-33-7766500<br />
E-Mail: k-takano@tbk-hand.co.jp<br />
LATVIA<br />
Ama-Prom SIA<br />
Katlakalna iela 11c<br />
LV-1073 Riga<br />
Tel +371-7800032<br />
Fax +371-7800053<br />
raitis.dupuzs@ama-prom.com<br />
LITHUANIA<br />
Ama-Prom UAB<br />
Savanoriu 187<br />
LT-2600 Vilnius<br />
Tel +370-5-2323134<br />
Fax +370-5-2322463<br />
ama-prom.uab@ama-prom.com<br />
NORWAY<br />
Sivilingeniør Sture Hedløv a.s<br />
Kjellstad Næringssenter<br />
N-3400 Lier<br />
Tel +47-32-846588<br />
Fax +47-32-847017<br />
Internet: www.hedloev.no<br />
E-Mail: harald@hedloev.no<br />
Agencies<br />
SINGAPORE<br />
Balluff Asia Pte Ltd.<br />
BLK 1004, Toa Payoh Industrial Park<br />
Lorong 8, # 03-1489<br />
SGP-Singapore 319076<br />
Tel +65-62524384<br />
Fax +65-62529060<br />
E-Mail: alvin@balluff.com.sg<br />
APS - Automation & Production<br />
Systems PTE. Ltd.<br />
46, East Coast Road<br />
# 06-03, Eastgate<br />
SGP-Singapore 428766<br />
Tel +65-64695810<br />
Fax +65-68994412<br />
E-Mail: apspl@starhub.net.sg<br />
Eureka Tools Pte Ltd<br />
194 Pandan Loop<br />
# 04-10 Pantech Industrial Complex<br />
Singapore 128383<br />
Tel +65-68745781<br />
Fax +65-68745782<br />
Internet: www.eureka.com.sg<br />
E-Mail: eureka@eureka.com.sg<br />
SLOVAKIA<br />
<strong>BIBUS</strong> <strong>SK</strong>, s.r.o.<br />
Priemyselna 4<br />
<strong>SK</strong>-94901 Nitra<br />
Tel +421-37-7412525<br />
Fax +421-37-6516701<br />
E-Mail: hrivnak@bibus.sk<br />
SLOVENIA<br />
MB-Trgovsko Podjetje D.O.O., Naklo<br />
Toma Zupana 16<br />
SLO-04202 Naklo<br />
Tel +386-42-771700<br />
Fax +386-42-771717<br />
Internet: www.mb-naklo.si<br />
E-Mail: mb-naklo@siol.net<br />
SOUTH AFRICA<br />
AGM Maschinenbau (Pty) Ltd.<br />
P.O. Box 4246<br />
RSA-Germiston South, 1411<br />
Tel +27-11-825-4246<br />
Fax +27-11-872-0690<br />
Internet: agm-maschinenbau.co.za<br />
E-Mail: agrau@iafrica.com<br />
Traconsa (Pty) Ltd. (EDMS) BPK<br />
P.O. Box 1471,<br />
RSA-Kempton Park 1620<br />
Tel +27-11-394-2810<br />
Fax +27-11-970-1792<br />
E-Mail: tools@traconsa.co.za<br />
SOUTH KOREA<br />
DAEKHON Corporation<br />
Acetechnotwin Tower 1 212-1,<br />
Guro-dong,<br />
Guro-gu,<br />
Seoul 152-050<br />
Tel +82-2-780-5604<br />
Fax +82-2-784-7846<br />
E-Mail: daekhon@shinbiro.com<br />
HITECO Co. Ltd.<br />
1NA-502, Shiwha Ind. Complex<br />
1254-10, Jungwang-Dong,<br />
Shihung-City<br />
Kyonggi-do, Korea, #429-450<br />
Tel +82-31-3190-860<br />
Fax +82-31-3190-861<br />
E-Mail: hiteco@kornet.net<br />
TAIWAN<br />
Yonchin Enterprises, Inc.<br />
P.O. Box 26-13<br />
5F, No. 100,<br />
Hsing Der Rd.,<br />
San Chung City 241, Taipei<br />
Tel +886-2-2278-9330<br />
Fax +886-2-2278-9320<br />
E-Mail: yon.chin@msa.hinet.net<br />
Danyao Trading Co., Ltd.<br />
7 F, No. 19, Chung-Cheng Rd.<br />
Hsin Chuang City, 242<br />
RC-Taipei County, Taiwan<br />
Tel +886-2-22768200<br />
Fax +886-2-22767573<br />
E-Mail: danyao@ms22.hinet.net<br />
THAILAND<br />
Zion Co., ltd.<br />
1213/54 Ladphrao 94 (Panjamitr)<br />
Khwaeng / Khet Wangthonglang<br />
Bangkok 10310<br />
Tel +66-2-559-3379<br />
Fax +66-2-559-3382<br />
E-Mail: zion@asianet.co.th<br />
TURKEY<br />
TEKNO 2000 YUKSEK A.S.<br />
Ikitelli Organize Sanayi<br />
San.Sitesi A3 Blok No. 151–156<br />
TR-34670 Ikitelli/Istanbul<br />
Tel +90-212-6711590<br />
Fax +90-212-6711595<br />
E-Mail: hamdi@tekno2000.com.tr
Copyright<br />
All text drawings and product illustrations are subject to copyright and are the property of<br />
SCHUNK GmbH & Co. KG<br />
Technical Changes<br />
The data and illustrations in this catalogue are not binding and only provide an approximate description. We reserve<br />
the right to make changes to the product delivered compared with the data and illustrations in this catalogue, e.g. in<br />
respect of technical data, design, fi ttings, material and external appearance.<br />
Copyright<br />
Il Copyright di testi, raffi gurazioni grafi che e illustrazioni dei prodotti è di esclusiva proprietà di<br />
SCHUNK GmbH & Co. KG<br />
Modifi che tecniche<br />
Tutte le informazioni e le fi gure di questo catalogo non sono vincolanti e forniscono solo una descrizione generica.<br />
Ci riserviamo il diritto di effettuare modifi che all‘oggetto di fornitura rispetto alle informazioni e alle fi gure di questo<br />
catalogo, per es. riguardo a dati tecnici, progettazione, equipaggiamento, materiale e aspetto esterno.<br />
Copyright<br />
Los textos, confi guración gráfi ca, asi como la +fotográfi ca e los productos, son propiedad de<br />
SCHUNK GmbH & Co. KG<br />
Modifi caciones técnicas<br />
Los datos y fotos de este catálogo son orientativos,+ y no representativos, reservándose el derecho de su modifi cación,<br />
respecto a: Datos técnicos, versiones, materiales y aspectos.<br />
Produktionsstandorte<br />
Manufacturing Locations<br />
Sites de produktion<br />
Lauffen/Neckar<br />
Brackenheim-Hausen<br />
Mengen<br />
Morrisville, North Carolina<br />
51
Der schnelle Weg zu<br />
mehr Informationen über<br />
das SCHUNK-Programm<br />
1. Kopieren<br />
2. Ausfüllen/Ankreuzen<br />
3. Faxen +49-7133-103-389<br />
TENDO<br />
Hydraulische Dehnspannfutter<br />
Hydraulic Expansion Chucks<br />
Mandrins expansibles hydrauliques<br />
CELSIO<br />
Warmschrumpfutter<br />
Heat Shrinking Chucks<br />
Mandrins de frettage à chaud<br />
The quick way to more<br />
information about the<br />
range of SCHUNK products<br />
1. Copy<br />
2. Fill in information<br />
3. Fax to +49-7133-103-389<br />
<strong>TRIBOS</strong><br />
Polygonspanntechnik<br />
Polygonal Clamping<br />
Technique de serrage à polygone<br />
SINO-T<br />
Dehnspannfutter<br />
Expansion Chucks<br />
Mandrins expansibles<br />
Firma/Company/Société: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .<br />
Name/Name/Nom: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .<br />
Abteilung/Dept./Service: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .<br />
Straße/Street/Rue: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .<br />
PLZ/Post code/C.P.: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .<br />
Ort/City/Ville: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .<br />
Telefon/Phone/Téléphone: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .<br />
Fax: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .<br />
Schunk GmbH & Co. KG<br />
Spann-und Greiftechnik<br />
Bahnhofstr. 106-134<br />
D-74348 Lauffen/Neckar<br />
Tel. +49-7133-103-503<br />
Fax: +49-7133-103-189<br />
Le fil direct pour<br />
plus d’information de<br />
SCHUNK<br />
1. Copier<br />
2. Remplir/Cocher<br />
3. Faxer à +49-7133-103-239<br />
FORTIS<br />
Hydraulische Dehnspanndorne<br />
Hydraulic Expansion Arbors<br />
Mandrins expansibles<br />
Sonderdehnspanntechnik<br />
Special Expansion Tools<br />
Mandrins expansibles speciaux<br />
02/2003<br />
– 9M – 286<br />
www.schunk.de<br />
greifer@schunk.de 9938