chapitre 1 - Bibliothèque Ecole Centrale Lyon
chapitre 1 - Bibliothèque Ecole Centrale Lyon
chapitre 1 - Bibliothèque Ecole Centrale Lyon

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
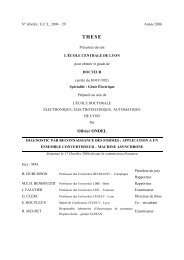
pendant la découpe.- ressuage:La méthode de contrôle par ressuage, qui ne concerne que les défautsdébouchants, est utilisée pour la détection de fissures superficielles. Simple demise en œuvre, elle est couramment utilisée pour le contrôle des soudures,indépendamment du procédé d’assemblage utilisé. Elle a donné des résultatsexploitables assez satisfaisants.La figure 77 montre une des fissures observées, située perpendiculairement à lalongueur du cordon brasé et à la surface supérieure externe.Le fait qu’elle ait été détectée immédiatement après la fin du cycle de brasurelaisse à penser qu’il pourrait s’agir d’une fissure à chaud, formé pendant la phasede solidification du brasage.Les causes possibles de formation de cette fissure peuvent être :1. Différence de coefficient de dilatation du fil d’apport et du substratentraînant un contraction différentielle importante pendant la phasesolidification.2. Processus de liquation constitutionnelle.3. Ségrégation locale d’éléments d’alliage de bas point de fusion.Ces différentes hypothèses restent à invalider ou confirmer.FeBrasageFissureFigure 77 : Fissure dans une brasure réalisée avec ZnAl-30, P=1500 W, configuration à clin- Contrôle par Ultra-SonsCette méthode de contrôle, basée sur la propagation d’ultrasons, a été utiliséedans l’espoir de compléter les informations déjà obtenues par la technique deressuage. En effet, seules les fissures débouchantes peuvent être détectées par latechnique précédente. Le contrôle par US permet au contraire de révéler lesfissures internes.85