chapitre 1 - Bibliothèque Ecole Centrale Lyon
chapitre 1 - Bibliothèque Ecole Centrale Lyon
chapitre 1 - Bibliothèque Ecole Centrale Lyon

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
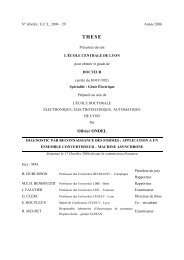
• Possibilité d’union de matériaux ayant des propriétés métallurgiques ouphysico-chimiques très différentes.• Possibilité d’union de matériaux de différentes épaisseurs.• L’union peut se produire sans occasionner de grands changementsmétallurgiques dans les substrats.• Possibilité de préserver la couche protectrice des matériaux brasés. (parexemple, galvanisation)La qualité de la brasure obtenue dépend cependant non seulement des processusde diffusion engendrés lors de la réalisation de l'assemblage mais également de lamouillabilité des surfaces. En effet, en cas de mauvaise mouillabilité du métal fondusur le substrat, la surface d'échange sera limitée et conduira généralement à unemauvaise tenue mécanique de la brasure. Une mouillabilité optimale s’obtientquand le matériau d’apport fondu forme un angle de mouillabilité inférieur à 90° surle substrat. L’angle de mouillabilité est défini par l’équation de Young –Dupré [22]Avec:COSθ =γSL( γ γ ) SV : Tension Superficielle de l’ interface Solide/Vapeur SL: Tension Superficielle de l’interface Solide/Liquide LV: Tension Superficielle de l’ interface Liquide/VapeurSV−LVLa capacité de certains matériaux à être assemblés par soudo-brasage dépenddonc fortement de la capacité de mouillabilité du matériau d’apport vers le substrat.L’angle de mouillabilité formé entre eux, dépend de la tension superficielle de lasubstance qui se trouve à la surface de la pièce au moment de réaliser le brasage(figure 8).a) < 90 ° bonne mouillabilitéb) > 90 ° mauvaise mouillabilitéFigure 8 : Angles de Mouillabilité [22]22