2456-CHAPITRE 1-FR:C1 QB 2456 - Saf-Fro
2456-CHAPITRE 1-FR:C1 QB 2456 - Saf-Fro
2456-CHAPITRE 1-FR:C1 QB 2456 - Saf-Fro

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
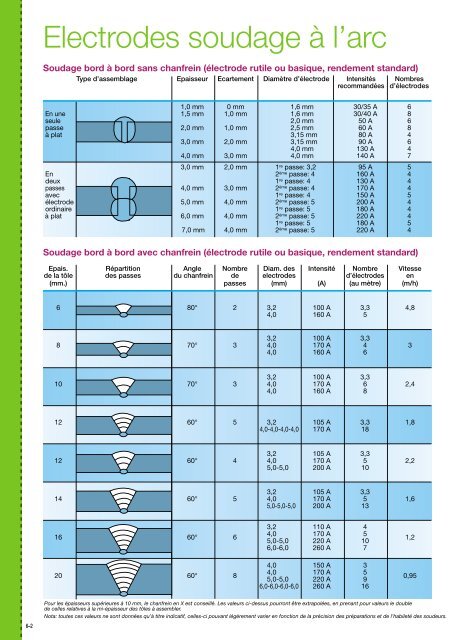
Electrodes soudage à l’arcSoudage bord à bord sans chanfrein (électrode rutile ou basique, rendement standard)Type d’assemblage Epaisseur Ecartement Diamètre d’électrode Intensités Nombresrecommandées d’électrodes1,0 mm 0 mm 1,6 mm 30/35 A 6En une 1,5 mm 1,0 mm 1,6 mm 30/40 A 8seule 2,0 mm 50 A 6passe 2,0 mm 1,0 mm 2,5 mm 60 A 8à plat 3,15 mm 80 A 43,0 mm 2,0 mm 3,15 mm 90 A 64,0 mm 130 A 44,0 mm 3,0 mm 4,0 mm 140 A 73,0 mm 2,0 mm 1 re passe: 3,2 95 A 5En 2 ème passe: 4 160 A 4deux 1 re passe: 4 130 A 4passes 4,0 mm 3,0 mm 2 ème passe: 4 170 A 4avec 1 re passe: 4 150 A 5électrode 5,0 mm 4,0 mm 2 ème passe: 5 200 A 4ordinaire 1 re passe: 5 180 A 4à plat 6,0 mm 4,0 mm 2 ème passe: 5 220 A 41 re passe: 5 180 A 57,0 mm 4,0 mm 2 ème passe: 5 220 A 4Soudage bord à bord avec chanfrein (électrode rutile ou basique, rendement standard)Epais. Répartition Angle Nombre Diam. des Intensité Nombre Vitessede la tôle des passes du chanfrein de electrodes d’électrodes en(mm.) passes (mm) (A) (au mètre) (m/h)6 80° 2 3,2 100 A 3,3 4,84,0 160 A 53,2 100 A 3,38 70° 3 4,0 170 A 4 34,0 160 A 63,2 100 A 3,310 70° 3 4,0 170 A 6 2,44,0 160 A 812 60° 5 3,2 105 A 3,3 1,84,0-4,0-4,0-4,0 170 A 183,2 105 A 3,312 60° 4 4,0 170 A 5 2,25,0-5,0 200 A 103,2 105 A 3,314 60° 5 4,0 170 A 5 1,65,0-5,0-5,0 200 A 1316 60° 620 60° 83,2 110 A 44,0 170 A 55,0-5,0 220 A 106,0-6,0 260 A 74,0 150 A 34,0 170 A 55,0-5,0 220 A 96,0-6,0-6,0-6,0 260 A 161,20,956–2Pour les épaisseurs supérieures à 10 mm, le chanfrein en X est conseillé. Les valeurs ci-dessus pourront être extrapolées, en prenant pour valeurs le doublede celles relatives à la mi-épaisseur des tôles à assembler.Nota: toutes ces valeurs ne sont données qu’à titre indicatif, celles-ci pouvant légèrement varier en fonction de la précision des préparations et de l’habileté des soudeurs.
Comment lire une étiquette sur un étui d’électrodes enrobéesClassification normalisationNumérode référenceIntensitésmoyennes et maxiDésignation commercialeTensiond’amorçage ≤ 42V (Uo)Quantité parsachet sous-vide2008-480AgrémentsNaturedu courantConditions d’étuvageChapitre 6Symbolisation despositions de soudageDiamètre et longueurdes électrodesNuméro de fabrication N° de lot6–3
Electrodes soudage à l’arcCritères de choix électrodes rutilesUne électrode rutile acide ou cellulosique se choisit en fonction des critères suivants :Une électrode rutile acideou cellulosique se choisiten fonction des critères suivants :Les positions de soudage :– toujours à plat– en général à plat– en toutes positions– en toute positionsmais principalementen verticale descendanteL’aspect du cordon souhaité(sachant que l’aspectdes soudures est d’autantplus séduisant que la fusionet le détachement de laitiersont meilleurs et qu’il y a moinsde projections).La productivité(taux de dépôt en g/min).PRODUCTIVITENORMALEHAUTEPRODUCTIVITÉCELLULOSIQUESAspectdescordonsSatisfaisantTrès bonExcellentCRITERES DE CHOIXToujoursà platSAFER G 48 NouSAFER G 53SAFER G 47 Nou AFLEX C 44En généralà platSAFER G 48 NouSAFER G 53SAFER G 47 Nou AFLEX C 44PositionEn toutespositionsSAFER G 48 Nou SAFER G 53ou AFLEX C 44En toutespositionsmais surtouten verticaledescendanteSAFER G 48 NSAFER GTi SAFER L 51SAFER GF 160ou SAFER GF 180 - - -Satisfaisant - - - FLEXAL 60/70ElectrodesPagesC.C.CourantC.A.Uo V Plat VerticalePOSITION DE SOUDAGEVerticalemontante descendante PlafondCARACTERISTIQUES PARTICULIERESSAFER G 48 N 6–8 – 45 Peu sensible à la propreté et à la préparation des pièces.SAFER G 47 N 6–8 – 45 Utilisable en automatique manuel, très facile d’emploi.SAFER GTi 6–9 – 45Peu de fumées, bonne résilience, idéale pour soudagede tubes en toutes positions, conseillée surtout aux bonssoudeurs.SAFER L51 6–9 – 50 Verticale descendante type.SAFER G53 6–8 – 50AFLEX C 44 6–9 – 50SAFER GF 160SAFER GF 180 6–10 + 60+FLEXAL 60/70 6–10 ou–-Par rapport à SAFER G 48 N : fusion plus douce, moins bien enverticale descendante, plus sensible à la propreté et à lapréparation des joints.Haute sécurité du métal fondu utilisable en soudagetoutes positions.Electrodesà haut rendement.Fusion extrêmementdouce, laitierparfaitementautodétachable etcordon de très belaspect.* SAFER G 48 NTaux de dépôt :22 g/min.Taux dedépôt en Rendementgramme*Ø 4 Ø 5 %SAFER GF 160 45 67 165SAFER GF 180 60 81 185Electrodes cellulosiques type E6010/7010 pour le soudage detube en 1re passe (CC –) et en remplissage (CC +). Produitagréé GDF.+– Polarité à l’électrode.Excellent Très bien Satisfaisant Non recommandé6–4
Critères de choix électrodes basiques1. Electrodes non alliéesLes électrodes non alliées présentent, pour la plupart, un hydrogène diffusible largement inférieur au maximum requis généralement,ce qui diminue les risques de fissuration à froid.En fonction de critères précis :- soudage en postion avec passe de pénétration sans reprise envers,- productivité,- résiliences à basse température,- rendement élevé sur travaux à plat.Vous devez trouver, dans la gamme SAF-<strong>FR</strong>O, l’électrode appropriée.ElectrodesPagesEN ISO(2560-A)Critères de choixNormesNature ducourantAWS(A 5.1)C.C.C.A.Uo VRésistance*mécaniqueAmMpaReMpaSAFER N 49 6–11 E 380 B 12 H10 E 7016 + 65 540 440SAFER PRESTIGE 6–11 E 424 B 12 H5 E 7016.1 + 65 570 470SAFER MF 48 T 6–12 E 423 B 32 H5 E 7018 + – 530 470SAFER NF 510 6–12 E 423 B 32 H5 E 7018 + 75 550 470SAFER NF 510 A 6–12 E 423 B 32 H5 E 7018 + 70 590 510SAFER NF 58 6–13 E 424 B 32 H5 E 7018-1 + 70 590 510Caractéristiques• Très bonnes propriétés d’emploi (assimilable à une rutile).Cette electrode a une faible tension d’amorçage.• Maniabilité pour le soudage en position et les passesde pénétration.• KV –50 °C.• Très bas H2 diffusible.• Soudage de tubes particulièrement de faibles épaisseurset diamètres.• D’usage général.• Très bas H2 diffusible.• Taux de dépôt élevé.• Bonne maniabilité en position sur tôles épaisses (≥ 10 mm).• KV –40 °C peu sensibles à l’énergie de soudage.• Très bonnes caractéristiques mécaniques(essai COD. KV –50 °C).• Très bas H2 diffusible.2. Electrodes faiblement alliées3 types:• pour aciers à haute limite élastique,• pour obtenir des résiliences à très basses températures,• dépôt résistant au fluage.* Valeur type+–Polarité à l’électrode.Electrodes PagesNormesAWS(A 5.1)Electrodes à haute limite élastiqueCritères de choixNaturedu courantC.C.C.A.Uo VRésistance*mécaniqueRm(MPa)Re(MPa)SAFER MD 56 6-14 E 8018 G + 70 640 560SAFER ND 65 6-14 E 9018 G + 70 710 650Caractéristiques• Recommandée en 1re passe des aciers à haute limite élastique(Mo = 0,5 %).• KV –50 °C peu sensible à l’énergie de soudage. Essais CTOD.• Excellente maniabilité.• Très bas hydrogène diffusible.Chapitre 6SAFER MD 70 6-15 E 10018 D2 + 70 760 700 Dépôt résistant au fluage.SAFER ND 80 6-15 E 11018 G + 70 850 790 • Maniabilité : très bas H2 diffusible.SAFER ND 100 6-15 E 12018 G + 70 1050 980 • KV –50 °C : peu sensible à l’énergie de soudage.Electrodes pour aciers donnant des résiliences à très basses températuresSAFER NF 59 6-16 E 8018 G + 70 - - • KV –60 °C : très bas hydrogène diffusible.SAFER Ni 55 6-16 E 8018 <strong>C1</strong> + 70 - - • KV –70 °C : maniabilité type 510 A.Electrodes pour aciers au chrome molybdène% Cr % MoSAF<strong>FR</strong>O CD 55 sc 6-17 E 8018 B1 + 70 0,5 0,5SAF<strong>FR</strong>O CD 60 sc 6-17 E 8018 B2 + 70 1,25 0,5SAF<strong>FR</strong>O CD 65 sc 6-18 E 9018 B3 + 70 2,25 1TENCOR 6-18 E 8018 G + 70* Valeur typeaciertype E36• Les versions “sc” donnent de bonnes caractéristiquesaprès Step Cooling et ont une excellente fusion et maniabilité.• Acier patinable.6–5
Electrodes soudage à l’arcCritères de choix électrodes inoxydablesLe choix d’une électrode inoxydable se fait en fonction des applications et des classifications AWS souhaitées.Le tableau ci-dessous, avec 3 entrées spécifiques, vous aidera à sélectionner votre électrode. La version DRY ou VPM permetd’obtenir une conservation permanente des électrodes enrobées et une utilisation immédiate sans précautions particulières.Critères de choixParfaite maniabilité en C.C. et C.A.(Uo 45 V) à plat et en verticalemontante.• Enlèvement facile du laitier.• Cordon de bel aspect sans tracede laitier.• Conforme à l’AWS (si 0.90%).• Existe en version DRY ou VPM.Adoptée au soudage à plat• Très faible émission de fumée (2fois moins qu’une électrodeclassique correspondante).• Conformité à l’AWS. • Soudageen courant continu uniquement.Soudage très facile en position(verticale montante et sur tube) Touten maintenant une très bonnemanaiabilité à plat.• Bel aspect du cordon etdécrassage facile.• Existe en version DRY ou VPM.AWSFusion douce toutes positionsFusion douce à très faible émissionde fuméesRutile basique toutes positionsbasicité > 1E 308L - 16 - -E 308L - 17SAFINOX R 308 L(page 6–19)STARINOX E 308 L HP DRY(page 6–19)STARINOX R 18.8 S(page 6–22)-E 316L - 16 - - STARINOX R 18.8.3.SE 316L - 17SAFINOX R 316 L(page 6–19)STARINOX E 316 L HP DRY(page 6–20)E 347 - 16 - -E 309L - 16 - -E 309L - 17E 309 Mo - 16SAFINOX R 309 L(page 6–20)<strong>FR</strong>OINOX 309 Mo L 16(page 6–21)STARINOX E 309 L HP DRY(page 6–21)E 310 - 16 - -E 310 Mo - 16 - -E 312 - 16 - -E 312 - 17SAFINOX R 312(page 6–21)E 307 - 16 - --<strong>FR</strong>OINOX 347(page 6–20)SAFINOX R 24.12.S(page 6–23)- --SAFINOX R 25.20(page 6–23)SAFINOX R CND 25.20(page 6–23)SAFINOX R CN 29.10(page 6–24)- -STARINOX 307-16(page 6–22)Critères de choix électrodes spécialesLA GAMME LEXALLa gamme LEXAL est spécialement adaptée pour le soudage des aciers DUPLEX. L’enrobage est de type rutile basique à âmehomogène. La maniabilité est adaptée au soudage en toutes positions. Le métal fondu satisfait aux essais de corrosion G48A del’ASTM et NACE.NORME ACIERWerkstoff N° ASTM/ASI (A 240) AFNORCritères de choixDésignationCreusot-LoireDésignation- 32.304 - URANUS 35 N LEXAL E 22.9.3 N 6–241.4417 - Z2CNDS 19.5 - LEXAL E 22.9.3 N* 6–241.4462 31.803 Z2 CND 22.05 N URANUS 45 N LEXAL E 22.9.3 N 6–24* Solution généralement satisfaisante, bien que présentant des caractéristiques légèrement différentes de celles de l’acier.Pages6–6
ÉLECTRODES POUR FONTES ET MÉTAUX NON FERREUXSAF-<strong>FR</strong>O vous propose une gamme d’électrodes fonte adaptée à vos applications. La STARCAST BM sera choisie pour sesqualités opératoires et la STARCAST Ni sera préférée lorsqu’il est recherché une meilleure usinabilité du dépôt. Parfois laSAFINOX BNC 75.15 M (Inconel) est préférable pour le soudage hétérogène des fontes sur acier ou le soudage des fontesusagées. D’une manière générale, il faut se rappeler que le comportement de ce type d’électrodes est très variable en fonctiondes fontes. Pour le soudage des alliages légers, ALCORD 5 Si constitue unebonne solution de dépannage lorsque le soudage MIG n’est pas possible.Soudage des fontes et soudage hétérogènefonte sur acier doux.Soudage des fontes et soudage hétérogènefontes sur acier doux. L’utilisation d’une âmebi-métallique donne à ce produit une maniabilitéremarquable en toutes positions.Critères de choixDC AC EN ISO AWS Désignation Pagesoui oui EN ISO 1071 EC Ni Fe-CI-1 STARCAST Ni Fe 6–25oui oui EN ISO 1071 EC Ni Fe-CI-1 STARCAST BM 6–26Réparation des fontes usagées.Soudage hétérogène fontes sur cuivre ou acierinoxydable. Repair of used cast iron.EN ISO 1071 EC Ni-CI-1 STARCAST Ni 6–26Alliages d’aluminium : soudage et brasage. oui oui - - ALCORD 5 Si 6–26ÉLECTRODES POUR APPLICATIONS PARTICULIÈRESSAF-<strong>FR</strong>O dispose d’un important laboratoire de recherche et de développement mettant au point l’ensemble de ses électrodeset en particulier des formules d’électrodes répondant à des spécifications techniques particulières. Elle a développé et mis à ladisposition des clients par exemple les nuances suivantes :ApplicationsNormesCritères de choixAFNOR Werstoft N°Acier Désignation PagesAciers résistants à la corrosion enmilieu sulfurique chaud.Z1 NCDU 25.20 1.4500 URANUS B6 SAFINOX R CNDU 20 25 5 S VPM 6–24Critères de choix électrodes inconelsLes inconels sont utilisés pour :- le soudage des alliages à base de nickel (cf. tableau ci-dessous); le soudage hétérogène des fontes sur acier(sur fontes usagées, le mouillage obtenu est parfois meilleur qu’avec une STARCAST Ni).- le soudage hétérogène des aciers inox sur acier au carbone sans traitement thermique après soudage.Dans ces deux cas de soudage hétérogène, la SAFINOX BNC 75.15 M sera préférée.Chapitre 6SAFINOX BNC 75.15 M(page 6–25)SAFINEL 625 DRY(page 6–25)Classification AWS E Ni Cr Fe 2 E Ni Cr Mo 3Maniabilité à plat et en position ++ +++Critères de choixFacilité d’obtention d’une bonnecompacité en position++ +++Tenue à la température 700 °C 1100 °CRm 680 MPa 800 MPaPoints particuliersAdaptée au soudage hétérogène.Très bonne résistance à la corrosionmarine.6–7
Electrodes soudage à l’arcElectrodes rutiles pour le soudage des aciers non alliésSAFER G 48 NNormes :• EN ISO 2560 - AE 380 RC 11• AWS 5.1E 6013Existeen mini-étuivoir page 6–30Applications :• emploi général pour l’industrie et l’artisanat,• soudage de pièces mal préparées, de tubes,• menuiserie métalliques charpente moyenne ou légères.Caractéristiques mécaniques - EN ISO 15972-1Rm(MPa)Re(MPa)A (%)KV –10 °C(J)Valeur type 520 440 26 50Analyse chimique - EN ISO 6847C Si Mn S PValeur type 0.07 0.45 0.6 0.012 0.019AgrémentsABS BV CE DNV SNCFCaractéristiques particulières :• amorçage et réamorçage faciles,• bonne maniabilité,• universelle toutes positions.Pour commanderØen mmLong.en mmPackaging standardQuantité standardRéférenceEtui Caisse Ancienne Nouvelle1.6 300 220 1 320 1080-0021 W 000 288 2212.0 350 355 1 065 1080-0014 W 000 288 2222.5 350 250 750 1080-0015 W 000 288 2233.2 350 155 465 1080-0016 W 000 288 2244.0 350 100 300 1080-0017 W 000 288 2265.0 450 65 195 1080-0018 W 000 288 2286.0 450 - - 1080-0013 W 000 288 2293.2 450 155 465 1080-0019 W 000 288 2254.0 450 100 300 1080-0020 W 000 288 227SAFER G 53Normes :• EN ISO 2560 - AE 380 RC 11• AWS 5.1E 6013Applications :• similaires à celles de G 48 N avec une orientationpour les réalisations industrielles,• charpente moyennes ou légères, wagonnage, réservoirscanalisations, constructions tubulaires, travaux de montagesur chantiers.Caractéristiques mécaniques - EN ISO 15972-1Rm(MPa)Re(MPa)A (%)KV –10 °C(J)Valeur type 510 470 27 30Analyse chimique - EN ISO 6847C Si Mn S PValeur type 0.07 0.45 0.6 0.014 0.020AgrémentsABS BV CE DNV LRS TÜVPour commanderØen mmCaractéristiques particulières :• maniabilité,• aspect des dépots,• amorçage et réamorçage facile,• fusion plus douce que G 48 N.Long.en mmPackaging standardQuantité standardRéférenceEtui Caisse Ancienne Nouvelle2.0 350 310 930 1080-0521 W 000 288 2322.5 350 230 690 1080-0522 W 000 288 2333.2 350 165 495 1080-0523 W 000 288 2344.0 350 110 330 1080-0524 W 000 288 2365.0 450 65 195 1080-0525 W 000 288 2383.2 450 165 495 1080-0531 W 000 288 2354.0 450 110 330 1080-0532 W 000 288 237SAFER G 47 NNormes :• EN ISO 2560 - AE 420 RR 12• AWS 5.1E 6013Applications :• emploi général pour l’industrie adapté aux travaux diversde bel aspect,• spécialement recommandé en angle,• charpente légère, serrurerie, menuiserie métallique, tôlerie,pièces galvanisées,• travaux d’entretien.Caractéristiques mécaniques - EN ISO 15972-1Rm(MPa)ReMPa)A (%)KV – 20 °C(J)Valeur type 520 480 28 30Analyse chimique - EN ISO 6847C Si Mn S PValeur type 0.08 0.5 0.6 0.012 0.020AgrémentsABS BV CE LRSPour commanderØen mmCaractéristiques particulières :• amorçage et réamorçage instantanée,• fusion douce sans projections adhérentes,• laitier autodétachable,• bel aspect à plat et en montant.Long.en mmPackaging standardQuantité standardRéférenceEtui Caisse Ancienne Nouvelle1.6 300 220 1 320 1080-0240 W 000 288 2462.0 350 330 990 1080-0241 W 000 288 2472.5 350 215 645 1080-0242 W 000 288 2483.2 350 140 420 1080-0243 W 000 288 2494.0 350 85 255 1080-0244 W 000 288 2515.0 450 50 150 1080-0245 W 000 288 2533.2 450 140 420 1080-0271 W 000 288 2504.0 450 85 255 1080-0272 W 000 288 2526–8FDS (Fiches de Données de Sécurité)disponibles sur www.safety-welding.comAncienne réf.Nouvelle réf.
Electrodes rutiles pour le soudage des aciers non alliésSAFER GTiNormes :• EN ISO 2560 - AE 380 RC 11• AWS 5.1E 6013Applications :• adapté aux soudeurs professionnels pour les travauxen position sur chantiers.Caractéristiques mécaniques - EN ISO 15972-1Rm(MPa)Re(MPa)A (%)KV – 20 °C(J)Valeur type 500 450 28 60Analyse chimique - EN ISO 6847C Si Mn S PValeur type 0.07 0.3 0.5 0.012 0.008AgrémentsABS BV CE DB DNV GDF LRS TÜVPour commanderØen mmCaractéristiques particulières :• électrodes toutes positions(y compris verticale descendante en angle),• recommandées pour le soudage sur tube,• homologuées GDF.Long.en mmPackaging standardQuantité standardRéférenceEtui Caisse Ancienne Nouvelle2.0 300 360 1 080 1080-0002 W 000 288 2392.5 350 230 690 1080-0003 W 000 288 2403.2 350 150 450 1080-0004 W 000 288 2414.0 350 100 300 1080-0005 W 000 288 2435.0 450 60 180 1080-0006 W 000 288 2453.2 450 150 450 1080-0008 W 000 288 2424.0 450 100 300 1080-0009 W 000 288 244SAFER L 51Normes :• EN ISO 2560 - AE 420 RC 15• AWS 5.1E 6013Applications :• même domaine d'application que SAFER G 48 N et autresélectrodes rutiles pour le soudage en position verticaledescendante.• menuiserie métallique, charpente, tôlerie…Caractéristiques mécaniques - EN ISO 15972-1Rm(MPa)Re(MPa)A (%)KV – 20 °C(J)Valeur type 560 480 27 70Analyse chimique - EN ISO 6847C Si Mn S PValeur type 0.07 0.5 0.7 0.012 0.012AgrémentsBV CE LRSCaractéristiques particulières :• électrode toutes positions, particulièrement adaptée ausoudage en position verticale descendante.• la méthode de soudage en "arc libre" donne un dépôtplat, la méthode "automatique manuelle" ou "contact"donne un dépôt concave.Pour commanderØen mmLong.en mmPackaging standardQuantité standardRéférenceEtui Caisse Ancienne Nouvelle2.5 350 275 825 1080-0602 W 000 288 2173.2 350 160 480 1080-0603 W 000 288 2184.0 350 105 315 1080-0604 W 000 288 219ALFLEX C 44Normes :• EN ISO 2560 - AE 42 AR 12• AWS 5.1E 6013Applications :• charpente métallique, grosse chaudronnerie,construction navale et ferroviaire,• mécano soudure.Caractéristiques mécaniques - EN ISO 15972-1Rm(MPa)Re(MPa)A (%)KV + 20 °C(J)Valeur type 520 450 30 70Analyse chimique - EN ISO 6847C Si Mn S PValeur type 0.07 0.3 0.5 0.030 0.030Caractéristiques particulières :• maniabilité et aspect des dépots comme G48N,• elle se distingue par une plus haute sécurité du métal fondu,• Amorçage et réamorçage facile.Pour commanderØen mmLong.en mmPackaging standardQuantité standardRéférencePoids par étui en kg Ancienne Nouvelle2.5 300 3.8 1903624 W 000 288 2553.2 450 5.7 1903632 W 000 288 256Chapitre 6FLEXAL 60Normes :• EN ISO 2560 - AE 383 C 21• AWS 5.1E 6010Applications :• soudage par la méthode verticale descendante sur tubesdes aciers avec une résistance mécanique jusqu’à 500 MPa.Caractéristiques mécaniques - EN ISO 15972-1Rm(MPa)Re(MPa)A (%)KV – 30 °C(J)Valeur type 480 410 26 50Analyse chimique - EN ISO 6847C Si Mn S PValeur type 0.12 0.2 0.6 0.012 0.020AgrémentsCETÜVPour commanderØen mmCaractéristiques particulières :• électrode à enrobage cellulosique type 6010recommandée pour le soudage de tubesen première passe et en remplissage.Long.en mmPackaging standardQuantité standardRéférencePoids par étui en kg Ancienne Nouvelle2.5 350 9.0 W 000 236 469 W 000 288 2923.2 350 9.5 W 000 236 468 W 000 288 2934.0 350 9.5 W 000 236 467 W 000 288 2945.0 350 9.5 W 000 236 466 W 000 288 295FDS (Fiches de Données de Sécurité)disponibles sur www.safety-welding.comAncienne réf.Nouvelle réf.6–9
Electrodes soudage à l’arcElectrodes rutiles pour le soudage des aciers non alliésFLEXAL 70Normes :• EN ISO 2560 - AE 422 Mo C 21• AWS 5.5E 7010 P9Applications :• soudage par la méthode verticale descendante sur tubesdes aciers avec une résistance mécanique jusqu’à 600 MPa.Caractéristiques mécaniques - EN ISO 15972-1Rm(MPa)Re(MPa)A (%)KV – 30 °C(J)Valeur type 560 450 25 50Analyse chimique - EN ISO 6847C Si Mn S P MoValeur type 0.1 0.2 0.4 0.012 0.020 0.4AgrémentsCETÜVCaractéristiques particulières :• électrode à enrobage cellulosique type 7010recommandée pour le soudage de tubesen première passe et en remplissage.Pour commanderØen mmLong.en mmPackaging standardQuantité standardRéférencePoids par étui en kg Ancienne Nouvelle2.5 350 9.0 W 000 236 465 W 000 288 2963.2 350 9.5 W 000 236 464 W 000 288 2974.0 350 9.5 W 000 236 463 W 000 288 2985.0 350 9.5 W 000 236 462 W 000 288 299SAFER GF 160Normes :• EN ISO 2560 - AE 420 RR 74• AWS 5.1E 7024Applications :• tous travaux à plat lorsqu'il est recherché une grande productivité.• électrode est particulièrement recommandée pour l'exécutiondes passes de remplissage.• charpente métallique, construction navale et ferroviaire,chaudronnerie, mécano-soudure…Caractéristiques mécaniques - EN ISO 15972-1Rm(MPa)ReMPa)A (%)KV 0 °C(J)Valeur type 540 470 27 70Analyse chimique - EN ISO 6847C Si Mn S PValeur type 0.06 0.4 1.0 0.012 0.018AgrémentsCEDNVPour commanderØen mmCaractéristiques particulières :• rendement effectif moyen 165 %.• amorçage et réamorçage aisés.• laitier autodétachable.• bel aspect des dépôts.• électrode utilisable en "automatique manuelle".Obtention de forte gorge ou de grande longueuren une seule passe.Long.en mmPackaging standardQuantité standardRéférenceEtui Caisse Ancienne Nouvelle3.2 450 76 228 1080-0303 W 000 288 2864.0 450 51 153 1080-0300 W 000 288 2875.0 450 39 117 1080-0301 W 000 288 288SAFER GF 180Normes :• EN ISO 2560 - AE 420 RR 74• AWS 5.1E 7024Applications :• tous travaux à plat lorsqu'il est recherché une grande productivité.• électrode est particulièrement recommandée pour l'exécution despasses de remplissage.• charpente métallique, construction navale et ferroviaire,chaudronnerie, mécano-soudure…Caractéristiques mécaniques - EN ISO 15972-1Rm(MPa)ReMPa)A (%)KV 0 °C(J)Valeur type 540 480 26 60Analyse chimique - EN ISO 6847C Si Mn S PValeur type 0.06 0.4 0.9 0.012 0.018AgrémentsCEDNVPour commanderØen mmCaractéristiques particulières :• endement effectif moyen 180 %.• amorçage et réamorçage aisés.• laitier autodétachable.• bel aspect des dépôts.• électrode utilisable en "automatique manuelle".Obtention de forte gorge ou de grande longueuren une seule passe.Long.en mmPackaging standardQuantité standardRéférenceEtui Caisse Ancienne Nouvelle3.2 450 79 237 1080-0326 W 000 288 2894.0 450 51 153 1080-0327 W 000 288 2905.0 450 33 99 1080-0328 W 000 288 2916–10FDS (Fiches de Données de Sécurité)disponibles sur www.safety-welding.comAncienne réf.Nouvelle réf.
Electrodes basiques pour le soudage des aciers non alliésSAFER N 49Normes :• EN ISO 2560 - AE 380 B 12H10• AWS 5.1E 7016Existeen mini-étuivoir page 6–30Applications :• électrode d'emploi général pour tous travaux sur aciersde charge de rupture inférieure à 550 MPa.Caractéristiques mécaniques - EN ISO 15972-1Rm(MPa)Re(MPa)A (%)KV – 20 °C(J)Valeur type 540 440 26 80Analyse chimique - EN ISO 6847C Si Mn S PValeur type 0.05 0.6 1.1 0.018 0.020AgrémentsCECaractéristiques particulières :• très bonnes propriétés d'emploi (assimilable à uneélectrode rutile), particulièrement pour le soudageen position.• cette électrode a une faible tension d'amorçage.• le laitier se détache facilement.Conditions optimales d'étuvage 1h30 à 300 °C-350 °CPour commanderØen mmLong.en mmPackaging standardQuantité standardRéférenceEtui Caisse Ancienne Nouvelle2.5 350 200 600 1080-0754 W 000 288 5243.2 350 115 345 1080-0755 W 000 288 5253.2 450 115 345 1080-0757 W 000 288 5264.0 450 75 225 1080-0758 W 000 288 5275.0 450 50 150 1080-0753 W 000 288 528SAFER PRESTIGESAFER PRESTIGE DRYNormes :• EN ISO 2560 - AE 424 B 12 H 5• AWS 5.1E 7016.1Passede remplissagePassede pénétrationApplications :• adaptée particulièrement au soudage de jointsépais (acier type E 26 à E 355) peu accessibles,pour lesquels il est exigé une très bonne passe depénétration, des bonnes qualités radio, desrésiliences fiables à basse température (–50 °C)type offshore, tuyauterie,...Caractéristiques mécaniques - EN ISO 15972-1Rm(MPa)Re(MPa)A (%)KV – 50 °C(J)Valeur type 570 470 30 120Analyse chimique - EN ISO 6847C Si Mn S PValeur type 0.06 0.6 1.1 0.010 0.015Caractéristiques particulières :• bonne maniabilité en particulier pour le soudageen position et les passes de pénétration,• bonne maniabilité en particulier pour le soudageen position et les passes de pénétration.• résilience à - 50 °C.• faible tension d'amorçage en courant alternatif.• très faible hydrogène diffusible du métal déposé(< 5 ml/100 g-ISO 3690), après conditions optimales d'étuvage ;1 h 30 à 300 °C - 350 °C.• en version DRY (électrodes sous-vide) les électrodes peuvent êtreutilisées sans étuvage ; une diminution, voire une suppression dupréchauffage, peut être envisagée.AgrémentsABS BV DNV LRS MODPour commanderØen mmLong.en mmPackagingQuantité étui Quantité caisse Standard DRYStandard DRY Standard DRY Ancienne Nouvelle Ancienne Nouvelle2.5 350 205 28 615 448 1080-0282 W 000 288 502 1080-0350 W 000 288 5093.2 350 140 22 420 308 1080-0283 W 000 288 503 1080-0353 W 000 288 5103.2 450 140 22 420 308 1080-0284 W 000 288 504 - W 000 288 5114.0 350 95 18 285 216 1080-0285 W 000 288 505 1080-0354 W 000 288 5124.0 450 90 18 270 216 1080-0286 W 000 288 506 1080-0352 W 000 288 5135.0 450 60 26 180 156 1080-0287 W 000 288 507 1080-0357 W 000 288 514Chapitre 6FDS (Fiches de Données de Sécurité)disponibles sur www.safety-welding.comAncienne réf.Nouvelle réf.6–11
Electrodes soudage à l’arcElectrodes basiques pour le soudage des aciers non alliésSAFER MF 48 TSAFER MF 48 T DRYNormes :• EN ISO 2560 - AE 423 B 32 H5• AWS 5.1E 7018Applications :• Soudage de tuyauteries même dans les positionsles plus difficiles.Caractéristiques mécaniques - EN ISO 15972-1Rm(MPa)Re(MPa)A (%)KV – 30 °C(J)Valeur type 530 470 29 140Analyse chimique - EN ISO 6847C Si Mn S PValeur type 0.06 0.5 1.1 0.010 0.018Caractéristiques particulières :• rendement effectif moyen 115%.• faible teneur en hydrogène diffusible du métal fondu≤ 5 ml /100 g (ISO 3690) après conditions optimalesd'étuvage 2 h à 300 °C - 350 °C. En version DRY(électrodes sous-vide), les électrodes peuvent être utilisées sansétuvage; une diminution, voire une suppression du préchauffage,peut être envisagée.AgrémentsCEGDFPour commanderØen mmLong.en mmPackagingQuantité étui Quantité caisse Standard DRYStandard DRY Standard DRY Ancienne Nouvelle Ancienne Nouvelle2.0 350 300 70 900 840 1080-0571 W 000 288 397 1080-0567 W 000 288 4012.5 350 185 28 555 448 1080-0572 W 000 288 398 1080-0568 W 000 288 4023.2 350 115 22 345 308 1080-0573 W 000 288 399 1080-0569 W 000 288 4034.0 350 80 18 240 216 1080-0574 W 000 288 400 1080-0570 W 000 288 404SAFER NF 510SAFER NF 510 DRYNormes :• EN ISO 2560 - AE 424 B32H5• AWS 5.1E 7018Applications :• électrode basique d’emploi général pour tous travaux dehaute sécurité sur acier de charge à la rupture inférieure à550 Mpa,• recommandée en assemblage épais ou fortement bridé.Produit conseillé pour le soudage de tuyauteries.Idéale pour les épaisseurs inférieures à 7 mm.Caractéristiques mécaniques - EN ISO 15972-1Rm(MPa)Re(MPa)A (%)KV – 30 °C(J)Valeur type 550 470 29 40Analyse chimique - EN ISO 6847C Si Mn S PValeur type 0.06 0.5 1.1 0.010 0.018Caractéristiques particulières :• très bonne propriétés d’emploi et de fusion.Grande résistance à la fissuration à chaud et faibleteneur en hydrogène diffusible du métal déposé,• résilience jusqu’à – 40 °C,• conditions d’étuvage : 2 h à 300 °C – 350 °C,• en version DRY (électrodes sous-vide) les électrodespeuvent être utilisées sans étuvage. Une diminutionvoir une suppression du préchauffage peut êtreenvisagée.AgrémentsABS BV CE DNV LRS MODPour commanderØen mmLong.en mmPackagingQuantité étui Quantité caisse Standard DRYStandard DRY Standard DRY Ancienne Nouvelle Ancienne Nouvelle2.5 350 185 30 555 448 1080-0432 W 000 288 365 1080-0457 W 000 288 3723.2 350 115 22 345 308 1080-0437 W 000 288 366 1080-0465 W 000 288 3733.2 450 115 22 345 308 1080-0433 W 000 288 367 1080-0458 W 000 288 3744.0 350 80 18 240 216 1080-0438 W 000 288 368 1080-0466 W 000 288 3754.0 450 80 18 240 216 1080-0434 W 000 288 369 1080-0459 W 000 288 3765.0 450 55 8 165 144 1080-0435 W 000 288 370 1080-0463 W 000 288 3776.0 450 40 - 120 - 1080-0436 W 000 288 371 - -6–12FDS (Fiches de Données de Sécurité)disponibles sur www.safety-welding.comAncienne réf.Nouvelle réf.
Electrodes basiques pour le soudage des aciers non alliésSAFER NF 510 ASAFER NF 510 A DRYNormes :• EN ISO 2560 - AE 423 B32H5• AWS 5.1E 7018Applications :• électrode basique d’emploi général pour tous travauxde haute sécurité sur acier de charge à la ruptureinférieure à 550 Mpa,• recommandée pour les travaux de haute productivité.Caractéristiques mécaniques - EN ISO 15972-1Rm(MPa)Re(MPa)A (%)KV – 40 °C(J)Valeur type 590 510 27 120Analyse chimique - EN ISO 6847C Si Mn S PValeur type 0.06 0.5 1.1 0.010 0.015Caractéristiques particulières :• très bonne propriétés d’emploi et de fusion elle estrecommandée pour un soudage à vitesse élevée,• faible teneur en hydrogène diffusible du métaldéposé,• résilience jusqu’à – 40 °C,• conditions d’étuvage : 2 h à 300 °C – 350 °C,• en version DRY (électrodes sous-vide) les électrodespeuvent être utilisées sans étuvage. Une diminutionvoir une suppression du préchauffage peut êtreenvisagée.AgrémentsABS BV CE DB DNV LRS TÜVPour commanderØen mmLong.en mmPackagingQuantité étui Quantité caisse Standard DRYStandard DRY Standard DRY Ancienne Nouvelle Ancienne Nouvelle2.5 350 185 28 555 448 1080-0426 W 000 288 384 1080-6740 W 000 288 3913.2 350 115 22 345 308 1080-0430 W 000 288 385 1080-6745 W 000 288 3923.2 450 115 22 345 308 1080-0427 W 000 288 386 1080-6741 W 000 288 3934.0 350 80 18 240 216 1080-0431 W 000 288 387 1080-6746 W 000 288 3944.0 450 80 18 240 216 1080-0428 W 000 288 388 1080-6742 W 000 288 3955.0 450 55 8 165 144 1080-0429 W 000 288 389 1080-6749 W 000 288 3966.0 450 40 - 120 - 1080-0439 W 000 288 390 - -SAFER NF 58SAFER NF 58 DRYNormes :• EN ISO 2560 - AE 425 B32H5• AWS 5.1E 7018-1Applications :• électrode basique d’emploi général pour toustravaux de très haute sécurité sur acier de charge àla rupture inférieure à 600 Mpa,• recommandée pour les assemblages très épais.Chaudronnerie lourdes, construction et réparationd’appareil à pression.Caractéristiques mécaniques - EN ISO 15972-1Rm(mpa)Re(MPa)A (%)KV – 50 °C(J)Valeur type 590 510 29 90Analyse chimique - EN ISO 6847C Si Mn S PValeur type 0.07 0.4 1.3 0.008 0.015Pour commanderØen mmLong.en mmCaractéristiques particulières :• très bonne propriétés d’emploi et de fusion dans les deuxmodes de courant,• amorçage aisé. Grande résistance à la fissuration à chaudet excellentes caractéristiques de résilience jusqu’à – 50 °C,• faible teneur en hydrogène diffusible du métal déposé,• conditions d’étuvage : 2 h à 300 °C – 350 °C,• en version DRY (électrodes sous-vide) les électrodes peuvent être utilisées sansétuvage. Une diminution voir une suppression du préchauffage peut être envisagée.AgrémentsABS BV CE DB MOD MN* DNV LRS TÜV* Marine NationalePackagingQuantité étui Quantité caisse Standard DRYStandard DRY Standard DRY Ancienne Nouvelle Ancienne Nouvelle2.5 350 200 30 600 480 1080-0676 W 000 288 482 1080-0694 W 000 288 4893.2 350 115 22 345 308 1080-0687 W 000 288 483 1080-0692 W 000 288 4903.2 450 115 22 345 308 1080-0677 W 000 288 484 1080-0695 W 000 288 4914.0 350 85 18 255 216 1080-0688 W 000 288 485 1080-0693 W 000 288 4924.0 450 85 18 255 216 1080-0678 W 000 288 486 1080-0696 W 000 288 4935.0 450 55 8 165 144 1080-0679 W 000 288 487 1080-0689 W 000 288 4946.0 450 40 - 120 - 1080-0680 W 000 288 488 - -Chapitre 6FDS (Fiches de Données de Sécurité)disponibles sur www.safety-welding.comAncienne réf.Nouvelle réf.6–13
Electrodes soudage à l’arcElectrodes à enrobage basique pour le soudagedes aciers faiblement alliés à haute limite d’élasticitéSAFER MD 56SAFER MD 56 DRYNormes :• EN 757E 555 1 Ni Mo B 32 H 5• AWS 5.5E 8018 GApplications :• électrode basique d’emploi général pour toustravaux de très haute sécurité sur acier de chargeà la rupture inférieure à 600 Mpa, soudage desaciers à haute limite d'élasticité du typemanganèse, molybdène résistant au fluage.• électrode conseillée lorsqu'il est recherché debonnes valeurs de résiliences à bassetempérature à l'état brut de soudage• soudage des aciers à haute limite d'élasticité(Re ≥ 500 MPa).Caractéristiques particulières :• amorçage aisé (embouts graphités).• rendement effectif moyen 120 %.• grande résistance à la crique du métal déposé.• basse teneur en hydrogène diffusible du métal déposé : 5 ml/100 g(ISO 3690) après conditions optimales d'étuvage 1 h 30 à 300 °C - 350 °C.• en version DRY (électrodes sous-vide), les électrodes peuvent être utiliséessans étuvage; une diminution, voire une suppression du préchauffage, peutêtre envisagée.Caractéristiques mécaniques - EN ISO 15972-1Rm(mpa)Re(MPa)A (%)KV – 46 °C(J)Valeur type 640 560 25 80Analyse chimique - EN ISO 6847C Si Mn S P Cr MoValeur type 0.05 0.4 0.9 0.010 0.015 0.6 0.3AgrémentsABS BV CE DNV LRS MN* TÜV* Marine NationalePour commanderØen mmLong.en mmPackagingQuantité étui Quantité caisse Standard DRYStandard DRY Standard DRY Ancienne Nouvelle Ancienne Nouvelle2.5 350 180 28 540 448 1081-6062 W 000 288 576 1081-6058 W 000 288 5803.2 450 115 22 345 308 1081-6063 W 000 288 577 1081-6059 W 000 288 5814.0 450 80 18 240 216 1081-6064 W 000 288 578 1081-6060 W 000 288 5825.0 450 55 26 165 156 1081-6065 W 000 288 579 1081-6061 W 000 288 583SAFER ND 65SAFER ND 65 DRYNormes :• EN 757≈ E 555 2 Ni Mo B 32 H 5• AWS 5.5E 9018 GPour commanderØen mmApplications :• soudage des aciers à haute limite d'élasticité(Re ≥ 500 MPa).Caractéristiques mécaniques - EN ISO 15972-1Rm(mpa)Long.en mmRe(MPa)A (%)KV – 50 °C(J)Valeur type 710 640 23 85Analyse chimique - EN ISO 6847C Si Mn S P Cr MoValeur type 0.05 0.5 1.3 0.013 0.010 1,7 0.3Caractéristiques particulières :• rendement effectif moyen 120 %.• amorçage aisé (embouts graphités).• basse teneur en hydrogène diffusible du métal déposé :5 ml/100 g (ISO 3690) après conditions optimales d'étuvage1 h 30 à 300 °C - 350 °C.• en version DRY (électrodes sous-vide), les électrodes peuvent être utiliséessans étuvage ; une diminution, voire une suppression du préchauffage, peutêtre envisagée.PackagingQuantité étui Quantité caisse Standard DRYStandard DRY Standard DRY Ancienne Nouvelle Ancienne Nouvelle2.5 350 180 28 540 448 1081-6262 W 000 288 588 - W 000 288 5913.2 450 115 22 345 308 1081-6263 W 000 288 589 - W 000 288 5924.0 450 80 18 240 216 1081-6264 W 000 288 590 - W 000 288 5936–14FDS (Fiches de Données de Sécurité)disponibles sur www.safety-welding.comAncienne réf.Nouvelle réf.
SAFER MD 70Normes :• EN 757E 622 Mn Mo B 32 H 5• AWS 5.5E 10018 D2Applications :• soudage des aciers à haute limite d'élasticité(Re ≥ 600 MPa) lorsqu’il est recherché de bonnesvaleurs de résilience à basse température.Caractéristiques mécaniques - EN ISO 15972-1Rm(mpa)Re(MPa)A (%)KV – 50 °C(J)Valeur type 770 700 24 48Analyse chimique - EN ISO 6847C Si Mn S P MoValeur type 0.09 0.5 1.9 0.010 0.018 0.4Caractéristiques particulières :• rendement effectif moyen115 %.• basse teneur en hydrogène diffusible du métal déposé :5 ml/100 g (ISO 3690) après conditions optimales d'étuvage2 h 00 à 300 °C - 350 °C.Pour commanderØen mmLong.en mmPackaging standardQuantité standardRéférenceEtui Caisse Ancienne Nouvelle2.5 350 180 540 1081-6322 W 000 288 5723.2 350 115 345 1081-6323 W 000 288 5734.0 350 80 240 1081-6324 W 000 288 5745.0 450 50 150 1081-6325 W 000 288 575SAFER ND 80SAFER ND 80 DRYNormes :• EN 757≈ E 694 Mn 2 Ni Cr Mo B 32 H 5• AWS 5.5E 11018 GCaractéristiques mécaniques - EN ISO 15972-1Rm(mpa)Re(MPa)A (%)KV – 50 °C(J)Valeur type 860 800 19 70Analyse chimique - EN ISO 6847C Si Mn S P Ni Cr MoValeur type 0.07 0.5 1.5 0.010 0.015 1.7 0.3 0.4Pour commanderØen mmLong.en mmApplications :• soudage des aciers à haute limited'élasticité (Re ≥ 700 MPa) lorsqu’ilest recherché de bonnes valeurs derésilience à basse température.Caractéristiques particulières :• amorçage aisé (embouts graphités).• rendement effectif 120 %.• basse teneur en hydrogène diffusible du métal déposé :5 ml/100 g (ISO 3690) après conditions optimales d'étuvage1 h 30 à 300 °C - 350 °C.• en version DRY (électrodes-sous-vide), les électrodes peuvent être utiliséessans étuvage; une diminution, voire une suppression du préchauffage, peutêtre envisagée.AgrémentsCEMarine NationalePackagingQuantité étui Quantité caisse Standard DRYStandard DRY Standard DRY Ancienne Nouvelle Ancienne Nouvelle2.5 350 180 28 540 448 1081-6282 W 000 288 594 1081-6295 W 000 288 5983.2 450 115 22 345 308 1081-6283 W 000 288 595 1081-6296 W 000 288 5994.0 450 80 18 240 216 1081-6284 W 000 288 596 1081-6297 W 000 288 6005.0 450 50 26 150 156 1081-6286 W 000 288 597 1081-6298 W 000 288 601SAFER ND 100SAFER ND 100 DRYNormes :• EN 757≈ E 894 Mn 2 Ni Cr Mo B 32 H 5• AWS 5.5E 12018 GApplications :• soudage des aciers à haute limited'élasticité Re ≥ 900 MPa.Caractéristiques particulières :• basse teneur en hydrogène diffusible du métal déposé :5 ml/100 g (ISO 3690) après conditions optimales d'étuvage1 h 30 à 300 °C - 350 °C.• en version DRY (électrodes sous-vide), les électrodes peuvent être utiliséessans étuvage; une diminution, voire une suppression du préchauffage, peutêtre envisagée.Chapitre 6Caractéristiques mécaniques - EN ISO 15972-1Rm(mpa)Re(MPa)A (%)KV – 50 °C(J)Valeur type 1 050 970 17 55Analyse chimique - EN ISO 6847C Si Mn S P Ni Cr MoValeur type 0.08 0.5 1.8 0.008 0.015 1.9 0.6 0.9AgrémentsCEMarine NationalePour commanderØen mmLong.en mmPackagingQuantité étui Quantité caisse Standard DRYStandard DRY Standard DRY Ancienne Nouvelle Ancienne Nouvelle3.2 450 115 22 345 308 1081-6278 W 000 288 602 1081-6269 W 000 288 6044.0 450 80 18 240 216 1081-6279 W 000 288 603 1081-6270 W 000 288 605FDS (Fiches de Données de Sécurité)disponibles sur www.safety-welding.comAncienne réf.Nouvelle réf.6–15
Electrodes soudage à l’arcElectrode basique pour assemblages de très haute sécurité des aciers non alliésavec résiliences à très basse températureSAFER NF 59SAFER NF 59 DRYNormes :• EN ISO 2560-AE 466 1 Ni B 32 H 5• AWS 5.5E 8018 GApplications :• offshore.• aciers "arctiques".Caractéristiques mécaniques - EN ISO 15972-1Rm(mpa)Re(MPa)A (%)KV – 50 °C(J)Valeur type 650 570 28 120Analyse chimique - EN ISO 6847C Si Mn Ni S PValeur type 0.06 0.35 1.5 0.7 0.008 0.015Pour commanderØen mmLong.en mmCaractéristiques particulières :• électrode basique pour obtention de bonnes résiliencesjusqu'à -60 °C ou jusqu'à -40 °C en racine de joints réalisésà forte énergie de soudage (30 kJ/cm). Faible hydrogènediffusible du métal déposé (5 ml/100 g ISO 3690) après conditionsoptimales d'étuvage : 2 h à 300 °C - 350 °C.• en version DRY (électrodes sous-vide), les électrodes peuvent être utiliséessans étuvage ; une diminution, voire une suppression du préchauffage, peutêtre envisagée.AgrémentsCEPackagingQuantité étui Quantité caisse Standard DRYStandard DRY Standard DRY Ancienne Nouvelle Ancienne Nouvelle2.5 350 170 26 510 416 1080-0689 W 000 288 544 1080-6731 W 000 288 5483.2 350 115 22 345 308 1080-0694 W 000 288 545 1080-6735 W 000 288 5494.0 450 80 18 240 216 1080-0691 W 000 288 546 1080-6733 W 000 288 5505.0 450 50 24 150 144 1080-0692 W 000 288 547 1080-6724 W 000 288 551GDFSAFER NI 55SAFER NI 55 DRYNormes :• DIN (8529)E SY 42 87 2 Ni B• AWS 5.5E 8018 <strong>C1</strong>Applications :• soudage des aciers de 0.5 % à 2 % de nickelpour l'emploi à basse température :KV - 60 °C moyen = 120 J.• très bonnes caractéristiques mécaniques du métaldéposé que ce soit à l'état brut de soudage ouaprès traitement thermique de détensionnement.Caractéristiques mécaniques - EN ISO 15972-1Rm(mpa)Re(MPa)A (%)KV – 70 °C(J)Valeur type 620 540 26 70Analyse chimique - EN ISO 6847C Si Mn S P NiValeur type 0.05 0.4 1.0 0.008 0.011 2.5Pour commanderØen mmLong.en mmCaractéristiques particulières :• rendement effectif moyen 110%.• amorçage aisé (embouts graphités).• basse teneur en hydrogène diffusible du métal déposé :5 ml/100 g (ISO 3690) après conditions optimales d'étuvage1 h 30 à 300 °C - 350 °C.• n version DRY (électrodes sous-vide), les électrodes peuvent être utiliséessans étuvage; une diminution, voire une suppression du préchauffage, peutêtre envisagée. Résultats d'essais C.T.O.D. : consulter nos services techniques.AgrémentsABS BV CE DNV LRSPackagingQuantité étui Quantité caisse Standard DRYStandard DRY Standard DRY Ancienne Nouvelle Ancienne Nouvelle2.5 350 200 30 600 480 1081-6302 W 000 288 606 1081-6308 W 000 288 6113.2 350 130 22 390 308 1081-6301 W 000 288 607 1081-6312 W 000 288 6123.2 450 130 22 390 308 1081-6303 W 000 288 608 1081-6309 W 000 288 6134.0 450 85 18 255 216 1081-6304 W 000 288 609 1081-6310 W 000 288 6145.0 450 55 26 165 150 1081-6305 W 000 288 610 1081-6311 W 000 288 6156–16FDS (Fiches de Données de Sécurité)disponibles sur www.safety-welding.comAncienne réf.Nouvelle réf.
Electrodes à enrobage basique pour soudage des aciers faiblement alliésou chrome molybdène résistants au fluageSAF<strong>FR</strong>O CD 55 SCSAF<strong>FR</strong>O CD 55 SC DRYNormes :• EN 1599E Cr Mo 05 B 12 H5• AWS 5.5E 8018 B1Applications :• soudage des aciers résistants au fluagedes nuances 0,5 % de Cr, 0.5 % de Mo.• électrode est recommandée lorsqu'untraitement thermique est possible.Dans le cas contraire,utiliser les SAFINOX BNC 75.15 M.Caractéristiques particulières :• amorçage aisé (embouts graphités).Très bonne résistance à la crique.• excellente maniabilité pour le soudage des tubes.• conditions optimales d'étuvage 1 h 30 à 300 °C - 350 °C.• en version DRY (électrodes sous-vide), les électrodes peuvent être utiliséessans étuvage. Une diminution du préchauffage, peut être envisagée.Caractéristiques mécaniques - EN ISO 15972-1Rm(mpa)Re(MPa)A (%)KV – 20 °C(J)Valeur type 640 550 24 100Analyse chimique - EN ISO 6847C Si Mn S P Cr MoValeur type 0.05 0.4 0.7 0.008 0.012 0.5 0.5AgrémentsCEPour commanderØen mmLong.en mmPackagingQuantité étui Quantité caisse Standard DRYStandard DRY Standard DRY Ancienne Nouvelle Ancienne Nouvelle2.5 350 165 28 660 448 1080-6007 W 000 288 629 1081-6100 W 000 288 6333.2 350 115 22 345 308 1080-6008 W 000 288 630 1081-6101 W 000 288 6344.0 450 80 - 240 - 1080-6010 W 000 288 631 - W 000 288 6355.0 450 50 - 150 - 1080-6011 W 000 288 632 - W 000 288 636SAF<strong>FR</strong>O CD 60 SCSAF<strong>FR</strong>O CD 60 SC DRYNormes :• EN 1599E Cr Mo 1 B 12 H 5• AWS 5.5E 8018 B2Applications :• soudage des aciers résistants au fluagedes nuances 1,25 % de Cr, 0,5 % de Mo.• électrode recommandée lorsqu'untraitement thermique est possible.Dans le cas contraire, utiliser lesSAFINOX BNC 75.15 M.Caractéristiques particulières :• très bonne résistance à la crique.• amorçage aisé (embouts graphités).• très bonne résistance à la crique.• excellente maniabilité pour le soudage des tubes.• conditions optimales d'étuvage 1 h 30 à 300 °C - 350 °C.• en version DRY (électrodes sous-vide), les électrodes peuvent être utiliséessans étuvage. Une diminution du préchauffage, peut être envisagée.Caractéristiques mécaniques - EN ISO 15972-1Rm(mpa)Re(MPa)A (%)KV – 20 °C(J)Valeur type 630 540 23 150Analyse chimique - EN ISO 6847C Si Mn S P Cr MoValeur type 0.05 0.4 0.7 0.008 0.013 1.2 0.5AgrémentsCEPour commanderØen mmLong.en mmPackagingQuantité étui Quantité caisse Standard DRYStandard DRY Standard DRY Ancienne Nouvelle Ancienne Nouvelle2.5 350 165 28 660 448 1080-6016 W 000 288 677 1081-6110 W 000 288 6813.2 350 115 22 345 308 1080-6017 W 000 288 678 1081-6111 W 000 288 6824.0 450 80 - 240 - 1080-6019 W 000 288 679 - W 000 288 6835.0 450 50 - 150 - 1080-6020 W 000 288 680 - W 000 288 684Chapitre 6FDS (Fiches de Données de Sécurité)disponibles sur www.safety-welding.comAncienne réf.Nouvelle réf.6–17
Electrodes soudage à l’arcElectrodes à enrobage basique pour soudage des aciers faiblement alliésou chrome molybdène résistants au fluageSAF<strong>FR</strong>O CD 65 SCSAF<strong>FR</strong>O CD 65 SC VPMNormes :• EN 1599E Cr Mo 2 B 12 H 5• AWS 5.5E 9018 B3Applications :• soudage des aciers résistants au fluagedes nuances 2.25 % de Cr,1 % de Mo.• électrode recommandée lorsqu'untraitement thermique est possible.Dans le cas contraire, utiliser lesSAFINOX BNC 75.15 M.Caractéristiques particulières :• amorçage aisé (embouts graphités).• très bonne résistance à la crique.• excellente maniabilité pour le soudage des tubes.• conditions optimales d'étuvage 1 h 30 à 300 °C - 350 °C.• en version VPM (électrodes sous-vide), les électrodes peuvent être utiliséessans étuvage. Une diminution du préchauffage, peut être envisagée.Caractéristiques mécaniques - EN ISO 15972-1Rm(mpa)Re(MPa)A (%)KV – 20 °C(J)Valeur type 650 540 23 110Analyse chimique - EN ISO 6847C Si Mn S P Cr MoValeur type 0.05 0.3 0.7 0.008 0.013 2.3 1.0AgrémentsABS BV CE DNVPour commanderØen mmLong.en mmPackagingQuantité étui Quantité caisse Standard DRYStandard DRY Standard DRY Ancienne Nouvelle Ancienne Nouvelle2.5 350 195 - 585 - 1080-6022 W 000 288 686 1080-6120 W 000 288 6923.2 350 110 - 330 - 1080-6026 W 000 288 687 1080-6121 W 000 288 6934.0 450 85 - 255 - 1080-6027 W 000 288 689 1080-6122 W 000 288 6955.0 450 60 - 130 - 1080-6028 W 000 288 690 - -Electrodes à enrobage basique pour le soudage des aciers faiblementalliés résistant à la corrosion atmosphérique (aciers patinables)TENCORNormes :• EN IS0 2560-AE 462 B 12 H10• AWS 5.5E 8016 GApplications :• soudage des aciers à haute limite d'élasticité (Re ≥ 470 MPa).• soudage des aciers à résistance améliorée à la corrosionatmosphérique.Caractéristiques particulières :• amorçage aisé (embouts graphités).• rendement effectif : 110 %.• basse teneur en hydrogène diffusible du métal déposé : 5ml/100 g (ISO 3690) après conditions optimalesd'étuvage 1 h 30 à 300 °C - 350 °C.Caractéristiques mécaniques - EN ISO 15972-1Rm(mpa)Re(MPa)A (%)KV – 20 °C(J)Valeur type 600 510 27 80Analyse chimique - EN ISO 6847C Si Mn Cu P S Ni CrValeur type 0.05 0.8 0.8 0.4 0.017 0.010 0.4 0.5Pour commanderØen mmLong.en mmPackaging standardQuantité standardRéférenceEtui Caisse Ancienne Nouvelle2.5 300 170 510 1081-6152 W 000 288 6213.2 450 115 345 1081-6153 W 000 288 6224.0 450 80 240 1081-6154 W 000 288 6236–18FDS (Fiches de Données de Sécurité)disponibles sur www.safety-welding.comAncienne réf.Nouvelle réf.
Electrodes à fusion douce pour le soudage des aciers inoxydablesSAFINOX R 308LSAFINOX R 308L DRYNormes :• EN 1600E 19 9 LR 12• AWS 5.4E 308 L 17Mini-étui pourSAFINOX R 308Lvoir page 6–30Pour commanderØen mmApplications :• soudage des aciers inoxydables desnuances 18 à 20 % de Cr et 8 à 10 %de Ni, à très basse teneur en carbone,• cette électrode est recommandée lorsqu’ilest recherché un bel aspect du dépôt.Caractéristiques mécaniques - EN ISO 15972-1Rm(MPa)Re(MPa)A (%)KV + 20 °C(J)Valeur type 560 400 42 80Analyse chimique - EN ISO 6847C Si Mn S P Cr NiValeur type 0.018 0.85 0.8 0.015 0.020 19 10.5Long.en mmCaractéristiques particulières :• électrode donnant une fusion très douce sans projection,• cordon lisse de très bel aspect et laitier d’enlèvement très facile,• conditions d’étuvage : 1 h à 1 h 30 à 300 °C – 350 °C,• en version DRY (électrode sous-vide) les électrodes peuvent être utilisées sansétuvage.AgrémentsABS BV CE DB DNV TÜVPackagingQuantité étui Quantité caisse Standard DRYStandard DRY Standard DRY Ancienne Nouvelle Ancienne Nouvelle2.0 300 310 36 930 648 1081-1431 W 000 288 696 W 000 288 701 W 000 288 7012.5 300 195 28 585 448 1081-1432 W 000 288 697 1081-1812 W 000 288 7023.2 350 110 22 330 308 1081-1436 W 000 288 698 1081-1813 W 000 288 7034.0 350 70 18 210 216 1081-1434 W 000 288 699 1081-1814 W 000 288 7045.0 450 45 17 135 153 1081-1437 W 000 288 700 1081-1815 W 000 288 705STARINOX E 308L HP DRYGamme ALSTARNormes :• EN 1600E 19 LR 22• AWS 5.4E 308 L 17AgrémentsCEApplications :• soudage des aciers inoxydables desnuances 18 à 20 % de Cr et 8 à 10 %de Ni,• équipement pour l’industrie chimiqueet l’agroalimentaire.Caractéristiques mécaniques - EN ISO 15972-1Rm(MPa)Re(MPa)A (%)KV + 20 °C(J)Valeur type 550 405 38 60Analyse chimique - EN ISO 6847C Si Mn S P Cr NiValeur type 0.030 0.9 0.8 0.018 0.020 19 10.5Caractéristiques particulières :• fusion douce avec une présentation en version DRY(emballage sous-vide) ce qui permet de garantir unparfait état de conservation pour des amorçagessans porosités,• avantage hygiène et sécurité pour le soudeur et sonenvironnement avec un taux d’émission de fumée divisé par 2,• teneur en Cr VI fortement diminuée (jusqu’à 4 fois moins qu’uneélectrode standard).Pour commanderØen mmLong.en mmPackaging standardQuantité standardRéférenceEtui (DRY) Caisse (DRY) Ancienne Nouvelle2.5 300 28 448 W 000 263 793 W 000 288 8503.2 350 22 308 W 000 263 794 W 000 288 8514.0 350 18 216 W 000 263 795 W 000 288 852SAFINOX R 316LSAFINOX R 316L DRYNormes :• EN 1600E 19 12 3 LR 12• AWS 5.4E 316 L 17Mini-étui pourSAFINOX R 316Lvoir page 6–30Caractéristiques mécaniques - EN ISO 15972-1Rm Re(MPa) (MPa)A (%)KV + 20 °C(J)Valeur type 590 400 39 75Analyse chimique - EN ISO 6847C Si Mn S P Cr Ni MoValeur type 0.018 0.85 0.8 0.015 0.020 18.5 11.5 2.8Pour commanderØen mmApplications :• soudage des aciers inoxydables des nuances18 à 20 % de Cr, 8 à 10 % de Ni et 2 à 3 %de Mo à très basse teneur en carbone,• cette électrode est recommandée lorsqu’il estrecherché un bel aspect du dépôt.Long.en mmCaractéristiques particulières :• électrode donnant une fusion très douce sans projection• Cordon lisse de très bel aspect et laitier d’enlèvementtrès facile,• conditions d’étuvage : 1 h à 1 h 30 à 300 °C – 350 °C,• en version DRY (électrode sous-vide) les électrodes peuventêtre utilisées sans étuvage.AgrémentsABS BV CE DB DNV LRS SNCF TÜVPackagingQuantité étui Quantité caisse Standard DRYStandard DRY Standard DRY Ancienne Nouvelle Ancienne Nouvelle1.6 300 170 40 1 020 800 1081-1449 W 000 288 755 W 000 288 762 W 000 288 7622.0 300 320 36 960 648 1081-1441 W 000 288 756 W 000 288 763 W 000 288 7632.5 300 190 28 540 448 1081-1442 W 000 288 757 1081-1837 W 000 288 7643.2 350 115 22 345 308 1081-1446 W 000 288 758 1081-1838 W 000 288 7654.0 350 75 18 225 216 1081-1444 W 000 288 759 1081-1839 W 000 288 7665.0 450 45 17 135 153 1081-1447 W 000 288 761 W 000 288 768 W 000 288 768Chapitre 6FDS (Fiches de Données de Sécurité)disponibles sur www.safety-welding.comAncienne réf.Nouvelle réf.6–19
Electrodes soudage à l’arcElectrodes à fusion douce pour le soudage des aciers inoxydablesSTARINOXE 316L HP DRYGamme ALSTARNormes :• EN 1600E 19 12 3 LR 22• AWS 5.4E 316 L 17Applications :• soudage des aciers inoxydables des nuances 18 à 20 %de Cr et 8 à 10 % de Ni et 2 à 3 % de Mo,• équipement pour l’industrie chimique et l’agroalimentaire.Caractéristiques mécaniques - EN ISO 15972-1Rm Re(MPa) (MPa)A (%)KV + 20 °C(J)Valeur type 580 445 38 60Analyse chimique - EN ISO 6847C Si Mn S P Cr Ni MoValeur type 0.030 0.9 0.8 0.008 0.020 19.1 10.8 2.8Caractéristiques particulières :• fusion douce avec une présentation en version DRY(emballage sous-vide) ce qui permet de garantir unparfait état de conservation pour des amorçagessans porosités,• avantage hygiène et sécurité pour le soudeur et sonenvironnement avec un taux d’émission de fumée divisé par 2,• teneur en Cr VI fortement diminuée (jusqu’à 4 fois moins qu’uneélectrode standard)Pour commanderØen mmLong.en mmPackaging standardQuantité standardRéférenceEtui (DRY) Caisse (DRY) Ancienne Nouvelle2.5 300 28 448 W 000 263 796 W 000 288 8533.2 350 22 308 W 000 263 797 W 000 288 8544.0 350 18 216 W 000 263 799 W 000 288 855Electrodes pour le soudage des aciers inoxydables<strong>FR</strong>OINOX 347Normes :• EN 1600E 19 9 Nb R 12• AWS 5.4E 347 16Applications :• soudage de tuyauteries en aciers inoxydables austénitiquesdes nuances 18 à 20 % de chrome, 10 à 14 % de nickelstabilisés au titane ou au niobium.• électrode peut également être utilisée pour le soudagedes nuances du même type non stabilisées(C de 0.06 à 0.12 %).Caractéristiques mécaniques - EN ISO 15972-1Rm Re(MPa) (MPa)A (%)KV + 20 °C(J)Valeur type 650 490 33 60Analyse chimique - EN ISO 6847C Si Mn S P Cr Ni NbValeur type 0.02 0.9 0.85 0.015 0.020 19 10.5 0,5Caractéristiques particulières :• bon compromis entre aspect, maniabilitéet caractéristiques mécaniques.• conditions d'étuvage : 1 h 30 à 250 °C - 300 °C.Pour commanderØen mmLong.en mmPackaging standardQuantité standardRéférenceEtui Caisse Ancienne Nouvelle2.5 300 190 570 1081-2002 W 000 288 7463.2 350 120 360 1081-2003 W 000 288 7474.0 350 80 240 1081-2004 W 000 288 748SAFINOX R 309LSAFINOX R 309L DRYNormes :• EN 1600E 23 12 LR 12• AWS 5.4E 309 L 17Applications :• soudage des aciers inoxydables des nuances24 % de Cr, 12 % de Ni à très basse teneuren carbone,• soudage des aciers dissemblables non alliésou faiblement alliés avec acier inoxydable.Caractéristiques mécaniques - EN ISO 15972-1Rm(MPa)Re(MPa)A (%)KV + 20 °C(J)Valeur type 550 440 35 65Analyse chimique - EN ISO 6847C Si Mn S P Cr NiValeur type 0.015 0.85 0.8 0.008 0.020 23 12.5Pour commanderØen mmLong.en mmCaractéristiques particulières :• électrode donnant une fusion très douce sans projection• Cordon lisse de très bel aspect et laitier d’enlèvementtrès facile,• conditions d’étuvage : 1 h à 1 h 30 à 300 °C – 350 °C• en version DRY (électrode sous-vide) les électrodes peuventêtre utilisées sans étuvage.AgrémentsABS BV CE DB DNV TÜVPackagingQuantité étui Quantité caisse Standard DRYStandard DRY Standard DRY Ancienne Nouvelle Ancienne Nouvelle2.0 300 320 36 960 648 1081-0294 W 000 288 806 1081-1824 W 000 288 8112.5 300 190 28 570 448 1081-0286 W 000 288 807 1081-1825 W 000 288 8123.2 350 110 22 330 308 1081-0289 W 000 288 808 1081-1826 W 000 288 8134.0 350 80 18 240 216 1081-0288 W 000 288 809 1081-1827 W 000 288 8145.0 450 45 17 135 153 1081-0293 W 000 288 810 1081-1828 W 000 288 8156–20FDS (Fiches de Données de Sécurité)disponibles sur www.safety-welding.comAncienne réf.Nouvelle réf.
Electrodes à fusion douce pour le soudage des aciers inoxydablesSTARINOX E 309L HP DRYGamme ALSTARNormes :• EN 1600E 24 12 LR 22• AWS 5.4E 309 L 17Applications :• soudage de tous aciers difficilement soudables :aciers alliés, aciers de blindage.• soudage de matériaux dissemblables :acier non ou faiblement allié avec acier inoxdes nuances AISI 308, 316, 347, 318, 309,310 (voir diagramme de SCHAEFFLER).Electrode particulièrement adaptéepour les réparations.Caractéristiques particulières :• électrodes à fusion très douce sans projections.• très bel aspect du cordon obtenu.• emballage sous-vide garantissant un parfait étatde conservation pour un amorçage sans porosités.• comparée à une électrode standard de même nuance, le tauxd'émission des fumées et divisée par 2 et le taux de CrVI dansles fumées est divisé par 4, ce qui procure une meilleure sécuritépour le soudeur et son environnement.• conditions d'étuvage : 1 h 30 à 300 °C - 350 °C.AgrémentsCECaractéristiques mécaniques - EN ISO 15972-1Rm(MPa)Re(MPa)A (%)KV + 20 °C(J)Valeur type 570 445 38 60Analyse chimique - EN ISO 6847C Si Mn S P Cr NiValeur type 0.030 0.9 0.8 0.008 0.020 23 12.5Pour commanderØen mmLong.en mmPackaging standardQuantité standardRéférenceEtui (DRY) Caisse (DRY) Ancienne Nouvelle2.5 300 28 448 W 000 263 793 W 000 288 8563.2 350 22 308 W 000 263 794 W 000 288 8574.0 350 18 216 W 000 263 795 W 000 288 858<strong>FR</strong>OINOX 309 MO- L16 Applications :<strong>FR</strong>OINOX 309 MO- L16VPM • assemblages et rechargements sur aciersNormes :austénitiques similaires.• assemblages hétérogènes entre aciers• EN 1600résistant à la corrosion et aciers non ouE 23 12 2 LR 12faiblement alliés. Sous couche, rechargement• AWS 5.4et placage résistant à la corrosion sur aciersE 309 Mo-17non et faiblement alliés. Les teneurs élevéesen éléments d'alliage dans le dépôt assurentla résistance à la corrosion dès la premièrecouche.Caractéristiques mécaniques - EN ISO 15972-1Rm(MPa)Re(MPa)A (%)KV + 20 °C(J)Valeur type 750 620 28 60Analyse chimique - EN ISO 6847C Si Mn S P Ni Cr MoValeur type 0.016 0.9 0.80 0.010 0.020 12.5 22.5 2.5Caractéristiques particulières :• électrode à fusion douce donnant un cordon lissede bel aspect et un laitier d'enlèvement aisé.• conditions d'étuvage : 1 h 30 à 300 °C - 350 °C.• en version VPM (électrodes sous-vide) les électrodes peuvent êtreutilisées sans étuvage.AgrémentsDNVSAFINOXR 312Normes :• EN 1600E 29 9 R 12• AWS 5.4E 312 17AgrémentsCEExisteen mini-étuivoir page 6–30Pour commanderØen mmLong.en mmPackagingQuantité étui Quantité caisse Standard VPMStandard Standard Ancienne Nouvelle Ancienne Nouvelle2.5 300 90 270 1081-2022 W 000 288 859 1081-1820 W 000 288 8623.2 350 50 150 1081-2023 W 000 288 860 1081-1821 W 000 288 8634.0 350 35 105 1081-2024 W 000 288 861 1081-1822 W 000 288 864Applications :• soudage de tous aciers difficilement soudables : aciers alliés,aciers de blindage.• soudage de matériaux dissemblables : acier non oufaiblement allié avec acier inox des nuancesAISI 308, 316, 347, 318, 309, 310…• électrode particulièrement adaptée pour les réparations.Caractéristiques mécaniques - EN ISO 15972-1Rm(MPa)Re(MPa)A (%)KV + 20 °C(J)Valeur type 720 600 30 30Analyse chimique - EN ISO 6847C Si Mn S P Cr NiValeur type 0.008 1.3 1.3 0.008 0.027 27.2 12.2Caractéristiques particulières :• électrode à fusion douce.• cordons de très bel aspect.• conditions optimales d'étuvage si nécessaire :1 h 30 à 300 °C - 350 °C.Pour commanderØen mmLong.en mmPackaging standardQuantité standardRéférenceEtui Caisse Ancienne Nouvelle2.5 300 90 540 1081-0312 W 000 288 9133.2 350 50 300 1081-0321 W 000 288 9144.0 350 35 210 1081-0320 W 000 288 9155.0 350 20 120 1081-0317 W 000 288 916Chapitre 6FDS (Fiches de Données de Sécurité)disponibles sur www.safety-welding.comAncienne réf.Nouvelle réf.6–21
Electrodes soudage à l’arcElectrodes à fusion douce pour le soudage des aciers inoxydablesSTARINOX 307-16Normes :• EN 1600E 18 8 Mn R 12• AWS 5.4E 307 16Applications :• beurrage et assemblage d'aciers difficilement soudables,à haute limite élastique, à forte teneur en carbone ≥ 0.25 %,acier de blindage ou tôles d'usure.• assemblage hétérogène d'aciers C-Mn avec des aciersinoxydables.• rechargement de toutes nuances d'aciers, même celles àforte teneur en manganèse (type HADFIELD - 14 % Mn).• sous-couches élastiques pour rechargement par exempledes aciers durs au manganèse avant un surfaçage dur.Rechargement de sièges de vannes.Caractéristiques mécaniques - EN ISO 15972-1Rm(MPa)Re(MPa)A (%)KV + 20 °C(J)Valeur type 620 370 43 50Analyse chimique - EN ISO 6847C Si Mn S P Cr NiValeur type 0.07 0.85 6 0.010 0.020 18 8Caractéristiques particulières :• électrode donnant un cordon lisse de très bel aspectet un laitier d'enlèvement facile. Conditions d'étuvage1 h 30 à 300 °C - 350 °C.• dépôt auto-écrouissable, ductile, inoxydableet très résistant à la fissuration.Pour commanderØen mmLong.en mmPackaging standardQuantité standardRéférenceEtui Caisse Ancienne Nouvelle2.5 300 205 615 1081-2032 W 000 288 9353.2 350 115 345 1081-2033 W 000 288 9364.0 350 80 240 1081-2034 W 000 288 937Electrodes à enrobage rutile-basique (basicité >1)pour le soudage des aciers inoxydablesSTARINOX R 18.8 SSTARINOX R 18.8 S DRYNormes :• EN 1600E 19 9 LR 12• AWS 5.4E 308 L-16Applications :• soudage des aciers inoxydables austénitiques desnuances 18 à 20 % de chrome, 8 à 12 % de nickelà très basse teneur en carbone.• cette électrode peut également être utilisée pourle soudage des aciers inoxydables du même typestabilisés ou non pour des températures de serviceinférieures à 450 °C.Caractéristiques mécaniques - EN ISO 15972-1Rm(MPa)Re(MPa)A (%)KV + 20 °C(J)Valeur type 550 390 42 85Analyse chimique - EN ISO 6847C Si Mn S P Cr NiValeur type 0.025 0.6 1.3 0.01 0.020 10.2 19.2Caractéristiques particulières :• bon compromis entre aspect maniabilité(en particulier en position y compris sur tubes)et caractéristiques mécaniques.• conditions d'étuvage : 1 h 30 à 250 °C - 300 °C.• grande résistance à la fissuration du métal déposé.• en version DRY (électrode sous-vide), les électrodes peuventêtre utilisées sans étuvage.AgrémentsABS BV CE DNV TÜVPour commanderØen mmLong.en mmPackagingQuantité étui Quantité caisse Standard DRYStandard DRY Standard DRY Ancienne Nouvelle Ancienne Nouvelle2.0 300 320 36 960 648 1081-0201 W 000 289 075 1081-1930 W 000 289 0792.5 300 215 30 645 480 1081-0202 W 000 289 076 1081-1931 W 000 289 0803.2 350 135 22 405 308 1081-0206 W 000 289 077 1081-1932 W 000 289 081STARINOX R 18.8.3 SSTARINOX R 18.8.3 S DRYNormes :• EN 1600E 19 12 3 LR 12• AWS 5.4E 316 L-16Applications :• soudage des tuyauteries en aciers inoxydablesausténitiques des nuances 18 % à 20 %de chrome,10 % à 14 % de nickel, 2 à 3 %de molybdène à très basse teneur en carbone.• cette nuance peut également être utilisée pourle soudage des aciers inoxydables du même typestabilisés ou non pour des températures de serviceinférieures à 450 °C.Caractéristiques mécaniques - EN ISO 15972-1Rm Re(MPa) (MPa)A (%)KV + 20 °C(J)Valeur type 570 430 38 70Analyse chimique - EN ISO 6847C Si Mn S P Cr Ni MoValeur type 0.022 0.6 1.3 0.015 0.020 19.2 12 2.8Caractéristiques particulières :• bon compromis entre aspect, maniabilité enparticulier sur tubes et caractéristiques mécaniques.• en version DRY (électrode sous-vide) les électrodespeuvent être utilisées sans étuvage.Grande résistance à la fissuration du métal déposé.• conditions d'étuvage : 1 h 30 à 250 °C - 300 °C.AgrémentsABS BV CE DB DNV TÜVPour commanderØen mmLong.en mmPackagingQuantité étui Quantité caisse Standard DRYStandard DRY Standard DRY Ancienne Nouvelle Ancienne Nouvelle2.0 300 320 36 960 648 1081-0211 W 000 289 083 1081-1936 W 000 289 0872.5 300 215 30 645 480 1081-0212 W 000 289 084 1081-1937 W 000 289 0883.2 350 135 24 405 336 1081-0217 W 000 289 085 1081-1938 W 000 289 0896–22 Ancienne réf. Nouvelle réf.
Electrodes à enrobage rutile-basique (basicité >1)pour le soudage des aciers inoxydablesSAFINOX R 24.12 SSAFINOX R 24.12 S DRYNormes :• EN 1600E 23 12 LR 12• AWS 5.4E 309 L 16Applications :• soudage des aciers austénitiques des nuances 24 % dechrome, 12 % de nickel à très basse teneuren carbone.• cette électrode peut être utilisée pour le soudagede matériaux dissemblables : acier non ou faiblementallié/acier inox des nuances AISI 308, 316, 347, 318(voir diagramme de SCHAEFFLER) ; sous-couchepour revêtement inoxydable.• électrode particulièrement adaptée pour lesréparations.Caractéristiques mécaniques - EN ISO 15972-1Rm(MPa)Re(MPa)A (%)KV + 20 °C(J)Valeur type 580 460 35 55Analyse chimique - EN ISO 6847C Si Mn S P Cr NiValeur type 0.025 0.5 1.4 0.008 0.020 23.5 13Pour commanderØen mmLong.en mmCaractéristiques particulières :• bon compromis entre aspect, maniabilité en positionet caractéristiques mécaniques.• conservation des électrodes au sec en paquet clos.• conditions optimales d'étuvage :1 h 30 à 250 °C - 300 °C.• en version DRY (électrodes sous-vide) les électrodes peuventêtre utilisées sans étuvage préalable.AgrémentsBVPackagingQuantité étui Quantité caisse Standard DRYStandard DRY Standard DRY Ancienne Nouvelle Ancienne Nouvelle2.5 300 20 30 600 480 1081-0282 W 000 288 821 1081-1881 W 000 288 8243.2 350 140 24 420 336 1081-0281 W 000 288 822 1081-1882 W 000 288 8254.0 350 100 20 300 280 1081-0284 W 000 288 823 1081-1883 W 000 288 826CESAFINOX R 25 20Normes :• EN 1600E 25 20 R 12• AWS 5.4E 310 - 16SAFINOX R CND 25.20Normes :• EN 1600E 25 20 Mo R 12• AWS 5.4E 310 Mo-16Applications :• soudage des aciers réfractaires austénitiquesdes nuances 25 % de chrome, 20 % de nickel.Si le risque de fissuration à chaud est important,utiliser de préférence la SAFINOX RCN 24.12.SCaractéristiques mécaniques - EN ISO 15972-1Rm(MPa)Re(MPa)A (%)KV + 20 °C(J)Valeur type 580 410 30 65Analyse chimique - EN ISO 6847C Si Mn S P Cr NiValeur type 0.10 0.75 1.2 0.008 0.025 21 27Applications :• soudage des aciers réfractaires des nuances25 % de chrome, 20 % de nickel avec ousans molybdène.• cette électrode n'est pas recommandéeen soudage multi-passes lorsqu'il estrecherché une bonne ductilité du métaldéposé.Caractéristiques particulières :• bon compromis entre aspect, maniabilité en positionet caractéristiques mécaniques. Conservation des électrodesau sec en paquet clos.• conditions optimales d'étuvage : 1 h 30 à 250 °C - 300 °C.Pour commanderØen mmLong.en mmPackaging standardQuantité standardRéférenceEtui Caisse Ancienne Nouvelle2.0 300 355 1 065 1081-0322 W 000 288 8772.5 300 185 555 1081-0323 W 000 288 8783.2 350 115 345 1081-0327 W 000 288 8794.0 350 100 300 1081-0325 W 000 288 8805.0 350 65 195 1081-0326 W 000 288 881Caractéristiques particulières :• meilleure résistance à la fissuration à chaudque la SAFINOX R 25.20.• en cas de risque important de fissuration à chaud utiliserde préférence la SAFINOX RCN 24.12.S.• conservation au sec en paquet clos.Conditions optimales d'étuvage : 1 h 30 à 250 °C - 300 °C.Chapitre 6Caractéristiques mécaniques - EN ISO 15972-1Rm(MPa)Re(MPa)A (%)Valeur type 680 540 10Analyse chimique - EN ISO 6847C Si Mn S P Cr Ni MoValeur type 0.10 0.7 1.7 0.008 0.025 27 21 2.7Pour commanderØen mmLong.en mmPackaging standardQuantité standardRéférenceEtui Caisse Ancienne Nouvelle2.0 300 355 1 065 1081-0081 W 000 288 8872.5 300 230 690 1081-0082 W 000 288 8883.2 350 140 420 1081-0086 W 000 288 8894.0 350 100 300 1081-0084 W 000 288 890FDS (Fiches de Données de Sécurité)disponibles sur www.safety-welding.comAncienne réf.Nouvelle réf.6–23
Electrodes soudage à l’arcElectrodes à enrobage rutile-basique (basicité >1)pour le soudage des aciers inoxydablesSAFINOX R CN 29 10Normes :• EN 1600E 29 9 R 12• AWS 5.4E 312 - 16Applications :• soudage de tous aciers difficilement soudables : aciersalliés, aciers de blindage.• cette électrode peut être utilisée pour le soudage dematériaux dissemblables : acier non ou faiblement alliéavec acier inox des nuances AISI 308, 316, 347, 318,309, 310, etc. (voir diagramme de SCHAEFFLER).• électrode particulièrement adaptée pour les réparations.Caractéristiques mécaniques - EN ISO 15972-1Rm(MPa)Re(MPa)A (%)Dureté(HB)Valeur type 750 610 24 230Analyse chimique - EN ISO 6847C Si Mn S P Cr NiValeur type 0.11 0.7 1.8 0.008 0.025 29.7 12.1Caractéristiques particulières :• bon compromis entre aspect, maniabilité en positionet caractéristiques mécaniques.• très grande résistance à la fissuration du métaldéposé.• conservation des électrodes au sec en paquet clos.• conditions optimales d'étuvage :1 h 30 à 205 °C - 300 °C.Pour commanderØen mmLong.en mmPackaging standardQuantité standardRéférenceEtui Caisse Ancienne Nouvelle2.5 300 100 600 1081-0312 W 000 288 9053.2 350 60 360 1081-0316 W 000 288 9064.0 350 45 270 1081-0314 W 000 288 9075.0 350 20 120 1081-0315 W 000 288 908Electrodes spéciales, haute résistance à la corrosionSAFINOX R CNDU 20 25 5 SNormes :• EN 1600E 20 25 5 Cu NL R 53• AWS 5.4E 385 - 16Applications :• Soudage des aciers inoxydables auchrome, nickel, molybdène avec ou sanscuivre et à très bas carbone utilisés enmilieux sulfuriques chauds etchlorhydriques froids.Caractéristiques particulières :• conservation des électrodes au sec en paquet clos.• conditions optimales d'étuvage : 1 h 30 à 300 °C.• rendement effectif 150 %.• bonne résistance à la corrosion en milieux sulfuriques chaudset chlorhydriques froids. Bonne résistance à la corrosion intergranulaire.Caractéristiques mécaniques - EN ISO 15972-1Rm Re(MPa) (MPa) A (%) KV + 20 °C(J)Valeur type 550 370 35 70Analyse chimique - EN ISO 6847C Si Mn S P Cr Cu Ni MoValeur type 0.020 0.4 1.3 0.09 0.020 20 1.7 25 4Pour commanderØen mmLong.en mmPackaging standardQuantité standardRéférenceEtui Caisse Ancienne Nouvelle2.5 300 190 570 1081-0504 W 000 288 8953.2 350 110 330 1081-0507 W 000 288 8964.0 350 80 240 1081-0506 W 000 288 897Electrodes spéciales, pour le soudage des aciers fortement alliés (aciers duplex).LEXAL E 22.9.3 NLEXAL E 22.9.3 N DRYNormes :• EN 1600E 22 9 3 NL R 12• AWS 5.4E 22 09-16Applications :• soudage des aciers duplex.• cette électrode peut également être utilisée pour lesoudage hétérogène aciers duplex sur aciers non alliés.Caractéristiques mécaniques - EN ISO 15972-1Rm(MPa)Re(MPa)A (%)KV – 40 °C(J)Valeur type 810 700 22 38Analyse chimique - EN ISO 6847C Si Mn P S Ni Cr Mo NValeur type 0.016 1.0 1.6 0.020 0.010 9.0 22 3.3 0.15Tendance ferritique : ferrite WRC 92 moyenne 39%.Pour commanderØen mmLong.en mmCaractéristiques particulières :• bon compromis entre aspect, maniabilité enparticulier sur tubes et caractéristiques mécaniques.L’électrode est en âme homogène (acier duplex),ce qui permet de tenir compte des aspectstechniques du produit.• le métal fondu a fait l’objet d’une caractérisation àl’essai de corrosion G 48 A de l’ASTM.• conservation des électrodes au sec en paquet clos.• conditions d’étuvage 1 h 30 à 300 °C - 350 °C.• en version DRY (électrodes sous-vide) les électrodespeuvent être utilisées sans étuvage.AgrémentsBV CE DNV GL LRSPackagingQuantité étui Quantité caisse Standard DRYStandard DRY Standard DRY Ancienne Nouvelle Ancienne Nouvelle2.5 300 210 30 630 480 1081-1600 W 000 288 899 1081-1610 W 000 288 9023.2 350 140 22 420 308 1081-1601 W 000 288 900 1081-1611 W 000 288 9034.0 350 80 18 240 216 1081-1602 W 000 288 901 1081-1612 W 000 288 9046–24FDS (Fiches de Données de Sécurité)disponibles sur www.safety-welding.comAncienne réf.Nouvelle réf.
Electrodes pour le soudage des aciers inconel et monelSAFINOX BNC 75 15 MNormes :• AWS 5.11E NI Cr Fe 2Existeen mini-étuivoir page 6–30Applications :• soudage des aciers austénitiques au nickel, des aciersà 5 et 9 % de nickel.• soudage des aciers au chrome, molybdène entre euxsans traitement thermique.• cette électrode peut être utilisée pour le soudage dematériaux dissemblables notamment lorsqu'il est exigéune grande résistance au fluage à haute température.Ce produit peut également être utilisé dans toutes lesapplications cryogéniques.Caractéristiques mécaniques - EN ISO 15972-1Rm(MPa)Re(MPa)A (%)KV + 20 °C(J)Valeur type 640 360 40 85Analyse chimique - EN ISO 6847C Si Mn S P Cr Ni Mo Fe Nb-TaValeur type 0.04 0.2 2 0.005 0.015 16 69 1.4 8.5 1.8Caractéristiques particulières :• conditions optimales d'étuvage:1 h 30 à 300 °C - 350 °C.• conservation des électrodes au sec en paquet clos.• très grande résistance à la fissuration à chaud du métal déposé.• excellentes caractéristiques de résilience à basse température.AgrémentsABS BV CE DNVPour commanderØen mmLong.en mmPackaging standardQuantité standardRéférenceEtui Caisse Ancienne Nouvelle2.5 300 100 300 1081-0392 W 000 288 9613.2 350 60 180 1081-0396 W 000 288 9624.0 350 45 135 1081-0394 W 000 288 963SAFINEL 625 DRYNormes :• AWS 5.11E NI Cr Mo 3Applications :• assemblage et rechargement : sur alliages résistantla corrosion, de même nature ou similaires ;d'aciers non et faiblement alliés.• soudage des aciers au chrome, molybdène entre eux sanstraitement thermique.• cette électrode peut être utilisée pour le soudage dematériaux dissemblables notamment lorsqu'il est exigéune grande résistance au fluage à haute température.Ce produit peut également être utilisé dans toutesles applications cryogéniques.Caractéristiques mécaniques - EN ISO 15972-1Rm(MPa)Re(MPa)A (%)KV – 196 °C(J)Valeur type 800 500 40 65Analyse chimique - EN ISO 6847C Si Mn S P Cr Ni Mo Fe NbValeur type 0.03 0.3 0.8 0.005 0.010 22 63 9 < 1 3.5Caractéristiques particulières :• très grande résistance à la fissuration à chauddu métal déposé.• ame homogène.• excellentes caractéristiques de résilience aux bassestempératures.• conservation des électrodes au sec en paquet clos.• présentée en version DRY (électrodes sous-vide) son utilisation nenécessite aucun étuvage préalable. Néanmoins après uneexposition prolongée à l’air ambiant, un réétuvage peut êtrenécessaire (conditions optimales : 1 h 30 à 300-350 °C).AgrémentsABS BV CE DNVPour commanderØen mmLong.en mmPackaging standardQuantité standardRéférenceEtui Caisse Ancienne Nouvelle2.5 300 32 512 1081-1360 W 000 288 9813.2 350 24 336 1081-1361 W 000 288 9824.0 350 20 280 1081-1362 W 000 288 9835.0 350 18 162 1081-1363 W 000 288 984Electrodes pour le soudage des fontes.STARCAST Ni FeNormes :• EN ISO 1071E Ni Fe BG 23• AWS 5.15E Ni Fe CiApplications :• soudage et rechargement des fontes neuves ou usagées :- fontes alliées,- fontes grises,- fontes à hautes caractéristiques mécaniques,- fontes à graphite sphéroïdal,- fontes avec acier.Caractéristiques mécaniques - EN ISO 15972-1Valeur typePour commanderØen mmLong.en mmDureté150 à 170 HBPackaging standardQuantité standardRéférenceEtui Caisse Ancienne Nouvelle2.5 350 110 660 1081-0332 W 000 289 0043.2 350 70 420 1081-0336 W 000 289 0054.0 350 45 270 1081-0334 W 000 289 006Caractéristiques particulières :• les propriétés d'emploi de la STARCAST Ni Fe,alliées aux caractéristiques du métal déposépermettent de résoudre la quasi-totalité desproblèmes de soudage des fontes soudables lorsqu'il est recherchénotamment étanchéité et usinabilité. Veiller à une très bonnepréparation : blanchir les surfaces, chanfreiner, arrêter les extrémitésde cassures et dans les cas difficiles, limiter l'échauffement local :- faible diamètre d'électrode.- intensité minimale et arc de longueur moyenne,- passes courtes et étroites judicieusement réparties.• éviter tout refroidissement brutal. Le préchauffage (50 à 300 °C)est parfois nécessaire. Le martelage, immédiatement après chaquecordon, peut être dans certains cas à conseiller.Electrodes à conserver à l'abri de l'humidité.• éventuellement, étuver à 80 °C pendant 30 minutes à 1 heure.Existeen mini-étuivoir page 6–30Chapitre 6FDS (Fiches de Données de Sécurité)disponibles sur www.safety-welding.comAncienne réf.Nouvelle réf.6–25
Electrodes soudage à l’arcElectrodes pour le soudage des fontes.STARCAST BMNormes :• EN ISO 1071E Ni Fe BG 23• AWS 5.15E Ni Fe CiExisteen mini-étuivoir page 6–30Applications :• soudage et rechargement des fontes neuves ou usagées :- fontes alliées,- fontes grises,- fontes à hautes caractéristiques mécaniques,- fontes à graphite sphéroïdal,- fontes avec acier.Caractéristiques mécaniques - EN ISO 15972-1Valeur typePour commanderØen mmLong.en mmDureté150 à 170 HBPackaging standardQuantité standardRéférenceEtui Caisse Ancienne Nouvelle2.5 135 135 810 1081-0452 W 000 289 0123.2 75 75 450 1081-0453 W 000 289 0134.0 50 50 300 1081-0454 W 000 289 014Caractéristiques particulières :• les propriétés d'emploi de la STARCAST BMpermettent un soudage très facile en position,ce qui est facilité par l'utilisation d'une âmebi-métallique.• veiller à une très bonne préparation : blanchir les surfaces,chanfreiner, arrêter les extrémités de cassure, etc.• limiter l'échauffement local :- faible diamètre d'électrode- intensité minimale et arc de longueur moyenne- passes courtes et étroites.• éviter tout refroidissement brutal, le préchauffage (50 à 300 °C)est parfois nécessaire. Le martelage, immédiatement aprèschaque cordon, peut être dans certain cas à conseiller.• électrodes à conserver à l'abri de l'humidité. Eventuellement,étuver à 80 °C pendant 30 minutes à 1 heure.STARCAST NiNormes :• EN ISO 1071E Ni BG 23• AWS 5.15E Ni CiExisteen mini-étuivoir page 6–30Applications :• soudage et rechargement des fontes neuves ou usagées :- fontes malléables, ductiles,- fontes grises,- fontes avec cuivre ou acier,- réparations sur pièces de fonte soumises à des chocsthermiques,- soudage de fontes usagées,"brulées", imprégnées d'huileou de produits chimiques.Caractéristiques mécaniques - EN ISO 15972-1Valeur typeDureté150 à 170 HBCaractéristiques particulières :• la STARCAST Ni associe des caractéristiquesmétallurgiques du métal déposé et des propriétésgénérales d'emploi remarquables pour le soudageen toutes positions. De plus les dépôts à très haute teneuren nickel permettent :- un meilleur accrochage sur les fontes usagées,- une usinabilité améliorée dans les cas difficiles,• électrode à conserver à l'abri de l'humidité. Eventuellement,étuver à 80 °C pendant 30 minutes à 1 heure.Pour commanderØen mmLong.en mmPackaging standardQuantité standardRéférenceEtui Caisse Ancienne Nouvelle2.5 350 135 810 1081-0572 W 000 288 9983.2 350 80 480 1081-0575 W 000 288 9994.0 350 50 300 1081-0574 W 000 289 000Electrodes pour le soudage des alliages d’aluminium-silicium.ALCORD 5 SiNormes :• DIN (WNr)3 22 45• AWS 5.3E 4043Applications :• principalement utilisée pour le soudage des alliagesd’aluminium de fonderie jusqu'à 6 % de silicium.• cette électrode peut être également utilisée pour l'AS 12et selon les conditions de services pour le soudagede l'aluminium pur ou des AG.Caractéristiques mécaniques - EN ISO 15972-1Rm (MPa) Re (MPa) A (%)Valeur type 135 60 12Analyse chimique - EN ISO 6847AlSiValeur type 95 5Caractéristiques particulières :• tenir l'électrode verticale et maintenir un arctrès court.• pour pièces d'épaisseur supérieure à 4 mm,l'amorçage et le début de la soudure sont facilités par unpréchauffage local de 150 °C - 200 °C. Craint l'humidité.Correctement éliminer le laitier et brosser après soudage.• refermer impérativement l'étui après prélèvement de chaqueélectrode et stocker au sec. Eliminer correctement le laitier et bienbrosser après soudage.Pour commanderØen mmLong.en mmPackaging standardQuantité standardRéférenceEtui Ancienne Nouvelle3.2 350 150 1084-2511 W 000 289 0233.2 350 80 1084-2510 W 000 289 0246–26FDS (Fiches de Données de Sécurité)disponibles sur www.safety-welding.comAncienne réf.Nouvelle réf.
Electrodes de rechargementSAFER R 400 Applications :• rechargement de rails et appareils de voie en acier au carbone,glissières, arbres, godets, galets de ponts roulants,outils agricoles, T.P.• cette électrode peut être utilisée comme sous-couchede la SAFER R 600.Caractéristiques mécaniques - EN ISO 15972-1DuretéConditionsValeur type260 HV Brut de soudage400 HV Trempe à l’eauAnalyse chimique - EN ISO 6847C Si Cr MnValeur type 0.1 0.3 2.4 0.8Caractéristiques particulières :• électrode à enrobage rutile très facile d’emploidéposant un acier au chrome.• faible tension d’amorçage.• le cordon est de bel aspect et le laitier se détache facilement.• la dureté à l’état brut est de 240 à 290 HV; elle peut atteindre 400HV après trempe à l’eau.• déposer 3 couches au maximum.Pour commanderØen mmLong.en mmQuantitéPackagingRéférenceEtui Caisse Ancienne Nouvelle3.15 450 160 480 1080-0191 W 000 289 0354.0 450 115 345 1080-0192 W 000 289 0365.0 450 80 240 1080-0193 W 000 289 037Critère de choix Moyen Bon Très bon ExcellentChocAbrasionTenue à chaudSAFMANGA Applications :• électrode agréée par la SNCF pour le rechargement des coeursde voie en acier au manganèse dit acier Hadfield.• elle est également recommandée pour les pièces soumisesà l’usure par choc : équipements de broyage, de concassage,plaques d’usure, blindages, mâchoires…Caractéristiques mécaniques - EN ISO 15972-1DuretéConditionsValeur type200 HV Brut de soudage500 HV Après écrouissageAnalyse chimique - EN ISO 6847C Si Ni Cr MnValeur type 0.6 0.1 4.2 4.5 14.5Caractéristiques particulières :• électrode à enrobage basique déposant un acierausténitique à 13 % de manganèse pourreconstitution et rechargement des aciersdu même type.• facile d’emploi, cette électrode durcit aux chocs à températureambiante, la dureté à l’état brut de soudage est de 200 HV.Le nombre de couches n’est pas limité.• conditions optimales d’étuvage, 1 h 30 à 200 °C - 250 °C.• limiter l’échauffement des parties réparées (t ≤ 300 °C)pour éviter tout risque de fragilisation.• dans les cas de rechargement d’acier autre que ceux à 13 %de manganèse, une sous-couche est généralement nécessaire ;utiliser l’électrode STARINOX 307.16 ou SAFINOX R 316 L.Pour commanderØen mm en Long.PackagingmmQuantitéRéférenceEtui Caisse Ancienne Nouvelle3.15 450 120 360 1081-0683 W 000 289 0314.0 450 90 270 1081-0684 W 000 289 032Critère de choix Moyen Bon Très bon ExcellentChocAbrasionTenue à chaudChapitre 6SAFER R 600 Applications :• rechargement de toutes pièces d’usure lorsqu’il est recherchéune particulière indéformabilité en service ainsi qu’une duretéélevée avec une bonne résistance à l’abrasion sous chocsmoyens.• parmi les cas d’applications : matériel de TP et de mines,pelle mécanique, godets, patins de chenilles…• l’électrode SAFER R 400 peut être utilisée en sous-couche.Caractéristiques particulières :• électrode à enrobage rutile semi-épais déposantun acier au chrome. Faible tension d’amorçage.• le dépot, très dur, est de structure martensitique.• la dureté à l’état brut est de l’ordre 550 à 650 HV ;le dépot est usinable à la meule. Peut être utilisée sur acierau carbone et aciers faiblement alliés ; un préchauffage pouvantatteindre 400 °C est parfois nécessaire surtout lorsque la massede la pièce est importante.Caractéristiques mécaniques - EN ISO 15972-1DuretéValeur type630 HV - Brut de soudageAnalyse chimique - EN ISO 6847C Si Cr MnValeur type 0.6 1 2.8 1.1Pour commanderØen mmLong.en mmQuantitéPackagingRéférenceEtui Caisse Ancienne Nouvelle3.2 450 135 405 1080-0201 W 000 289 0384.0 450 90 270 1080-0202 W 000 289 0395.0 450 60 180 1080-0203 W 000 289 040Critère de choix Moyen Bon Très bon ExcellentChocAbrasionTenue à chaudAncienne réf.Nouvelle réf.6–27
Electrodes soudage à l’arcElectrodes de rechargementSUPERSAFOR 60 Applications :• donnant un dépot de métal très dur.• réalisation de cordons d’usure sur pièces soumises à l’abrasion :plaques d’usures, dents de pelle, godet de pelleteuse,lame de bulldozer.Caractéristiques mécaniques - EN ISO 15972-1DuretéConditionsValeur type 700 HV Brut de soudageAnalyse chimique - EN ISO 6847C Si Cr MnValeur type 4 1.2 34 1.0Caractéristiques particulières :• électrode à enrobage graphitique à 170 %de rendement déposant une fonte au chrome.Fusion à grosses gouttes nécessitant de maintenirun arc assez long (4 à 5 mm) ; amorçageet réamorçage très faciles.• la dureté à l’état brut de soudage est de l’ordre de 700 HV.Spécialement recommandée pour les pièces soumisesà l’abrasion sévère. Le nombre de couches est limité à 3.• conditions optimales d’étuvage 1 h 30 à 150 °C - 175 °C.Pour commanderØen mmLong.en mmQuantitéPackagingRéférenceEtui Caisse Ancienne Nouvelle3.15 450 75 225 1081-0673 W 000 289 0434.0 450 45 135 1081-0674 W 000 289 044Critère de choix Moyen Bon Très bon ExcellentChocAbrasionTenue à chaudRésistance à la corrosionSAFDUR 800 E Applications :• résistance à l’abrasion sévère à chaud (t ≤ 650 °C) ;• parmi les cas d’application :- sidérurgie : désintégrateur de minerais ; dents et grilles.- production de matériaux de construction et minéraux divers :carrières ; cimenteries…- agriculture : instruments aratoires ; battoirs à grain…Caractéristiques mécaniques - EN ISO 15972-1DuretéConditionsValeur type 750 HV Brut de soudageAnalyse chimique - EN ISO 6847C Si V Nb W Mo Cr MnValeur type 5 1.1 1.2 6 2.5 5 24.5 1.3Caractéristiques particulières :• électrode à enrobage basique graphitique à 200 %de rendement déposant une fonte au chromespéciale.• la dureté à l’état brut de soudage est de l’ordre de 750 HV.• le nombre de couches est limité à 3.• conditions optimales d’étuvage 1 h 30 à 150 °C - 175 °C.Pour commanderØen mmLong.en mmQuantitéPackagingRéférenceEtui Caisse Ancienne Nouvelle3.15 450 85 255 1081-0743 W 000 289 0414.0 450 55 165 1081-0744 W 000 289 042Critère de choix Moyen Bon Très bon ExcellentChocAbrasionTenue à chaudRésistance à la corrosionSAFER 345 B Applications :• électrode agréée par la SNCF pour le rechargement des railsdes nuances 900 et 700. Pour la reconstitution de la bandede roulement des rails difficilement soudable de la nuance 700,la SNCF a agréé spécialement l’électrode SAFER ND 80.Caractéristiques mécaniques - EN ISO 15972-1DuretéConditionsValeur type 320 HV Brut de soudageAnalyse chimique - EN ISO 6847C Si Ni Mo Cr MnValeur type 0.1 0.3 3.4 0.3 0.4 1.6Caractéristiques particulières :• électrode de rechargement à enrobage basiquedéposant un acier spécialement adapté pourla réparation de la table de roulement des rails.• facile d’emploi, cette électrode a une dureté à l’étatbrut de 320 HB. Le nombre de couches n’est pas limité.• conditions optimales d’étuvage 1 h 30 à 300 °C - 350 °C.En version DRY (électrodes sous-vide) les électrodes peuventêtre utilisées sans étuvage.Pour commanderØen mmLong.en mmQuantitéPackagingRéférenceEtui Caisse Ancienne Nouvelle4.0 450 18 216 1081-0691 W 000 289 033Critère de choix Moyen Bon Très bon ExcellentChocAbrasionTenue à chaud6–28FDS (Fiches de Données de Sécurité)disponibles sur www.safety-welding.comAncienne réf.Nouvelle réf.
Electrodes enrobées pour le soudage hétérogène en entretien/réparationComment souder des métaux dissemblables ?Type de métal Aluminium Aciers inox Aciers Aciers à 13 % Fontes Aciers à haut Acier douxet ses alliages austénitiques à haut manganèse de chrome carboneAcier SAFINOX SAFINOX SAFINOX STARCAST SAFINOX-douxR 312 R 312 R 312 BM (2) R 312SAFER NF 510 AAciers à haut SAFINOX SAFINOX SAFINOX STARCAST SAFINOX-carboneR 312 R 312 R 312 BM (2) R 312Fontes STARCAST STARCAST STARCAST STARCAST-BM (2) BM (2) BM (2) BM (2)Aciers à 13 % SAFINOX SAFINOX SAFINOX (1)-de chromeR 316 L R 312 R 316 LAciers SAFINOX SAFINOX-à haut manganèseR 312 R 307Aciers inoxausténitiquesAluminiumet ses alliages-ALCORD 5 SiSAFINOXR 316 LPour les casd’aciers différentset difficilementsoudables,utiliser l’électrodeSAFINOX BNC75.15 M.SAFINOX BNC75 15 MPour reconnaîtreces métaux,voir tableau page 12.Pour souderd’autres nuancesde métaux,nous consulter.(1) Solution à évitersi présence de vapeurssulfureuses en service.(2) Il est aussi possible d’utiliserla STARCAST Ni.Conseil pour identifier les métaux ?TEST/ METAL MAGNETISME BURIN CASSURE ETINCELLESAciers doux Hautement Copeaux Gris brillant Lignes porteusesmagnétique continus, jaunes et longueslisses(appr. 0,20 % de C).et faciles à taillerAciers Hautement Difficiles Gris Lignes jaunesà haut carbone magnétique à tailler, très brillant avec des étoilespeuvent être réguliers.éclatantes et brillantes.Chapitre 6Fontes Hautement Petits éclats de 3 mm, Fragile Lignes porteusesmagnétique difficile à buriner, rougescassant.(pauvre en carbone).Aciers Sans Très dur Grains Blanc brillant,à haut magnétisme à buriner grossiers éclatant en éventail.manganèseAciers inox Variable suivant Copeaux Brillant, dépend 1. Au nickel :austénitiques la composition continus, du matériau noires très prèschimique de couleur de la meule.brillante 2. Au molybdène :courtes en formede langue.FDS (Fiches de Données de Sécurité)disponibles sur www.safety-welding.com6–29
Electrodes soudage à l’arcElectrodes entretien et réparationConditionnements en mini-étuis : juste assez d'électrodes pour vos applicationsPagesQuantitépar étui2,5 x 300 (• L = 350) mm 3,2 x 350 mmRéférenceQuantitéRéférenceAncienne Nouvellepar étuiAncienne NouvelleSAFER G 48 N 6–8 •38 1082-0045 W 000 288 230 24 1082-0046 W 000 288 231SAFER N 49 6–11 30 1082-0050 W 000 288 529 15 1082-0051 W 000 288 530SAFINOX R 312 6–21 28 1082-0001 W 000 288 921 15 1082-0002 W 000 288 922SAFINOX BNC 75 15 M 6–25 25 1082-0006 W 000 288 964 10 1082-0007 W 000 288 965STARCAST NiFe 6–25 26 1082-0011 W 000 289 007 12 1082-0012 W 000 289 008STARCAST BM 6–26 26 1082-0056 W 000 289 015 11 1082-0057 W 000 289 016STARCAST Ni 6–26 26 1082-0016 Nous consulter 11 1082-0017 Nous consulterSAFINOX R 316L 6–19 30 1082-0021 W 000 288 769 15 1082-0022 W 000 288 770SAFINOX R 308L 6–19 30 1082-0026 W 000 288 706 - - -3551-001R0008-018R2008-7296–30Ancienne réf.Nouvelle réf.