gorge frontale 2.pdf - Index of
gorge frontale 2.pdf - Index of gorge frontale 2.pdf - Index of
20 Tronçonnage de barres En tronçonnage, il est recommandé d’utiliser une plaquette aussi étroite que possible pour économiser la matière et réduire les forces de coupe. Les longs porte-à-faux (ar ) sont susceptibles de provoquer une instabilité qui pourrait endommager l’outil et dégrader la qualité de la pièce. Le porte-à-faux maximum conseillé est de 8 x l a (largeur de la plaquette). Choix de la largeur, de la géométrie et du système pour le tronçonnage de barres Diamètre de la pièce, mm Nuances et conditions de coupe recommandées La nuance de départ conseillée est le GC2135. Vitesse de coupe : 125 m/min Informations complémentaires sur les nuances : voir page 71. Cas concret Largeur de plaquette, I a , mm 15 Ø 20.5 Géométrie des plaquettes Système d’outils < 8 1 CM/CS CoroCut3 0.05 8–12 1.5 CM CoroCut 2&3 0.07 12–16 2 CM CoroCut 2 0.08 16–24 2.5 CR CoroCut 2 0.08 24–32 3 CR CoroCut 2 0.12 32–40 4 CR CoroCut 2 0.15 40–48 5 4E Q-Cut 0.18 48–56 6 4E Q-Cut 0.20 Spécification d'usinage Opération : Tronçonnage jusqu’au centre Matière : Acier allié, CMC 02.1, HB 240 Porte-plaquette : LF123F10-2525B Plaquette : N123F2-0250-003-CR Nuance : GC1125 Conditions de coupe Largeur de plaquette : Vitesse de coupe : Avance (réduite à la fin) : Temps de coupe : Pièces : Avance de départ, mm/tr Concurrent 2.0 mm 129 m/min 0.05 mm/tr 0.11 min 1200 pces Sandvik Coromant 2.0 mm 129 m/min 0.07 mm/tr 0.08 min 2600 pces Durée de vie d'outil +116 % Productivité +40 % Gain de temps annuel 175 heures
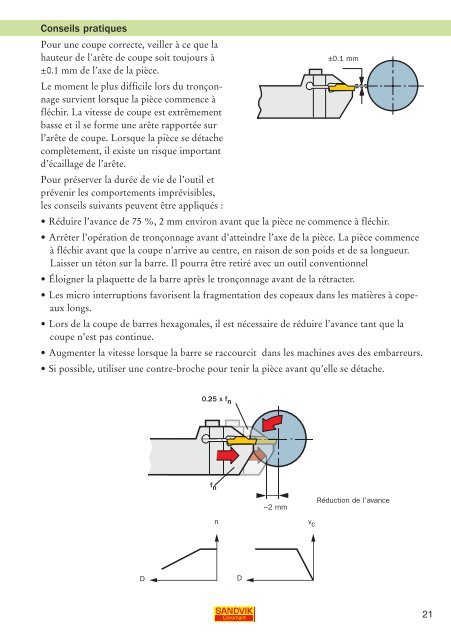
Conseils pratiques Pour une coupe correcte, veiller à ce que la hauteur de l'arête de coupe soit toujours à ±0.1 mm ±0.1 mm de l’axe de la pièce. Le moment le plus difficile lors du tronçonnage survient lorsque la pièce commence à fléchir. La vitesse de coupe est extrêmement basse et il se forme une arête rapportée sur l’arête de coupe. Lorsque la pièce se détache complètement, il existe un risque important d’écaillage de l’arête. Pour préserver la durée de vie de l’outil et prévenir les comportements imprévisibles, les conseils suivants peuvent être appliqués : • Réduire l’avance de 75 %, 2 mm environ avant que la pièce ne commence à fléchir. • Arrêter l’opération de tronçonnage avant d’atteindre l’axe de la pièce. La pièce commence à fléchir avant que la coupe n’arrive au centre, en raison de son poids et de sa longueur. Laisser un téton sur la barre. Il pourra être retiré avec un outil conventionnel • Éloigner la plaquette de la barre après le tronçonnage avant de la rétracter. • Les micro interruptions favorisent la fragmentation des copeaux dans les matières à copeaux longs. • Lors de la coupe de barres hexagonales, il est nécessaire de réduire l’avance tant que la coupe n’est pas continue. • Augmenter la vitesse lorsque la barre se raccourcit dans les machines aves des embarreurs. • Si possible, utiliser une contre-broche pour tenir la pièce avant qu’elle se détache. 0.25 x f n f n D D n ~2 mm v c Réduction de l’avance 21
- Page 1 and 2: GUIDE TECHNIQUE Tronçonnage et gor
- Page 3 and 4: Sommaire Recommandations de base po
- Page 6 and 7: 4 Les différents systèmes et leur
- Page 8 and 9: 6 Gorges intérieures - diamètre d
- Page 10 and 11: 8 Système CoroCut à 1 ou 2 arête
- Page 12 and 13: 10 CoroCut 3 - Tronçonnage peu pro
- Page 14 and 15: Q-Cut 151.3 - Usinage intérieur et
- Page 16 and 17: CoroCut MB - Tournage intérieur, g
- Page 18 and 19: 16 CoroTurn XS - Usinage intérieur
- Page 20 and 21: 18 CoroMill 328 - Fraise à rainure
- Page 24 and 25: 22 Tronçonnage sans téton Pour é
- Page 26 and 27: Conseils pratiques Pour une coupe c
- Page 28 and 29: 26 Tronçonnage de tubes à parois
- Page 30 and 31: 28 Gorges en une seule passe Les go
- Page 32 and 33: 30 Méthodes de tournage de gorges
- Page 34 and 35: Comparaison des temps de cycles Usi
- Page 36 and 37: Nuances et conditions de coupe reco
- Page 38 and 39: 36 Gorges frontales Pour les gorges
- Page 40 and 41: 38 Cas concret ø25 Ø 90 2,0 2,8 7
- Page 42 and 43: 40 Gorges intérieures Les pièces
- Page 44 and 45: Pour les pièces avec des formes co
- Page 46 and 47: Tournage dur 44 Augmentation de la
- Page 48 and 49: Usinage de l’aluminium et de mati
- Page 50 and 51: 48 CoroTurn HP - Arrosage haute pre
- Page 52 and 53: 50 Choix d’un système pour le to
- Page 54 and 55: 52 CoroCut® XS - pour les gorges e
- Page 56 and 57: Le système CoroTurn XS comporte de
- Page 58 and 59: Systèmes d'attachements Le tronço
- Page 60 and 61: 58 Logements de plaquettes Le progr
- Page 62 and 63: Conseils pratiques • Avec les lam
- Page 64 and 65: Porte-plaquettes angulaires Ces por
- Page 66 and 67: 64 Le système CoroCut SL Système
- Page 68 and 69: Conseils pratiques • Réglage cor
- Page 70 and 71: 68 Gorges Gorges de largeur 0.7 à
Conseils pratiques<br />
Pour une coupe correcte, veiller à ce que la<br />
hauteur de l'arête de coupe soit toujours à<br />
±0.1 mm<br />
±0.1 mm de l’axe de la pièce.<br />
Le moment le plus difficile lors du tronçonnage<br />
survient lorsque la pièce commence à<br />
fléchir. La vitesse de coupe est extrêmement<br />
basse et il se forme une arête rapportée sur<br />
l’arête de coupe. Lorsque la pièce se détache<br />
complètement, il existe un risque important<br />
d’écaillage de l’arête.<br />
Pour préserver la durée de vie de l’outil et<br />
prévenir les comportements imprévisibles,<br />
les conseils suivants peuvent être appliqués :<br />
• Réduire l’avance de 75 %, 2 mm environ avant que la pièce ne commence à fléchir.<br />
• Arrêter l’opération de tronçonnage avant d’atteindre l’axe de la pièce. La pièce commence<br />
à fléchir avant que la coupe n’arrive au centre, en raison de son poids et de sa longueur.<br />
Laisser un téton sur la barre. Il pourra être retiré avec un outil conventionnel<br />
• Éloigner la plaquette de la barre après le tronçonnage avant de la rétracter.<br />
• Les micro interruptions favorisent la fragmentation des copeaux dans les matières à copeaux<br />
longs.<br />
• Lors de la coupe de barres hexagonales, il est nécessaire de réduire l’avance tant que la<br />
coupe n’est pas continue.<br />
• Augmenter la vitesse lorsque la barre se raccourcit dans les machines aves des embarreurs.<br />
• Si possible, utiliser une contre-broche pour tenir la pièce avant qu’elle se détache.<br />
0.25 x f n<br />
f n<br />
D D<br />
n<br />
~2 mm<br />
v c<br />
Réduction de l’avance<br />
21


