TeollisuusPartneri 1/2010 - Siemens
TeollisuusPartneri 1/2010 - Siemens
TeollisuusPartneri 1/2010 - Siemens

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
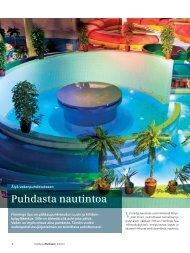
Keinolannoitteiden valmistamiseenkäytetään uusiutumattomia fosfaattimineraalivaroja,jotka ovat uhkaavasti ehtymässä.Lisäksi niiden tuottamiseen kuluufossiilisia polttoaineita.Automaatiojärjestelmä ohjaabiokaasuprosessiaBiokaasuprosessissa mikrobit hajottavatraaka-ainejakeita hapettomissa olosuhteissa.Prosessitekniikka tehostaa hajoamistaja lopputuotteena syntyy hiilidioksidia jametaania, jota voidaan hyödyntää energiana,lämpönä tai polttoaineena. Biokaasustavoidaan jalostamalla valmistaa myös biometaaniapolttoaineeksi kaasukäyttöisiinautoihin.Biovakan Turun laitoksen prosessejavalvoo <strong>Siemens</strong>in automaatiojärjestelmäSimatic PCS 7. Biojätteen on kulkeuduttavaongelmitta putkistoista säiliöihin. Järjestelmähuolehtii myös siitä, että raaka-aineidenlämpötila pysyy oikeana hajoamisen kannaltaja säiliöiden pinnankorkeus sekä paineovat kohdallaan. Mikäli tietyt raja-arvot ylittyvät,automaatiojärjestelmä varoittaa näistätai saattaa lopulta pysäyttää prosessin.Näin se parantaa prosessin turvallisuutta.– Simatic PCS 7 -järjestelmä toimii hyvin,ja se on helppokäyttöinen. Sovelluksialöytyy rajaton määrä. Se valvoo virtauksiaja säiliöiden pinnankorkeutta sekä painetta,kertoo Vesa Aalto.Automaatiojärjestelmän ansiosta yksihenkilö pystyy valvomaan laitoksen toimintaa.Yhden henkilön olisi mahdotontapelkästään silmämääräisesti valvoa 16 erinäyttöruutua omine alaruutuineen ilmanautomaatiota.– Järjestelmän antama hälytys voidaankohdentaa yhdellä klikkauksella. Ohjelmakertoo varsinaisen ongelman ja neuvoomyös sen ratkaisemisessa, sanoo Vesa Aalto.Automaatiojärjestelmäntoteuttajana Asitek OyBiovakan Turun laitoksen automaationsuunnitteli ja toteutti <strong>Siemens</strong>in sertifioituSolution Partner Asitek Oy. Yritykset ovattehneet yhteistyötä jo vuodesta 2003 alkaen,jolloin Vehmaalle rakennettiin BiovakkaSuomen ensimmäinen vastaavanlainen biokaasulaitosautomaatiojärjestelmineen.– Olemme olleet erityisen tyytyväisiäAsitekin nopeaan palvelualttiuteen. Heiltäsaamme tarvittaessa apua ympäri vuorokaudenviikon jokaisena päivänä. Yhteistyömmeon toiminut saumattomasti, kertooVesa Aalto.Asitek hoitaa laitoksen automaatiomuutokset.Sen rakentama huolto-ohjelmamyös valvoo huoltotarvetta.BiovakkaBiovakka Suomi Oy aloitti toiminnanvuonna 2004 Vakka-Suomessa.Vehmaalle rakennettiin Suomenensimmäinen suuren mittaluokanbiokaasulaitos.Biovakan liikevaihto oli tilikaudella2009 noin 6 miljoonaa euroa.Vehmaan laitoksen käsittelykapasiteettion 120 000 tn/v ja teho 4 MW.Biovakan toinen tuotantolaitosavattiin Turun Topinojallatammikuussa 2009.Biovakan palveluksessa on hiemantoistakymmentä henkilöä.Välillinen työllistävä vaikutus onmoninkertainen.Huhtikuussa 2009 suomalainen maakaasuyhtiöGasum Oy tuli mukaan20% osa-omistuksella BiovakkaSuomi Oy:ön. Yhtiöiden yhteisenäsuunnitelmana on rakentaa useita biokaasuntuotanto- ja jalostuslaitoksia,joissa voidaan tuottaa biokaasua liikennepolttoaineeksi.Ensimmäisen tällaisenyhteishankkeen on suunniteltunousevan Nastolaan ensi vuonna.<strong>TeollisuusPartneri</strong> | Syksy <strong>2010</strong> 5
EnergiaTeksti: Eetu HelminenOikea tietosäästää energiaaUudet tekniset ratkaisut auttavat tuotantolaitoksia säästämään energiaa.Teollisuuden energiansäästösopimukset takaavat säästöt. Uutta palveluissa onohjelmisto, jonka tarjoama tieto auttaa tehostamaan energiankäyttöä.<strong>Siemens</strong> tarjoaa energiansäästösopimuksia,jossa vähennetään energiankulutustamm. energiansäästömoottoreillaja taajuusmuuttajilla. <strong>Siemens</strong>in energiansäästöpalvelutkattavat koko energiansäästöketjunmittauksista analyyseihin ja kokonaisprojektintoimitukseen.– Tällä hetkellä teollisuuslaitokset tietävät,miten paljon energiaa kuluu ja mitenpaljon siitä maksetaan. Yhtiöt eivät kuitenkaanuseinkaan tiedä, missä sitä tarkalleenkuluu, eli energiankulutus ei ole läpinäkyväätuotannolle, kertoo <strong>Siemens</strong>in asiantuntijaMarko Ekoluoma.että energiankulutusta on mahdollista tehostaaja mitata tehostamisen hyödytkonkreettisesti.Uusi ohjelmisto löytää säästökohteet<strong>Siemens</strong> tarjoaa energiankulutuksen hallintaanSimatic Powerate -ratkaisua. Se onlisäohjelmisto Simatic WinCC -valvomo-ohjelmistoontai Simatic PCS7 -automaatiojärjestelmään.Simatic Powerate voidaan ottaakäyttöön myös tuotantolaitoksissa, joissa onmuu kuin <strong>Siemens</strong>in järjestelmä. Silloin tarvitaanlisäinvestointeja automaatiolaitteisiin.– Kyseessä on uudenlainen tapa toimia.Tämä ei ole vain yksittäinen energiakatselmus,vaan jatkuva prosessi, eli tapatoimia, Ekoluoma kertoo.Energiansäästöä omissa tehtaissa<strong>Siemens</strong> Osakeyhtiö on aloittanut tänäkesänäensimmäiset projektit Suomessa.Maailmalla niitä on jo tehty muutamiavuosia. Yhtiö on ottanut Simatic Poweratenkäyttöön aluksi omilla tuotantolaitoksissaan,joissa hyödyt ovat olleet merkittäviä.<strong>Siemens</strong> on kehittänyt teollisuudenenergiansäästöpalveluitaan. Uutena osanapalveluun on tullut ohjelmisto, jonka avullaselvitetään, missä energiaa kuluu ja mitenkulutusta voidaan optimoida.Ohjelmisto ottaa huomioon kaikki tuotantolaitoksenenergiamuodot, esimerkiksisähkönkulutuksen lisäksi myös esimerkiksikuinka paljon tuotanto kuluttaa kaasua,höyryä, lämpöä tai vettä. Palvelu voidaanottaa käyttöön jo toimivissa tehtaissa taiuusissa laitoksissa. Energiankulutuksen läpinäkyvyystuotannossa on edellytys sille,<strong>Siemens</strong>in ratkaisussa haetaan yhdessäasiakkaan kanssa ensin kohteet, mitäkannattaa mitata, asennetaan mittauslaitteetja kerätään tiedot. Toinen vaiheon mittaustulosten analysointi. Sen avullatuotannosta löydetään kriittiset kohdat,joissa on mahdollista säästää energiaa.Kolmannessa vaiheessa valitaan 2-3 parannuskohdetta,joissa voidaan tehostaaja optimoida energiankäyttöä. Kun ne onlaitettu kuntoon, niin mitataan uudestaanja verrataan aiempaan tulokseen, jotta voidaanvarmistaa saavutettu hyöty.Energiansäästösopimuksessa <strong>Siemens</strong>arvioi, kuinka paljon teollisuuslaitoksessatai esimerkiksi vedenpuhdistamossaon mahdollista säästää energiaa.Jos säästö on riittävän suuri, energiansäästöinvestoinnitmaksavat itsensätakaisin jopa 1-2 vuodessa. <strong>Siemens</strong>tarjoaa myös rahoitusta energiansäästösopimuksille.Teollisuus kuluttaa yli puolet Suomessatuotetusta sähköstä. Kulutuksen vähentäminenonkin tärkeää esimerkiksi Suomenilmastotavoitteiden saavuttamiseksi.6 <strong>TeollisuusPartneri</strong> | Syksy <strong>2010</strong>
TurvallisuusTeksti: Eevastiina AhlqvistAutomaatiouudistusparansi turvallisuuttaHitsauskoneita valmistava Kemppi Oy paransi olennaisesti tehtaan kapasiteettiaja toimintavarmuutta uudella tuotantolinjalla ja automaatiojärjestelmällä. Kemppiautomatisoi viisi tuotantolinjaansa ja varastointijärjestelmän <strong>Siemens</strong>in ratkaisuilla.Projektissa panostettiin turvatekniikkaan ja hyödynnettiin vanhoista tuotantolinjoistavapaaksi jääneitä komponentteja.Kemppi Oy:n hitsauslaitteet ja alanuusinta tekniikkaa edustavat ratkaisutovat maailmanlaajuisesti arvostettuja.Yritys panostaa jatkuvaan tutkimukseenja tuotekehitykseen, jossa pääpaino ontuotteiden teknisen laadun lisäksi käytettävyydelläja muotoilulla. <strong>Siemens</strong>inyhteistyökumppani Indel Automation Oytoteutti vuonna 2009 Kemppi Oy:n viidentuotantolinjan ja varastointijärjestelmänautomatisoinnin.Haasteena tiukka aikatauluKempin tuotannonsuunnitteluryhmällä oliselkeä näkemys tuotantolinjojen tarpeista.– Ratkaisusta haluttiin teknisesti nykyaikainen,käyttövarma ja turvallinen. Ainoastaanyhden osa-alueen optimoinnilla ei olisi saavutettuhaluttua lopputulosta, kertoo JarkkoPulli Kemppi Oy:stä.Teknisten ratkaisujen oli tuettava toisiaan,kokonaisuutta ja lopullista toimitusta,sillä toimitusaikaa oli vain puoli vuotta.8 <strong>TeollisuusPartneri</strong> | Syksy <strong>2010</strong>
Käyttöönoton oli oltava sujuvaa, sillä tuotantolinjatjouduttiin ottamaan käyttöönvaiheittain.Tuotantoa ei haluttu pysäyttää kuin yhdeksiviikoksi, joten käytettävän tekniikanoli oltava modulaarista, myös turvakomponenttienosalta. Modulaarisuuden ansiostaautomatisointi oli mahdollista toteuttaaalue kerrallaan. Nämä alueet muodostivatlopulta toivotun kokonaisuuden.Muutoksessa panostettiinturvatekniikkaan<strong>Siemens</strong>in automaatioratkaisuilla toteutetussauudistuksessa huomioitiin erityisestikäytettävyys, joten käyttöliittymien ja turvakomponenttienvalinnoilla oli ratkaisevamerkitys. Turvaratkaisujen oli tuettava kokonaisuuttaohjelmoinnin, asennuksen jakäytettävyyden kannalta. Lopputuloksenapäädyttiin integroituun turvatekniikkaan,jonka tiedonsiirrossa hyödynnettiin Profibus-,Profinet-, AS-I-väylätekniikoita.– Meillä on pitkäaikainen kokemus<strong>Siemens</strong>-tuotteista ja Profinet-, ProfibusjaAS-I-väylistä, kertoo Jari Saarola IndelAutomation Oy:stä.wlan -tekniikkaa, mikä siirtää Profinet- sanomaalangattomasti. Tällöin vakio- jaturvatieto siirtyy ilman kaapelointia. Näinratkaisu on toiminnaltaan varmempi, eikäse tarvitse huoltoa.– Tekninen ratkaisu on toiminut erittäinhyvin. Myös turvapuoli on ollut ongelmatonta,kertoo Pulli.Joustava ja nykyaikainen järjestelmäTulevaisuuden kannalta on tärkeää, että tuotantolinjaavoidaan joustavasti kehittää jalaajentaa. Tämän vuoksi automatisoinnissahaluttiin hyödyntää uusinta tekniikkaa. Turvaratkaisutmahdollistivat täsmällisen virhediagnostiikanesimerkiksi tuotantolinjalla.– Olemme saaneet erittäin suuren hyödyntarkasta diagnostiikasta, toteaa Pulli.Työntekijöiden ei tarvitse enää hakeaosia varastosta kokoonpanopisteille kävellen,vaan kuljetukset hoidetaan tuotantolinjojenkolmella siirtovaunulla.Pitkäaikainen yhteistyö tuotti tulostaAutomatisointi onnistui suunnitelmien mukaisestitiukasta aikataulusta huolimatta.Kemppi Oy• maailmanlaajuisesti arvostettujen,laadukkaiden hitsausratkaisujentoimittaja• yli 60 vuoden kokemus• 15 maassa henkilöstöä 700• tytäryhtiöitä 13 maassa• liikevaihto 143 miljoonaa euroa• panostaa jatkuvaan tutkimukseenja tuotekehitykseen, jossa pääpainoon tuotteiden teknisen laadunlisäksi käytettävyydellä jamuotoilulla.Indel Automation Oy• teollisuuden automaatiopalveluihinja alan muihin palveluihinerikoistunut yritys• perustettu vuonna 1978• osa LSK Electrics -konserniaHätäseis- ja valoverhoratkaisuissa hyödynnettiinAS-Interface-tekniikkaa. ASilinkinkautta turvatiedot siirtyvät ProfibusväylässäPLC:lle. Profibus- väylään käytettiinKemppi Oy:n vanhoista tuotantolinjoista vapaaksijääneitä laitteita, joten mm. vanhatoperointipaneelit ja hajautuskeskus löysivätuuden käyttökohteen. Näin myös kustannuksissasäästettiin.Tuotantolinjojen siirtovaunujen kommunikoinnissahyödynnettiin IndustrialSekä toteutuksesta vastannut Indel Automationettä muutoksen tilannut Kemppiolivat tyytyväisiä projektin toteutukseen jalopputulokseen.– Yhteistyö Kemppi Oy:n projektiryhmänkanssa sujui hyvin. Meillä kaikilla oliyhteinen päämäärä, ja sen eteen tehtiin töitä.Valitut ratkaisut ja kaikkien osapuoltentoiminta mahdollisti onnistuneen toimituksen,toteaa Saarola.IPROFISAFE- turvatiedonsiirto• normaali ja turvatiedonsiirtoyhdessä ja samassa väylässä• yleisesti käytetyissä teollisuudenProfibus- ja Profinetväyläjärjestelmissä• koko verkon laajuisesti• Profinet- väylässä myöslangattomasti• järjestelmän joustavuusväylärakenteen ansiosta<strong>TeollisuusPartneri</strong> | Syksy <strong>2010</strong> 9
TurvallisuusHelpompaa prosessiturvallisuutta<strong>Siemens</strong> on parantanut prosessiturvallisuuden helppokäyttöistähallintatyökalua. Simatic Safety Matrixin 6.2 -versiossaon useita uusia ominaisuuksia. Matriisin värejä valvomossavoidaan vaihtaa vaatimusten mukaan. Jokaiselle syylleja seuraukselle voidaan määrittää tarkempia hälytyksiä. Lisäksimatriisin tulona voidaan käyttää anturitietojen sijastamyös laskennasta saatuja tuloksia.Safety Matrixin käyttöliittymä on syy-seuraus-matriisi,jossa turva-anturien ja turvatoimilaitteiden suhteet toisiinsamääritellään. Tämän matriisin perusteella Safety Matrix-työkalu generoi turvaohjelman ja visualisoinnin turvatoiminnoille.Työkalu on prosessiteollisuuden ohjelmoitaviin turvasovelluksiinsusuunnittelu, turvallisuuden elinkaarenhallintatyökalu.Se on IEC 61511-standardin mukainen.Simatic Safety Matrixillä on yksinkertaista määrittääprosessin turvatoiminnot. Sen avulla turvasovelluksen voimäärittää myös turva-asioista vastaava henkilö, joka ei oleperehtynyt automaatiojärjestelmän ohjelmointiin. Työkaluvoi toimia osana koko tehtaan kattavaa Simatic PCS7 -automaatiojärjestelmää,tai sillä voidaan toteuttaa vain laitoksenvaatimat turvatoiminnot erillisenä järjestelmänä.Ohjelmallinen logiikka osaaturvaohjaukset<strong>Siemens</strong>in ohjelmallinen PC-pohjainen automaatio on päivittynyt.WinAC RTX soft PLC -ohjelmasta on julkaistu uusiversio WinAC RTX <strong>2010</strong>. Ohjelmasta on myös turvaohjauksiinkykenevä versio WinAC RTX F <strong>2010</strong>. Uudet ohjelmaversiotovat saatavilla syksyllä <strong>2010</strong>.PC-pohjainen automaatio on yhä yleisempää. Tällöintavallista S7-ohjelmakoodia ajetaan WinAC RTX soft PLC:llätavallisessa teollisuustietokoneessa tai tavallisella PC-tietokoneella.Ohjelman tärkeimmät uudistukset ovat:- Windows 7 -tuki- Profinet: Isochronous mode- Simatic Web Server- Tuki TCI ja IOLink protokollille Profibusissa(data record gateway) CP5611 kortin kanssa- Open User Communication ”ISO on TCP” -protokollalla10 <strong>TeollisuusPartneri</strong> | Syksy <strong>2010</strong>
Teksti: Eetu HelminenTurvallisuus tuottaaTuottavuus kasvaa, kun tapaturmat vähenevät, koneet säilyvät ehjinä sekätuotantoprosessit toimivat . Myös investoinnin turvaaminen on osa kilpailukykyä.Turvallisuus on tuottava investointi, arvio<strong>Siemens</strong>in asiantuntija Keijo Heikkinen.Turvallisuus voidaan jakaa kolmeeneri osa-alueeseen: henkilöstön turvallisuuteen,investoinnin turvallisuuteen jatekniikkaan. Nämä kaikki vaikuttavat merkittävästiteollisuuden tulokseen.– Tärkeintä on ihmisten suojeleminen,mitä jo työsuojelulakikin edellyttää. Turvallisuusajatteluon kuitenkin samaan aikaanmyös tuoton ja investoinnin turvaamista,Heikkinen korostaa.Koneiden, laitteiden ja prosessien turvallisuudellavarmistetaan, että henkilöstölleei tapahdu vahinkoja. Tapaturmienehkäiseminen vähentää sairauspäiviä, mikälisää tuottavuutta.– Rajuimmillaan kyse on siitä, että varmistetaan,että tehdas ei esimerkiksi palatai räjähdä, Heikkinen vahvistaa.Turvallisuutta osaamisestaTärkeä osa turvallisuutta on henkilöstönosaaminen. Se ylläpitää ja ottaa käyttöönuusia laitteita ja ratkaisuja. Teknisen henki-löstön on osattava rakentaa ja ylläpitää tuotantokoneidenturvallisuutta. Käyttöhenkilökunnanon kyettävä käyttämään koneitaturvallisesti ja tehokkaasti.– Tehdasalueilla on usein monien erivalmistajien koneita, ja niiden automaatioratkaisuttulevat myös eri valmistajilta.Samaan aikaan voi olla esimerkiksi 4 - 5laitekantaa samassa hallissa. Tämä johtaahelposti tilanteeseen, että henkilökunnallaon vain rajallisesti aikaa opetella käyttämäänlaitteita. Kaikki tunnetaan vähän,mutta yhtäkään ei osata hyvin, Heikkinenkertoo.Yhteensopivat ja samolla käyttöliittymillätoimivat ratkaisut on nopeampiopetella ja hallita. Näin yritys säästää esimerkiksiturvakoulutuksissa. Kun laitteetkestävät käytössä useita kymmeniä vuosia,yritykselle syntyy säästöjä koulutuksesta.Pitkä yhteistyö turvaa investoinninTurvaratkaisuja on järkevää katsoa laajemmin.Henkilö-, kone ja prosessiturvallisuuson välttämätöntä. Kannattavuuden kannaltaon kuitenkin tärkeää varmistaa myösinvestoinnin turvallisuus.– Kun hankintapäätös tehdään, niinhankinnan turvallisuuden kannalta ontärkeää, että toimittaja on sitoutunutjatkamaan toimintaa pitkään. Komponenteiltaja järjestelmiltä edellytetäänpitkää elinkaarta. Esimerkiksi <strong>Siemens</strong>inSimatic-automaatiojärjestelmien käyttöikäsaattaa olla parikymmentä vuotta.Tehtaassa ei tarvitse vaihtaa komponenttejajatkuvasti.Tärkeää on myös huomioida, ettäautomaation ohjelma-alusta ja logiikkaratkaisutovat avoimia. Näin järjestelmääuudistettaessa on mahdollista hyödyntääolemassa olevia ratkaisuja. Tällä tavallamyös ratkaisut ovat aiempaa joustavampia.Tämä lisää hankinnan turvallisuutta.– Jos viiden eri laite- tai logiikkatoimittajanjärjestelmää vertaa yhdeltä hankittuun,niin varaosahallintaan tulee tehokastataloudellista suojausta. Kaikkiajärjestelmiä ei tarvitse pitää varastossa.Varasto pienenee, rahankierto on nopeampaasekä rahan tuotto paranee.<strong>TeollisuusPartneri</strong> | Syksy <strong>2010</strong> 11
TurvallisuusTeksti: Katarina NurmiKuvat: Steris Finn-AquaLuotettavia laitteitalääketeollisuudelleSuomalaista huipputeknologiaa maailmalle vievä Steris Finn-Aqua on uudistanutlaitteidensa ohjausta vastatakseen kiristyvään kilpailuun jalääketeollisuuden tiukentuviin laatuvaatimuksiin. Yritys siirtyikäyttämään tuotteissaan <strong>Siemens</strong>in multipaneeleita, jotka sisältävätSoft PLC -ohjelmistologiikan.Osallistumme turvallisten lääkeaineidenvalmistukseen, kun teemme lääketeollisuudelleluotettavia laitteita yhdessä<strong>Siemens</strong>in kanssa, toteaa Steris Finn-Aquantuotepäällikkö Timo Heino.Lääketurvallisuus on osa henkilökohtaistaturvallisuuttamme, sillä esimerkiksirokotteissa lääkeaine sekoitetaan tislattuunveteen eli injektioliuosveteen. Euroopassatehtyjen rokotteiden vesi on Timo Heinonmukaan todennäköisesti valmistettu SterisFinn-Aquan tislaimella.Steris Finn-Aqua halusi vuonna 2009uudenaikaistaa laitteidensa toimintaa.Järjestelmäksi valittiin Simatic Win AC SoftPLC -ohjelmistologiikka, joka yhdistettynäMP 277-multipaneeliin muodostaa moderninja pitkäikäisen ohjausratkaisun.Uusi järjestelmä täyttää lääketeollisuudenerittäin tiukat vaatimukset. Lisäksi se on luotettava,tilaa säästävä ja kustannustehokas.– Simatic S7 -logiikkaratkaisu oli palvellutmeitä hyvin ja luotettavasti jo useitavuosia. Meille oli kuitenkin välttämätöntäetsiä sellainen ratkaisu, joka täyttää esimerkiksiUSA:n elintarvike- ja lääkevirastonFDA-säännökset. Päädyimme aivan uudenlaiseenSoft PLC -ohjelmistologiikkaan,sanoo Steris Finn-Aquan automaatiosuunnittelijaTimo Laakso.Lääketeollisuudenvaatimukset täyttyvätSuomalainen Steris Finn-Aqua on johtavatislainten ja höyrykehittimien kehittäjä javalmistaja maailmassa. Näitä tuotteita valmistetaankansainvälisille suurille lääketehtaille,joilla on hyvin korkeat laatuvaatimukset.– Lääketeollisuus lienee ydinvoimateollisuudenjälkeen yksi vaativimmista teollisuudenaloista, vähättelemättä kemianteollisuudenvaarallisia aloja, kertoo Timo Heino.Eri standardien, säännösten ja direktiivienlisäksi Steris Finn-Aquan on nouda-12 <strong>TeollisuusPartneri</strong> | Syksy <strong>2010</strong>
Kansainväliseen Steris-konserniin kuuluva SterisFinn-Aqua valmistaa lääkeveden tislaimia, puhtaanhöyrynkehittimiä,autoklaaveja sekä biovaarallistenjätevesien sterilointilaitteistoja. Yrityksen asiakkaitaovat suuret lääketehtaat, biotekniikan tehtaat, sairaalat,tieteelliset tutkimuslaitokset ja laboratoriot.Steris Finn-Aqua perustettiin vuonna 1932.Tuusulassa sijaitseva yritys työllistää noin 200 henkilöä.Vuonna 1996 Steris Finn-Aquasta tuli osa maailmanlaajuistaSTERIS-konsernia, jossatyöskentelee kaikkiaan yli 5 000 asiantuntijaa ja liikevaihtoon 1,2 miljardia dollaria.Vuodesta 1972 lähtien yritys on myynyt yli 5 000 laitettaeri puolille maailmaa. Vuosittainvalmistuu noin 150–200 laitetta, joista yli puolet toimitetaanEurooppaan.tettava USA:n elintarvike- ja lääkevirastonFDA:n säädöksiä.Uusi ohjausratkaisu, Soft PLC -ohjelmistologiikka,täyttää kaikki nämä tarvittavatautomaatiota ja konedirektiiviäkoskevat vaatimukset ja säännökset.Myös laitteiden käytölle ja toiminnalleasetetaan tiukat viranomaisvaatimukset.Kaikista tapahtumista pitää jäädä jälki jatietyissä operointitilanteissa myös elektroninenallekirjoitus.Steris Finn-Aquan tietotaidoilla onkysyntää myös tulevaisuudessa. Yrityksessäpanostetaan tuotteiden jatkuvaanräätälöintiin asiakkaiden tarpeitavastaaviksi ja osaavaan henkilökuntaansuunnittelussa, tuotannossa, koeajossasekä huollossa.– Pitkäaikainen kokemuksemme auttaameitä pitämään puolemme kiristyvässäkansainvälisessä kilpailussa, jossa laadullaon tärkeä merkitys, sanoo Timo Heino.Luotettava ohjausratkaisusäästää kustannuksiaSteris Finn-Aquan uusi ohjausratkaisu pohjautuuSimatic MP 277 -multipaneeliin, jokasisältää Simatic WinAC Soft PLC -ohjelmiston.Laitteiston tehoa voidaan tarvittaessaparantaa paneelimallia vaihtamalla. Paneelitmahdollistavat myös liittymisen asiakkaanjärjestelmiin.Timo Laakso kertoo olevansa tyytyväinenSimatic MP 277 -paneelin SD-muistikorttiin,johon voidaan tallentaa varmuuskopiosekä logiikka- että käyttöliittymäohjelmasta.– SD-kortille tallentuvat sovellusohjelmastammemyös käyttäjien asettamat parametritresepteinä Excel-muotoon sekä mittauskanavienkalibrointitiedot. Kaikki tiedotlöytyvät yhdeltä kortilta, toteaa Timo Laakso.Hajautettuun I/O:hon liitytään yhdenProfibus DP -väylän välityksellä. Ratkaisustatuli luotettava ja yksinkertainen, koskakaapeloinnin, liitäntöjen ja komponenttienmäärä väheni. Samalla säästetään kustannuksiaja tilaa ohjauskaapissa.– <strong>Siemens</strong>-tuotteiden laatu ja luotettavuusovat aina olleet hankitamme kulmakiviä.Ottaen huomioon, kuinka vaativia asiakkaammeovat, <strong>Siemens</strong>in tuoteperheet sopivat mainiostikoneisiimme, sanoo Timo Laakso.Simatic-multipaneeleita on saatavissa kolmea eri sarjaa: 170,270 ja 370. Sarjat eroavat toisistaan ominaisuuksiensa ja näytönkoon suhteen. Simatic MP 277 -multipaneeli soveltuu vaativiinautomaatiosovelluksiin, joissa käyttöympäristönä ovattyypillisesti Profibus DP ja Profinet. Paneeli on laajennettavissaerilaisilla optioilla.Simatic WinAC MP -ohjelmistologiikka on vaihtoehto SimaticS7-300 -logiikoille. Win AC MP on saatavissa joko ohjelmistonatai valmiina pakettina eri multipaneelivaihtoehdoilla. Valmiinaratkaisuna järjestelmä korvaa Simatic C7 -ohjaukset.<strong>TeollisuusPartneri</strong> | Syksy <strong>2010</strong> 13
TurvallisuusHelppoaturvallisuuttaTurvahyväksytyt automaatioohjauksetvoidaan toteuttaaPC-pohjaisella automaatiolla.Matti KleemolaTuotepäällikköIndustry Automation &Drives Technology DivisionTurvahyväksyttyjen automaatio-ohjaustentoteuttaminen ohjelmoitavallalogiikalla on nykyään yleistä. Tällöin logiikkaohjainsuorittaa tavallisen automaatioohjauksenrinnalla erillistä turvaohjelmaa.Turvaohjauksia voidaan perinteisen ohjelmoitavanlogiikan lisäksi toteuttaa myös tietokoneessatoimivan ohjelmallisen logiikan,eli niin sanotun soft-PLC:n avulla.Molempien toteutusten taustalla onmoninkertainen varmistusmekanismi,jolla havaitaan tiedon prosessoinnissa taikäsittelyssä syntyneet virheet. Turvatoimintoihinliittyvät virhetilat aiheuttavatturvapysäytyksen ja näin automatisoitulaite säilyttää turvatason myös kaikissajärjestelmän vikatilanteissa.Turvallista tiedon siirtoaToimintoketjuun kuuluu antureiden ja toimilaitteidenlisäksi lähtö- ja tulokortit sekäprosessointielin. Turvahyväksytyt lähtö- jatulokortit sisältävät omaa älyä, ja ne vahtivatniille tulleiden ohjausten oikeellisuuttamonin tavoin. Nämä toiminnot liittyvät vahvastiturvalliseen tiedon siirtämiseen. Jokainenlähetetty sanoma sisältää järjestysnumeron.Tulo- ja lähtökortit varmistavat, ettäjokainen ohjaussanoma on järjestysnumeroltaanoikea. Näin havaitaan, mikäli välistäpuuttuu jokin sanoma.Jokainen sanoma sisältää tarkistussumman,jonka avulla voidaan havaitatiedon siirrossa tapahtunut sanoman vääristyminen.Lisäksi turvalaitteet kommunikoivatmäärävälein, jotta voidaan varmistuatiedonsiirtokanavan olevan jatkuvastitoimintakunnossa. <strong>Siemens</strong>in tuotteissakommunkointi toteutetaan Profisafe-standardinmukaisena.Käsky prosessoidaan kahdestiProsessointielimessä tehdään monenlaisiavarmistuksia. Ohjauskoodia suoritettaessajokainen käsky prosessoidaan ensin kertaalleen,ja sen jälkeen sama tieto prosessoidaankoodattuna. Alkuperäinen ja koodattuohjelmakoodi suoritetaan eri hetkinä. Näinhavaitaan prosessoinnissa mahdollisestisyntynyt virhe. Ulkoinen prosessointielimentoimintaan vaikuttava häiriökään eijää huomaamatta aikaredundanttisuudestajohtuen.Samaa menetelmää käytetään niinturvahyväksyttyjen logiikkaohjainten kuintietokoneessa toimivien ohjelmallistenlogiikoiden yhteydessä. Turvaohjaustenajamiseen käytettävälle tietokoneelle eiole moniakaan rajoitteita. Yksi monientietokoneiden täyttämä vaatimus on kaksierillistä kellopiiriä tietokoneen emolevyllä.Toista kellopiiriä käytetään ohjelmakoodinsuoritusta valvottaessa. Näin voidaan varmistua,että vasteaika pysyy vaadittujenrajojen sisällä.Aiheesta on lisää sivulla10, jossa kerrotaanohjelmallisen WinAC RTX -logiikanpäivittymisestä.14 <strong>TeollisuusPartneri</strong> | Syksy <strong>2010</strong>
TuottavuusTeksti: Anita HanhinenKuvat: Valio, <strong>Siemens</strong> OsakeyhtiöOltermanni onnistuuautomaatiollaSuomen suosituin juusto on Oltermanni,joka valmistuu <strong>Siemens</strong>in Simatic-järjestelmällä.Uusinnalla automaatiojärjestelmän elinkaari jatkui Valiolla. Asiantuntija PetriMoision mukaan ohjelmointityökalut monipuolistuivat, vian haku ja käyttöliittymäparanivat. Lisäksi varaosat halpenivat ja niiden saatavuus parani.Suomen suosituinta kermajuustoa, Oltermanniaon valmistettu vuodesta 1993Valion Haapaveden tehtaalla, joka on yksiValion viidestä juustolasta. Siellä tuotetaanmyös herajauheita elintarviketeollisuudenkäyttöön ja vasikanruokajauheeksi. Tehdasvastaanottaa yli 200 miljoonaa litraa maitoavuodessa ja työllistää 134 henkilöä. Meijerinprosesseilta vaaditaan tehokkuutta ja luotettavuutta.Niitä ohjaa <strong>Siemens</strong>in automaatio.Oikea Oltermanni HaapavedeltäOnnistunut happaneminen on juuston valmistuksenkeskeinen vaihe ja siten korkealaatuinenhapate on perusta juuston maullesekä tasalaatuisuudelle. Valio investoiHaapavedellä viimeksi viisi miljoonaa euroauuteen hapatekeskukseen, joka valmistuihuhtikuussa 2009. Investoinnin tarkoituksenaon taata laatu ja myös varautua odotettavissaolevaan tuotannon kasvuun. Nykyiselläjuustontuotantoasteella hapatettatarvitaan 10 000 litraa päivässä, ja yhteenjuustokiloon käytetään noin kymmenen litraamaitoa. Tehdas sijaitsee keskellä Pohjanmaantuottoisaa maitoaluetta. Niinpä raakamaitosaadaan lähialueelta, pääsääntöisestinoin 90 kilometrin säteellä sijaitsevilta ylituhannelta tilalta.Prosessien toimittava tehokkaasti jaluotettavastiProsessien on toimittava tehokkaasti jaluotettavasti tehtaassa, joka vastaanottaapäivässä noin miljoona litraa maitoa valmistaakseensiitä juustoa ja jauheita.Meijerissä on useita erilaisia automaatiollaohjattavia prosesseja, esimerkiksi maidonvastaanotto ja yhteiskäsittely, juustolasekä pesukeskus. Näitä on pitkään ohjattu<strong>Siemens</strong>in automaatiolla.Oltermannin tekemisessä on käytössäSimatic S5 -sarja. Useita vuosia kestäneidenmuutostöiden jälkeen muu tehdas toimii16 <strong>TeollisuusPartneri</strong> | Syksy <strong>2010</strong>
Meijerin prosesseilta vaaditaan tehokkuutta ja luotettavuutta. Valion Haapvedentehtaan juustolaa ohjaa <strong>Siemens</strong>in automaatio.Simatic PSC 7 -prosessinohjausjärjestelmällä.– Vanha automaatiojärjestelmä alkoiolla elinkaarensa päässä, joten tuotannonturvaamiseksi täytyi automaatiokin uudistaa,kertoo Valion Haapaveden tehtaan tekninenasiantuntija Petri Moisio.– Koska aiempikin järjestelmä oli <strong>Siemens</strong>in,päädyttiin saman toimittajan uudempaanjärjestelmään. Suurimmat Simatic PCS 7-uusinnat alkoivat jauheosastolta kuivaustorninja 2-haihturin osalta vuosina 2003 –2004. Seuraavaksi uusittiin vastaanotto jayhteiskäsittely 2005 – 2006. Juustolan hapatekeskusrakennettiin vuosina 2008 – 2009.Parhaillaan on uusittavana toinen jauheenkuivaustorneista, Stork, jatkaa Moisio.<strong>Siemens</strong> vahva järjestelmätoimittaja– Uusinnalla järjestelmän elinkaari on jatkunut.Ohjelmointityökalut ovat entistä monipuolisemmat,vian haku tuli paremmaksi jakäyttöliittymä on käyttäjäystävällisempi. Varaosatovat halvempia ja niiden saatavuusparempi kuin aikaisemmilla järjestelmillä,listaa Moisio uusintojen etuja.– Vanha järjestelmä oli <strong>Siemens</strong>, jotenoli luontevaa pitää järjestelmä edelleen samana.Näin saadaan esimerkiksi käyttöönototmahdollisimman lyhyiksi. <strong>Siemens</strong>on vahva järjestelmätoimittaja, jolla myöstekninen tuki ja yhteistyö asiakkaan kanssatoimivat, hän jatkaa.Erityisinä haasteina tällaisessa ympäristössäMoisio mainitsee elintarviketuotannonhygieniavaatimukset, kenttälaitteet onvalittava olosuhteiden mukaisiksi.– <strong>Siemens</strong> on ollut vahvasti mukana,kun näitä ongelmia on ratkottu yhdessä.Myös keväällä 2009 käyttöönotetun hapatekeskuksenautomaation rakennusvaiheessailmenneet ongelmat on saatu nyt ratkaistua,kiitos YIT:n ja <strong>Siemens</strong>in yhteistyön,Petri Moisio sanoo.YIT pitää tehtaan käynnissäYIT Teollisuus- ja Verkkopalvelut Oy vastaaHaapaveden tehtaan kunnossa- ja käynnissäpidostaja on mukana myös automaatiouudistuksissa.YIT Haapaveden automaatioasiantuntijaJanne Junttila sanoo, ettäkun kaikki on samaa järjestelmää, sitä onhelppo hallita ja siihen pääsee perehtymäänsyvällisemmin.– Laitteet ovat yhteensopivia ja varaosiatarvitaan vain yhteen järjestelmään. Uusijärjestelmä ei välttämättä ole yksinkertaisempikäyttää, mutta sen ominaisuuksienja diagnostiikan ansiosta ovat vikapaikathelpompia paikantaa kuin vanhassa järjestelmässä,Junttila toteaa.Hän on tyytyväinen yhteistyöhön <strong>Siemens</strong>inkanssa: koulutusta on saatavilla,teknisen tuen kanssa on läheistä yhteistyötäja myös myyntihenkilöt toimivat asiantuntija-apuna.Simatic PCS 7 on prosessinohjausjärjestelmä, joka tarjoaakäyttäjilleen paljon hyviä ominaisuuksia. Näitä ovat esimerkiksijoustava arkkitehtuuri, joka on helppo sopeuttaa ohjattavanprosessin vaatimuksiin sekä useat laajennuspaketit erityyppistenprosessien tarpeisiin kuten Simatic BATCH -panosprosessienohjaukseen. Integroitu turvatekniikka ja mahdollisuuskahdentaa kaikki järjestelmän komponentit takaavat sen,että PCS 7 soveltuu myös vaativien ja turvallisuuskriittistenprosessien ohjaukseen.<strong>TeollisuusPartneri</strong> Syksy <strong>2010</strong> 17<strong>TeollisuusPartneri</strong> | Syksy <strong>2010</strong> 17
TuottavuusSinumerik 50 vuottaSinumerik-ohjaus on ollut 50 vuotta CNC-tekniikanedelläkävijä. Graafiset käyttöliittymät ja selkeätohjelmasimuloinnit helpottavat nykyistä ohjelmointityötä.Sinumerik CNC-ohjaus täyttää 50 vuotta.Ensimmäinen Sinumerik NC-ohjaustuotiin markkinoille vuonna 1960. JoustavaNC-ohjelmointi antoi uusia mahdollisuuksiatuottaa monimuotoisia kappaleita. Ensimmäisissäohjauksissa ei ollut tehokkaitamikroprosessoreita, vaan ne valmistettiinyksittäisistä elektroniikkakomponenteista.Sinumerik 200 ja 300 -ohjaukset olivat seuraavavaihe. Niitä käytettiin jyrsintään, sorvaukseen,hiontaan ja lävistykseen. Akseleitasäädettiin sähköhydraulisilla käytöillä.Lisää toiminnallisuutta1980-luvun puolivälissä työstökoneisiintulivat Sinumerik 810 -sarjan ohjaukset.Uutuutena ohjauksen toiminnot löytyivätvalikkopainikkeista ja käyttöliittymääpystyi muokkaamaan WS800-ohjelmointiasemalla.Koneenvalmistajat pystyivätluomaan omia näyttöjä, käyttöliittymiäja toimintoja ohjaukseen. Lisäksi ohjainmahdollisti useamman NC-ohjelman ajonyhtä aikaa.animaatiot ja uudentyyppiset liikkuvatapukuvat, jotka tarjoavat poikkeuksellistakäyttömukavuutta. Jatkuvan tutkimus- jakehitystyön ansiosta uusilla SinumerikCNC-ohjauksilla koneiden hallinta onhelppoa ja nopeaa. Nykyaikaiset graafisetkäyttöliittymät nopeuttavat asetustyötäja ohjelmasimuloinneilla vältetään ohjelmointivirheitä.Integroidut turvatoiminnotsuojaavat käyttäjiä ja koneita. Monipuolistentiedonsiirtoyhteyksien avulla tieto välittyykoko tuotantoketjussa nopeasti.Nopeutta mikroprosessoreistaVuonna 1973 esiteltiin ensimmäinen mikroprosessoriohjattuCNC-ohjaus (ComputerizedNumerical Control) Sinumerik500 C. Lauseiden käsittelyajat lyhenivätja ohjauksen ominaisuuksien lisääminenhelpottui.Vuonna 1981 esitellyssä SinumerikSystem 3:ssa oli ensimmäinen kuvaputkinäyttöja standardi koneenohjaustauluja,joilla koneenvalmistajat pystyivätluomaan vakiokokoonpanoja koneistaan.Ohjauksia on konepajoissa edelleen tuotantokäytössä.Noin kymmenen vuotta Sinumerik810 jälkeen esiteltiin CNC-ohjaus Sinumerik840D. Ohjausta toimitetaan edelleennopeammilla prosessoreilla Sinumerik Powerlinetuotemerkillä.Nopeutta graafisillakäyttöliittymilläKompaktisarjan uusi tulokas Sinumerik828D ja Sinumerik Operate käyttöliittymäesiteltiin Milanossa EMO 2009 -messuilla.Uusi paneeli CNC-ohjaus Sinumerik 828Don suunniteltu sorvaukseen ja jyrsintään.Ohjauksessa on laaja graafinen online-tuki,http://support.automation.siemens.com/WW/view/en/38184300http://www.automation.siemens.com/doconweb/18 <strong>TeollisuusPartneri</strong> | Syksy <strong>2010</strong>
Teollisuus-PC:t tehokkaammiksi<strong>Siemens</strong> on varustanut neljä uutta teollisuus PC:täviimeisimmällä Intel Core i7 prosessori tekniikalla. KaikkiPC:t on suunniteltu toimimaan vaativissa teollisuusolosuhteissa24 tuntia vuorokaudessa. IPC627C box PC ja integroidullanäytöllä varustettu HMI IPC677C panel PC soveltuvathyvin nopeisiin mittaus- ja säätösovelluksiin. Ne voidaanasentaa kentälle lähelle ohjattavaa konetta. IPC847C jaIPC647C ovat 19”:a, räkkiasenteisia ja tehokkaita teollisuustietokoneita.Ne on suunniteltu käsittelemään suuria tietomääriäja toimimaan tehoa vaativissa valvomosovelluksissa.<strong>Siemens</strong>in uusista teollisuus PC:istä on tarjolla useitavaihtoehtoja erilaisiin tarpeisiin. Prosessorivaihtoehtoinaovat Intelin uudet Core i3, i5 ja i7-prosessorit. Verrattunaedeltävään B-sarjaa ovat C-sarjan koneissa prosessointitehotlähes kaksinkertaistuneet. Keskusmuistina käytetäännopeaa DDR3-muistia, ja optiona on saatavilla muistiinintegroitu ECC-korjaus (Error Correction Code). Uudet koneetovat asennusmitoiltaan ja liitynnöiltään yhteensopiviaedeltäjiensä kanssa, ja ne voidaan varustaa integroiduilleProfibus DP - tai Profinet-liitynnöillä.Uusi operointipaneeliyksinkertaisiin sovelluksiinTeollisuusympäristöön uusi operointipaneelisarja on kehitettyyksinkertaisiin sovelluksiin. Uusissa Simatic HMI (Human Machine Interface ) Basic -paneeleissa on ohjauksenja operoinnin perustoiminnot kuten hälytykset, reseptienkäsittely ja trendit.Massamuistivaihtoehtoja uusiin koneisiin on useita.Simatic IPC627C ja HMI IPC677C on saatavilla SSD-levyllä,kovalevyllä tai CompactFlash-kortilla. Kovalevy versiossaoptiona löytyvät RAID1-peilaavat kovalevyt. Molemmissakoneissa on kaksi PCI/PCI Express -korttipaikkaa. Integroidullanäytöllä varustettuun Panel PC 677C:en löytyy useitanäyttövaihtoehtoja: 12-, 15- ja 19-tuumaiset kosketusnäytötja 12- ja 15-tuumaiset näppäinversiot. Käyttöjärjestelmävaihtoehtoinaon Windows 7 Ultimate, Windows XPProfessional ja Windows Embedded standard 2009.Räkkiasenteiset koneet IPC 847C ja IPC647C tarjoavatmaksimaalista käytettävyyttä. Saatavilla on kahdennetut teholähteetja kovalevyt voi ottaa yksittäisinä tai RAID 1tai RAID 5 -malleina. Kovalevyt saa myös tarvittaessa edestävaihdettavilla Hot Swap -kelkoilla. Myös SSD-levy onvaihtoehto massamuistiksi. IPC 847C on neljä yksikköä korkea,ja sitä voidaan tarvittaessa laajentaa jopa yhdellätoistaPCI/PCI Express -korttipaikalla. IPC647C on kaksi yksikköäkorkea ja siinä on 3 PCI/PCI Express -korttipaikkaa. Käyttöjärjestelmävaihtoehdotnäihin koneisiin ovat Windows 7 Ultimate,Windows XP Professional ja Windows Server 2008.Simatic HMI Basic -paneelit soveltuvat hyvin vaativiinteollisuusolosuhteisiin. Niiden suojausluokka on IP65.Paneeleita on saatavana erikokoisin näytöin: 4”, 6”, 10”ja 15”. Näytöistä 4-tuumaisessa versiossa on STN-harmaasävynäyttöja muissa malleissa TFT-värinäyttö. Näytöt ovatkosketusnäyttöjä varustettuna funktiopainikkeilla, poikkeuksena15-tuumainen paneeli, jossa ei ole painikkeita.Käyttäjien on helppo vaihtaa esimerkiksi erikokoisiinpaneeleihin, koska Simatic HMI Basic -paneelit ovat asennusmitoiltaanyhteensopivia olemassa olevien Simatic HMItouch -laitteiden kanssa. Lisäksi laitteet konfiguroidaansamalla Simatic WinCC flexible 2008 -ohjelmistolla, kuinmuutkin paneelit. Toisena vaihtoehtona konfigurointiinon Step7 V10.5, jolla ohjelmoidaan myös Simatic S7-1200sarjan logiikoita.Kommunikointia varten on käytettävissä joko integroituProfinet/Ethernet tai Profibus/MPI/PPI -rajapinnat.<strong>TeollisuusPartneri</strong> | Syksy <strong>2010</strong> 19
Parempaa virrankestoamoottorilähtöihinSirius Innovations S00 ja S0 -kokoluokkien moottorilähtökomponenttienvirrankestoa on kasvatettu 40A:n asti.Yksikertaisella plug-in-teknologialla voidaan komponentitkytkeä toisiinsa, jolloin moottorilähtökaapissa säästetääntilaa ja nopeutetaan kytkentätyötä.Uutta on myös kaapin sisäisen ohjauskytkennän tekeminenkäyttämällä I/O-Link -tekniikkaa. Tässä kytkennässätarvitaan vain kolme johdinta ohjausta varten. Järjestelmänohjaustiedot ja tilatiedot kulkevat samoja johtimia pitkin.Sirius-järjestelmä on modulaarinen kokoluokissa S00 jaS0. Ohjausyksiköt ja apukoskettimet ovat yhteisiä.Moottorilähtöjen tehoalue on S00-kokoluokassa 7,5kWja S0-kokoluokassa 18,5kW. Komponenttien leveys ontehoalueen kasvusta huolimatta 45mm. Pehmokäynnistimienvirta-alue ylettyy 100A:n asti.Uusi lineaarimoottori tuo säästöä<strong>Siemens</strong>in lineaarimoottoritarjonta on lisääntynyt uudellasynkronisella lineaarimoottorilla, jossa on magneetitontoisio. 1FN6-moottori säästää rahaa pitkillä liikematkoilla,koska sen toisiossa ei enää käytetä kestomagneettia.Se soveltuu kappalekäsittelyyn, sovelluksiin joissa on yhteenkytketyt akselit sekä erittäin dynaamisiin ja tarkkoihinsyöttöakseleihin, joita käytetään esimerkiksi vesi- ja laserleikkauskoneissa.Tällä innovatiivisella moottorilla on kaikki lineaarimoottorienedut, kuten korkea voimatiheys, hyvä dynaaminenreaktiokyky, hyvät ohjausominaisuudet ja erinomainentarkkuus.Tähtikolmio- ja suunnanvaihtokäynnistimiä saa valmiiksikoottuna, ja uutta on S00-kokoluokalla toteutettu11kW:n tehoinen tähtikolmiokäynnistin. Liitäntätekniikaksivoi valita ruuvi- tai jousivoimaliittimen.Uusi virranvalvontarele voidaan liittää suoraan päävirtapiiriinilman erillisiä virtamuuntajia. Virranvalvontareleellävalvotaan yli- tai alivirtaa, cos phi -arvoa tai vaihejärjestystäsekä vaiheen puuttumista.<strong>TeollisuusPartneri</strong> | Syksy <strong>2010</strong> 21
Yhteystiedot<strong>Siemens</strong> OsakeyhtiöMyyntiPL 6002601 EspooKatuosoite:Majurinkatu 6Puh. 010 511 5151Faksi 010 511 2398www.siemens.fiToimistomyyntiPuh. 010 511 3077• admyynti.fi@siemens.com• www.siemens.fi/industrymallMetalliteollisuuden projektitHannu Heikkilä, Puh. 010 511 3719hannu.heikkila@siemens.comJani KestiläPuh. 010 511 6851jani.kestila@siemens.comPaperiteollisuuden projektitEsko RuotinenPuh. 010 511 3440esko.ruotinen@siemens.comSementtiteollisuusPekka PajalaPuh. 010 511 3645pekka.pajala@siemens.comVeden- ja jätevedenkäsittelyMarkus SavuahoPuh. 010 511 6870markus.savuaho@siemens.comTomi KopraPuh. 010 511 3818tomi.kopra@siemens.comJärjestelmäpartneritA&D AUTOMATION OYSukkulankatu 355120 ImatraPuh. 05 543 0400Fax 05 543 0450www.adautomation.fiAPEX AUTOMATION OYTerminaalikatu 367700 KokkolaPuh. 0207 288 288Fax 0207 288 289www.apexautomation.fiASITEK OYTasalanaukio 5 B21200 RaisioPuh. 02 437 8400Fax 02 437 8490www.asitek.fiCLS-ENGINEERING OYPuh. 020 154 9400Hakunintie 2126100 RaumaIso-Heikkiläntie820201 TurkuKutojantie 1102630 EspooYrittäjänkatu 1365380 Vaasawww.cls-engineering.fiDOSETEC EXACT OYVaakatie 3715560 NastolaPuh. 03 871 540Fax 03 871 5410www.dosetec.fiELMONT OYTyynentie 1215230 LahtiPuh. 03 553 51Fax 03 553 5359www.elmont.fiELOMATIC OYItäinen Rantakatu 7220810 TurkuPuh. 02 412 411Fax 02 412 4444Vernissakatu 101300 VantaaPuh. 010 395 7600Fax 010 395 7620Kangasvuorentie 1040320 JyväskyläPuh. 014 446 7111Fax 014 446 7123Elektroniikkatie 890570 OuluPuh. 010 395 7500Fax 02 4124 444Yrittäjäntie 1260100 SeinäjokiPuh. 020 775 1440Fax 020 775 1449www.elomatic.comFAP AUTOMATION OYOraspolku 900680 HelsinkiPuh. 09 7562 660Fax 09 7562 6655Raisiontori 521200 RaisioPuh. 040 5944 190Fax. 09 7562 6655www.fapautomation.fiINDEL AUTOMATION OYVesijärvenkatu 3815140 LahtiPuh. 020 781 4400Fax 020 781 4420www.indel.fiINSTA AUTOMATION OYRälssitie 7 B01510 VantaaPuh. 020 771 7250Fax 020 771 7285Sarakulmankatu 2033900 TamperePuh. 020 771 7111 / Insta operatorFax 020 771 7333Keihästie 940950 MuuramePuh. 014 333 0400Fax 014 333 0410Wredenkatu 2 (PL 1)78201 VarkausPuh. 020 771 7420 / KolariPiuhatie 890630 OuluPuh. 020 771 7205 / JuntunenFax 020 771 7206Teollisuustie 129200 HarjavaltaPuh. 020 771 7111Fax 02 535 8359www.insta.fiKARELPLAN OYKoulukatu 5-753100 LappeenrantaPuh. 05 614 6600Fax 05 232 3922www.karelplan.fiLOGICA SUOMI OYPL 38, Karvaamokuja 200381 HelsinkiPuh. 010 30 <strong>2010</strong>Fax 010 30 2011www.logica.fiPCS - ENGINEERING OYVanhantullinkatu 290100 OuluPuh. 040 5844 716Puh. 040 5844 762www.pcs-engineering.fiPLC PLAN OYKonetie 3290630 OuluPuh. 08 531 3000Fax 08 531 7099www.plc.fiPROTACON OYSeenintie 2, PL 12240351 JyväskyläPuh. 014 337 2600Fax 014 337 2601www.protacon.comPROVENDOR OYTeljänkatu 8 A 328130 PoriPuh. 02 522 3300Fax 02 522 3322www.provendor.fiSATMATIC OYSammontie 928400 UlvilaPuh. 02 5379 800Fax 02 5379 810www.satmatic.fiSÄHKÖFINNE OYPL 1136, Itkonniemenkatu 1970501 KuopioPuh. 017 176 111Fax 017 176 222www.sahkofinne.fiVAASA ENGINEERING OYPuh. 0207 1901Fax 0207 190 501Runsorintie 565380 VaasaTiedekatu 260320 SeinäjokiVistantie 1921530 paimiowww.veo.fiVISUAL COMPONENTS OYItsehallintokuja 602600 EspooPuh. 09 2524 0800Fax 09 2524 0805www.visualcomponents.com22 <strong>TeollisuusPartneri</strong> | Syksy <strong>2010</strong>