Acciones correctivas para mejorar la disponibilidad en generadores ...
Acciones correctivas para mejorar la disponibilidad en generadores ...
Acciones correctivas para mejorar la disponibilidad en generadores ...
- No tags were found...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
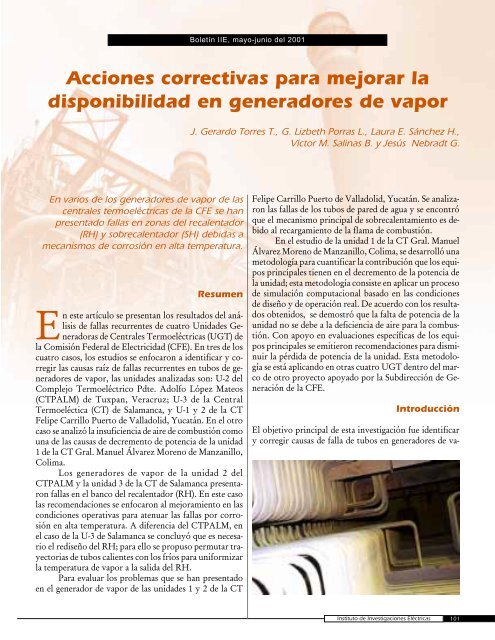
Boletín IIE, mayo-junio del 2001<strong>Acciones</strong> <strong>correctivas</strong> <strong>para</strong> <strong>mejorar</strong> <strong>la</strong><strong>disponibilidad</strong> <strong>en</strong> g<strong>en</strong>eradores de vaporJ. Gerardo Torres T., G. Lizbeth Porras L., Laura E. Sánchez H.,Víctor M. Salinas B. y Jesús Nebradt G.En varios de los g<strong>en</strong>eradores de vapor de <strong>la</strong>sc<strong>en</strong>trales termoeléctricas de <strong>la</strong> CFE se hanpres<strong>en</strong>tado fal<strong>la</strong>s <strong>en</strong> zonas del recal<strong>en</strong>tador(RH) y sobrecal<strong>en</strong>tador (SH) debidas amecanismos de corrosión <strong>en</strong> alta temperatura.Resum<strong>en</strong>En este artículo se pres<strong>en</strong>tan los resultados del análisisde fal<strong>la</strong>s recurr<strong>en</strong>tes de cuatro Unidades G<strong>en</strong>eradorasde C<strong>en</strong>trales Termoeléctricas (UGT) de<strong>la</strong> Comisión Federal de Electricidad (CFE). En tres de loscuatro casos, los estudios se <strong>en</strong>focaron a id<strong>en</strong>tificar y corregir<strong>la</strong>s causas raíz de fal<strong>la</strong>s recurr<strong>en</strong>tes <strong>en</strong> tubos de g<strong>en</strong>eradoresde vapor, <strong>la</strong>s unidades analizadas son: U-2 delComplejo Termoeléctrico Pdte. Adolfo López Mateos(CTPALM) de Tuxpan, Veracruz; U-3 de <strong>la</strong> C<strong>en</strong>tralTermoeléctica (CT) de Sa<strong>la</strong>manca, y U-1 y 2 de <strong>la</strong> CTFelipe Carrillo Puerto de Val<strong>la</strong>dolid, Yucatán. En el otrocaso se analizó <strong>la</strong> insufici<strong>en</strong>cia de aire de combustión comouna de <strong>la</strong>s causas de decrem<strong>en</strong>to de pot<strong>en</strong>cia de <strong>la</strong> unidad1 de <strong>la</strong> CT Gral. Manuel Álvarez Mor<strong>en</strong>o de Manzanillo,Colima.Los g<strong>en</strong>eradores de vapor de <strong>la</strong> unidad 2 delCTPALM y <strong>la</strong> unidad 3 de <strong>la</strong> CT de Sa<strong>la</strong>manca pres<strong>en</strong>taronfal<strong>la</strong>s <strong>en</strong> el banco del recal<strong>en</strong>tador (RH). En este caso<strong>la</strong>s recom<strong>en</strong>daciones se <strong>en</strong>focaron al mejorami<strong>en</strong>to <strong>en</strong> <strong>la</strong>scondiciones operativas <strong>para</strong> at<strong>en</strong>uar <strong>la</strong>s fal<strong>la</strong>s por corrosión<strong>en</strong> alta temperatura. A difer<strong>en</strong>cia del CTPALM, <strong>en</strong>el caso de <strong>la</strong> U-3 de Sa<strong>la</strong>manca se concluyó que es necesarioel rediseño del RH; <strong>para</strong> ello se propuso permutar trayectoriasde tubos cali<strong>en</strong>tes con los fríos <strong>para</strong> uniformizar<strong>la</strong> temperatura de vapor a <strong>la</strong> salida del RH.Para evaluar los problemas que se han pres<strong>en</strong>tado<strong>en</strong> el g<strong>en</strong>erador de vapor de <strong>la</strong>s unidades 1 y 2 de <strong>la</strong> CTFelipe Carrillo Puerto de Val<strong>la</strong>dolid, Yucatán. Se analizaron<strong>la</strong>s fal<strong>la</strong>s de los tubos de pared de agua y se <strong>en</strong>contróque el mecanismo principal de sobrecal<strong>en</strong>tami<strong>en</strong>to es debidoal recargami<strong>en</strong>to de <strong>la</strong> f<strong>la</strong>ma de combustión.En el estudio de <strong>la</strong> unidad 1 de <strong>la</strong> CT Gral. ManuelÁlvarez Mor<strong>en</strong>o de Manzanillo, Colima, se desarrolló unametodología <strong>para</strong> cuantificar <strong>la</strong> contribución que los equiposprincipales ti<strong>en</strong><strong>en</strong> <strong>en</strong> el decrem<strong>en</strong>to de <strong>la</strong> pot<strong>en</strong>cia de<strong>la</strong> unidad; esta metodología consiste <strong>en</strong> aplicar un procesode simu<strong>la</strong>ción computacional basado <strong>en</strong> <strong>la</strong>s condicionesde diseño y de operación real. De acuerdo con los resultadosobt<strong>en</strong>idos, se demostró que <strong>la</strong> falta de pot<strong>en</strong>cia de <strong>la</strong>unidad no se debe a <strong>la</strong> defici<strong>en</strong>cia de aire <strong>para</strong> <strong>la</strong> combustión.Con apoyo <strong>en</strong> evaluaciones específicas de los equiposprincipales se emitieron recom<strong>en</strong>daciones <strong>para</strong> disminuir<strong>la</strong> pérdida de pot<strong>en</strong>cia de <strong>la</strong> unidad. Esta metodologíase está aplicando <strong>en</strong> otras cuatro UGT d<strong>en</strong>tro del marcode otro proyecto apoyado por <strong>la</strong> Subdirección de G<strong>en</strong>eraciónde <strong>la</strong> CFE.IntroducciónEl objetivo principal de esta investigación fue id<strong>en</strong>tificary corregir causas de fal<strong>la</strong> de tubos <strong>en</strong> g<strong>en</strong>eradores de va-Instituto de Investigaciones Eléctricas101
Boletín IIE, mayo-junio del 2001Figura 1 (a). Tiempo de vida calcu<strong>la</strong>do a distintas velocidadesde desgaste por corrosión y temperatura de metal <strong>para</strong>un tubo de material SA-213-TP 304 H con <strong>la</strong>s sigui<strong>en</strong>tesdim<strong>en</strong>siones nominales: diámetro externo 50.8 mm, diámetrointerno 42.8 mm, espesor 4.0 mm, y operando a unapresión de 41.0 kg/cm 2 .Figura 1 (b). Espesor mínimo calcu<strong>la</strong>do de acuerdo al códigoASME <strong>para</strong> distintas temperaturas de metal de un tubode material SA-213-TP 304 H con <strong>la</strong>s sigui<strong>en</strong>tes dim<strong>en</strong>sionesnominales: diámetro externo 50.8 mm, diámetro interno42.8 mm, espesor 4.0 mm, y operando a una presión de41.0 kg/cm 2 .12TUBO RECALENTADOR TUXPAN2.2TUBO RECALENTADOR TUXPAN1110CORR. 0.25 mm/añoCORR. 0.20 mm/añoCORR. 0.30 mm/año2TIEMPO DE VIDA ( AÑOS )9876ESPESOR MÍNIMO (mm)1.81.61.4541.23540 550 5 60 5 70 580 590 600 6 10 620 630 640 6 50TEMPERATURA DE METAL ( C )1540 550 560 570 580 590 600 610 620 630 640 650TEMPERATURA DE METAL ( C )Estudio termohidráulico <strong>para</strong> evaluar<strong>la</strong> temperatura de los tubos del RHBásicam<strong>en</strong>te el proceso de fal<strong>la</strong> se debe a que <strong>la</strong> pared exteriorde los tubos que se sitúan a <strong>la</strong> salida de vapor delrecal<strong>en</strong>tador está si<strong>en</strong>do expuesta a temperaturas elevadas,lo cual ocasiona <strong>la</strong> fusión de los depósitos de <strong>la</strong>s c<strong>en</strong>izasdel combustóleo. Por medio de programas de simu<strong>la</strong>cióny empleando datos de operación reales, se determinó <strong>la</strong>temperatura de metal <strong>en</strong> el banco de tubos del recal<strong>en</strong>tador.Primero se obtuvo el perfil de temperatura de gases y vapor<strong>en</strong> todo el g<strong>en</strong>erador de vapor utilizando el programade simu<strong>la</strong>ción comercial Steam Master. Posteriorm<strong>en</strong>te,se calculó <strong>la</strong> temperatura del metal <strong>en</strong> el RH utilizandoun modelo matemático desarrol<strong>la</strong>do por el IIE <strong>para</strong> determinarespecíficam<strong>en</strong>te <strong>la</strong> temperatura de metal a lo <strong>la</strong>rgode cada uno de los haces de tubos del RH.Los gráficos de <strong>la</strong> temperatura de metal respecto a<strong>la</strong> longitud del tubo indican que el tubo 5 de cada elem<strong>en</strong>to(que corresponde a <strong>la</strong> cama 5 de <strong>la</strong> nom<strong>en</strong>c<strong>la</strong>tura delCTPALM) supera <strong>en</strong> <strong>la</strong> sección final del tubo <strong>la</strong> temperaturade fusión de c<strong>en</strong>izas corrosivas, 593 ºC, (CCC–A013-Q-CFE, 1993) ver Figura 2. Esto explica por qué <strong>en</strong> <strong>la</strong>cama 5 se han pres<strong>en</strong>tado <strong>la</strong> mayor cantidad de fal<strong>la</strong>s detectadascon unidad <strong>en</strong> servicio como lo confirman losregistros históricos.La recom<strong>en</strong>dación inmediata es t<strong>en</strong>er un controlestricto del exceso de aire, ya que una mayor cantidad deoxíg<strong>en</strong>o fom<strong>en</strong>ta <strong>la</strong> formación de especies corrosivas, porquese produc<strong>en</strong> compuestos con estados de oxidación altosy además contribuye al aum<strong>en</strong>to de <strong>la</strong> temperatura demetal de los tubos. Se debe tratar de ajustar los parámetrosoperativos <strong>para</strong> obt<strong>en</strong>er valores cercanos al 0.8 % deexceso de O 2, (EPRI CS-3945, 1985). Esta medida minimizaríael riesgo de operación de <strong>la</strong> caldera <strong>en</strong> <strong>la</strong> que losbancos de tubos estuvieran operando con una temperaturaexterna de metal que facilita el proceso de corrosiónpor c<strong>en</strong>izas fundidas del combustóleo.Una vez localizados los puntos de alta temperatura<strong>en</strong> los elem<strong>en</strong>tos del RH, <strong>en</strong> algunos de ellos se insta<strong>la</strong>roncuatro termopares embebidos y con recubrimi<strong>en</strong>to especial<strong>para</strong> evitar <strong>la</strong> corrosión, el propósito final esmonitorear <strong>la</strong> temperatura de metal y prev<strong>en</strong>ir el riesgode fal<strong>la</strong> de los tubos.Instituto de Investigaciones Eléctricas103
Aplicaciones tecnológicasFigura 2. Perfil de temperatura del vapor y metal <strong>en</strong> eltubo 5 del recal<strong>en</strong>tador.Temperatura ( o C)Recal<strong>en</strong>tadorCarga: 335 MWTuxpan Unidad 2650600550500450400350300Temperatura de vapor y metalTubo 5Flujo de vapor = 0.521864 kg/s0 2 4 6 8 10 12 14 16 18 20 22Distancia (m)WtotVap= 968 Ton/hrTGsal = 983 o CTG<strong>en</strong>t = 1079 o CAnálisis de fal<strong>la</strong>s <strong>en</strong> tubos delrecal<strong>en</strong>tador y propuesta demejorami<strong>en</strong>to de <strong>la</strong> U-3 de <strong>la</strong> CT deSa<strong>la</strong>manca, GuanajuatoEn esta sección se pres<strong>en</strong>ta un análisis de <strong>la</strong>s causas queoriginan el proceso de fal<strong>la</strong> observado <strong>en</strong> <strong>la</strong> sección desalida de los tubos del recal<strong>en</strong>tador de <strong>la</strong> unidad 3 de <strong>la</strong>C<strong>en</strong>tral Termoeléctrica Sa<strong>la</strong>manca. El propósito principales <strong>la</strong> id<strong>en</strong>tificación y corrección de <strong>la</strong> causa raíz.Para determinar el mecanismo de fal<strong>la</strong> de los tubosse revisaron los informes previos, realizados por otrasinstituciones, sobre los análisis metalográficos de tubosfal<strong>la</strong>dos. El proceso de fal<strong>la</strong> se debe a que los tubos que sesitúan a <strong>la</strong> salida de vapor del recal<strong>en</strong>tador, están expuestosa temperaturas que provocan que los depósitos de <strong>la</strong>sc<strong>en</strong>izas del combustóleo formadas durante <strong>la</strong> combustiónse fundan y propici<strong>en</strong> un proceso de corrosión aceleradosobre el material, reduci<strong>en</strong>do el espesor de <strong>la</strong> tubería hastaque ésta no es capaz de soportar <strong>la</strong> presión interna, dandocomo resultado <strong>la</strong> fal<strong>la</strong> del tubo. Las observaciones indicanque <strong>la</strong> disminución del espesor se pres<strong>en</strong>ta <strong>en</strong> <strong>la</strong> superficieexterior del <strong>la</strong>do de incid<strong>en</strong>cia de gases.De manera análoga al estudio <strong>para</strong> <strong>la</strong> U-2 delCTPALM <strong>para</strong> conocer <strong>la</strong> temperatura del metal y delvapor <strong>en</strong> el recal<strong>en</strong>tador de <strong>la</strong> U-3 de Sa<strong>la</strong>manca, se utilizaronlos mismos programas de simu<strong>la</strong>ción comercial ydesarrol<strong>la</strong>dos <strong>en</strong> el IIE.vapormetalmet. ext.corrosiónLos resultados de <strong>la</strong> simu<strong>la</strong>ción de g<strong>en</strong>erador de vapor(GV) a difer<strong>en</strong>tes condiciones de operación muestranque el arreglo actual del RH está si<strong>en</strong>do expuesto a altastemperaturas, de el<strong>la</strong>s <strong>la</strong> condición más crítica se pres<strong>en</strong>tóa una carga de 150 MW (50 % de carga) donde se alcanzantemperaturas de metal del ord<strong>en</strong> de los 705 ºC. Este resultadoindica que se debe modificar <strong>la</strong> geometría del bancode tubos (diámetros, espesores o trayectorias de los tubos)como propuesta <strong>para</strong> obt<strong>en</strong>er una distribución uniformede <strong>la</strong> temperatura de metal y vapor a <strong>la</strong> salida del RH y deesta manera corregir <strong>la</strong> causa raíz del problema.En <strong>la</strong> Figura 3(a) se muestran <strong>la</strong>s zonas con mayordesgaste de los tubos y <strong>en</strong> <strong>la</strong> Figura 3(b) el perfil de temperaturaexterior del tubo 1 (tubo expuesto a <strong>la</strong> más altatemperatura) con el arreglo actual, <strong>en</strong> donde se observa <strong>la</strong>corre<strong>la</strong>ción <strong>en</strong>tre <strong>la</strong> temperatura y <strong>la</strong> incid<strong>en</strong>cia de fal<strong>la</strong>so de desgaste del mismo.Específicam<strong>en</strong>te, los resultados de <strong>la</strong> simu<strong>la</strong>ción indicanque <strong>en</strong> los tubos 1 y 2 de cada elem<strong>en</strong>to correspondi<strong>en</strong>tea <strong>la</strong> cama 18 (de acuerdo con <strong>la</strong> nom<strong>en</strong>c<strong>la</strong>tura queutiliza <strong>la</strong> c<strong>en</strong>tral termoeléctrica) y los tubos 3 y 4 de cadaelem<strong>en</strong>to correspondi<strong>en</strong>te a <strong>la</strong> cama 17, superan <strong>la</strong> temperaturade metal de 593ºC <strong>en</strong> <strong>la</strong> sección final del tubo. A estatemperatura es factible que <strong>la</strong>s c<strong>en</strong>izas de combustóleo se<strong>en</strong>cu<strong>en</strong>tr<strong>en</strong> fundidas <strong>en</strong> <strong>la</strong> superficie del tubo. Esto explica elporqué <strong>en</strong> <strong>la</strong>s camas 16, 17 y 18 se han registrado <strong>la</strong> mayorparte de <strong>la</strong>s fal<strong>la</strong>s del GV de esta unidad. Operando <strong>la</strong> unidada condiciones de diseño <strong>para</strong> 150 MW y con <strong>la</strong>s característicasactuales del banco del RH, se estima <strong>la</strong> temperatura demetal a <strong>la</strong> salida del tubo 1 de 711ºC. Este resultado hacep<strong>en</strong>sar que, como una alternativa de solución, se debe modificar<strong>la</strong> trayectoria de los tubos <strong>para</strong> disminuir <strong>la</strong>s altas temperaturade metal detectadas a <strong>la</strong> salida de los tubos del RH ycon ello eliminar <strong>la</strong> causa raíz.En <strong>la</strong> e<strong>la</strong>boración de <strong>la</strong> propuesta <strong>para</strong> uniformizarTab<strong>la</strong> 1. Propuesta de interconexión de tubos.Tubo original Primera Segundainterconexión interconexión1 88 18 1111 82 77 23 66 3104 Instituto de Investigaciones Eléctricas
Boletín IIE, mayo-junio del 2001Figura 3 (a). Elevación del recal<strong>en</strong>tador marcando zonas con mayor desgaste de tubos.Indica <strong>la</strong>s secciones de tubería a sustituir conforme a recom<strong>en</strong>dación de <strong>la</strong> empresa CIMEX.Figura 3 (b). Perfil de temperaturas del tubo 1 <strong>para</strong> <strong>la</strong>condición de diseño de 150 MW.Recal<strong>en</strong>tadorCarga: 150 MWSa<strong>la</strong>manca Unidad 3Temperatura (ºC)750700650600550500450400350300Temperatura de vapor y metalTubo 1Flujo de vapor = 0.280526 kg/s2500 5 10 15 20 25 30 35Distancia (m)WtotVap = 384 Ton/hrTGsal = 925 o CTG<strong>en</strong>t = 1230 o Cvapormetalmet. ext.corrosióntemp. met.máx.Tab<strong>la</strong> 2. Com<strong>para</strong>ción de temperaturas a <strong>la</strong> salida del RH.EXTERIOR VAPORMÁXIMA ( o C) RECALENTADO ( o C)TUBO Actual Mejorada Actual Mejorada1 711 586 640 5462 649 599 573 5663 635 600 581 5554 620 613 565 5625 556 553 519 5056 557 590 550 5377 541 587 501 5108 539 609 500 5369 561 557 525 52110 560 556 525 52111 529 586 485 55112 556 551 514 509Promedio 584 582 540 535Desv.estándar 56 22 44 21<strong>la</strong> temperatura de metal <strong>en</strong>tre los tubos a <strong>la</strong> salida del RHse observaron <strong>la</strong>s premisas sigui<strong>en</strong>tes:a) Mant<strong>en</strong>er <strong>la</strong> geometría y materiales del banco actual.b) Permitir sólo <strong>la</strong> interconexión de tubos <strong>para</strong> intercambiarlos flujos de vapor de m<strong>en</strong>or temperaturacon los más cali<strong>en</strong>tes.c) Minimizar el número de interconexiones tratando deevitar alteraciones con poco b<strong>en</strong>eficio <strong>en</strong> el banco.d) Se busca que <strong>la</strong> temperatura de metal exterior máximasea uniforme lo más cercana a 593ºC (CCC-A013-Q CFE, 1993).Para <strong>la</strong> evaluación de <strong>la</strong> propuesta se seleccionó <strong>la</strong> condiciónde operación más crítica (150 MW, 50% de carga), <strong>en</strong><strong>la</strong> cual se obtuvieron <strong>la</strong>s temperaturas de metal más altas <strong>en</strong>el RH. Los tubos que superan los 595 ºC son el 1, 2, 3 y 4.Los intercambios de trayectoria <strong>en</strong>tre tubos (interconexiones)Instituto de Investigaciones Eléctricas105
Aplicaciones tecnológicasFigura 4. Detalles de interconexiones propuestas <strong>en</strong> el recal<strong>en</strong>tador.106 Instituto de Investigaciones Eléctricas
Boletín IIE, mayo-junio del 2001que se sugier<strong>en</strong> se muestran <strong>en</strong> <strong>la</strong> Tab<strong>la</strong> 1:En <strong>la</strong> Figura 4 se muestra <strong>en</strong> detalle <strong>la</strong>s interconexionespropuesto <strong>en</strong> <strong>la</strong> Tab<strong>la</strong> 1.Considerando <strong>la</strong>s interconexiones propuestas, <strong>la</strong>temperatura de vapor se distribuye de manera más uniformeque con el banco actual. Esto se muestra <strong>en</strong> <strong>la</strong> Tab<strong>la</strong> 2,<strong>en</strong> <strong>la</strong> misma se com<strong>para</strong> <strong>la</strong> temperatura de metal exteriordel arreglo actual con el propuesto.Dos aspectos que se deb<strong>en</strong> destacar de los resultadosson:a) La temperatura exterior de los tubos afectados sereduce de manera considerable.b) La dispersión que se pres<strong>en</strong>ta <strong>en</strong> <strong>la</strong>s temperaturasde vapor a <strong>la</strong> salida de los tubos de ± 56 ºC, se puedereducir a ± 22 ºC con el arreglo propuesto.Análisis de decrem<strong>en</strong>to de pot<strong>en</strong>cia <strong>en</strong> <strong>la</strong>U-1 de <strong>la</strong> CT Gral. Manuel ÁlvarezMor<strong>en</strong>o de Manzanillo, ColimaTab<strong>la</strong> 3. Principales causas de decrem<strong>en</strong>to de pot<strong>en</strong>cia.Causa del decrem<strong>en</strong>to de pot<strong>en</strong>cia Decrem<strong>en</strong>to %Inefici<strong>en</strong>cia <strong>en</strong> turbina de vapor(turbina de baja presión) 4.05Desviación del flujo de combustibley aire respecto al valor de diseño 3.04Presión absoluta alta del cond<strong>en</strong>sador 1.81Desconexión de recircu<strong>la</strong>ción de gases y<strong>en</strong>suciami<strong>en</strong>to de bancos y paredes de agua 1.25Ensuciami<strong>en</strong>to y fugas delprecal<strong>en</strong>tador reg<strong>en</strong>erativo de aire 0.78Total 10.93Esta sección está <strong>en</strong>focada a determinar <strong>la</strong>s causas que originanel decrem<strong>en</strong>to de pot<strong>en</strong>cia <strong>en</strong> <strong>la</strong> unidad 1 de <strong>la</strong> CTGral. Manuel Álvarez Mor<strong>en</strong>o de Manzanillo, Colima.Con los datos de operación real capturados e informaciónde diseño se realizaron simu<strong>la</strong>ciones <strong>en</strong> estado estable conel sistema de cómputo comercial Steam Master, al pasarde <strong>la</strong>s condiciones de diseño a 100% de carga a <strong>la</strong>s condicionesde operación real. Los resultados muestran <strong>la</strong>s variablescon mayor contribución <strong>en</strong> <strong>la</strong> pérdida de pot<strong>en</strong>ciadel turbog<strong>en</strong>erador.Para obt<strong>en</strong>er mayor información sobre <strong>la</strong>s causasde desviaciones operativas específicas, se realizaron diagnósticosde los equipos principales. En <strong>la</strong> Tab<strong>la</strong> 3 se pres<strong>en</strong>tanlos resultados de <strong>la</strong> simu<strong>la</strong>ción, <strong>en</strong> donde se observa<strong>la</strong> aportación al decrem<strong>en</strong>to total de <strong>la</strong> unidad 1 que ti<strong>en</strong><strong>en</strong><strong>la</strong>s variables principales. Cabe seña<strong>la</strong>r que el flujo de aireresultó no t<strong>en</strong>er participación <strong>en</strong> el decrem<strong>en</strong>to total de <strong>la</strong>unidad; ya que <strong>en</strong> <strong>la</strong>s mediciones de flujo de aire realizadas<strong>en</strong> esta unidad por el personal del IIE se obtuvieron valoresdel ord<strong>en</strong> de 1121 Ton/h que es superior al valor de diseñode 1050 Ton/h. Otros factores resultaron ser los que incid<strong>en</strong><strong>en</strong> el decrem<strong>en</strong>to de <strong>la</strong> pot<strong>en</strong>cia <strong>en</strong> <strong>la</strong> unidad, los más relevantesse muestran <strong>en</strong> <strong>la</strong> Tab<strong>la</strong> 3.A continuación se listan <strong>la</strong>s recom<strong>en</strong>daciones derivadasde los análisis realizados y que están ori<strong>en</strong>tadas arecuperar <strong>la</strong> pot<strong>en</strong>cia de <strong>la</strong> unidad 1:a. Para el caso de <strong>la</strong> turbina es recom<strong>en</strong>dable realizar<strong>en</strong> el próximo mant<strong>en</strong>imi<strong>en</strong>to de <strong>la</strong> unidad una inspecciónminuciosa de sellos (á<strong>la</strong>bes, carcaza interior,carcaza exterior y soportes de á<strong>la</strong>bes) y superficiede los á<strong>la</strong>bes. En dicha inspección se harán los reemp<strong>la</strong>zosde sellos necesarios, <strong>la</strong> limpieza de <strong>la</strong> superficiede á<strong>la</strong>bes y <strong>la</strong> re<strong>para</strong>ción o reemp<strong>la</strong>zo deá<strong>la</strong>bes dañados. También deberá verificarse <strong>la</strong> purezadel agua de alim<strong>en</strong>tación. Una vez realizado dichomant<strong>en</strong>imi<strong>en</strong>to, se recomi<strong>en</strong>da monitorearperiódicam<strong>en</strong>te <strong>la</strong> efici<strong>en</strong>cia de toda <strong>la</strong> turbina y <strong>la</strong>pureza del vapor. El monitoreo de <strong>la</strong> efici<strong>en</strong>cia de <strong>la</strong>turbina se hará registrando <strong>la</strong> presión y temperatura.b. Verificar por qué no se alcanza el valor del flujo decombustible de diseño. La recom<strong>en</strong>dación es verificarel sistema del control de combustible <strong>en</strong> caso deque sea ésta <strong>la</strong> razón. También se debe verificar <strong>la</strong>funcionabilidad de <strong>la</strong> válvu<strong>la</strong> de control acorde a <strong>la</strong>scaracterísticas de diseño, ya que se observó que noalcanzó el valor de apertura requerido <strong>para</strong> <strong>la</strong> cargamáxima.c. Se recomi<strong>en</strong>da realizar periódicam<strong>en</strong>te puestas apunto de <strong>la</strong> unidad con el objeto de regu<strong>la</strong>r <strong>la</strong> cantidadde aire suministrada a <strong>la</strong> caldera <strong>para</strong> mant<strong>en</strong>erel porc<strong>en</strong>taje de exceso de aire cercano a los valoresde diseño. Arriba de estos valores pued<strong>en</strong> empezara t<strong>en</strong>erse decrem<strong>en</strong>tos de <strong>la</strong> efici<strong>en</strong>cia de <strong>la</strong> calderapor pérdidas de calor a través de los gases de combustiónasí como también por formación de humedadadicional.d. Hacer los cambios necesarios <strong>en</strong> <strong>la</strong> sección de <strong>en</strong>tradade los gases de recircu<strong>la</strong>ción que permitan el restablecimi<strong>en</strong>todel sistema de recircu<strong>la</strong>ción de gases.e. Realizar limpieza del cond<strong>en</strong>sador. Verificar elflujo de agua de circu<strong>la</strong>ción midi<strong>en</strong>do con el métododel trazador químico. Después de realizar lo anteriorse sugiere observar el comportami<strong>en</strong>to delcond<strong>en</strong>sador y si aun no se logra el vacío esperado,Instituto de Investigaciones Eléctricas107
Aplicaciones tecnológicasse deb<strong>en</strong> realizar maniobras operativas y/o modificacionesal arreglo de tuberías <strong>para</strong> garantizar que<strong>la</strong>s cajas de agua se ll<strong>en</strong><strong>en</strong> totalm<strong>en</strong>te.f. Realizar adecuada y periódicam<strong>en</strong>te el sop<strong>la</strong>do dehollín <strong>en</strong> los precal<strong>en</strong>tadores reg<strong>en</strong>erativos de aire(PRA) de <strong>la</strong> unidad 1, confirmando el purgado adecuadode <strong>la</strong> línea de vapor, así como el restablecimi<strong>en</strong>tode los sellos <strong>para</strong> reducir <strong>la</strong>s fugas de aire <strong>en</strong>el PRA B de <strong>la</strong> unidad 1.Análisis de fal<strong>la</strong>s <strong>en</strong> tubos del g<strong>en</strong>eradorde vapor de <strong>la</strong>s U-1 y U-2 de <strong>la</strong> CT FelipeCarrillo Puerto de Val<strong>la</strong>dolid, YucatánCon <strong>la</strong> finalidad de determinar <strong>la</strong> composición química yevaluar <strong>la</strong>s condiciones microestructurales a un tubo depared de agua, del g<strong>en</strong>erador de vapor de <strong>la</strong> unidad 2 de <strong>la</strong>C<strong>en</strong>tral Termoeléctrica Felipe Carrillo Puerto de Val<strong>la</strong>dolid,Yucatán, se realizaron análisis químico cuantitativoy metalográfico del material de éste. Se determinó queel orig<strong>en</strong> de <strong>la</strong> fal<strong>la</strong> del tubo de pared de agua se debió alsobrecal<strong>en</strong>tami<strong>en</strong>to de <strong>la</strong>rgo tiempo que pudo ocasionarsepor un recargami<strong>en</strong>to de f<strong>la</strong>ma (Mojica y otros, 2000). En<strong>la</strong>s figuras 5(a) y 5(b) se muestra <strong>la</strong> apari<strong>en</strong>cia típica de estetipo de fal<strong>la</strong>s.El propósito del análisis de fal<strong>la</strong>s <strong>en</strong> tubos de paredesdel hogar del g<strong>en</strong>erador de vapor, de <strong>la</strong>s unidades 1 y 2de <strong>la</strong> CT Felipe Carrillo Puerto, consiste <strong>en</strong> id<strong>en</strong>tificar sucausa raíz y emitir recom<strong>en</strong>daciones ori<strong>en</strong>tadas a corregir<strong>la</strong>s.Adicionalm<strong>en</strong>te, con <strong>la</strong> metodología aplicada <strong>en</strong> losprimeros dos casos de estudio, se calculó el perfil de temperaturasexteriores de los tubos del sobrecal<strong>en</strong>tador secundario(SC2) con el propósito de id<strong>en</strong>tificar algunoselem<strong>en</strong>tos que están expuestos a altas temperaturas y puedanpres<strong>en</strong>tar mecanismos de corrosión al operar el g<strong>en</strong>eradorde vapor con combustóleo.Durante una de <strong>la</strong>s inspecciones al g<strong>en</strong>erador de vaporde <strong>la</strong> unidad 2, se <strong>en</strong>contró falta de material refractariode protección de los soportes del SC2 y se observó una marcadadeformación de <strong>la</strong> pared <strong>la</strong>teral izquierda. En el<strong>la</strong> sedetectaron 16 tubos con fal<strong>la</strong>, el mecanismo de fal<strong>la</strong> que sepres<strong>en</strong>tó fue el de sobrecal<strong>en</strong>tami<strong>en</strong>to localizado, provocadopor recargami<strong>en</strong>to de f<strong>la</strong>ma. Increm<strong>en</strong>tos localizados deflujo de calor pued<strong>en</strong> ser debidos a un sistema de combustión<strong>en</strong> ma<strong>la</strong>s condiciones, por lo que es muy importanteevaluar el estado global del sistema de combustión(quemadores, estabilizadores de f<strong>la</strong>ma, fichas, válvu<strong>la</strong>s, etc.)y su efici<strong>en</strong>te operación con el fin de evitar f<strong>la</strong>mas demasiadoanchas o <strong>la</strong>rgas, desviación de <strong>la</strong>s mismas o inestabilidadde quemadores. Las fal<strong>la</strong>s del g<strong>en</strong>erador de vapor de <strong>la</strong>s unidades1 y 2 se ac<strong>en</strong>tuaron al realizar <strong>la</strong>s pruebas re<strong>la</strong>cionadascon <strong>la</strong>s modificaciones al sistema de combustión utilizandogas natural como combustible.Otro hal<strong>la</strong>zgo de <strong>la</strong> inspección que contribuye aexplicar por qué dicha pared pres<strong>en</strong>ta deformaciones y hasido más afectada por sobrecal<strong>en</strong>tami<strong>en</strong>tos es <strong>la</strong> localizaciónno simétrica, respecto a <strong>la</strong> línea de c<strong>en</strong>tro del g<strong>en</strong>eradorde vapor, de los quemadores. Éstos se <strong>en</strong>cu<strong>en</strong>tran desp<strong>la</strong>zadoshacia una de <strong>la</strong>s paredes <strong>la</strong>terales (<strong>en</strong> <strong>la</strong> unidad 1hacia <strong>la</strong> pared derecha y <strong>en</strong> <strong>la</strong> unidad 2 hacia <strong>la</strong> izquierda,véase <strong>la</strong> Figura 5(c)).Con base <strong>en</strong> los resultados de <strong>la</strong> simu<strong>la</strong>ción se <strong>en</strong>contróque el aum<strong>en</strong>to de temperatura de los gases de combustióna <strong>la</strong> <strong>en</strong>trada del sobrecal<strong>en</strong>tador secundario (cavidad),debido al cambio de combustóleo por gas natural,fue de 90ºC a 100 % de carga y de 130ºC a 50% de carga.Una variable operativa importante <strong>en</strong> <strong>la</strong> conversión decombustóleo a gas natural es el flujo de atemperación, conFigura 5 (b). Acercami<strong>en</strong>tos de <strong>la</strong> zona con fal<strong>la</strong> deltubo donde se muestra <strong>la</strong> abertura de aproximadam<strong>en</strong>te1 cm de longitud.Figura 5 (a). Vista g<strong>en</strong>eral de <strong>la</strong> sección del tubo No. 45de <strong>la</strong> pared <strong>la</strong>teral derecha de <strong>la</strong> U-2.108 Instituto de Investigaciones Eléctricas
Boletín IIE, mayo-junio del 2001Figura 5 (c). Localización real de quemadores.CT Val<strong>la</strong>dolid unidad 2G<strong>en</strong>erador de vapor(vista frontal)Figura 5 (d). Com<strong>para</strong>ción de emisividad total <strong>en</strong> hornos.10.8PARED IZQUIERDAHOGAR125 135PARED DERECHA11000.60.40.202 4 6 8 10 12 14 16Altura del horno (m)184 184Q6 Q5 Q4Q1 Q2 Q3Quemando combustóleoQuemando gas naturalFigura 5 (e). Quemador de unidades 1 y 2 de <strong>la</strong> CT FelipeCarrillo Puerto.174,8 174,8609,6COTAS: CMel modelo de simu<strong>la</strong>ción se <strong>en</strong>contró que se requier<strong>en</strong> 24Ton/h <strong>para</strong> una pot<strong>en</strong>cia de 37.5 MW mi<strong>en</strong>tras que elfabricante indica 17 Ton/h.Las deformaciones de los tubos y roturas ocurridas<strong>en</strong> <strong>la</strong> parte superior de <strong>la</strong>s paredes del horno al operar elg<strong>en</strong>erador de <strong>la</strong> U-1 y U-2 con gas natural, se pued<strong>en</strong> explicarconsiderando los resultados experim<strong>en</strong>tales pres<strong>en</strong>tados<strong>en</strong> <strong>la</strong> gráfica de <strong>la</strong> Figura 5(d). La emisividad total delos gases de combustión producida por el gas natural aum<strong>en</strong>tadebido a que va disminuy<strong>en</strong>do <strong>la</strong> temperatura delos gases a lo alto del horno hasta <strong>en</strong>contrar un punto deinflexión (Blokh, 1988). En dicho punto el flujo térmicohacia <strong>la</strong>s paredes es más alto que <strong>en</strong> <strong>la</strong> parte inferior ydep<strong>en</strong>di<strong>en</strong>do del diseño del horno <strong>en</strong> esa zona <strong>la</strong> calidaddel vapor es mayor, <strong>en</strong> esas condiciones <strong>la</strong>s paredes de lostubos son más suceptibles de sufrir sobrecal<strong>en</strong>tami<strong>en</strong>to,se asume que esto sucedió <strong>en</strong> <strong>la</strong> pared <strong>la</strong>teral derecha de <strong>la</strong>U-1 y <strong>en</strong> <strong>la</strong> pared <strong>la</strong>teral izquierda de <strong>la</strong> U-2 dado que estasparedes, por <strong>la</strong> simetría antes m<strong>en</strong>cionada, se <strong>en</strong>cu<strong>en</strong>tranmás cerca de los quemadores.Las fal<strong>la</strong>s a nivel de quemadores pued<strong>en</strong> deberse alrecargami<strong>en</strong>to de f<strong>la</strong>ma al utilizar gas natural como combustible,ya que cada quemador cu<strong>en</strong>ta con seis boquil<strong>la</strong>slocalizadas <strong>en</strong> <strong>la</strong> periferia del cilindro de 60 cm de diámetroaproximadam<strong>en</strong>te (ver Figura 5(e)), lo cual induce a p<strong>en</strong>sarque <strong>la</strong> f<strong>la</strong>ma es más ancha que <strong>la</strong> formada con combustóleo.Aunado a que una de <strong>la</strong>s paredes se <strong>en</strong>cu<strong>en</strong>tra 10 cm máscerca respecto con <strong>la</strong> pared que no se ha dañado. La experi<strong>en</strong>ciaindica que <strong>la</strong>s f<strong>la</strong>mas con gas son más cortas que <strong>la</strong>s decombustóleo.Otro elem<strong>en</strong>to que ha contribuido a aum<strong>en</strong>tar <strong>la</strong>scondiciones de riesgo de fal<strong>la</strong>, dada <strong>la</strong> geometría y posicionesde los quemadores, es el hecho de que al operar el g<strong>en</strong>eradorde vapor con gas natural el flujo de calor total que <strong>en</strong>tra alg<strong>en</strong>erador de vapor aum<strong>en</strong>ta del ord<strong>en</strong> del 6%, debido alInstituto de Investigaciones Eléctricas109
Aplicaciones tecnológicaspoder calorífico mayor del gas natural con respecto a <strong>la</strong> operacióncon combustóleo. Por lo anterior, es probable que <strong>la</strong>sparedes se hayan dañado durante <strong>la</strong>s pruebas de operacióncon gas natural.Para disminuir los sobrecal<strong>en</strong>tami<strong>en</strong>tos <strong>en</strong> <strong>la</strong>s paredesse sugiere lo sigui<strong>en</strong>te:a) Uniformizar el material refractario de protecciónde los soportes del SC2 a lo <strong>la</strong>rgo de <strong>la</strong> pared posterior,con el propósito de evitar flujos prefer<strong>en</strong>ciales<strong>en</strong> esa zona.b) Para operar los g<strong>en</strong>eradores de vapor con gas natural,modificar <strong>la</strong> localización y/o geometría de <strong>la</strong>sseis boquil<strong>la</strong>s actuales de los dos quemadores de gascercanos a <strong>la</strong> pared <strong>la</strong>teral dañada, con <strong>la</strong> finalidadde se<strong>para</strong>r el c<strong>en</strong>tro de <strong>la</strong> f<strong>la</strong>ma de dicha pared, porlo m<strong>en</strong>os 10 cm. También se debe revisar el comportami<strong>en</strong>toy puesta a punto de los quemadoresoperando con combustóleo, <strong>para</strong> evitar inestabilidadesy desviaciones de f<strong>la</strong>ma. Como alternativafinal, por implicar un cambio mayor se recomi<strong>en</strong>darecorrer por lo m<strong>en</strong>os 10 cm los quemadores de<strong>la</strong> pared <strong>la</strong>teral dañada hacia el c<strong>en</strong>tro, tomandocomo refer<strong>en</strong>cia <strong>la</strong> localización de los quemadorescercanos a <strong>la</strong> pared sin daño (pared sana), mismosque no deb<strong>en</strong> moverse.c) Insta<strong>la</strong>r termopares de sacrificio <strong>en</strong> <strong>la</strong>s paredes deagua <strong>en</strong> <strong>la</strong> zona de fal<strong>la</strong>s descritas durante <strong>la</strong> visita a<strong>la</strong> U-2, con el propósito de evaluar el efecto del quemador6 <strong>en</strong> <strong>la</strong> temperatura de <strong>la</strong> pared izquierda.d) En el sobrecal<strong>en</strong>tador secundario so<strong>la</strong>m<strong>en</strong>te los tubos5 y 6, etiquetados de acuerdo al modelo de simu<strong>la</strong>ción,se sobrecali<strong>en</strong>tan por estar <strong>en</strong> zonas más radiantes,ya que pert<strong>en</strong>ec<strong>en</strong> a <strong>la</strong> última serie (incompleta)de dos tubos adyac<strong>en</strong>tes a una de <strong>la</strong>s paredes <strong>la</strong>terales.Para confirmarlo se propone <strong>la</strong> insta<strong>la</strong>ción determopares <strong>en</strong> los tubos 5 y 6 a <strong>la</strong> salida del SC2 <strong>para</strong>monitorear su temperatura. Si <strong>la</strong> incid<strong>en</strong>cia de fal<strong>la</strong>sse pres<strong>en</strong>ta <strong>en</strong> los tubos 5 y 6 con frecu<strong>en</strong>cia alta, sepropone <strong>la</strong> cance<strong>la</strong>ción de los dos tubos 5 y 6 <strong>en</strong> cadaUnidad. Esta medida se simuló y se concluyó que noti<strong>en</strong>e efecto <strong>en</strong> <strong>la</strong> g<strong>en</strong>eración eléctrica.e) Proteger de <strong>la</strong> corrosión <strong>en</strong> alta temperatura a lostubos 5 y 6 del SC2 refrigerándolos <strong>para</strong> evitarsobrecal<strong>en</strong>tami<strong>en</strong>tos; <strong>para</strong> lograrlo se proponeinterconectar los tubos 5 con el 3 y el 6 con el 1,<strong>para</strong> disminuir <strong>la</strong>s temperaturas <strong>en</strong> los tubos 5 y 6;o bi<strong>en</strong> aplicar recubrimi<strong>en</strong>to metálico externo a lostubos 5 y 6 <strong>para</strong> aum<strong>en</strong>tar <strong>la</strong> resist<strong>en</strong>cia a <strong>la</strong> corrosión.También se pued<strong>en</strong> combinar <strong>la</strong>s medidas<strong>correctivas</strong>, es decir, realizar <strong>la</strong>s dos recom<strong>en</strong>dacionesde manera conjunta, interconectar y recubrirlos tubos 5 y 6.f) Realizar un estudio específico <strong>en</strong> el que se midanlos flujos térmicos a lo alto del horno a fin de determinar<strong>la</strong>s condiciones seguras de operación con gasy combustóleo de los g<strong>en</strong>eradores de vapor de <strong>la</strong>sunidades 1 y 2.Agradecimi<strong>en</strong>tosSe agradece al personal del CTPALM, de <strong>la</strong> CT deSa<strong>la</strong>manca, <strong>la</strong> CT Gral. Manuel Álvarez Mor<strong>en</strong>o, y de <strong>la</strong>CT Felipe Carrillo Puerto de <strong>la</strong> Comisión Federal de Electricidad,qui<strong>en</strong>es brindaron apoyo <strong>en</strong> <strong>la</strong> recopi<strong>la</strong>ción deinformación y facilitaron <strong>la</strong> realización de pruebas <strong>en</strong> esteproyecto. Los autores agradec<strong>en</strong> a otros diez investigadoresy tres técnicos del IIE, por su importante aportación<strong>en</strong> <strong>la</strong> realización del pres<strong>en</strong>te trabajo.José Gerardo Torres ToledanoIng<strong>en</strong>iero Químico Industrial por <strong>la</strong> Escue<strong>la</strong> Superior de Ing<strong>en</strong>ieríaQuímica e Industrias Extractivas del IPN; maestro <strong>en</strong> Ing<strong>en</strong>iería <strong>en</strong>Investigación de Operaciones por <strong>la</strong> UNAM (1989); doctor <strong>en</strong> ci<strong>en</strong>ciascomputacionales <strong>en</strong> el área de intelig<strong>en</strong>cia artificial por el ITESMCampus Morelos.Durante 1981-1984 trabajó <strong>para</strong> el Instituto Mexicano del Petróleo<strong>en</strong> Ing<strong>en</strong>iería de Proyectos de Explotación, donde cursó <strong>la</strong> especialización<strong>en</strong> Ing<strong>en</strong>iería Básica de Procesos. Desde 1985 es investigador delIIE <strong>en</strong> proyectos re<strong>la</strong>cionados con el análisis de <strong>disponibilidad</strong> y confiabilidad<strong>para</strong> el mejorami<strong>en</strong>to de p<strong>la</strong>ntas termoeléctricas.jgtorres@iie.org.mxG. Lizbeth Porras LoaizaIng<strong>en</strong>iera <strong>en</strong> Energía por <strong>la</strong> Universidad Autónoma Metropolitana(1986) y maestra <strong>en</strong> Ci<strong>en</strong>cias de <strong>la</strong> Ing<strong>en</strong>iería Mecánica por el C<strong>en</strong>troNacional de Investigación y Desarrollo Tecnológico (1995). Es investigadoradel IIE desde 1987 <strong>en</strong> donde a participado <strong>en</strong> diversos proyectosre<strong>la</strong>cionados con <strong>la</strong> mode<strong>la</strong>ción matemática de proceso <strong>en</strong> tiemporeal de algunos sistemas del simu<strong>la</strong>dor de <strong>la</strong> C<strong>en</strong>tral Nucleoeléctrica deLaguna Verde. Autora de varios artículos y coautora de un modelomatemático <strong>para</strong> evaluar <strong>la</strong> transfer<strong>en</strong>cia de calor <strong>en</strong> bancos de tubos.glporras@iie.org.mxLaura El<strong>en</strong>a Sánchez HernándezIng<strong>en</strong>iera <strong>en</strong> Energía por <strong>la</strong> Universidad Autónoma Metropolitana–Iztapa<strong>la</strong>pa (1989), maestra <strong>en</strong> Economía de <strong>la</strong> Energía y del Ambi<strong>en</strong>tepor <strong>la</strong> Scuo<strong>la</strong> Superiore Enrico Mattei, de Milán, Italia (1994). Cursódiplomados <strong>en</strong> Administración y Ahorro de Energía (UAM) y <strong>en</strong>Cog<strong>en</strong>eración (UNAM). En 1995 ingresó a <strong>la</strong> Ger<strong>en</strong>cia de ProcesosTérmicos del IIE. Ha co<strong>la</strong>borado <strong>en</strong> varios proyectos <strong>para</strong> <strong>la</strong> CFE,Pemex y <strong>la</strong> Conae.lsh@iie.org.mx110 Instituto de Investigaciones Eléctricas
Boletín IIE, mayo-junio del 2001Víctor Manuel Salinas BravoIng<strong>en</strong>iero Metalúrgico por <strong>la</strong> Escue<strong>la</strong> Superior de Ing<strong>en</strong>iería Químicae Industrias Extractivas del IPN (1975); cursó <strong>la</strong> maestría <strong>en</strong> Ci<strong>en</strong>ciasde <strong>la</strong> Corrosión e Ing<strong>en</strong>iería <strong>en</strong> <strong>la</strong> Universidad de Manchester <strong>en</strong> Ing<strong>la</strong>terra(1988), institución <strong>en</strong> donde también hizo su doctorado <strong>en</strong> 1991.Ingresó al IIE <strong>en</strong> 1980 al <strong>en</strong>tonces Departam<strong>en</strong>to de CombustiblesFósiles y desde 1998 es investigador de <strong>la</strong> Ger<strong>en</strong>cia de Procesos Térmicos.Incesantem<strong>en</strong>te ha dirigido tesis de lic<strong>en</strong>ciatura e impartido cursossobre su campo de trabajo.Autor de diversos artículos publicados <strong>en</strong> medios nacionales y extranjeros;es también miembro del Sistema Nacional de Investigadoresdesde 1996.vsalinas@iie.org.mxRefer<strong>en</strong>cias• Blokh, A.G. Heat Transfer in Steam Boiler Furnances, Hemisphere Publishing Corporation, USA, 1988.• CCC-A013-Q CFE, Análisis de fal<strong>la</strong>s de tubos del g<strong>en</strong>erador de vapor, Subdirección de producción, C<strong>en</strong>tro de Capacitación Ce<strong>la</strong>ya,1993.• EPRI CS-3945. Manual for Investigation and Correction of Boiler Tube Failures, April, 1985.• Mojica Calderón, Cecilio; Salinas Bravo, Víctor M.; Romero Castañón, Tatiana; Limón Rivera, Carlos J. Informe de los estudios realizados a untubo de pared de agua de <strong>la</strong> U-2 de <strong>la</strong> CT “Felipe Carrillo Puerto”, Val<strong>la</strong>dolid, Yuc., IIE/44/11696/I 003/P, agosto, 2000.• North American Electric Reliability Council (NERC), 1987-1991 G<strong>en</strong>erating Avai<strong>la</strong>bility Report, USA, 1992.• STEAM MASTER y STEAM PRO. Interactive Software for Design and Analysis of Conv<strong>en</strong>tional Steam Power and Cog<strong>en</strong>eration Systems,Version 3.0, Thermoflow, Inc. Wellesley, MA, USA.• Torres Toledano, J. Gerardo et al. Análisis de fal<strong>la</strong>s <strong>en</strong> tubos de g<strong>en</strong>eradores de vapor y decrem<strong>en</strong>tos de pot<strong>en</strong>cia de c<strong>en</strong>trales termoeléctricas, IIE/44/11696/I 008/F PT 44525, agosto, 2001.Instituto de Investigaciones Eléctricas111