Estandarización de Procesos de Soldadura, Para Mejorar la ...
Estandarización de Procesos de Soldadura, Para Mejorar la ...
Estandarización de Procesos de Soldadura, Para Mejorar la ...
- No tags were found...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
PROCESOS47El estudio a<strong>de</strong><strong>la</strong>ntado por el Sena reve<strong>la</strong>a<strong>de</strong>más, que <strong>la</strong>s necesida<strong>de</strong>s <strong>de</strong>emplear personal en <strong>la</strong>s empresas <strong>de</strong>lsector, eran y aún son <strong>la</strong>tentes, en especia<strong>la</strong>puntando a <strong>la</strong> <strong>de</strong>manda <strong>de</strong>soldadores capacitados y certificadosbajo normas internacionales. De igualmanera, se muestra que <strong>la</strong>s medianasy pequeñas empresas, en general, nopractican <strong>la</strong> cultura <strong>de</strong> <strong>la</strong> estandarización<strong>de</strong> calidad en el sector y quemuchas <strong>de</strong> <strong>la</strong>s prácticas establecidas,no poseen los mínimos requisitos <strong>de</strong>aseguramiento que redun<strong>de</strong>n en procesoseficientes, en términos <strong>de</strong> calidad,competitividad y lejos <strong>de</strong> unaestandarización en sus procesos <strong>de</strong>producción.Estos indicadores, propuestos por elestudio, apoyado por el MinisterioSalud y Protección Social, toman relevancia,si se tiene en cuenta, que <strong>la</strong>competitividad <strong>de</strong> <strong>la</strong>s empresas al interiory exterior <strong>de</strong>l país, hacen que<strong>la</strong> industria metalmecánica, <strong>de</strong>ba nosólo preparar sus p<strong>la</strong>ntas físicas, paraalcanzar un grado <strong>de</strong> competitividada<strong>de</strong>cuado, sino garantizar <strong>la</strong> calidad<strong>de</strong> los procesos <strong>de</strong> soldadura, en busca<strong>de</strong>l fortalecimiento <strong>de</strong> <strong>la</strong> industria, conen el mejoramiento continuo en <strong>la</strong> ejecución<strong>de</strong> sus procesos.Ministerio <strong>de</strong> Protección Social -Servicio Nacional De Aprendizaje SENAEstudio <strong>de</strong> Caracterización OcupacionalDel Área De La <strong>Soldadura</strong>– 2006Dentro <strong>de</strong> <strong>la</strong>s conclusiones expuestas por elestudio a<strong>de</strong><strong>la</strong>ntado por el Sena, se encuentran:“La recalificación <strong>de</strong>l recurso humano en elsector es <strong>de</strong>masiado lenta y en algunos casoses nu<strong>la</strong>, lo que obe<strong>de</strong>ce principalmente a queno se establece como prioridad <strong>la</strong> capacitaciónpermanente <strong>de</strong>l personal <strong>de</strong> bajo rango, especialmenteen <strong>la</strong> pequeña empresa.”“Existe una necesidad apremiante en el sector<strong>de</strong> <strong>la</strong> soldadura para <strong>la</strong> capacitación a cortop<strong>la</strong>zo <strong>de</strong>l personal en nuevas tecnologías <strong>de</strong>lárea. Los resultados obtenidos apuntan a concluir,que el personal <strong>de</strong> que disponen <strong>la</strong>s empresasen este momento no está preparado losuficiente para enfrentar los cambios técnicosy tecnológicos que afronta el sector”.Credito: observatorio.sena.edu.co/.Con estas cifras, lo que le queda a <strong>la</strong>industria es actuar <strong>de</strong> inmediato: promover<strong>la</strong> formación profesional y <strong>la</strong>certificación <strong>de</strong> los soldadores colombianos;que en su mayoría cuentancon vastos conocimientos y son extremadamentecapaces, más no estáncertificados.Es urgente promover <strong>la</strong> certificación <strong>de</strong><strong>la</strong> mano <strong>de</strong> obra y estandarización enlos procesos entre los profesionales <strong>de</strong>lmetal, no hay que per<strong>de</strong>r más tiempoy, <strong>de</strong> cara a aumentar <strong>la</strong> competitividad<strong>de</strong> <strong>la</strong> empresa metalmecánica, estiempo <strong>de</strong> exigir el cumplimiento <strong>de</strong>los requisitos mínimos <strong>de</strong> calidad.Entre otros, es indispensable promover<strong>la</strong> estandarización <strong>de</strong> los procesos<strong>de</strong> soldadura en <strong>la</strong>s empresas nacionales.Si <strong>la</strong> meta es competir internacionalmente,hay que comenzar poradoptar los documentos básicos <strong>de</strong>estandarización <strong>de</strong> <strong>la</strong> Sociedad Americana<strong>de</strong> Ingenieros Mecánicos (Asme).Así <strong>la</strong>s cosas, para estandarizar unprocedimiento <strong>de</strong> soldadura, quecump<strong>la</strong> con los parámetros <strong>de</strong> calidadrequeridos por <strong>la</strong> industria metalmecánica,es necesario diligenciar, poneren práctica y ava<strong>la</strong>r, los documentosWPS, PQR y WPQ, enmarcados en elcódigo internacional Asme, en loscuales se <strong>de</strong>terminan minuciosamente,los pormenores <strong>de</strong>l proceso <strong>de</strong>soldadura a <strong>de</strong>sarrol<strong>la</strong>r, materiales<strong>Para</strong> el año 2006únicamenteel 20% <strong>de</strong> lossoldadores <strong>de</strong>l país,se encontrabancertificados,actualmente <strong>la</strong> cifradisminuyo a 12%.necesarios para su implementación,y <strong>la</strong>s condiciones por <strong>la</strong>s que se <strong>de</strong>beguiar un soldador.Estos formatos, enmarcados en el códigoAsme sección IX, apartado QW,–<strong>de</strong>scritos en <strong>la</strong> página <strong>de</strong> La www.asme.org– pue<strong>de</strong>n ser tomados comoreferencia por <strong>la</strong>s empresas, y generarun documento que cump<strong>la</strong> con losparámetros sugeridos por <strong>la</strong>s normativida<strong>de</strong>sinternacionales, para implementarlosal interior <strong>de</strong> <strong>la</strong> industriametalmecánica y crear un sistema <strong>de</strong>producción estandarizado, con altosgrados <strong>de</strong> calidad.Implementar estos formatos, permitemantener un proceso <strong>de</strong> soldaduraen <strong>la</strong>s mismas condiciones durantevarios años, sin afectar <strong>la</strong> calidad <strong>de</strong>ltrabajo, ni <strong>la</strong> rotación <strong>de</strong> soldadores,puesto que cualquier operario, podráa<strong>de</strong><strong>la</strong>ntar el procedimiento <strong>de</strong> soldadura,guiado por el documento generadopor <strong>la</strong> empresa, con resultadosconstantes, eficientes y productivos,haciendo que <strong>la</strong>s mejoras en cuanto aeficiencia y calidad <strong>de</strong> sus productos,se reflejen al alcanzar menores costosoperativos en el <strong>de</strong>sarrollo <strong>de</strong> unproducto.De igual manera, el correcto diligenciamiento<strong>de</strong> estos documentos,WWW.METALACTUAL.COM
48 PROCESOSFoto: igti-memberclicks.netCódigo ASME para cal<strong>de</strong>ras yrecipientes a presiónLa Sociedad Americana <strong>de</strong> Ingenieros MecánicosASME (por sus sig<strong>la</strong>s en inglés), con elobjetivo <strong>de</strong> promover <strong>la</strong> práctica y estandarización<strong>de</strong> los procesos <strong>de</strong> soldadura en <strong>la</strong> industriametalmecánica, <strong>de</strong>sarrolló en 1914 elcódigo para cal<strong>de</strong>ras y recipientes a presiónAsme, normatividad que evolucionó favorablementeen todo el continente americano,gracias a <strong>la</strong> experiencia adquirida por estaorganización, a lo <strong>la</strong>rgo <strong>de</strong> más <strong>de</strong> 100 años<strong>de</strong> <strong>la</strong>bores. Este compendio, que actualmentese enmarca en 11 capítulos, especifica losmateriales, reg<strong>la</strong>s, y recomendaciones paralos procesos <strong>de</strong> soldadura.El código Asme, también especificalos cuidados <strong>de</strong> operación, pararecipientes a presión, y <strong>la</strong>s normasrequeridas en <strong>la</strong> inspección<strong>de</strong> p<strong>la</strong>ntas nucleares.permite un control constante y preciso<strong>de</strong> <strong>la</strong>s capacida<strong>de</strong>s <strong>de</strong> los soldadores,<strong>de</strong>ntro <strong>de</strong> <strong>la</strong>s empresas –o nuevas contrataciones–y <strong>de</strong>terminar el grado <strong>de</strong>competencia y calidad en los procesosque estos <strong>de</strong>sarrollen, puesto que lossoldadores, <strong>de</strong>ben tener niveles <strong>de</strong><strong>de</strong>streza cada vez más altos, con mirasal <strong>de</strong>sarrollo competitivo <strong>de</strong> esta activida<strong>de</strong>n el país.El diligenciamiento <strong>de</strong> estos formatos,se <strong>de</strong>berá a<strong>de</strong><strong>la</strong>ntar cada vez quese requiera un proceso <strong>de</strong> soldaduracon parámetros diferentes, –materiales,tiempos, posiciones– y en aquellosprocedimientos, que tienen elementosy lineamientos iguales, aprobados por<strong>la</strong> empresa, el soldador, se pue<strong>de</strong> guiarpor el documento, que estandarizó elprocedimiento con anterioridad.En el primero <strong>de</strong> estos documentos,conocido como Especificación <strong>de</strong> Procedimiento<strong>de</strong> <strong>Soldadura</strong>, (WPS) –porsus sig<strong>la</strong>s en inglés– <strong>la</strong>s empresas <strong>de</strong>benespecificar y <strong>de</strong>limitar los parámetros,materiales, maquinaria y posicionesa<strong>de</strong>cuadas para generar una <strong>la</strong>bor<strong>de</strong> soldadura óptima y <strong>de</strong> alta calidad.El formato, Registro <strong>de</strong> Calificación <strong>de</strong>Procedimiento (PQR) necesario parauna estandarización <strong>de</strong> proceso, requiere<strong>de</strong> un inspector calificado enNivel II, que evalúe en este documentoel <strong>de</strong>sarrollo <strong>de</strong>l procedimiento <strong>de</strong>soldadura, permitiendo contrastar losdatos registrados en el WPS, con losutilizados por el soldador, y <strong>de</strong>terminarsi <strong>la</strong> soldadura se generó bajo losparámetros <strong>de</strong> calidad requeridos por<strong>la</strong> empresa, o es necesario realizar unnuevo procedimiento.Por último, el correcto diligenciamiento<strong>de</strong>l documento <strong>de</strong> Calificación <strong>de</strong>Funcionamiento <strong>de</strong> Soldador (WPQ)permite evaluar el <strong>de</strong>sempeño <strong>de</strong>lsoldador, contrastando <strong>la</strong> valoraciónresultante en este paso, con los dosanteriores formatos, que permitanvalidar <strong>la</strong> totalidad <strong>de</strong>l procedimiento,y <strong>de</strong>terminar <strong>la</strong> viabilidad <strong>de</strong> suestandarización.En el siguiente artículo, Metal Actualcon <strong>la</strong> co<strong>la</strong>boración <strong>de</strong>l Centro <strong>de</strong> Materialesy Ensayos <strong>de</strong>l Sena, <strong>de</strong>scribe <strong>de</strong>manera <strong>de</strong>tal<strong>la</strong>da, paso a paso, estosformatos.WPS, Welding ProcedureSpecificationEl formato WPS, en el que se especificael procedimiento <strong>de</strong> soldadura a <strong>de</strong>sarrol<strong>la</strong>r,propuesto para una eventualLuego <strong>de</strong> <strong>de</strong>sarrol<strong>la</strong>r el WPS, sea<strong>de</strong><strong>la</strong>ntan pruebas <strong>de</strong> <strong>la</strong>boratorio, que<strong>de</strong>terminen si el proceso y materialesimplementados, son los a<strong>de</strong>cuadospara <strong>la</strong> estandarización <strong>de</strong> <strong>la</strong> soldadurapropuesta.estandarización, es un documento preparadoy calificado por el <strong>de</strong>partamentoencargado <strong>de</strong>l control <strong>de</strong> calidad <strong>de</strong>cada empresa, en el que se <strong>de</strong>scriben<strong>la</strong>s variables esenciales y no esenciales<strong>de</strong>l procedimiento, basadas en el código<strong>de</strong> <strong>la</strong> Sociedad Americana <strong>de</strong> IngenierosMecánicos, para que el personalque realiza <strong>la</strong>s soldaduras, lo utilicecomo guía, con el propósito <strong>de</strong> obtenerel resultado <strong>de</strong>seado, y cumplir con <strong>la</strong>sexigencias <strong>de</strong> su contratante.Estos estándares <strong>de</strong> calidad, por loscuales se <strong>de</strong>be regir el soldador, estánenmarcados en el código Asme secciónIX, conocido como, Estándar paraCalificación <strong>de</strong> Procedimientos <strong>de</strong> <strong>Soldadura</strong>,Soldadores y Operadores <strong>de</strong><strong>Soldadura</strong>, en los apartados QW-402al QW-410, que establecen los lineamientosprecisos para el <strong>de</strong>sarrollo <strong>de</strong>un procedimiento <strong>de</strong> soldadura, en losque se encuentran:• Diseño <strong>de</strong> Junta. Se <strong>de</strong>be indicarque tipo <strong>de</strong> junta se utilizará eneste proceso, (ranura en U, en V,bisel simple, o bisel doble), a<strong>de</strong>más<strong>de</strong> ac<strong>la</strong>rar si en el proceso que sepropone, es necesario un respaldo,y <strong>de</strong> que material <strong>de</strong>be ser este.• Metales base. Este punto requiere<strong>la</strong> especificación <strong>de</strong>l material <strong>de</strong> <strong>la</strong>sp<strong>la</strong>cas a soldar, ya sean simi<strong>la</strong>res o<strong>de</strong> diferente tipo, su tipo o grado,WWW.METALACTUAL.COM
tensión, composición, forma <strong>de</strong>l producto, número ygrupo, ya sea para tubo o lámina. Estos datos se establecencon el propósito <strong>de</strong> i<strong>de</strong>ntificar <strong>la</strong> resistencia a <strong>la</strong>tracción y los componentes químicos y mecánicos el materialbase.• Metal <strong>de</strong> Aporte. Se <strong>de</strong>ben registrar individualmente <strong>la</strong>sespecificaciones <strong>de</strong>l material <strong>de</strong> aporte, el cual se <strong>de</strong>positapara crear el cordón <strong>de</strong> soldadura, especificando <strong>la</strong>scaracterísticas eléctricas <strong>de</strong>l mismo, tamaño <strong>de</strong> los materialesy rango <strong>de</strong> su espesor, luego <strong>de</strong> <strong>de</strong>terminar <strong>la</strong>composición <strong>de</strong> los materiales base.• Posiciones. En este punto hay que especificar <strong>la</strong> posiciónen <strong>la</strong> cual se apoyará el operario para aplicar una apropiadasoldadura, ya sea en productos <strong>la</strong>minados, posicionespara ranura en tubo o posiciones <strong>de</strong> pruebas parasoldaduras con filete en p<strong>la</strong>ca o en tubo.• Precalentamiento. La temperatura para el precalentamiento<strong>de</strong>l material a soldar se <strong>de</strong>fine en este punto,si el proceso así lo requiere, para garantizar <strong>la</strong> perfectafusión entre <strong>la</strong>s partes a soldar, y el material <strong>de</strong>positado.• Tratamiento Térmico Post-soldadura. Si el material utilizadorequiere <strong>de</strong> un tratamiento térmico luego <strong>de</strong>lproceso <strong>de</strong> soldadura, se <strong>de</strong>be especificar el rango <strong>de</strong>temperatura y tiempo al cual será sometido el material,para generar un alivio <strong>de</strong> tensiones a<strong>de</strong>cuado.• Gas. Determinar <strong>la</strong>s características <strong>de</strong>l tipo <strong>de</strong> gas, mezc<strong>la</strong>,caudal y presión a manejar en el procedimiento, permiteun resultado óptimo <strong>de</strong>l proceso <strong>de</strong> soldadura.• Características Eléctricas. Los parámetros <strong>de</strong> amperaje,po<strong>la</strong>ridad, corriente alterna o directa, y rango <strong>de</strong> alimentación<strong>de</strong>l electrodo, se <strong>de</strong>ben consultar en <strong>la</strong> tab<strong>la</strong>diseñada por el fabricante <strong>de</strong> los electrodos a utilizar.• Técnica. Este punto <strong>de</strong>be especificar <strong>la</strong> técnica <strong>de</strong> soldaduraa utilizar por el soldador, velocidad <strong>de</strong> aplicación,distancia entre el material y el electrodo; <strong>de</strong> igualmanera, especificar el material que se utilizará para <strong>la</strong>limpieza <strong>de</strong>l metal soldado, entre pases <strong>de</strong> soldadura.La especificación <strong>de</strong>tal<strong>la</strong>da <strong>de</strong> los materiales, posiciones,temperaturas y tiempos a seguir, <strong>de</strong>scritas en el documentoWPS, serán <strong>la</strong> guía por <strong>la</strong> cual el soldador se regirá en el proceso<strong>de</strong> sol<strong>de</strong>o, con miras a realizar un trabajo <strong>de</strong> calidad,que permita a <strong>la</strong> pieza soldada a<strong>de</strong><strong>la</strong>ntar ensayos mecánicosen <strong>la</strong>boratorio.Estos ensayos, <strong>de</strong>terminan y ava<strong>la</strong>n <strong>la</strong>s propieda<strong>de</strong>s <strong>de</strong> resistencia,en <strong>la</strong> unión <strong>de</strong> los metales soldados, para el funcionamientoa<strong>de</strong>cuado y permanente <strong>de</strong>l mismo.<strong>Para</strong> <strong>la</strong>s pruebas <strong>de</strong> <strong>la</strong>boratorio, infaltables luego <strong>de</strong> <strong>de</strong>sarrol<strong>la</strong>rel procedimiento <strong>de</strong> soldadura, guiados por el documentoWPS, es necesario dividir <strong>la</strong> p<strong>la</strong>ca resultante <strong>de</strong>lproceso, en secciones o probetas para ser enviadas al <strong>la</strong>boratorio,con el propósito <strong>de</strong> realizar ensayos mecánicos <strong>de</strong>structivosy no <strong>de</strong>structivos, en los que se toman <strong>la</strong>s variablesWWW.METALACTUAL.COM
50 PROCESOS<strong>de</strong>l área transversal <strong>de</strong> <strong>la</strong> probeta,para <strong>de</strong>termina si el procedimiento <strong>de</strong>soldadura, se <strong>de</strong>sarrolló <strong>de</strong> manera correctabajo parámetros válidos, y si <strong>la</strong>pieza final cumple con los estándares<strong>de</strong> resistencia requeridos, bajo los parámetrosASME sección IX.Los resultados <strong>de</strong> <strong>la</strong>s pruebas mecánicas,validarán o no el formato WPS;esto quiere <strong>de</strong>cir, que si los valores establecidospor <strong>la</strong> empresa en el documentoWPS, cumplieron con los requerimientosnecesarios, y el proceso <strong>de</strong>sol<strong>de</strong>o se a<strong>de</strong><strong>la</strong>ntó sin inconvenientespor parte <strong>de</strong>l soldador, –garantizandoel <strong>de</strong>sarrollo <strong>de</strong> uniones soldadas <strong>de</strong>alta calidad– se dará vali<strong>de</strong>z al documentoWPS, que podrá ser estandarizadoen <strong>la</strong> empresa para el <strong>de</strong>sarrollopuntual <strong>de</strong> ese proceso, y no se tendráque diligenciar el formato nuevamentepara este procedimiento; <strong>de</strong>lo contrario, habrá que generar, porparte <strong>de</strong> <strong>la</strong> empresa, un nuevo documentoWPS, <strong>de</strong>sarrol<strong>la</strong>r el proceso <strong>de</strong>sol<strong>de</strong>o y hacer nuevas probetas, pararealizar <strong>la</strong>s correspondientes pruebas yLas probetas se envíanal <strong>la</strong>boratorio, pararealizar ensayos mecánicosque avalen o no, elprocedimiento.calificación <strong>de</strong>l procedimiento <strong>de</strong> soldadura,que <strong>de</strong>terminen su vali<strong>de</strong>z.En Bogotá, La Universidad Nacional,el Centro <strong>de</strong> Materiales y Ensayos <strong>de</strong>lSena y el <strong>la</strong>boratorio <strong>de</strong> Ensayos Mecánicosy Químicos <strong>de</strong> <strong>la</strong> compañía WestArco, cuentan con los <strong>la</strong>boratoriosa<strong>de</strong>cuados, para realizar pruebas <strong>de</strong>ensayos mecánicos <strong>de</strong> doblez, tracción,compresión y espectrometría, para <strong>la</strong>validación <strong>de</strong> <strong>la</strong> habilidad <strong>de</strong>l soldador.Registro <strong>de</strong> Calificación PQREl documento WPS, es <strong>la</strong> guía infaltableen toda empresa para cada proceso<strong>de</strong> soldadura que se quiera <strong>de</strong>sarrol<strong>la</strong>r;pero si <strong>la</strong>s variables <strong>de</strong> esteformato al momento <strong>de</strong> poner<strong>la</strong>s enpráctica por parte <strong>de</strong>l soldador, no sonmonitoreadas <strong>de</strong>s<strong>de</strong> el inicio, hasta elfinal <strong>de</strong>l procedimiento, por un inspector<strong>de</strong> soldadura, calificado y certificado,este documento no tendrá un sustentotécnico y no podrá ser ava<strong>la</strong>dopor ninguna empresa.De esta manera, cada documento WPS,<strong>de</strong>be estar certificado por un inspectoren soldadura nivel II <strong>de</strong> <strong>la</strong> Acosend, oun inspector certificado <strong>de</strong> soldaduraCWI, <strong>de</strong> <strong>la</strong> AWS (Asociación Americana<strong>de</strong> Soldadores),quien <strong>de</strong>be registrarelcorrecto uso <strong>de</strong>l documento, <strong>la</strong> disposición<strong>de</strong> materiales, y el perfecto<strong>de</strong>sarrollo <strong>de</strong>l procedimiento, en unformato conocido como Registro <strong>de</strong>Calificación <strong>de</strong> Procedimiento (PQR) –por sus sig<strong>la</strong>s en inglés– que registre<strong>la</strong>s condiciones reales, <strong>de</strong> los materialesy maquinarias usadas al momento<strong>de</strong> a<strong>de</strong><strong>la</strong>ntar el trabajo <strong>de</strong> soldadura.El propósito <strong>de</strong> este registro PQR,a<strong>de</strong>más <strong>de</strong> calificar el procedimiento,es ava<strong>la</strong>r y <strong>de</strong>terminar si el conjunto<strong>de</strong> partes soldadas para un usoEn el documentoPQR, se registran <strong>la</strong>scondiciones reales,usadas para soldar elmaterial <strong>de</strong> prueba.WWW.METALACTUAL.COM
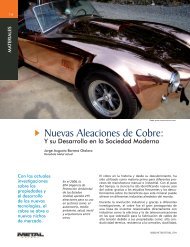
52 PROCESOSDatos para el diligenciamiento <strong>de</strong>l documento WPQ• Nombres completos <strong>de</strong>l soldador• Número <strong>de</strong> Cédu<strong>la</strong> <strong>de</strong> Ciudadanía o Pasaporte• Estampa• Rango <strong>de</strong> espesores• Posición calificada• Proceso• Metal Base (número P)• Metal <strong>de</strong> aporte (número F)• Espesor <strong>de</strong>l metal <strong>de</strong>positado• Progresión <strong>de</strong> soldadura• WPS y PQR sobre el cual se realizó <strong>la</strong> calificación.• Tipo <strong>de</strong> ensayo que se realizó a <strong>la</strong> probeta y su resultado• Fecha <strong>de</strong> calificación• Inspector que condujo <strong>la</strong> prueba• Aceptación por parte <strong>de</strong>l clienteLos datos registrados en el documento WPQ y <strong>la</strong>calificación <strong>de</strong>l soldador, se <strong>de</strong>ben c<strong>la</strong>sificar en cadaprocedimiento que suponga una estandarización.archivar los documentos <strong>de</strong> cada compañía, puesto que <strong>la</strong>estandarización que se requiere, evaluada y certificada,permite una optimización <strong>de</strong> los tiempos <strong>de</strong> ejecución enproyectos <strong>de</strong> soldadura, y los materiales requeridos para elmismo.El documento WPQ, es el formatosugerido para <strong>la</strong> calificación <strong>de</strong>habilida<strong>de</strong>s <strong>de</strong>l soldador, o losoperarios <strong>de</strong> soldadura.<strong>de</strong>terminado, bajo los parámetros establecidos en el códigoASME sección IX, artículo III, (Calificación <strong>de</strong>l <strong>de</strong>sempeño<strong>de</strong>l soldador).La evaluación <strong>de</strong>berá ser dirigida por un inspector <strong>de</strong> soldaduracalificado, quien <strong>de</strong>termina, si los materiales, posicionesal momento <strong>de</strong> soldar, tiempos <strong>de</strong> <strong>de</strong>sempeño y calibración<strong>de</strong> maquinaria, fueron manejados diligentemente, porparte <strong>de</strong>l soldador, los cuales <strong>de</strong>terminarán su competenciay grado <strong>de</strong> <strong>de</strong>sempeño, para esta <strong>la</strong>bor.Los procesos <strong>de</strong> soldadura exigen un alto grado <strong>de</strong> calidad,no solo en su resultado, si no también, en el <strong>de</strong>sarrollo eimplementación correcta <strong>de</strong> los materiales dispuestos paratal fin, por parte <strong>de</strong>l operario o soldador, por esta razón, <strong>la</strong>p<strong>la</strong>nil<strong>la</strong> <strong>de</strong> calificación, <strong>de</strong>be indicar los datos <strong>de</strong>l soldador,los materiales utilizados en el procedimiento, al igual queel <strong>de</strong>sempeño, durante el sol<strong>de</strong>o, para que sean evaluadospor <strong>la</strong> empresa para <strong>la</strong> que trabaja.La evaluación y validación <strong>de</strong> estos formatos, permitiránque en un futuro, no se tengan que realizar nuevas pruebaspara los procedimiento <strong>de</strong> soldadura ya <strong>de</strong>scritos, y po<strong>de</strong>rDe esta manera, el <strong>de</strong>sarrollo <strong>de</strong> <strong>la</strong> industria metalmecánica,a partir <strong>de</strong>l fortalecimiento en el uso <strong>de</strong> los códigosinternacionales, que permitan garantizar y estandarizarlos procesos <strong>de</strong> soldadura, generará <strong>la</strong> confianza necesariapara cumplir con <strong>la</strong>s pautas <strong>de</strong> calidad y seguridad establecidaspor <strong>la</strong> industria, que permitan el incremento en el porcentaje<strong>de</strong> soldadores calificados, y afrontar por igual, <strong>la</strong>soportunida<strong>de</strong>s, retos y exigencias en el campo tecnológico,que se <strong>de</strong>spren<strong>de</strong>n <strong>de</strong> los vínculos comerciales <strong>de</strong>ntro y fuera<strong>de</strong>l país.Citas1) Ministerio <strong>de</strong> Protección Social. Servicio Nacional <strong>de</strong> Aprendizaje - CaracterizaciónOcupacional <strong>de</strong>l Área <strong>de</strong> <strong>la</strong> <strong>Soldadura</strong> – 2006.Fuentes• Manuel Ricardo Romero Vega. Ingeniero Mecánico. Instructor <strong>de</strong> <strong>Soldadura</strong>y Ensayos Mecánicos <strong>de</strong>l Centro <strong>de</strong> Materiales y Ensayos Sena.manuelvega808@misena.edu.co• Ana María Medina R. Ingeniera Mecánica. Coordinadora <strong>de</strong> CalidadAcosend.calidad@acosend.org• Calificación <strong>de</strong> <strong>Soldadura</strong> y Soldadores ASME Sección IX• Caracterización Ocupacional, Área <strong>de</strong> soldadura. Sena 2006 - http://observatorio.sena.edu.coFotos• Metal Actual / Jose Luis Ordóñez J.WWW.METALACTUAL.COM