CONTROL DE CALIDAD: control estadÃstico de ... - ConcretOnline
CONTROL DE CALIDAD: control estadÃstico de ... - ConcretOnline
CONTROL DE CALIDAD: control estadÃstico de ... - ConcretOnline

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
verificación con unos criterios comunes y normalizados esto trae consigo una estructuracompleja.o Todas las entida<strong>de</strong>s <strong>de</strong> certificacióno Laboratorios <strong>de</strong> ensayoo Entida<strong>de</strong>s auditoras y <strong>de</strong> inspeccióno Organismos <strong>de</strong> <strong>control</strong>o Verificadores medio ambientalesExisten muchas entida<strong>de</strong>s normalización, certificación y acreditación, tanto a nivel<strong>de</strong>l estado como <strong>de</strong> la comunidad europea (Verdoy et al., 2006)Cabe <strong>de</strong>stacar AENOR. IQNET (red europea) EQS, IONET (Red internacional)BUREAU VERITAS, ENAC, CEN, ISO, etc...2. Fundamentos <strong>de</strong> estadística y <strong>control</strong> <strong>de</strong> la probabilidad en el <strong>control</strong> <strong>de</strong> lacalidad.2.1 Fundamentos <strong>de</strong> estadística en el <strong>control</strong> <strong>de</strong> la calidadEl Control Estadístico <strong>de</strong> la Calidad es la disciplina científico-técnica que utilizatécnicas estadísticas <strong>de</strong>ntro <strong>de</strong>l contesto más general <strong>de</strong>l Control <strong>de</strong> la Calidad. Permitemedir y mejorar la Calidad <strong>de</strong> los productos y servicios. Básicamente son tres las etapasdon<strong>de</strong> se engloban dichas técnicas: la Inspección, el Control Estadístico <strong>de</strong> Procesos yel Diseño Estadístico <strong>de</strong> Experimentos. La Inspección y el Diseño <strong>de</strong> Experimentos sontécnicas <strong>de</strong> <strong>control</strong> fuera <strong>de</strong> línea (Control off-line), en cambio el Control Estadístico <strong>de</strong>Procesos es una técnica <strong>de</strong> <strong>control</strong> durante la fabricación (Control off-line), (Navarrete,1998).El <strong>control</strong> estadístico <strong>de</strong> la calidad es la parte <strong>de</strong>l <strong>control</strong> <strong>de</strong> la calidad don<strong>de</strong> seutilizan técnicas estadísticas. Pue<strong>de</strong>n distinguirse diversos tipos <strong>de</strong> <strong>control</strong> estadístico <strong>de</strong>la calidad como:o Control <strong>de</strong> procesos durante la fabricación.o Control <strong>de</strong> recepción o inspección por muestreo.Cabe <strong>de</strong>stacar que antes <strong>de</strong>l <strong>control</strong> estadístico <strong>de</strong> la calidad, se realiza una etapa <strong>de</strong>Diseño <strong>de</strong>l proceso y <strong>de</strong>l producto. El <strong>control</strong> durante la fabricación o <strong>de</strong> procesos serealiza <strong>de</strong> forma continuada a intervalos <strong>de</strong> tiempo fijos y tiene por objeto vigilar el7
P( A B) P(A) P(B)La probabilidad <strong>de</strong> la unión <strong>de</strong> un conjunto infinito numerable <strong>de</strong> sucesosmutuamente excluyentes es igual a la suma <strong>de</strong> sus probabilida<strong>de</strong>s.P( AI) P(AI) P(A1 ) P(A2) ..........Llamaremos espacios maestrales finitos a los espacios maestrales que provengan <strong>de</strong>experimentos para los cuales sólo existe un número finito <strong>de</strong> resultados posibles, así: ( w1 , w2,..., wn)En un experimento aleatorio con un espacio muestral finito, una distribución <strong>de</strong>probabilidad se específica asignando una probabilidad P I a cada resultadoWI P P(w ). Debe cumplirse:,IIa) P 0Ib) P ) 1 P 1(IEn estas condiciones, si A= ( wI1,wI2,... wIr), se tiene P ( A) Llamaremos espacios maestrales simples a los espacios maestrales finitos en losque todos los resultados son equiprobables (tienen la misma probabilidad).se tiene:Si w , w ,..., w ) , entonces P ( wI)=1/n, para todo i=1,..., n(1 2 nEn estos espacios maestrales simples, dado un suceso A w , w ,..., w ) con k
Plantilla <strong>de</strong> recogida <strong>de</strong> datos: su objetivo es facilitar la recogida <strong>de</strong> datos yofrecer una presentación sencilla <strong>de</strong> los datos (Figura 3). La recogida <strong>de</strong> datostiene que ser sistemática y or<strong>de</strong>nada. El diseño <strong>de</strong> la plantilla es variable, tipos<strong>de</strong> plantilla ( Colomer, 1997):- Para conocer la distribución <strong>de</strong> un proceso.- Para localizar <strong>de</strong>fectos en el producto.- Para <strong>de</strong>terminar las causas <strong>de</strong> los productos <strong>de</strong>fectuosos.- Para la verificación <strong>de</strong> productos.- Para seguir la marcha <strong>de</strong> un proceso.Señala laparte<strong>de</strong>fectuosa<strong>de</strong>l guanteFigura 3: Ejemplo <strong>de</strong> plantilla para localizar los <strong>de</strong>fectos quetiene un guante, (www.cesma.usb.ve, 2008)La gráfica <strong>de</strong> Pareto: son representaciones gráficas en las que se observa cualesson los factores que más influyen en una <strong>de</strong>terminada respuesta en estudio. Losdiagramas Pareto se clasifican en dos tipos:- Por categorías o conceptos: calidad, coste, plazo <strong>de</strong> entrega y seguridad.- Por causas: mano <strong>de</strong> obra, maquinaria, método <strong>de</strong> trabajo.Para la realización <strong>de</strong>l diagrama:11
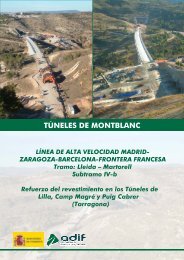
- Se <strong>de</strong>ci<strong>de</strong> el problema que se investiga, los datos que se necesitan y comose van a clasificar.- Se <strong>de</strong>termina el método <strong>de</strong> recogida <strong>de</strong> datos y el período durante el quese van a recoger.- Se diseña el formulario para tabular los datos recogidos don<strong>de</strong> se rellenanlos datos por importancia (<strong>de</strong> mayor a menor), (Tabla 1).- Se dibujarán dos ejes verticales y uno horizontal, en el eje verticalizquierdo se colocará una escala que irá <strong>de</strong>s <strong>de</strong> 0 al número total <strong>de</strong>observaciones realizadas (Figura 4). En el eje vertical <strong>de</strong>recho, la escalaira <strong>de</strong>l 0% al 100%, el eje horizontal se dividirá en tantas causas o factoresque hay en el formulario.- Se construirá el diagrama <strong>de</strong> barras y el polígono <strong>de</strong> porcentajesacumulados.Tabla 1: Ejemplo <strong>de</strong> or<strong>de</strong>nación <strong>de</strong> las causas (www.cesma.usb.ve, 2008)Número <strong>de</strong> paradasTiempo <strong>de</strong> ParadaTurno1 Turno 2 Total Turno1 Turno 2 TotalRotura <strong>de</strong> hilo 18 24 42 20 31 51Cinta 15 10 25 12 10 22Vibrador 92 88 180 62 68 130Tornillos sin fin 1 6 7 2 8 10Apelmazamiento 0 1 1 0 1 1Rotura <strong>de</strong> saco 2 1 3 4 1 5Otros 1 0 1 8 0 812
Numero <strong>de</strong> Paradas250225200175150125100751.00.90.80.70.60.50.40.350250C A B D F E GCausas0.20.10.0Figura 4: Ejemplo <strong>de</strong> gráfica <strong>de</strong> Pareto que muestra las observaciones<strong>de</strong> la causa (www.cesma.usb.ve, 2008)El diagrama <strong>de</strong> causa y efecto: Presenta las relaciones existentes entre lascaracterísticas <strong>de</strong> la calidad (efectos) y los factores (causas). Para construir undiagrama causa-efecto:- Se i<strong>de</strong>ntifican las causas o factores que influyan en la calidad. Se reúnenun grupo <strong>de</strong> personas conocedoras <strong>de</strong>l problema las cuales van diciendolas posibles causas que originan el problema (Figura 5).Figura 5: Ejemplo <strong>de</strong> un diagrama causa-efecto (www.cesma.usb.ve, 2008)13
El diagramas bivariantes: Su finalidad es el estudio <strong>de</strong> la relación entre dosvariables:- Una característica <strong>de</strong> la calidad y un factor que pueda afectarla- Dos características <strong>de</strong> calidad relacionadas.- Dos factores ligados a una misma característica <strong>de</strong> calidad.Los pasos a seguir en la construcción <strong>de</strong> un diagrama bivariante:- Recoger las dos variables, X e Y que se <strong>de</strong>seen estudiar y tabularlos(aconsejable tener 30 pares).- Buscar valores máximos y mínimos <strong>de</strong> ambas variables. Decidir lasescalas en ele eje horizontal y vertical <strong>de</strong> modo que ambos ejes tengan unalongitud igual. Si una variable es una característica <strong>de</strong> calidad y la otra unfactor, se aconseja situar la primera en el eje vertical.Estratificación: la estratificación <strong>de</strong> los datos según su origen es muy importantepara obtener soluciones correctas. Sirve para evitar que se mezclen datos <strong>de</strong> dosproce<strong>de</strong>ncias distintas.Gráficos <strong>de</strong> <strong>control</strong>: es la forma más habitual <strong>de</strong> <strong>control</strong>ar estadísticamente unproceso. Sirven para <strong>control</strong>ar que el proceso o servicio funcione correctamente<strong>de</strong>ntro <strong>de</strong> sus posibilida<strong>de</strong>s. Un gráfico <strong>de</strong> <strong>control</strong> no es más que una prueba <strong>de</strong>hipótesis. Existen gráficos para medias, <strong>de</strong>sviaciones y rangos, según los casos:- Hipótesis nula• H 0 Proceso bajo <strong>control</strong>• H 1 = Proceso fuera <strong>de</strong> <strong>control</strong>- Gráfico <strong>de</strong> medias• H 0 : = 0• H 1 : 0- Desviaciones• H 0 : = 0• H 1 : > 0En cualquier proceso <strong>de</strong> producción in<strong>de</strong>pendientemente <strong>de</strong> su diseño o <strong>de</strong> la atenciónque se preste a su fase <strong>de</strong> mantenimiento, existirá una cantidad <strong>de</strong> variabilidad natural.14
Esta variabilidad natural es el efecto acumulado <strong>de</strong> muchas causas pequeñas y enesencia inevitable (Montgomery, 2004). En cambio las causas asignables o atribuibles,son las que po<strong>de</strong>mos investigar hasta dar con la razón específica que las produce ysuelen ocasionar <strong>de</strong>sviaciones relativamente gran<strong>de</strong>s en el resultado <strong>de</strong>l proceso (Pérez,1998)En el <strong>control</strong> estadístico <strong>de</strong> procesos, es fundamental saber si se pue<strong>de</strong> producir <strong>de</strong>ntro<strong>de</strong> los límites <strong>de</strong>seados, es <strong>de</strong>cir, que el producto sea satisfactorio. Si el proceso no escapaz <strong>de</strong> <strong>de</strong>terminar la cantidad <strong>de</strong> producto <strong>de</strong>fectuoso y buscar posibles solucionespara mejorarlo.Los pasos a seguir en el estudio <strong>de</strong> la capacidad <strong>de</strong> un proceso son: Paso1. Tomar una muestra <strong>de</strong> tamaño n cada k intervalos regulares <strong>de</strong> tiempo (esaconsejable que kn>100), al menos kn>80).Paso 2. Calcular X y S (sesgada) para cada muestra.Paso 3. CalcularX X yKS SKPaso 4. Estimar y , partiendo <strong>de</strong> X y S . Se estiman respectivamente comosigue:S X , siendo C un valor tabulado.CLa ecuacións , es válida siempre que todas las muestras tomadas sean <strong>de</strong>lctamaño y la distribución sea normal (Colomer, 1997).Un gráfico <strong>de</strong> <strong>control</strong> es aquel cuyo comportamiento con respecto a variaciones esestable en el tiempo.La graficas <strong>de</strong> <strong>control</strong> se utilizan en la industria como técnica <strong>de</strong> diagnósticos parasupervisar procesos <strong>de</strong> producción e i<strong>de</strong>ntificar inestabilidad y circunstanciasanormales.Una gráfica <strong>de</strong> <strong>control</strong> es una comparación gráfica <strong>de</strong> los datos <strong>de</strong> <strong>de</strong>sempeño <strong>de</strong>lproceso con los límites <strong>de</strong> <strong>control</strong> estadísticos calculados, dibujados como rectaslimitantes sobre la gráfica. Los datos <strong>de</strong> <strong>de</strong>sempeño <strong>de</strong> proceso por lo general consisten15
en grupos <strong>de</strong> mediciones que vienen <strong>de</strong> la secuencia normal <strong>de</strong> producción y preservanel or<strong>de</strong>n <strong>de</strong> los datos. Las gráficas <strong>de</strong> <strong>control</strong> constituyen un mecanismo para <strong>de</strong>tectarsituaciones don<strong>de</strong> las causas asignables pue<strong>de</strong>n estar afectando <strong>de</strong> manera adversa lacalidad <strong>de</strong> un producto. Cuando una gráfica indica una situación fuera <strong>de</strong> <strong>control</strong> sepue<strong>de</strong> iniciar una investigación para i<strong>de</strong>ntificar causas y tomar medidas correctivas. Nospermiten <strong>de</strong>terminar cuando <strong>de</strong>ben empren<strong>de</strong>rse acciones para ajustar un proceso que hasido afectado por una causa especial. Nos dicen cuando <strong>de</strong>jar un proceso trabaje por símismo, y no malinterpretar las variaciones <strong>de</strong>bidas a causas comunes. Las causasespeciales se <strong>de</strong>ben contrarrestar con acciones correctivas. Las causas comunes son elcentro <strong>de</strong> atención <strong>de</strong> las activida<strong>de</strong>s permanentes para mejorar el proceso. El objetivo<strong>de</strong> una gráfica <strong>de</strong> <strong>control</strong> no es lograr un estado <strong>de</strong> <strong>control</strong> estadístico como un fin, sinoreducir la variación.Un elemento básico <strong>de</strong> las gráficas <strong>de</strong> <strong>control</strong> es que las muestras <strong>de</strong>l proceso <strong>de</strong>interés se han seleccionado a lo largo <strong>de</strong> una secuencia <strong>de</strong> puntos en el tiempo.Dependiendo <strong>de</strong> la etapa <strong>de</strong>l proceso bajo investigación, se seleccionara la estadísticamás a<strong>de</strong>cuada. A<strong>de</strong>más <strong>de</strong> los puntos trazados la grafica tiene un alinea central y doslimites <strong>de</strong> <strong>control</strong>.Establece una gráfica <strong>de</strong> <strong>control</strong> requiere los siguientes pasos:- Elegir la característica que <strong>de</strong>be graficarse.- Elegir el tipo <strong>de</strong> gráfica <strong>de</strong> <strong>control</strong>- Decidir la línea central que <strong>de</strong>ben usarse y la base para calcular loslímites. La línea central pue<strong>de</strong> ser el promedio <strong>de</strong> los datos históricos.- Seleccionar el subgrupo racional. Cada punto en una gráfica <strong>de</strong> <strong>control</strong>representa un subgrupo que consiste en varias unida<strong>de</strong>s <strong>de</strong> producto.- Proporcionar un sistema <strong>de</strong> recolección <strong>de</strong> datos si la gráfica <strong>de</strong> <strong>control</strong> ha<strong>de</strong> servir como una herramienta cotidiana en la planta.- Calcular los límites <strong>de</strong> <strong>control</strong> y proporcionar instrucciones específicassobre la interpretación <strong>de</strong> los resultados y las acciones que <strong>de</strong>be tomarcada persona en producción.- Graficar los datos e interpretar los resultadosClasificación <strong>de</strong> las gráficas <strong>de</strong> <strong>control</strong> para atributos y para variables (Figura 6):16
Tipo <strong>de</strong> datosDatos <strong>de</strong> atributoconteoDatos <strong>de</strong> variablesmedicionesFaltas <strong>de</strong>cumplimientoUnida<strong>de</strong>sfaltas <strong>de</strong>cumplimientoOportunidadfijaOportunidadvariableTamañofijo <strong>de</strong>muestraTamañovariable<strong>de</strong>muestraMedicionesindividualesSubgruporacionales<strong>de</strong> tamañofijoSubgruporacionales<strong>de</strong> tamañovariableGráfica cGráfica uGráfica npGráfica pGráficaMRGráficasX y RGráficas Xy SFigura 6: Gráficas para el <strong>control</strong> <strong>de</strong> atributos y variables, (www.scribd.com,2008).4. Gráfico <strong>de</strong> <strong>control</strong> <strong>de</strong> atributosLos diagramas <strong>de</strong> <strong>control</strong> por atributos constituyen la herramienta esencial utilizadapara <strong>control</strong>ar características <strong>de</strong> calidad cualitativas, características no cuantificablesnuméricamente. Son apropiados en casos en los que es necesario reducir el rechazo <strong>de</strong>lproceso (Verdoy et al., 2006).El término atributos <strong>de</strong>scribe dos situaciones:1. Cada pieza producida es <strong>de</strong>fectuosa o no <strong>de</strong>fectuosa (cumple lasespecificaciones o no)17
2. Una sola pieza pue<strong>de</strong> tener uno o más <strong>de</strong>fectos y el número <strong>de</strong> estos es<strong>de</strong>terminado.Tipos <strong>de</strong> gráficos <strong>de</strong> <strong>control</strong> para variables atributos:Gráficos <strong>de</strong> <strong>control</strong> <strong>de</strong> <strong>de</strong>fectos: Cada unidad productiva tiene una probabilidadp <strong>de</strong> ser <strong>de</strong>fectuosa o <strong>de</strong> no cumplir especificaciones, y (1-p) <strong>de</strong> cumplirrequisitos exigidos. La variable aleatoria unida<strong>de</strong>s <strong>de</strong>fectuosas sigue unadistribución binomial. La probabilidad <strong>de</strong> encontrar una pieza <strong>de</strong>fectuosa <strong>de</strong>beríaser pequeña por lo que la distribución binomial se pue<strong>de</strong> aproximar medianteuna distribución <strong>de</strong> Poisson, si el tamaño <strong>de</strong> la muestra que se toma es gran<strong>de</strong>(n30) se pue<strong>de</strong> aceptar que la variable aleatoria piezas <strong>de</strong>fectuosas sigue unadistribución normal <strong>de</strong> parámetros.M np2 np(1 p)Se pue<strong>de</strong>n crear dos tipos <strong>de</strong> gráficos:- Unidad <strong>de</strong> muestreo constante (muestras <strong>de</strong> tamaño n) se pue<strong>de</strong> realizar ungráfico basado en <strong>de</strong>fectos por unidad <strong>de</strong> muestreo, gráfico d.- Gráfico <strong>de</strong>l número medio <strong>de</strong> <strong>de</strong>fectos por unidad muestreada, d . Si n esel tamaño <strong>de</strong> la unidad <strong>de</strong> muestreo y <strong>de</strong> es el número <strong>de</strong> <strong>de</strong>fectos halladosen dicha unidad, se <strong>de</strong>finedd nGráfico <strong>de</strong> <strong>control</strong> <strong>de</strong> <strong>de</strong>fectos por unidad <strong>de</strong> muestreo (gráfica c): El número <strong>de</strong><strong>de</strong>fectos, <strong>de</strong>, en una unidad <strong>de</strong> muestreo <strong>de</strong> tamaño mayor a 30, se pue<strong>de</strong> aceptarque sigue una distribución normal <strong>de</strong> parámetros:2 np, np(1 p)Siendo p la probabilidad <strong>de</strong> que una unidad sea<strong>de</strong>fectuosa.En la realización <strong>de</strong>l gráfico <strong>de</strong> <strong>control</strong> se toman se toman las pautas <strong>de</strong> los gráficosShewart el límite <strong>de</strong> atención (nivel <strong>de</strong> significación <strong>de</strong> 0’025) vendrá dado por el valor:18
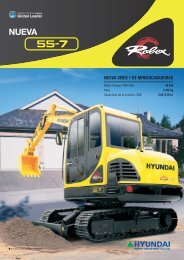
(Límite <strong>de</strong> atención superior) LAS np 1'96( np(1 p))por:El límite <strong>de</strong> intervención, fijado con un nivel <strong>de</strong> significación <strong>de</strong>l 0’001 viene dado(Límite <strong>de</strong> intervención superior) LIS np 3' 09 ( np(1 p))Los límites inferiores <strong>de</strong>l gráfico no tienen sentido, cuanto menor sea el valor <strong>de</strong> lavariable aleatoria (d) mejor será el producto o servicio que está <strong>control</strong>ando.Gráfico <strong>de</strong> <strong>control</strong> <strong>de</strong> porcentaje <strong>de</strong> <strong>de</strong>fectos (gráfica p): Trabaja con porcentajes<strong>de</strong> piezas <strong>de</strong>fectuosas (Figura 7). Si n es gran<strong>de</strong> la variable aleatoria siguetambién una distribución normal <strong>de</strong> parámetros: np = p,2p(1 p)La realización <strong>de</strong>l gráfico <strong>control</strong> es igual que para el caso <strong>de</strong> característicasvariables. Cuando se trabaja con porcentajes el gráfico <strong>de</strong> <strong>control</strong> que se construye se<strong>de</strong>nomina gráfico <strong>de</strong> <strong>control</strong> <strong>de</strong> porcentajes. Se siguen las pautas <strong>de</strong> los gráficosShewart (niveles <strong>de</strong> significación <strong>de</strong>l 0’025 y 0’001 para los límites <strong>de</strong> atención eintervención respectivamente) los límites <strong>de</strong> los gráficos vendrán dados por:LAS np 1'96( np(1 p))LIS np 3'09( np(1 p))19
Proporcion <strong>de</strong> piezas con <strong>de</strong>fectos superficiales0.0 0.05 0.10 0.15 0.20LSC=0.1323LC=0.0606LIC=0.00000 5 10 15 20 25 30DiaFigura 7: Ejemplo <strong>de</strong> gráfico p, (webpages.ull.es,2008)5. Gráficos <strong>de</strong> <strong>control</strong> para características variablesUna característica variable <strong>de</strong> calidad es aquella que se pue<strong>de</strong> medir según unaescala <strong>de</strong> valores variable.Se dice que un proceso está bajo <strong>control</strong> cuando es capaz <strong>de</strong> ofrecer una proporciónsatisfactoria <strong>de</strong> elementos conformes con las especificaciones. Un proceso bajo <strong>control</strong>implica que el mo<strong>de</strong>lo <strong>de</strong> variabilidad <strong>de</strong>l proceso no cambio a lo largo <strong>de</strong>l tiempo y quea<strong>de</strong>más es capaz <strong>de</strong> cumplir con las especificaciones. Un gráfico <strong>de</strong> <strong>control</strong> sirve para<strong>de</strong>terminar si el mo<strong>de</strong>lo <strong>de</strong> probabilidad es estable o cambia con el tiempo. Cuando serealiza un gráfico <strong>de</strong> <strong>control</strong> no se preten<strong>de</strong> garantizar la calidad <strong>de</strong>l producto, si esbueno o mala, la finalidad que persigue es hacer mínima la variabilidad, mínimavariabilidad implica máxima calidad (Colomer, 1997).Un ejemplo <strong>de</strong> gráficos <strong>de</strong> <strong>control</strong> para características variables continuas <strong>de</strong>lproducto o proceso podrían ser como: contenido en cm3 <strong>de</strong> un líquido, peso <strong>de</strong> un sacopienso, viscosidad <strong>de</strong> una resina, intensidad <strong>de</strong> una tinta, temperatura <strong>de</strong> un horno(Verdoy et al., 2006).Tipos <strong>de</strong> gráficos: Gráficos X R : Las cartas <strong>de</strong> <strong>control</strong> X y R se usan ampliamente paramonitorear la media y la variabilidad (Figura 8). El <strong>control</strong> <strong>de</strong>l promedio <strong>de</strong>lproceso, o nivel <strong>de</strong> calidad medio, suele hacerse con la gráfica <strong>de</strong> <strong>control</strong> paramedias X . La variabilidad <strong>de</strong>l proceso pue<strong>de</strong> monitorizar con una gráfica <strong>de</strong><strong>control</strong> para el rango, llamada gráfica R. Generalmente, se llevan gráficas X y20
R separadaspara cada característica <strong>de</strong> la calidad <strong>de</strong> interés (www.scribd.com,2008)Los límites en los gráficos se colocan en (Verdoy et al., 2006)o Gráfico X(-)- Límite superior: 3 o x A2Rn- Límite central: o x- Límite inferior: 3 o x A2Rno Gráfico R - Límite superior:- Límite central RR D 4- Límite inferior D 3RDon<strong>de</strong> los valores <strong>de</strong> A 2 , D 3 Y D 4 se pue<strong>de</strong>n encontrar en la tabla <strong>de</strong> índices3.1.8 <strong>de</strong> Verdoy et al., 2006.Figura 8: Ejemplo <strong>de</strong> diagrama Gráfico X SX R ,(www.gigawiz.com, 2008): Este gráfico <strong>de</strong> <strong>control</strong> (Figura 9) va a representar la media X i<strong>de</strong> cada submuestra midiendo la variabilidad a través <strong>de</strong> las <strong>de</strong>sviaciones típicasmaestrales. Primero se calculara la media y <strong>de</strong>sviación típica <strong>de</strong> cada muestra:XiX nijs ( 17 n ) ( X X ij i)221
El gráfico <strong>de</strong> <strong>control</strong> para las medias maestrales tiene una línea centralLC ynos límites <strong>de</strong> <strong>control</strong> iguales a 3n . La media y la <strong>de</strong>sviación típica son<strong>de</strong>sconocidas se estiman con los datos.Figura 9: Ejemplo <strong>de</strong> diagramaX S , (support.sas.com,2008)6. Procedimientos especiales <strong>de</strong>l <strong>control</strong> <strong>de</strong> procesosGráficos <strong>de</strong> <strong>control</strong> con tamaño submultiple: Siempre que sea posible esconveniente tener un tamaño <strong>de</strong> subgrupo constante. Si esto no pue<strong>de</strong> hacerse loslímites en los gráficos X y R <strong>de</strong>ben ser variables.Una vez que se ha estimado estos límites para diversos tamaños <strong>de</strong> muestran pue<strong>de</strong>nobtenerse utilizando los factores y fórmulas. En don<strong>de</strong> los datos utilizados para estimar incluyen subgrupos <strong>de</strong> diversos tamaño.Gráficos R o Gráficos don<strong>de</strong> los gráficos X no son apropiados: En algunoscasos los subgrupos pue<strong>de</strong>n ser comparables en su dispersión aunque no seancomparables en sus medias. Si se analizan muestras que tienen contenido químico algodiferente, los promedios <strong>de</strong> los subgrupos no son comparables. Sin embargo, ladispersión <strong>de</strong> los subgrupos refleja la capacidad <strong>de</strong> un analista y un procedimientoanalítico para reproducir resultados por medio <strong>de</strong> varias <strong>de</strong>terminaciones similares. Elgráfico <strong>de</strong> <strong>control</strong> <strong>de</strong> R o proporciona una base para juzgar esta dispersión pareceestar influida por un sistema <strong>de</strong> causas constantes.22
Gráficos X y con subgrupos gran<strong>de</strong>s: Algunas veces suce<strong>de</strong> que se supone <strong>de</strong>datos sobre medias y <strong>de</strong>sviaciones estándar <strong>de</strong> alguna varible media, proce<strong>de</strong>ntes <strong>de</strong>diferentes fuentes. Pue<strong>de</strong> ser conveniente aplicar una prueba homogeneidad a estascifras para ver si hay una clara evi<strong>de</strong>ncia <strong>de</strong> que las diferentes fuentes representandiferentes sistemas <strong>de</strong> causas. Los gráficos <strong>de</strong> <strong>control</strong> X y constituyen unprocedimiento simple <strong>de</strong> prueba para este propósito.Gráficos para las mediciones individuales: Cuando el personal <strong>de</strong>l taller noentien<strong>de</strong> los gráficos <strong>de</strong> medias una forma <strong>de</strong> evitar interpretaciones erróneas consisteen no presentar las medias, sino las mediciones individuales. En estos se dibujancorrectamente los límites <strong>de</strong> la especificación que <strong>de</strong>be aplicarse a las medicionesindividuales.Este tipo <strong>de</strong> gráfico pue<strong>de</strong> ser mejor que nada, pero es mucho menos satisfactorio queun gráfico X convencional, basado en un tamaño <strong>de</strong> subgrupo <strong>de</strong> 4 o 5. En general estetipo <strong>de</strong> gráfico es inferior a los gráficos <strong>de</strong> <strong>control</strong> convecionales porque no ofrecen unapanorámica clara <strong>de</strong> los cambios que tienen lugar en el proceso, ni siquiera a una pruebarápida <strong>de</strong> la existencia <strong>de</strong> causas atribuibles <strong>de</strong> variación.7. Diagrama <strong>de</strong> <strong>control</strong> <strong>de</strong> suma acumulativaEl diagrama <strong>de</strong> <strong>control</strong> <strong>de</strong> suma acumulativa CUSUM (Cumulative Sum), incorporadirectamente al representar el estadístico relativo a cada punto, toda la informaciónmuestral <strong>de</strong> la sucesión <strong>de</strong> puntos anteriores. Se representan para cada punto las sumasacumuladas para el subgrupo actual y todos los anteriores <strong>de</strong> las <strong>de</strong>sviaciones <strong>de</strong>lestadístico en que se basa el gráfico <strong>de</strong> <strong>control</strong> (Verdoy et al., 2006).Un gráfico <strong>de</strong> sumas acumuladas muestra las sumas acumuladas <strong>de</strong> las <strong>de</strong>sviaciones<strong>de</strong> cada valor muestral con respecto al valor objetivo. El gráfico pue<strong>de</strong> estar basado enmedias muestrales o en observaciones individuales.Cuando estamos trabajando con procesos bajo <strong>control</strong>, los diagramas CUSUM sonbuenos para <strong>de</strong>tectar cambios con respecto al objetivo ya que dichos gráficos incorporaninformación proce<strong>de</strong>nte <strong>de</strong> la secuencia <strong>de</strong> valores muestrales. Los puntos querepresentamos son las sumas acumuladas <strong>de</strong> las <strong>de</strong>sviaciones <strong>de</strong> los valores muestrales23
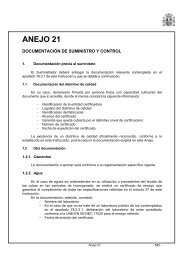
con respecto al objetivo. Dichos puntos <strong>de</strong>berían fluctuar <strong>de</strong> forma aleatoria alre<strong>de</strong>dor<strong>de</strong>l cero. Si <strong>de</strong>tectamos una ten<strong>de</strong>ncia, ya sea hacia arriba o hacia abajo, ésta <strong>de</strong>bería serconsi<strong>de</strong>rada como una evi<strong>de</strong>ncia <strong>de</strong> que la media muestral se ha <strong>de</strong>splazado.Es posible representar dos tipos <strong>de</strong> gráficos CUSUM (Figura 10): el diagrama por<strong>de</strong>fecto representa dos CUSUM unilaterales. El CUSUM superior <strong>de</strong>tecta <strong>de</strong>sviacioneshacia arriba en el nivel <strong>de</strong>l proceso, el CUSUM inferior <strong>de</strong>tecta <strong>de</strong>sviaciones haciaabajo. Este tipo <strong>de</strong> gráfico utiliza límites <strong>de</strong> <strong>control</strong> para <strong>de</strong>terminar cuando estamosante un proceso fuera <strong>de</strong> <strong>control</strong>.Los gráficos CUSUM vienen <strong>de</strong>finidos por dos parámetros, h y k (Tabla 2):Tabla 2: Definición <strong>de</strong> los parámetros h y k (www.uoc.edu, 2008)Tipo <strong>de</strong> h representak representagráficoCUSUMUnilateralBilateral(máscara V)El número <strong>de</strong> <strong>de</strong>sviaciones estándarentre la línea central y los límites <strong>de</strong><strong>control</strong>Parte <strong>de</strong> la ecuación que se utilizaen el cálculo <strong>de</strong> la máscara VEl tamaño <strong>de</strong>l posible<strong>de</strong>splazamiento que queremos<strong>de</strong>tectarLa pendiente <strong>de</strong> los lados <strong>de</strong> lamáscara VFigura 10: Ejemplo <strong>de</strong>l diagrama <strong>de</strong> sumas acumulativas, (webpages.ull.es,2008).8. Propieda<strong>de</strong>s <strong>de</strong> los gráficos <strong>de</strong> <strong>control</strong>Los gráficos <strong>de</strong> <strong>control</strong> se emplean para vigilar procesos generalmente <strong>de</strong>producción. Por lo que <strong>de</strong>ben cumplir dos propieda<strong>de</strong>s contradictorias:24
Si el proceso está fuera <strong>de</strong> <strong>control</strong> lo <strong>de</strong>be manifestar lo antes posible. Fuerza <strong>de</strong>la prueba. Si el proceso funciona correctamente no <strong>de</strong>be dar señales <strong>de</strong> alarma. Recorrido<strong>de</strong> la prueba.Un gráfico <strong>de</strong> <strong>control</strong> <strong>de</strong>be permitir que un proceso que funciona correctamenteopere durante largo tiempo sin producir señales falsas.- Característica operativa <strong>de</strong> un gráficos <strong>de</strong> <strong>control</strong>: La curva característicaoperativa (curva OC) <strong>de</strong> una prueba es un gráfico que muestra (error tipoII) como función <strong>de</strong> la diferencia entre la hipótesis nula y la alternativa, enel caso <strong>de</strong> <strong>control</strong> <strong>de</strong> procesos, proceso bajo <strong>control</strong> y fuera <strong>de</strong> <strong>control</strong>.La función <strong>de</strong> potencia <strong>de</strong> una prueba es un gráfico que muestra lapotencia (1-) como función <strong>de</strong> la diferencia <strong>de</strong> los valores <strong>de</strong> lahipótesis nula y alternativa. A la función potencia se le llama función <strong>de</strong>fuerza <strong>de</strong>l gráfico <strong>de</strong> <strong>control</strong> (Colomer, 1997).9. Análisis <strong>de</strong> la capacidad <strong>de</strong> un procesoLa capacidad <strong>de</strong>l proceso es la forma en que se compara la variabilidad inherente <strong>de</strong>un proceso con las especificaciones o requerimientos <strong>de</strong>l producto.Las técnicas estadísticas pue<strong>de</strong>n ser útiles en el ciclo <strong>de</strong> un producto, incluyendo lasactivida<strong>de</strong>s <strong>de</strong> <strong>de</strong>sarrollo previas a la manufacturas, para cuantificar la variabilidad <strong>de</strong>lproceso, para analizar esta variabilidad respecto <strong>de</strong> los requerimientos oespecificaciones <strong>de</strong>l producto y para ayudar la personal <strong>de</strong> <strong>de</strong>sarrollo y manufactura aeliminar o reducir en gran medida esta variabilidad. A esta actividad general se le llamaanálisis <strong>de</strong> capacidad <strong>de</strong>l proceso.Evi<strong>de</strong>ntemente, la variabilidad <strong>de</strong>l proceso es una medida <strong>de</strong> la uniformidad <strong>de</strong> lasalida. Hay dos formas <strong>de</strong> conceptuar esta variabilidad:1. La variabilidad natural o inherente en un tiempo especificad; la variabilidad“instantánea”.2. La variabilidad con el tiempo.El análisis <strong>de</strong> capacidad <strong>de</strong>l proceso se <strong>de</strong>fine como el estudio <strong>de</strong> ingeniería paraestimar la capacidad <strong>de</strong>l proceso. La estimación <strong>de</strong> la capacidad <strong>de</strong>l proceso pue<strong>de</strong> estar25
en la condición <strong>de</strong> una distribución <strong>de</strong> probabilidad que tenga una forma, centro (media)y dispersión (<strong>de</strong>sviación estándar) especificados. De manera alternativa, la capacidad<strong>de</strong>l proceso pue<strong>de</strong> expresarse como un porcentaje fuera <strong>de</strong> lasa especificaciones. Sinembargo, las especificaciones son necesarias para realizar el análisis <strong>de</strong> capacidad <strong>de</strong>lproceso.El análisis <strong>de</strong> capacidad <strong>de</strong>l proceso es una parte vital <strong>de</strong> un programa integral <strong>de</strong>mejoramiento <strong>de</strong> calidad. Entre los usos principales <strong>de</strong> los datos <strong>de</strong> un análisis <strong>de</strong>capacidad <strong>de</strong>l proceso se encuentran los siguientes:- Pre<strong>de</strong>cir el grado <strong>de</strong> variabilidad que exhibirán los procesos. Estainformación <strong>de</strong> capacidad proporcionará la información importante paraestablecer límites <strong>de</strong> especificación realistas.- Seleccionar, entre procesos que compiten, el proceso más a<strong>de</strong>cuado paraque las tolerancias se cumplan.- Planear la interrelación entre procesos secuenciales. La cuantificación <strong>de</strong>las capacida<strong>de</strong>s respectivas <strong>de</strong>l proceso con frecuencia señala el caminopara encontrar una solución.- Proporcionar una base cuantitativa para establecer un programa <strong>de</strong>verificación <strong>de</strong> <strong>control</strong> periódico <strong>de</strong>l proceso reajustes.- Asignar máquinas a los tipos <strong>de</strong> trabajos para los cuales son mása<strong>de</strong>cuadas.- Probar las teorías <strong>de</strong> las causas <strong>de</strong> <strong>de</strong>fectos durante los programas <strong>de</strong>mejoramiento <strong>de</strong> calidad- Servir como base para la especificación <strong>de</strong> los requerimientos <strong>de</strong> calidadpara las máquinas compradas.Por tanto, el análisis <strong>de</strong> capacidad <strong>de</strong> un proceso es una técnica que tiene aplicaciónen muchos segmentos <strong>de</strong>l ciclo <strong>de</strong>l producto, incluyendo el diseño <strong>de</strong> producto yprocesos, la fuente <strong>de</strong> proveedores, la planeación <strong>de</strong> la producción o la manufactura, yla propia manufactura.La fórmula para la capacidad <strong>de</strong>l proceso que más se usa es:Capacidad <strong>de</strong>l proceso= ( 6)Don<strong>de</strong> c = la <strong>de</strong>sviación estándar <strong>de</strong>l proceso cuando se encuentra en estado <strong>de</strong> <strong>control</strong>estadístico, es <strong>de</strong>cir si la influencia <strong>de</strong>l fuerzas externas o cambios repentinos.26
Una razón importante para cuantificar la capacidad <strong>de</strong>l proceso es po<strong>de</strong>r calcular lacapacidad <strong>de</strong>l proceso <strong>de</strong> mantener las tolerancias <strong>de</strong>l producto. Para procesos que seencuentran un estado <strong>de</strong> <strong>control</strong> estadístico, una comparación <strong>de</strong> la variación entre 6 <strong>de</strong> la habilidad <strong>de</strong>l proceso <strong>de</strong>ntro <strong>de</strong> la amplitud <strong>de</strong> tolerancia. Una medida <strong>de</strong> estarelación es la tasa <strong>de</strong> capacidad:Cp= Tasa <strong>de</strong> capacidad =RangoespecificacionCapacidadprocesoLES LEI6SDon<strong>de</strong>:- LES = Límite <strong>de</strong> especificación superior.- LEI = Límite <strong>de</strong> especificación inferior.Un proceso que cumple bien con los límites <strong>de</strong> especificación (rango <strong>de</strong>especificación = 3tiene un Cp <strong>de</strong> 1. Lo crítico <strong>de</strong> muchas aplicaciones y la realidad<strong>de</strong> que el promedio <strong>de</strong>l proceso no permanecerá en el punto medio <strong>de</strong>l rango <strong>de</strong>especificación sugiere que Cp <strong>de</strong>be ser al menos 1’33 (Tabla 3).Tabla 3: Índices <strong>de</strong>l estudio <strong>de</strong> la capacidad <strong>de</strong>l proceso (www.scribd.com,2008)ICPDecisiónMás que a<strong>de</strong>cuado, incluso pue<strong>de</strong> exigirse1’33
La capacidad <strong>de</strong>l proceso según se mi<strong>de</strong> con Cp, se refiere a la variación en unproceso alre<strong>de</strong>dor <strong>de</strong>l valor promedio.Así, el índice Cp mi<strong>de</strong> la capacidad potencial, suponiendo que el promedio <strong>de</strong>lproceso es igual al punto medio <strong>de</strong> los límites <strong>de</strong> especificación y que el proceso estáoperando bajo <strong>control</strong> estadístico; como con frecuencia el promedio no se encuentra enel punto medio, es útil tener un índice <strong>de</strong> habilidad que refleje ambas variaciones y lalocalización <strong>de</strong>l promedio <strong>de</strong>l proceso. Tal índice es Cpk.El índice <strong>de</strong> Cpk refleja la proximidad <strong>de</strong> la media actual <strong>de</strong>l proceso al límite <strong>de</strong>especificación superior (LES) o bien, al límite <strong>de</strong> especificación inferior (LEI). Cpk seestima mediante: X LEI LES X pk= min , 3s3SSi el promedio actual es igual al punto medio <strong>de</strong>l rango <strong>de</strong> especificación, entoncesCpk= Cp. Entre más alto sea el valor <strong>de</strong> Cpk, más baja será la cantidad <strong>de</strong> producto queesté fuera <strong>de</strong>l los límites <strong>de</strong> especificación (www.scribd.com, 2008).10. Fiabilidad <strong>de</strong>l proceso <strong>de</strong> <strong>control</strong>10.1 Introducción a la fiabilidadLa fiabilidad es la capacidad <strong>de</strong> los productos o servicios <strong>de</strong> comportarse <strong>de</strong> formarequerida bajo condiciones establecidas y durante un tiempo establecido. Es lapermanencia <strong>de</strong> la calidad en los servicios o productos. Saber si un producto funcionaráa lo largo <strong>de</strong>l tiempo es cuestión <strong>de</strong> probabilidad. Es necesario el uso <strong>de</strong> la probabilida<strong>de</strong>n el estudio <strong>de</strong> la fiabilidad para la observación <strong>de</strong>l patrón <strong>de</strong> los tiempos <strong>de</strong> fallo <strong>de</strong>los productos (tiempo <strong>de</strong> vida). La estadística <strong>de</strong> la fiabilidad se enmarca <strong>de</strong>ntro <strong>de</strong>lanálisis <strong>de</strong> datos <strong>de</strong> supervivencia.Se distinguirá entre productos reparables y no reparables (Colomer, 1997): Productos no reparables: solo pue<strong>de</strong> ocurrir un fallo. Por ejemplo bombillas <strong>de</strong>luz, transistores, etc... Productos reparables: más <strong>de</strong> un fallo pue<strong>de</strong> ocurrir. En este caso es importante28
consi<strong>de</strong>rar la disponibilidad <strong>de</strong>l producto reparado (que <strong>de</strong>pen<strong>de</strong>rá <strong>de</strong> laocurrencia <strong>de</strong> fallos y <strong>de</strong>l tiempo <strong>de</strong> mantenimiento. Ejemplos: automóviles,lavadoras, etc.10.2 Fórmulas <strong>de</strong> fiabilidad1- Función <strong>de</strong> fiabilidad o supervivencia: <strong>de</strong>nota la probabilidad <strong>de</strong> que uncomponente funcione más allá <strong>de</strong> un instante.tR ( t) f ( t)dt 1F(t)2- Tasa <strong>de</strong> fallos o hazard rate: <strong>de</strong>nota la probabilidad <strong>de</strong> fallo instantánea dado queel componente funciona en el momento actual t.p(t T t tT t)f ( t)h( t)limt 0=tR(t)A través <strong>de</strong> la observación <strong>de</strong> la tasa <strong>de</strong> fallos se pue<strong>de</strong> apren<strong>de</strong>r a cerca <strong>de</strong> lascausas <strong>de</strong>l fallo pue<strong>de</strong> presentarse tres formas básicas:- Tasa <strong>de</strong> fallos creciente (IFR) surge por <strong>de</strong>sgaste y fatiga <strong>de</strong>lcomponente ( envejecimiento), ( Figura 11)Figura 11: ejemplo <strong>de</strong> gráfico con curva creciente(www.cesma.usb.ve,2008).29
- Tasa <strong>de</strong> fallos <strong>de</strong>creciente (DFR) surge en materiales al principio <strong>de</strong> sufuncionamiento la probabilidad <strong>de</strong>l fallo es alta <strong>de</strong>bido a la existencia <strong>de</strong>posibles efectos ocultos ( Figura 12)Figura 12: ejemplo <strong>de</strong> gráfico con curva <strong>de</strong>creciente(www.cesma.usb.ve,2008).- Tasa <strong>de</strong> fallos constantes (CFR) la probabilidad <strong>de</strong>l fallo instantáneo esla misma a lo largo <strong>de</strong>l tiempo, por tanto no tiene memoria (Figura 13).Figura 13: ejemplo <strong>de</strong> gráfico con curva constante(www.cesma.usb.ve),2008.Por tanto es <strong>de</strong> gran utilidad para <strong>de</strong>cidir si su componente tiene IFR, DFR, CFR.30
10.3 Mo<strong>de</strong>los estadísticos utilizados en fiabilidadMo<strong>de</strong>lo exponencial: Se usa como mo<strong>de</strong>lo <strong>de</strong>l tiempo hasta la falta <strong>de</strong> uncomponente o sistema. En estas aplicaciones, al parámetro se le llama elíndice <strong>de</strong> falla <strong>de</strong>l sistema, y a la media 1 <strong>de</strong> la distribución se le llama tiempomedio hasta una falla (Montgomery, 2004).ft( t) e 0x ,Rt( t) e , h (t) don<strong>de</strong> >0 es una constante. La media y la varianza <strong>de</strong> la distribución1exponencial son Tiempo medio <strong>de</strong> fallo o vida media= E ( T ) / hMo<strong>de</strong>lo Weibull: La distribución <strong>de</strong> Weibull se ha usado como mo<strong>de</strong>lo <strong>de</strong>ltiempo hasta que ocurre una falla en componentes y sistema eléctricos ymecánicos ( Montgomery, 2004). x f ( t) x exp 1x 0don<strong>de</strong> 0 es el parámetro <strong>de</strong> escala, y 0 es el parámetro <strong>de</strong> forma. La media yla varianza <strong>de</strong> la distribución <strong>de</strong> Weibull son 1 1 y 2 2 1 1 22 1Si =1, entonces es exponencial y presenta CFR.Si 1, entonces presenta DFR.31
11. Bibliografia- Colomer Cugat, Ma. (1997); Estadística en el <strong>control</strong> <strong>de</strong> calidad. Edicions <strong>de</strong> laUniversitat <strong>de</strong> Lleida. Lleida, p 195.- Montgomery Douglas C. (2004); Control Estadístico <strong>de</strong> la Calidad. Ed. Limusa.México, p 797.- Navarrete, E.(1998); Control estadístico <strong>de</strong> la calidad <strong>control</strong> estadístico <strong>de</strong>procesos. Ed. Adhara. Granada, p 135.- Py<strong>de</strong>k T. (1996); Manual <strong>de</strong> <strong>control</strong> <strong>de</strong> calidad en ingenieria. Ed. Mc Graw-Hill.México, p 617.- Van<strong>de</strong>ville P.,(1990); Gestión y <strong>control</strong> <strong>de</strong> la calidad. Ed. AENOR. Madrid, p295.- Verdoy P., Mateu J., Sagasti S., Sirvent R.(2006); Manual estadístico <strong>de</strong> calidad:Teoría y aplicaciones. Publicacions <strong>de</strong> la Universitat Jaime I. Castelló, p 341.Páginas web:www.cesma.usb.ve/~abel/co4311/SIM.pptwww.monografias.com/trabajos30/<strong>control</strong>-estadistico-calidad/<strong>control</strong>-estadisticowww.scribd.com/word/download/16623?extension=txt - 61kwww.uoc.edu/in3/emath/docs/SPC_5.pdf32