Cortes de precisión - Seguros MAPFRE
Cortes de precisión - Seguros MAPFRE
Cortes de precisión - Seguros MAPFRE

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
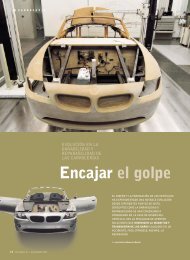
C A R R O C E R Í A<strong>Cortes</strong> <strong>de</strong>precisiónHerramientas <strong>de</strong> corte y<strong>de</strong>sgrapado empleadasen carroceríaLA SUSTITUCIÓN DE ELEMENTOS DAÑADOS SE REALIZA CUANDO SU REPARACIÓN NO ES VIABLE TÉCNICA NIECONÓMICAMENTE. EN LOS ELEMENTOS CON UNIONES AMOVIBLES, LA OPERACIÓN DE SUSTITUCIÓN NO SUELEPRESENTAR PROBLEMAS, PUESTO QUE CONSISTE EN DESMONTAR EL DAÑADO Y REEMPLAZARLO POR EL NUEVO.SI EL ELEMENTO DE UNIÓN ES FIJO, PARA SU SUSTITUCIÓN HAY QUE RECURRIR A DIVERSAS TÉCNICAS DE CORTEY DESGRAPADOPor Fe<strong>de</strong>rico CarreraSalvadorLas operaciones <strong>de</strong> corte y <strong>de</strong>sgrapado sonrealizadas por el chapista frecuentemente.Debe conocer las técnicas y las principalesherramientas y su manejo, con el fin <strong>de</strong>obtener reparaciones <strong>de</strong> calidad.El corte y <strong>de</strong>sgrapado en reparación <strong>de</strong>carrocería pue<strong>de</strong> clasificarse en función <strong>de</strong>los materiales a trabajar y sus formas.Como norma general, los materiales máscomunes son acero y aluminio y, lasoperaciones más habituales, lassiguientes:n Corte <strong>de</strong> chapas planas o ligeramentecurvadasn Corte <strong>de</strong> chapas perfiladasn Desgrapado <strong>de</strong> puntos <strong>de</strong> soldadura porresistencia.n Eliminación <strong>de</strong> remaches.Para realizar estas operaciones existenherramientas manuales, neumáticas yeléctricas, con los elementos <strong>de</strong> cortecorrespondientes.Herramientas manualesLas herramientas que, por tradición, másse han empleado en los talleres son elmartillo, el cincel y la sierra <strong>de</strong> arco. Losdos primeros se utilizan para cortesCESVIMAP 7810
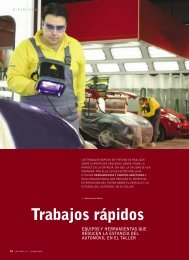
ápidos <strong>de</strong> <strong>de</strong>secho; usados <strong>de</strong> formaina<strong>de</strong>cuada pue<strong>de</strong>n causar <strong>de</strong>strozosirreversibles en la chapa. Este tipo <strong>de</strong>trabajo resulta fatigoso y se efectúasolamente cuando no se pue<strong>de</strong>n emplearotros métodos <strong>de</strong> corte.La sierra <strong>de</strong> arco es una herramienta cuyoempleo directo en la reparación <strong>de</strong>carrocería se ha visto <strong>de</strong>splazado por laaparición <strong>de</strong> las sierras neumáticas, queproporcionan cortes precisos y rápidos.Herramientas neumáticasLas herramientas neumáticas son ligeras yseguras, siempre que se utilicen <strong>de</strong> formaa<strong>de</strong>cuada. El taller tiene que disponer <strong>de</strong>una red <strong>de</strong> aire a presión don<strong>de</strong>conectarlas.Dentro <strong>de</strong> la multitud <strong>de</strong> herramientasneumáticas existentes, las empleadas conmás frecuencia son la sierra <strong>de</strong> vaivén, la<strong>de</strong>spunteadora y el taladro.Sierra <strong>de</strong> vaivénLa sierra neumática es la herramienta <strong>de</strong>corte más utilizada en el taller <strong>de</strong>reparación <strong>de</strong> carrocería. Realiza el cortepor medio <strong>de</strong> un movimiento oscilante <strong>de</strong>vaivén aplicado a una hoja <strong>de</strong>ntada, que sediferencia por el número <strong>de</strong> dientes, enfunción <strong>de</strong>l material y <strong>de</strong>l espesor que se<strong>de</strong>sea cortar. Permite trabajar sobresuperficies planas, curvadas, quebradas yaristas vivas. Pue<strong>de</strong> cortar materiales <strong>de</strong>distinta naturaleza como ma<strong>de</strong>ra, plástico,acero, aluminio, etc.Los cortes no originan rebabas ni se<strong>de</strong>forma la zona <strong>de</strong> corte. Se utiliza parapracticar huecos sobre paneles, cortes <strong>de</strong>precisión en sustituciones parciales ytodos aquellos que se precisen duranteuna reparación.El empleo <strong>de</strong> sierra <strong>de</strong> vaivén no estáindicado cuando en la parte posterior <strong>de</strong> lapieza existen chapas muy próximas, que no<strong>de</strong>ben ser cortadas.DespunteadoraLa soldadura por resistencia une laschapas puntualmente, por medio <strong>de</strong> lafusión <strong>de</strong>l propio acero sin aportación <strong>de</strong>material (soldadura autógena). Estospuntos son usados mayoritariamente enla unión <strong>de</strong> piezas <strong>de</strong> la carrocería, por loque están presentes en toda reparaciónque implique la sustitución <strong>de</strong> elementosfijos. Para eliminar estos puntos sonnecesarias herramientas especiales quew Corte con sierra <strong>de</strong> vaivénpermitan el taladrado <strong>de</strong> la chapa dañadasin afectar a la posterior. La<strong>de</strong>spunteadora es un taladro neumáticoque incorpora un sistema <strong>de</strong> regulación<strong>de</strong> la profundidad <strong>de</strong>l corte, facilitando suprecisión, rapi<strong>de</strong>z y sencillez, sin causar<strong>de</strong>formaciones y evitando el repasoposterior <strong>de</strong> las pestañas.La limitación que presenta se <strong>de</strong>be alpuente <strong>de</strong> fijación, incompatible con elacceso a <strong>de</strong>terminadas zonas <strong>de</strong> lacarrocería. Para solucionar esteinconveniente, existen <strong>de</strong>spunteadoras conel puente <strong>de</strong>smontable, quedando como untaladro normal.Taladro y fresadoraEl taladro es una <strong>de</strong> las herramientasmás versátiles <strong>de</strong>l taller. Su uso principales la perforación <strong>de</strong> la chapa mediantebrocas <strong>de</strong> diferentes diámetros; tambiénse emplea en multitud <strong>de</strong> aplicaciones,como taladrado <strong>de</strong> remaches, lijado,eliminación <strong>de</strong> pintura, etc. Sueleutilizarse para el taladrado <strong>de</strong> puntos <strong>de</strong>resistencia en zonas a las que la<strong>de</strong>spunteadora no tiene acceso. Lapenetración <strong>de</strong> la broca se obtiene por elempuje <strong>de</strong>l operario, por lo que es difícilregular la profundidad <strong>de</strong> corte y, en lamayoría <strong>de</strong> los casos, se perfora la chapaposterior. Es recomendable emplearbrocas con el ángulo <strong>de</strong> corte lo másplano posible.La fresadora es un equipo muy parecido altaladro; se diferencia por su forma yrevoluciones. Existen fresadoras rectas yacodadas, con unas revoluciones quevarían <strong>de</strong> 10.000 a 25.000 rpm, facilitandosu uso en multitud <strong>de</strong> aplicaciones. Seutilizan para eliminar puntos <strong>de</strong> resistenciay remaches y para el corte <strong>de</strong> chapa yretirada <strong>de</strong> pintura.LAS HERRAMIENTASNEUMÁTICAS HANDESPLAZADO A LASELÉCTRICAS,FUNDAMENTALMENTEPOR MOTIVOS DESEGURIDADCESVIMAP 7811
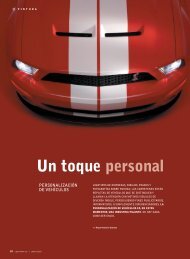
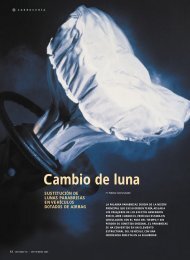
C A R R O C E R Í Aw Corte por plasmaHerramientas eléctricasLas herramientas eléctricas se han visto<strong>de</strong>splazadas por las neumáticas <strong>de</strong>bido,principalmente, a motivos <strong>de</strong> seguridad, loque ha conllevado la aparición <strong>de</strong>herramientas <strong>de</strong> batería recargable. Lasmás utilizadas son las amoladoras y losequipos <strong>de</strong> corte por plasma.AmoladoraLa amoladora está prevista para trabajarcon muelas radiales o axiales,proporcionando cortes muy rápidos,in<strong>de</strong>pendientemente <strong>de</strong>l espesor que hayaque cortar. Se emplean,fundamentalmente, para eliminar puntos<strong>de</strong> resistencia y costuras <strong>de</strong> soldadura.Para el corte y <strong>de</strong>sgrapado <strong>de</strong> puntos <strong>de</strong>beusarse exclusivamente sobre materialescomo los aceros <strong>de</strong> altas prestaciones y enaquellas zonas don<strong>de</strong> no se pue<strong>de</strong> acce<strong>de</strong>rcon otras herramientas.Su inconveniente principal es la emisión <strong>de</strong>partículas y chispas incan<strong>de</strong>scentes, quepue<strong>de</strong>n causar daños y <strong>de</strong>sperfectos alpropio vehículo o a otros cercanos.Equipo <strong>de</strong> corte por plasmaLa incorporación <strong>de</strong> nuevos materiales en lafabricación <strong>de</strong> carrocerías, como los aceros<strong>de</strong> altas prestaciones, en particular acerosal boro, supone que tanto las herramientasy equipos como los métodos <strong>de</strong> trabajo sereadapten. Debido a la alta resistencia <strong>de</strong>estos aceros, las operaciones <strong>de</strong> corte y<strong>de</strong>sgrapado se complican.Los equipos <strong>de</strong> corte por plasma solventaneste inconveniente; trabajan a muy bajaintensidad y, regulados convenientemente,completan trabajos <strong>de</strong> corte y <strong>de</strong>sgrapado<strong>de</strong> puntos con rapi<strong>de</strong>z, sin dañar a la chapainferior.Pue<strong>de</strong> utilizarse para realizar cortes <strong>de</strong><strong>de</strong>secho en piezas <strong>de</strong> acero convencional yaluminio, <strong>de</strong> forma rápida. Durante suutilización se <strong>de</strong>be tener en cuenta queproducen chispas, por lo que hay queproteger los vidrios <strong>de</strong>l vehículo y losaccesorios y guarnecidos que puedanresultar dañados.w Taladrado <strong>de</strong> un punto <strong>de</strong> soldaduraCESVIMAP 7812
w Despunteadoraw Empleo <strong>de</strong> un disco <strong>de</strong> corteElementos <strong>de</strong> corteEl corte y <strong>de</strong>sgrapado requiere una ampliagama <strong>de</strong> elementos como brocas, hojas <strong>de</strong>sierra, fresas, discos, etc., <strong>de</strong> diferentestipos y características, que se adapten a losdiversos materiales y métodos <strong>de</strong> trabajo.BrocasLas brocas tienen un uso generalizadopara la realización <strong>de</strong> agujeros. En elsector <strong>de</strong> la reparación <strong>de</strong> carrocería seemplean diferentes tipos, en función <strong>de</strong>ltrabajo a realizar.Las brocas convencionales son lashelicoidales, empleadas mayoritariamente enla ejecución <strong>de</strong> taladros. No <strong>de</strong>ben usarsepara el <strong>de</strong>sgrapado <strong>de</strong> puntos <strong>de</strong> resistencia,<strong>de</strong>bido a su ángulo <strong>de</strong> corte, ya que pue<strong>de</strong>nprovocar daños a la pieza posterior.Las brocas para <strong>de</strong>spuntear estánespecialmente diseñadas para eliminarpuntos <strong>de</strong> soldadura por resistencia. Sulongitud es más reducida que lasconvencionales, ya que ha <strong>de</strong> cortar chapacon espesores reducidos. El ángulo <strong>de</strong>corte es plano. De esta forma, no provocadaños a la chapa inferior, que servirá <strong>de</strong>apoyo a la pieza nueva.Las brocas especiales para <strong>de</strong>spuntear hanhecho su aparición en el sector reparador<strong>de</strong> forma paralela a la incorporación <strong>de</strong> losaceros especiales. Están dotadas <strong>de</strong> 2, 4 y 6cortes y fabricadas en acero muy duro, conun revestimiento <strong>de</strong> cobalto o nitruro <strong>de</strong>titanio que les confiere una dureza especialpara taladrar los aceros <strong>de</strong> altasprestaciones.Hojas <strong>de</strong> sierraLas hojas más utilizadas son las diseñadaspara usarse con las sierras neumáticas <strong>de</strong>vaivén. Se trata <strong>de</strong> hojas construidas pordos tipos <strong>de</strong> acero: acero rápido en la zona<strong>de</strong> corte y acero flexible en el dorso;también existen hojas especiales condiamante en la zona <strong>de</strong> corte, indicadaspara aceros al carbono, templados yrevenidos.El número <strong>de</strong> dientes que tiene la hoja porunidad <strong>de</strong> longitud en centímetros opulgadas (grado <strong>de</strong> corte) varía <strong>de</strong> 14 a 32dientes por pulgada.Fresas metálicasLas fresas metálicas están formadas porun vástago <strong>de</strong> fijación y un cuerpo <strong>de</strong> corte,con estrías <strong>de</strong> corte <strong>de</strong> diferente geometría(esférica, cónica, cilíndrica, oval, etc.).Su empleo está indicado para el<strong>de</strong>sbarbado <strong>de</strong> soldaduras y <strong>de</strong>sgrapado <strong>de</strong>puntos <strong>de</strong> resistencia. Deben utilizarse confresadoras que dispongan <strong>de</strong> un mínimo <strong>de</strong>revoluciones para evitar su <strong>de</strong>terioro.Discos <strong>de</strong> corteLos discos <strong>de</strong> corte están formados por unaglomerado <strong>de</strong> resina, reforzada con fibrapara evitar su rotura, y granos cerámicospara el corte.En carrocería se utilizan con 75, 115 y180 mm <strong>de</strong> diámetro y un espesor <strong>de</strong> 0,8 y1,09 mm. Se usan para realizar cortes engeneral, especialmente sobre aceros <strong>de</strong>altas prestaciones y para la eliminación <strong>de</strong>cordones <strong>de</strong> soldadura láser.Con estas herramientas y elementos <strong>de</strong>corte y <strong>de</strong>sgrapado se realizanreparaciones sobre todo tipo <strong>de</strong> materiales,garantizando su calidad final nPARA SABER MÁSÁrea <strong>de</strong> Carroceríacarroceria@cesvimap.comElementos Fijos. CESVIMAP. 2011Reparación <strong>de</strong> carrocerías <strong>de</strong> automóviles.CESVIMAP, 2009Cesviteca, biblioteca multimedia <strong>de</strong> CESVIMAPwww.cesvimap.comwww.revistacesvimap.comPARA TALADRARACEROS DE ALTASPRESTACIONES SEEMPLEAN BROCASESPECIALES,REVESTIDAS DECOBALTO O NITRURODE TITANIOCESVIMAP 7813