58-62 3M773_SPA72dpi.pdf
58-62 3M773_SPA72dpi.pdf
58-62 3M773_SPA72dpi.pdf

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
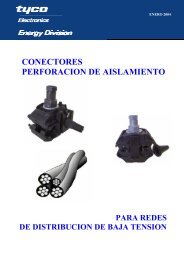
El reto del prensadoColaboración en productos de automatizacióninversiones de Gestamp-EstampacionesBizkaia, explicó al equipo de DDC deABB que, para poder alcanzar lasuficiente calidad, las prensas funcionansólo al 80–85 % de su velocidadmáxima, con una disminución de laproductividad del 7 al 15 %. Estas cifrasfueron confirmadas por Santiago Mínguez,director de ingeniería de equiposde serie de Renault Valladolid.Así pues, ¿cuánto aumento de la productividadpuede proporcionar la servotecnología?Mucho depende del dimensionadodel accionamiento del servo.Para investigar las posibilidades de losdiseños actuales de prensas, se inicióuna colaboración con FAGOR. FAGORes un fabricante de prensas de tamañomediano ubicado en el norte de España,con el que ABB ha mantenido unasintensas relaciones de colaboracióndesde hace más de 10 años. Las simulacionesrealizadas en colaboración conFAGOR han mostrado que incluso conun servomotor bastante pequeño, sepuede obtener un aumento de la productividadentre el 10 y el 30 % solamenteutilizando la servotecnología. Sepueden obtener incrementos incluso3 Robots trasladando piezas a la línea deprensadomayores combinando lo anterior conlos últimos desarrollos de automatizaciónde robots.Limitar el tamaño del accionamientodel servo ha sido un aspecto fundamentaldel aporte de ABB para el desarrollode servoprensas. Al tratar de laviabilidad de las servoprensas conGerard Lallouette, director de estructuray estampado de PSA Peugeot Citroën,ABB llegó a la conclusión de que lasolución propuesta debería tener encuenta no sólo el coste del accionamientode la prensa, sino también elcoste de la red energética de la fábrica,el coste de la energía y de la potenciapunta. Si una servoprensa grande necesitara5 MW en lugar de los 500 kWque son normales hoy, ello supondríaun verdadero problema.Una solución de baja potencia puntaABB ofrece hoy el accionamiento deuna servoprensa con una potenciapunta que en la mayoría de los casosno requiere el redimensionamiento dela red eléctrica de la fábrica. ¿Cómo esposible? El secreto reside en el diseñodel control y del accionamiento, quesurgió de ideas aprendidas en anterioresproyectos de investigación.Un importante aspecto de este diseñoestá relacionado con las inercias de lasmasas en movimiento de la prensa ydel accionamiento. Aunque se sueleconsiderar que las inercias limitan elrendimiento dinámico de un servoaccionador,en realidad se pueden utilizarpara almacenar energía, liberándolacuando el accionamiento de la prensamás la necesita.En una primera versión del accionamientode una servoprensa de ABB, elvolante tradicional de la prensa 6f semantiene para proporcionar la potenciapunta necesaria durante la fase deprensado del ciclo. Sin embargo, a diferenciade una prensa mecánica, no hayfrenado mecánico, ni se utiliza un embraguepara llevar a la prensa a la velocidadrequerida. La tecnología DDC deABB garantiza una aceleración y deceleraciónsuaves de la prensa, utilizandoel embrague 6g después de que el servohaya controlado la prensa a su velocidadde sincronismo. En una segundaversión, se eliminan completamente elembrague y el volante tradicionales, yse dimensiona el servo de otra manera.Una solución para las líneas deprensado existentesAl principio del desarrollo del accionamientode las servoprensas, ABB ya tratóla idea propuesta con clientes comoGestamp y PSA. El mensaje de estosclientes fue muy claro: Debería existiruna solución con servo para las líneasde prensado existentes, y debería serposible familiarizarse con la servotecnologíaantes de instalar una línea deprensado completamente nueva conservo. Por lo tanto, Gestamp sugirió queel primer prototipo a escala naturaldebería instalarse en una de sus líneasque estaban en proceso de mejora.Estos requisitos dirigieron los principalesesfuerzos de desarrollo de ABB, centrándoseprimero en una solución quetransforma las prensas existentes en servoprensas:el Kit de Mejora de Prensas.Una función importante, solicitada deforma insistente por Gestamp y otrosclientes, fue que esta mejora debía serfácil de instalar, y que debería realizarseholgadamente dentro del plazo de la4 Perfil típico de posición de una prensa mecánica clásica,en el que una parte (T2) está determinada totalmente por laprensa (cierre, prensado, apertura) y la otra parte, por elequipo de descarga y carga (T1)DDC montada sobre una prensaPosición de la guía de la prensaT2ImpactoT1Descarga y cargaLa carga debehaberse completadoel descargador puede entrarCierre de laprensaPrensadoApertura dela prensaTiempo60 Revista ABB 3/2007
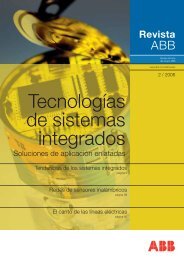
El reto del prensadoColaboración en productos de automatizaciónparada usual de un mes en el verano.Aunque un requisito tal podría considerarseuna seria limitación, provocó queABB diseñara una solución que no sólocumplía dichos requisitos, sino quetambién constituía una solución reversiblede bajo riesgo.Una solución de bajo riesgoUn cliente que mejora una línea deprensado lo hace normalmente por unabuena razón: puede ser el inicio de lafabricación de un nuevo vehículo o,para un Tier 1, un importante contrato.Así pues, cuando FAGOR y ABB empezarona investigar para construir el primerprototipo, una cuestión esencialfue si podría instalarse en un plazomuy limitado. La solución que diseñamos,el kit de mejora de prensas, nosólo podía instalarse con rapidez, sinoque además, en caso de que surgieseun imprevisto que impidiera finalizar lainstalación a tiempo, podía retirarsefácilmente de modo que la producciónpudiera iniciarse sin problemas utilizandolas prensas de la manera mecánicatradicional.Mientras tanto, las conversaciones deABB con el Sr. He, director adjunto deldepartamento de prensado nº 1 deHonda, en Guangzhou China, llevarona la compañía a dar un paso más: lasprimeras servoprensas DDC han sidodiseñadas con un interruptor que puededesactivar completamente la nuevatecnología. Cuando se desactiva, lo quequeda es una prensa mecánica clásica,que se puede utilizar de la misma formaque en los últimos 50 años.Aunque la DDC representa un saltotecnológico (las innovaciones de I+Dimplicadas van desde las topologías delas nuevas prensas hasta un software5 Stampware de ABB es un paquete específico de software para los controladores derobots IRC5 de ABB en talleres de prensado6 Diagrama esquemático de una servoprensa en el que se muestra la clásica unidad de prensamecánica a y el kit de mejora de las prensas i .abc≈ ∼ =fdge≈ ∼ =hmonilk≈ ∼ =ja Unidad de prensamecánicab rejillac rectificadord inversore motorf volanteg embragueh frenoi Kit de actualizaciónde la prensaj inversork servomotorl engranaje auxiliarm Engranajes de la prensan Rueda excéntricao GuíaCuadro 1 DDC (cadena de accionamientodinámico)Los sistemas tradicionales de automatizacióny accionamiento de prensas constituíanun caso “discreto” típico de automatización.Las diferentes etapas del procesode producción estaban interrelacionadasmediante una secuencia de “señales deautorización”. El embrague de la prensase activaba cuando terminaba la tarea decarga, y la descarga comenzaba cuandose había terminado el prensado, para quepudiera comenzar el siguiente ciclo de carga.Este método de funcionamiento provocabamuchos tiempos muertos entre lasoperaciones, lo que suponía un bajo rendimiento.Además, el sistema no conseguíaadaptarse a las condiciones cambiantes enla línea, lo que requería unos ajustes finoscontinuos para mantener un buen nivel deoptimización.Se adoptaron algunas medidas para mejoraresta situación, tales como la sincronizaciónde ABB de robot a prensa o de robota robot. Sin embargo, durante muchotiempo no se pudo conseguir un sistemade control de movimiento totalmente integradoque incluyera las prensas.En respuesta a esta situación, ABB, con suexclusiva combinación de conocimientosde robótica, de motores y de accionamientos,está introduciendo una arquitecturarevolucionaria de control y accionamientoque transformará las líneas de prensadoen un proceso de fabricación continuoy adaptativo: un adaptativo: una verdaderacadena de accionamiento dinámicoRevista ABB 3/200761
El reto del prensadoColaboración en productos de automatizaciónCuadro 2 Una mayor productividad con DDC¿Qué esperan exactamente los clientes deABB cuando trabajan con ABB para automatizaruna línea de prensado? Aunque elobjetivo final es, desde luego, la productividad,existen tres factores clave para la rentabilidaddel taller de prensado:VelocidadCuanto más alto sea el ritmo de producciónque puede proporcionar el equipo, menorserá la inversión de capital y los costes defuncionamiento necesarios para explotar lalínea (harán falta menos líneas de prensado ymenos operarios).DDC aumenta la tasa de producción en un10%–30 %.DisponibilidadEl equipo de producción tiene que trabajarsin fallos durante el mayor tiempo posibleDDC elimina los fallos de embrague y freno,que están entre las cinco primeras causasde parada.avanzado de control), está construidasobre productos de ABB existentes,como el accionamiento ACS800 y elcontrolador del robot IRC5. Esto es degran valor para la industria automovilística,tradicionalmente conservadora,que disfrutará de las ventajas de unatecnología de última generación altiempo que confía en productos conocidosy probados, que están bien soportadospor unidades locales de ABBque ya prestan servicio al sector.Una importante cuestión suscitada tantopor Honda como por Gestamp fuecómo afectaría la velocidad y la aceleracióndel servo al mecanismo de laprensa. Como Iñaki Martínez, directortécnico de estampado de Fagor, seapresuró a observar, la solución servode ABB consigue una aceleración ydeceleración más suaves que el embraguey el freno para los que se diseñaronlos mecanismos de la prensaactual, por lo que el servo aumentará lavida útil de la prensa. De hecho, lasmayores fuerzas de aceleración queafectan a la matriz de la prensa no seproducen cuando se utiliza servocontrolo durante el prensado, sino cuandoarranca la prensa desde su posición deCalidadLas piezas rechazadas representan una pérdidadirecta para las empresas. Para garantizarun proceso suave y pausado de estampado,es fundamental reducir al mínimo elnúmero de piezas rechazadas.DDC puede reducir la velocidad de estampaciónhasta en un 40 % con iguales tiemposde ciclo.ProducciónCapacidadRendimiento general de los equiposVelocidadMTBF MTTR MTTSDisponibilidadCalidadFlexibilidadFácil de usarSeguridadModelo de productividad de la líneaOEE: Rendimiento general de los equiposMTBF: Tiempo medio entre fallosMTTR: Tiempo medio para reparaciónMTTS: Tiempo medio para mantenimientoparada utilizando el embrague.También cabe observar que en la versiónde DDC en la que se mantieneel volante, el prensado será exactamentecomo ha sido siempre, es decir,afectado sólo por el dimensionamientode la prensa y del volante. En estecaso no hay parámetros o configuracionesdesconocidos: el único es lavelocidad del volante. La tecnologíade cadena de accionamiento dinámico(DDC) optimiza el resto del movimientode forma automática y dinámica (deahí su nombre).¡No paren las prensas!El mensaje que ABB recibió tanto deDaniel Eguia, director corporativo deequipos de Gestamp, como de GerardLallouette, director de estructura yestampado de PSA, fue “¡no paren lasprensas!“. Las prensas de hoy en díatienen ineficiencias intrínsecas (movimientosde arranque y parada, tiemposmuertos y esperas). Es necesario eliminarlasconsiguiendo un sistema demovimiento continuo, óptimo y adaptable:una cadena dinámica. LA DDCde ABB lo consigue integrando el controlde la prensa con el control de losrobots.FuturoSchuler, el mayor fabricante mundial deprensas, comunicó recientemente aABB que “en el futuro inmediato, todaslas nuevas prensas serán servoprensas”.ABB está de acuerdo pero le gustaríaañadir: “no sólo las nuevas prensas . . .”La tendencia de sistemas mecánicos asistemas accionados eléctricamente enla industria del prensado no ha hechosino comenzar y es irreversible. ABB seestá posicionando como un actor importanteen este nuevo mercado consu DDC, al tiempo que aumenta significativamentesu competitividad en laslíneas de negocio de sistemas de automatización,motores y accionamientos.Tanto FAGOR como ABB están deseandodemostrar a sus clientes cómo funcionaesta servoprensa.Aunque la incorporación de servomotoresa las prensas mecánicas existenteses un primer paso, se espera que amedio y largo plazo, las prensas conaccionamiento totalmente eléctrico lassustituirán completamente. Mediante laintensa colaboración con clientes comoGestamp, Honda, Renault, PSA y Nissan,ABB está definiendo los parámetrosde la servoprensa ideal. A travésde la colaboración con socios comoFagor y JIER, la compañía puede diseñarel accionamiento para adaptarse ala topología de las futuras servoprensasde estas compañías y de otras. Estedesarrollo debería provocar incluso menorescostes, sencillez (sin embrague nivolante) y mayor control del prensado.ABB seguirá su estrecha colaboracióncon clientes y fabricantes de prensaspara desarrollar las próximas generacionesde líneas automatizadas deprensado, adelantándose a las necesidadesy requisitos futuros de los clientesy proporcionando tecnología queaporte más valor a sus operaciones deestampado.Sjoerd BosgaABB Corporate Research(Investigación Corporativa de ABB)Västerås, Sueciasjoerd.bosga@se.abb.comMarc SeguraABB S.A., Automatización de prensasSant Quirze del Vallès, Españamarc.segura@es.abb.com<strong>62</strong> Revista ABB 3/2007