РеализаÑÐ¸Ñ Ð¼ÐµÑода деÑоÑмиÑÑÑÑего ÑÐµÐ·Ð°Ð½Ð¸Ñ ÑоÑаÑионнÑми ...
РеализаÑÐ¸Ñ Ð¼ÐµÑода деÑоÑмиÑÑÑÑего ÑÐµÐ·Ð°Ð½Ð¸Ñ ÑоÑаÑионнÑми ...
РеализаÑÐ¸Ñ Ð¼ÐµÑода деÑоÑмиÑÑÑÑего ÑÐµÐ·Ð°Ð½Ð¸Ñ ÑоÑаÑионнÑми ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
формирующей кромки выполняет образующая<br />
конуса, проходящая через вершину резца.<br />
Главная задняя поверхность 2 —бо′льший торец<br />
конуса. В случае поднутрения основания<br />
конуса главной задней поверхностью 2 является<br />
коническая поверхность, а вспомогательной<br />
задней поверхностью 4 — поверхность конуса,<br />
лежащая ниже деформирующей кромки<br />
(см. рис. 1).<br />
Специфика ДР накладывает особенности<br />
установки ротационного резца. В инструментальной<br />
системе координат главным углом инструмента<br />
в плане ϕ для ротационного ДР является<br />
угол разворота основания конуса ϕ к относительно<br />
оси заготовки. Для получения<br />
вертикальных ребер образующая конуса резца<br />
должна быть перпендикулярна оси обрабатываемой<br />
заготовки, т. е. вспомогательный угол<br />
инструмента в плане будет составлять ϕ 1 = 90°.<br />
Специфическая геометрия резца типа тела<br />
вращения накладывает свои ограничения на рабочие<br />
углы инструмента, от которых зависит как<br />
осуществимость процесса ДР (т. е. условие обеспечения<br />
положительного заднего угла α и условие<br />
неотделения стружки), так и геометрические<br />
параметры оребрения. Применение инструмента<br />
такой конструкции предъявляет также особые<br />
требования кустановке резца на металлорежущем<br />
оборудовании. Обеспечение положительного<br />
заднего угла α для ротационного резца может<br />
осуществляться поднутрением бо′льшего торца<br />
конуса на угол β, смещением резца ниже линии<br />
центров станка на величину Y 0 (см. рис. 1) или<br />
поворотом оси резца на угол α. Наиболее простой<br />
вариант обеспечения заднего угла α — смещение<br />
оси резца ниже линии центров станка<br />
и поднутрение торца конуса. Следует отметить,<br />
что смещение резца ниже оси заготовки приводит<br />
кповороту основной плоскости, относительно<br />
которой измеряются все установочные угловые<br />
параметры резца.<br />
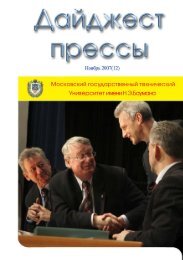
Поскольку вершина инструмента находится<br />
ниже линии центров токарного станка и при<br />
внедрении инструмента она движется не по радиусу<br />
заготовки, необходимо знание текущих<br />
координат вершины резца x и y (рис. 2) и расчет<br />
перемещения резца, отсчитываемого по<br />
лимбу поперечной подачи для обеспечения заданной<br />
глубины резания t. Исходной системой<br />
координат для решения данной задачи выбрана<br />
система XYZ с центром О, показанная на рис. 2<br />
(здесь и далее на сечениях контур получаемого<br />
оребрения не показан). Сечением A—A заготовки<br />
на глубине резания t является эллипс 5,<br />
описываемый уравнением<br />
y <br />
2 xsinϕ<br />
<br />
2<br />
<br />
к<br />
1,<br />
Rt<br />
Rt<br />
<br />
где R — радиус заготовки; t — глубина резания.<br />
Главной режущей кромкой инструмента является<br />
окружность 2, описываемая уравнением<br />
2<br />
<br />
yY xX R<br />
0<br />
0<br />
2<br />
2<br />
, р<br />
где Y 0 — смещение центра резца ниже оси заготовки;<br />
X 0 — расстояние между осью заготовки<br />
Рис. 2. Схема определения координат вершины<br />
и смещения резца X t<br />
для обеспечения заданной<br />
глубины резания t:<br />
1 — положение резца при касании заготовки;<br />
2 — положение резца при заданной глубине резания<br />
t; 3 — вершина инструмента; 4 — нормаль<br />
квершине резца и заготовке; 5 — сечение заготовки<br />
на глубине резания t; 6 — контур поверхности<br />
заготовки<br />
2012. ¹ 1 69