Mechanical properties of TPVs of EPDM/polypropylene ... - SciELO
Mechanical properties of TPVs of EPDM/polypropylene ... - SciELO
Mechanical properties of TPVs of EPDM/polypropylene ... - SciELO

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Rev. Téc. Ing. Univ. Zulia. Vol. 30, Edición Especial, 445 - 453, 2007<br />
<strong>Mechanical</strong> <strong>properties</strong> <strong>of</strong> <strong>TPVs</strong><br />
<strong>of</strong> <strong>EPDM</strong>/<strong>polypropylene</strong>/paraffin oil<br />
Karina Núñez, Lorena Rivas, Massimiliano Scattolini, Carmen Rosales*,<br />
Rosestela Perera y Mireya Matos<br />
Grupo de Polímeros II, Departamento de Mecánica, Universidad Simón Bolívar, Apdo. 89000.<br />
Valle de Sartenejas, Baruta, Caracas, Venezuela. Telf: 0212-9064060, Fax: 0212-9064062.<br />
*crosales@usb.ve<br />
Abstract<br />
Thermoplastic vulcanizates (<strong>TPVs</strong>) <strong>of</strong> (<strong>EPDM</strong>) and two types <strong>of</strong> polyolefins, <strong>polypropylene</strong> (PP) and<br />
low-density polyethylene (LDPE) were prepared by dynamic vulcanization. The effects <strong>of</strong> adding different<br />
proportions <strong>of</strong> paraffin oil, as well as different <strong>EPDM</strong>s and PPs on their mechanical <strong>properties</strong> were investigated.<br />
The Young’s modulus <strong>of</strong> the <strong>EPDM</strong> blends decreases and the elongation at break increases when<br />
the amount <strong>of</strong> paraffin oil is increased. Additionally, when the proportion <strong>of</strong> the higher molecular weight<br />
PP is increased in the <strong>TPVs</strong>, an increase in its Young’s modulus, Shore D hardness and tensile strength is<br />
obtained. Non significant changes were observed in the elongation at break when the same amount <strong>of</strong> paraffin<br />
oil was incorporated in <strong>TPVs</strong> with PP. However, the highest elongation at break was achieved when<br />
LDPE was used. When the solvent and thermal resistance <strong>of</strong> <strong>TPVs</strong> were evaluated at 150°C, a loss in the<br />
rubber elasticity <strong>of</strong> the rubber was detected after 70 hours.<br />
Key words: Ethylene-propylene-diene (<strong>EPDM</strong>), <strong>polypropylene</strong>, low-density polyethylene,<br />
thermoplastic rubbers (TPV), dynamic vulcanization.<br />
Estudio de propiedades mecánicas de <strong>TPVs</strong><br />
de <strong>EPDM</strong>/polipropileno/aceite parafínico<br />
Resumen<br />
En este trabajo se prepararon cauchos termoplásticos (<strong>TPVs</strong>) por vulcanización dinámica del etileno-<br />
propileno-dieno (<strong>EPDM</strong>) y dos tipos de poliolefinas, polipropileno (PP) y polietileno de baja densidad<br />
(PEBD). Se investigaron los efectos de la incorporación de diferentes proporciones de aceite de parafina y<br />
de poliolefinas en las propiedades mecánicas de estos compuestos así como del tipo de <strong>EPDM</strong> y de PP. Los<br />
resultados obtenidos permiten concluir que el aumento de la cantidad de aceite de parafina en las mezclas<br />
disminuye el módulo elástico y aumenta la elongación a la rotura. Adicionalmente, se estableció que al aumentar<br />
la proporción del PP de mayor peso molecular en las formulaciones se obtiene un incremento en el<br />
módulo de Young, la dureza Shore D y el esfuerzo a la rotura. No se observaron variaciones apreciables en<br />
la elongación a la rotura de los compuestos con diferentes PP con igual proporción de aceite parafínico. Sin<br />
embargo, la mayor elongación a la rotura se encontró para la formulación con el PEBD. Al someter las formulaciones<br />
a ensayos de resistencia térmica y de solvente a 150°C, se encontró la pérdida de elasticidad<br />
del caucho en un lapso de 70 horas.<br />
Palabras clave: Etileno-propileno-dieno (<strong>EPDM</strong>), polipropileno, polietileno de baja densidad,<br />
cauchos termoplásticos (TPV), vulcanización dinámica.<br />
Rev. Téc. Ing. Univ. Zulia. Vol. 30, Edición Especial, 2007
446 Núñez et al.<br />
Introducción<br />
Los cauchos termoplásticos son una nueva<br />
clase de materiales que combinan las buenas características<br />
de procesamiento de los polímeros<br />
termoplásticos con las propiedades elásticas de<br />
los cauchos vulcanizados. Existen dos tipos de<br />
cauchos termoplásticos, los denominados TPR,<br />
que son elaborados a partir de procesos de copolimerización<br />
tal como el estireno/etileno-butileno/estireno<br />
(SEBS) y los cauchos termoplásticos<br />
vulcanizados <strong>TPVs</strong>. En estos últimos, una de las<br />
fases debe ser un material que pueda entrecruzar<br />
y/o vulcanizar en el proceso de preparación y la<br />
otra fase un polímero termoplástico. En general,<br />
en los cauchos termoplásticos <strong>TPVs</strong>, la vulcanización<br />
del caucho se realiza de manera dinámica<br />
en mezcladores internos o en extrusoras [1-3].<br />
La preparación de cauchos termoplásticos<br />
vulcanizados es un proceso complejo que involucra<br />
una gran cantidad de variables como son: el<br />
tipo de mezclado y sus variables (esfuerzos de<br />
corte y elongacionales, temperatura, etc.), la cinética<br />
de la reacción de entrecruzamiento del<br />
caucho (tipos de agentes de curado, tiempo y<br />
temperatura, cantidad de insaturaciones en el<br />
elastómero), tipo de poliolefina (estructura y características<br />
moleculares), composición de las fases,<br />
presencia de aditivos adicionales (plastificantes,<br />
lubricantes, estabilizantes térmicos), posibilidad<br />
de inversión de fases y morfología de las<br />
mezclas, etc. [1-6]. Estas variables, en la mayoría<br />
de los casos, están interconectadas y es muy difícil<br />
evaluarlas por separado. Un buen control de la<br />
composición, y de las propiedades viscoelásticas<br />
en fundido de los componentes de naturaleza polimérica<br />
durante su preparación determina, en<br />
muchos casos, la morfología de este tipo de materiales<br />
[1, 4-6]. Por otra parte, una de las ventajas<br />
de estos materiales es su carácter reciclable en<br />
comparación a los cauchos convencionales.<br />
Cabe señalar que los cauchos termoplásticos<br />
<strong>TPVs</strong> no son mezclas convencionales de materiales<br />
poliméricos. En una de las fases existe<br />
una reacción de entrecruzamiento y una morfología<br />
de fases que debe ser controlada en el proceso<br />
de mezclado, sin el respectivo control de ambas<br />
fases, no se obtiene un material con buenas<br />
características de procesabilidad y propiedades<br />
mecánicas.<br />
En el presente trabajo se estudió la influencia<br />
de un aceite parafínico y de dos tipos de poliolefinas<br />
(PP y PEBD) en las propiedades de tracción<br />
de formulaciones del caucho etileno-propileno-dieno<br />
(<strong>EPDM</strong>) vulcanizado de manera dinámica<br />
en diferentes proporciones. Además, se determinaron<br />
sus propiedades de dureza, envejecimiento<br />
y resistencia a solventes.<br />
Materiales<br />
Parte Experimental<br />
Los polímeros utilizados en el presente trabajo<br />
fueron dos grados diferentes de caucho etileno-propileno-dieno<br />
(<strong>EPDM</strong>) con 5% de dieno, suministrados<br />
por NORDEL. Los contenidos de etileno<br />
del <strong>EPDM</strong> 1 (IP-4570) y del <strong>EPDM</strong>2 (IP-4770)<br />
son 50 y 70%, respectivamente. También fueron<br />
empleados dos grados de polipropileno (PP1 y<br />
PP2) de diferentes pesos moleculares, suplidos<br />
por Propilven y un polietileno de baja densidad<br />
(PEBD), FB-0248 Venelene . Las especificaciones<br />
de densidad (), las propiedades de tracción<br />
(esfuerzo, r<br />
y elongación a la rotura, r<br />
) de los polímeros<br />
puros, los valores de índice de flujo (MFI)<br />
de los PP y el PEBD, y de la viscosidad Money de<br />
los <strong>EPDM</strong> se presentan en la Tabla 1.<br />
Para realizar el curado o vulcanización dinámica<br />
de las formulaciones de <strong>EPDM</strong> se emplearon<br />
los siguientes aditivos comerciales, en<br />
las proporciones que se indican: óxido de zinc (5<br />
ppc. de ZnO), ácido esteárico (2 ppc.), tetrametiltiuram<br />
disulfuro (1 ppc. de TMTD), 2,2-ditiobisbenzotiazol<br />
(0,5 ppc. de MBTS), alquil-N’fenil-p-feniléndiamina<br />
(Sant<strong>of</strong>lex, como antioxidante,<br />
2 ppc.), aceite parafínico (variable) y azufre<br />
(2 ppc. de S).<br />
Preparación de los compuestos<br />
de <strong>EPDM</strong><br />
Se prepararon dos tipos de compuestos, cuyas<br />
composiciones se presentan en la Tabla 2. En<br />
los compuestos Tipo 1 se estudió la influencia del<br />
aceite de parafina en las propiedades de tracción<br />
en ambos <strong>EPDM</strong> sin vulcanizar (<strong>EPDM</strong>1 y<br />
<strong>EPDM</strong>2), y en el PP1 (F1 hasta F7). Es importante<br />
resaltar que las proporciones de los componentes<br />
en los compuestos o mezclas Tipo 1 están reportadas<br />
de forma tal que puedan ser comparadas<br />
Rev. Téc. Ing. Univ. Zulia. Vol. 30, Edición Especial, 2007
Propiedades mecánicas de <strong>TPVs</strong> 447<br />
Tabla 1<br />
Especificaciones técnicas de los polímeros utilizados<br />
Polímero<br />
<br />
(g/cm 3 )<br />
MFI ó VM*<br />
(dg/min)<br />
r<br />
(MPa)<br />
r<br />
(%)<br />
<strong>EPDM</strong>1 0,92 70* 1,4 ± 0,1 86 ± 2<br />
<strong>EPDM</strong>2 0,92 70* 3,6 ± 0,3 221 ± 20<br />
PP1 0,91 1,4 26 ± 2 369 ± 36<br />
PP2 0,91 7,0 30 ± 2 385 ± 46<br />
PEBD 0,92 2,5 15 ± 2 361 ± 14<br />
*Viscosidad Mooney.<br />
Tabla 2<br />
Composición de los compuestos<br />
Compuestos<br />
Tipo 1<br />
Composición<br />
(ppc.)<br />
Compuestos<br />
Tipo 2<br />
Composición<br />
(ppc.)<br />
<strong>EPDM</strong>1/parafina 30/20 (F1) <strong>EPDM</strong>1v 100/0/0 (F8)<br />
<strong>EPDM</strong>2/parafina 40/20, 30/20 y 30/10<br />
(F2, F3, F4)<br />
<strong>EPDM</strong>2v<br />
100/0/0 (F9)<br />
PP1/parafina 50/20 (F5) <strong>EPDM</strong>1v/PP1/parafina 30/50/20 (F10)<br />
<strong>EPDM</strong>2/PP1 50/30 y 40/40 (F6 y F7) <strong>EPDM</strong>1v/PP2/parafina 30/50/20 (F11)<br />
- - <strong>EPDM</strong>2v/PP1/parafina 30/50/20, 40/40/20 y<br />
30/60/10<br />
(F12, F13 y F14)<br />
- - <strong>EPDM</strong>2v/PP2/parafina 30/50/20 (F15)<br />
- - <strong>EPDM</strong>2v/PEBD/parafina 40/40/20 (F16)<br />
directamente con sus análogos del Tipo 2 (el aceite<br />
de parafina se añadió en base a la proporción<br />
del <strong>EPDM</strong>). Previo al proceso de obtención de los<br />
compuestos Tipo 2, se realizó la formulación de<br />
los diferentes elastómeros (<strong>EPDM</strong>1 y <strong>EPDM</strong>2) con<br />
sus aditivos (excepto aceite parafínico y azufre),<br />
en un mezclador interno tipo Banbury marca Farrel<br />
a 75 rpm por 4 minutos. En la preparación de<br />
las formulaciones de <strong>EPDM</strong>, en primer lugar se<br />
realizó una premezcla de las resinas y del azufre<br />
con la parafina. Posteriormente, los diferentes<br />
compuestos se prepararon en un mezclador interno<br />
a una velocidad de los rotores de 80 rpm<br />
por 7 minutos y a una temperatura de 180 y de<br />
150°C, para las mezclas con PP y PEBD, respectivamente.<br />
En las formulaciones y/o compuestos Tipo<br />
2 se estudió la influencia de diferentes tipos de<br />
poliolefinas en las propiedades de los <strong>EPDM</strong> vulcanizados<br />
dinámicamente con azufre (<strong>EPDM</strong>v).<br />
Es de hacer notar que los <strong>EPDM</strong> puros se vulcanizaron<br />
en una plancha de compresión de manera<br />
estática (F8 y F9) a 190°C por 10 minutos. Seguidamente,<br />
se troquelaron probetas de láminas<br />
moldeadas por compresión para ser analizadas<br />
en los diferentes ensayos. En un estudio preliminar<br />
se analizó la influencia de la temperatura, de<br />
la frecuencia de giro de los rotores y el uso de diferentes<br />
proporciones de <strong>EPDM</strong> en la preparación<br />
de los compuestos Tipo 2. A partir de los resultados<br />
obtenidos se seleccionaron las formulaciones<br />
Tipo 2 objeto de este estudio como las condiciones<br />
de operación del mezclador (Tabla 2). Las<br />
Rev. Téc. Ing. Univ. Zulia. Vol. 30, Edición Especial, 2007
448 Núñez et al.<br />
proporciones de los agentes de curado y aditivos<br />
se seleccionaron de la literatura, con éstas se obtuvieron<br />
los mejores resultados en las propiedades<br />
mecánicas [1-5].<br />
Caracterización<br />
Las curvas de viscosidad de los polímeros<br />
puros se determinaron en un reómetro capilar<br />
marca Göttfert modelo Rheograph 2000, a diferentes<br />
velocidades de pistón y a 200 y 140°C para<br />
los PPs y el PEBD, respectivamente. El contenido<br />
de gel (GC) de los <strong>EPDM</strong> y de las diferentes formulaciones<br />
se determinó por extracción en xileno a<br />
60°C por 48 horas en el caso de los compuestos<br />
con PP. Para la formulación con el PEBD (F16), el<br />
material resultante de la extracción con xileno, se<br />
disolvió en orto-diclorobenceno a 120°C durante<br />
dos horas.<br />
Los ensayos de tracción se realizaron en<br />
una máquina de ensayos Lloyd a una velocidad<br />
de las mordazas de 50 mm/min. a temperatura<br />
ambiente, según el procedimiento descrito en la<br />
norma ASTM D-412. Probetas tipo C (distancia<br />
entre mordazas de 65 mm) se ensayaron después<br />
de 48 horas de vulcanizadas y moldeadas. Los<br />
ensayos de envejecimiento térmico se realizaron<br />
en un horno de convección forzada a 150°C durante<br />
20 y 70 horas. El ensayo de resistencia a<br />
solventes se realizó en tolueno durante 20 y 70<br />
horas, según el procedimiento recomendado en<br />
la norma ASTM D 474. Posteriormente, a cada<br />
probeta se le realizó un ensayo de tracción. Se determinaron<br />
los valores de dureza Shore D y Shore<br />
A se determinó según el procedimiento descrito<br />
en la norma ASTM D-2240, en probetas de 6 mm<br />
de espesor.<br />
Resultados y Discusión<br />
Propiedades reológicas de los<br />
componentes de las mezclas<br />
Viscosidad (Pa.s)<br />
10 6<br />
10 5<br />
PP1<br />
PP2<br />
<strong>EPDM</strong>1<br />
10 4<br />
<strong>EPDM</strong>2<br />
10 3<br />
10 2<br />
10 1<br />
10 -1 10 0 10 1 10 2 10 3<br />
Velocidad de deformación (s -1 )<br />
Figura 1. Curvas de viscosidad en función<br />
de la velocidad de deformación a 200°C.<br />
En la Figura 1 se presentan las curvas de<br />
viscosidad en función de la velocidad de deformación<br />
a 200°C de los componentes de las mezclas<br />
con PP. Las curvas de viscosidad en función de la<br />
velocidad de corte reflejan el carácter pseudoplástico<br />
de estos materiales. Las características<br />
reológicas obtenidas de las poliolefinas están<br />
asociadas a su estructura molecular (peso molecular<br />
promedio en peso, distribución de pesos<br />
moleculares y la presencia de ramificaciones largas<br />
de cadena. La diferencia presentada por los<br />
dos grados de PP está asociada a sus pesos moleculares:<br />
el PP1 tiene mayor peso molecular promedio<br />
en peso, y por ende su índice de flujo es<br />
menor. Como se puede observar en la Figura 1,<br />
los grados de <strong>EPDM</strong> no presentan grandes diferencias<br />
en cuanto a su comportamiento reológico<br />
a 200°C. Sin embargo, los valores de esfuerzo ( r<br />
)<br />
y elongación a la rotura ( r<br />
) de estos <strong>EPDM</strong>, determinados<br />
en tracción (Tabla 1) muestran que el<br />
comportamiento mecánico de ambos grados difiere,<br />
ya que el <strong>EPDM</strong>2 presenta una deformación<br />
y un esfuerzo a la rotura mayores. Estas diferencias<br />
están asociadas a la mayor proporción de<br />
etileno en este material.<br />
El mezclado y curado dinámico de las formulaciones<br />
de <strong>EPDM</strong> con polímeros termoplásticos<br />
involucra el control del comportamiento reológico<br />
de los componentes de la mezcla. Por ello,<br />
es necesaria la determinación de la viscosidad de<br />
los mismos a la velocidad de deformación en el<br />
proceso de mezclado. Para una velocidad de los<br />
rotores de 80 rpm, la velocidad de deformación<br />
calculada para mezcladores internos es de 16 s –1<br />
[7]. La viscosidad a 16 s –1 y 200°C de temperatura<br />
del PP1 es mayor que para el PP2, como se explicó<br />
con anterioridad. A su vez, las viscosidades de<br />
ambos <strong>EPDM</strong> son mayores que las de los PPs y el<br />
PEBD a las respectivas temperaturas de ensayo.<br />
Por otra parte, la morfología de los cauchos<br />
termoplásticos se determina por el efecto combinado<br />
de la composición y de la relación de viscosidades<br />
de los componentes a la temperatura de<br />
Rev. Téc. Ing. Univ. Zulia. Vol. 30, Edición Especial, 2007
Propiedades mecánicas de <strong>TPVs</strong> 449<br />
mezclado. En investigaciones previas se ha encontrado<br />
que el componente que forma la fase<br />
dispersa de la mezcla es aquél con la más alta viscosidad<br />
y/o menor fracción en volumen. Sin embargo,<br />
la morfología es co-continua para mezclas<br />
cuyos componentes tienen viscosidades similares<br />
y/o igual fracción en volumen [1, 5]. Por lo<br />
tanto, cuando se emplean altas proporciones de<br />
<strong>EPDM</strong> y se quiere asegurar que el polímero termoplástico<br />
sea la fase continua (PP ó PEBD), es<br />
necesario que la viscosidad del caucho sea mayor<br />
que la viscosidad de la matriz. Adicionalmente, a<br />
medida que la reacción de vulcanización progresa<br />
en el mezclado, la viscosidad del <strong>EPDM</strong> aumenta<br />
y se favorece por tanto la inversión de fases<br />
(si es el caso). La relación de viscosidades a<br />
140°C de temperatura y 16 s –1 de velocidad de deformación<br />
para los componentes PEBD/<strong>EPDM</strong>2<br />
es de 0,30, y para los componentes PP1/<strong>EPDM</strong>2<br />
y PP2/<strong>EPDM</strong>2 es de 0,15 y 0,08, a 200°C, respectivamente.<br />
Adicionalmente, hay que considerar<br />
el rompimiento de los dominios en la fase dispersa<br />
(<strong>EPDM</strong>s), que se aumenta (se mejora la dispersión)<br />
al aumentar la viscosidad de la matriz (PPs ó<br />
PEBD) en el caso de cauchos termoplásticos, lo<br />
cual es recomendable desde el punto de vista del<br />
comportamiento mecánico.<br />
Estudio de las propiedades mecánicas<br />
Los plastificantes son añadidos a las formulaciones<br />
del caucho para facilitar la incorporación<br />
de cargas, mejorar la flexibilidad a bajas<br />
temperaturas y producir vulcanizados con menor<br />
dureza [1]. Debido a su baja polaridad, el<br />
<strong>EPDM</strong> es compatible con parafinas y con aceites<br />
nafténicos [8]. En la Tabla 3 se presentan las propiedades<br />
de tracción y dureza Shore A de los<br />
compuestos Tipo 1. Se obtuvo que la adición de<br />
aceite parafínico a las formulaciones de los<br />
<strong>EPDM</strong> sin vulcanizar (F1, F2, F3 y F4) conlleva a<br />
cambios apreciables en las propiedades de tracción.<br />
Los cambios más significativos son la reducción<br />
del módulo de Young (E) y la dureza Shore<br />
A, y el aumento en la elongación a la ruptura<br />
( r<br />
) a medida que aumenta la proporción del aceite<br />
de parafina en los compuestos. Este resultado<br />
se atribuye a la acción plastificante del aceite en<br />
el <strong>EPDM</strong> [8]. Sin embargo, no se observan variaciones<br />
significativas en las propiedades de tracción<br />
de las mezclas que contienen PP1 y aceite<br />
parafínico (Formulación F5) con respecto al PP<br />
puro (Tablas 1 y 3). En otros estudios se ha encontrado<br />
que el aceite se distribuye tanto en el<br />
<strong>EPDM</strong> (en mayor proporción) como en las zonas<br />
amorfas del PP [9, 10]. En cuanto a la dureza<br />
Shore A, el <strong>EPDM</strong>2 posee mayor dureza que el<br />
<strong>EPDM</strong>1 por su mayor contenido de etileno.<br />
Por otra parte, las propiedades de tracción<br />
de las mezclas de <strong>EPDM</strong>2 sin vulcanizar con el<br />
PP1 en dos proporciones (F6 y F7) son considerablemente<br />
superiores a las del <strong>EPDM</strong>2 puro. Sin<br />
embargo, el valor en la elongación a la rotura ( r<br />
)<br />
de estas mezclas es similar a la del PP1 y el módulo<br />
de Young (E) es menor (Tablas 1 y 3). Estos re-<br />
Tabla 3<br />
Influencia del aceite de parafina en las propiedades de tracción de los compuestos Tipo 1<br />
Formulación<br />
Shore A<br />
± 1<br />
E<br />
(MPa)<br />
r<br />
(MPa)<br />
r (%)<br />
<strong>EPDM</strong>1 52 2,8 ± 0,2 1,4 ± 0,1 86 ± 2<br />
<strong>EPDM</strong>2 67 6,9 ± 0,4 3,6 ± 0,3 221 ± 20<br />
<strong>EPDM</strong>1/parafina, 30/20 (F1) 29 0,82 ± 0,07 0,52 ± 0,02 104 ± 15<br />
<strong>EPDM</strong>2/parafina, 40/20 (F2) 45 2,4 ± 0,1 1,4 ± 0,1 247 ± 28<br />
<strong>EPDM</strong>2/parafina, 30/20 (F3) 38 1,7 ± 0,1 1,6 ± 0,1 335 ± 15<br />
<strong>EPDM</strong>2/parafina, 30/10 (F4) 50 3,5 ± 0,5 1,7 ± 0,1 187 ± 15<br />
PP1/parafina, 50/20 (F5) - 1313 ± 6 24 ± 2 385 ± 40<br />
<strong>EPDM</strong>2/PP1, 50/30 (F6) - 453 ± 31 30 ± 2 360 ± 15<br />
<strong>EPDM</strong>2/PP1, 40/40 (F7) - 292 ± 23 30 ± 2 369 ± 24<br />
Rev. Téc. Ing. Univ. Zulia. Vol. 30, Edición Especial, 2007
450 Núñez et al.<br />
Esfuerzo (MPa)<br />
35<br />
30<br />
25<br />
20<br />
15<br />
10<br />
5<br />
0<br />
PP1<br />
0 100 200 300 400<br />
Elongación (%)<br />
F12<br />
F14<br />
F13<br />
Figura 2. Curvas esfuerzo-elongación<br />
para el PP1 y sus formulaciones<br />
<strong>EPDM</strong>2v/PP1/parafina y proporciones<br />
diferentes de los componentes: 30/50/20 (F12).<br />
40/40/20, (F13), 30/60/10 (F14).<br />
sultados se deben posiblemente a la alta proporción<br />
de PP1 empleada en estas mezclas y la mayor<br />
viscosidad del <strong>EPDM</strong>2 que inciden favorablemente<br />
en la morfología de estas mezclas [1, 5]. En<br />
la preparación de las formulaciones de <strong>EPDM</strong><br />
vulcanizados, el aceite parafínico se les añadió<br />
para facilitar la vulcanización dinámica del<br />
<strong>EPDM</strong> en los compuestos. Las curvas esfuerzo-elongación<br />
de los ensayos de tracción, de las<br />
formulaciones con los <strong>EPDM</strong> vulcanizados de<br />
manera dinámica y diferentes proporciones del<br />
PP1 se presentan en la Figura 2. En la Tabla 4 se<br />
muestran los valores del contenido de gel (CG) y<br />
de las propiedades de tracción, módulo de Young<br />
(E), esfuerzo ( r<br />
) y elongación a la rotura ( r<br />
).<br />
En la Tabla 5 se presentan los valores de<br />
dureza ShoreDylavariación del esfuerzo ( r<br />
)yla<br />
elongación a la rotura ( r<br />
) de los materiales envejecidos<br />
a 150°C por 70 h, para todos los compuestos<br />
preparados con los <strong>EPDM</strong> vulcanizados<br />
dinámicamente. Los valores de contenido en gel<br />
para los compuestos <strong>TPVs</strong> (F10 hasta F16) son<br />
similares a los obtenidos por vulcanización estática<br />
en los <strong>EPDM</strong> (F8 y F9). Sin embargo, este valor<br />
es menor para la formulación preparada con<br />
el PEBD (F16) debido a la baja temperatura utilizada<br />
en el proceso de mezclado (150°C). El material<br />
se degradó al aumentar la temperatura de<br />
mezclado en esta formulación. Por consiguiente,<br />
habría que cambiar el tipo de estabilizante térmico<br />
utilizado y/o aumentar la proporción del mismo.<br />
Es de hacer notar que la degradación de los<br />
materiales se realizó de manera cualitativa por<br />
cambio de color en las muestras (observación visual).<br />
Tanto en la Figura 2 como en las Tablas 4 y<br />
5 se observa que al aumentar la proporción del<br />
PP1 en las formulaciones se obtiene un incremento<br />
en el módulo de Young, la dureza Shore D<br />
y los esfuerzos a la fluencia y rotura (F12, F13 y<br />
F14) debido a los mayores valores en módulo de<br />
Young, esfuerzo a la fluencia y rotura del PP1 con<br />
respecto al <strong>EPDM</strong>2 (Tablas 1 y 4). No se observan<br />
Tabla 4<br />
Influencia del tipo de poliolefina en el contenido en gel (CG) y en las propiedades de tracción<br />
de los compuestos de <strong>EPDM</strong> vulcanizados dinámicamente<br />
Formulación CG ± 2<br />
(%)<br />
E<br />
(MPa)<br />
r ± 3<br />
(MPa)<br />
r (%)<br />
<strong>EPDM</strong>1v, 100/0/0 (F8) 95 3,7 ± 0,5 2,6 ± 0,1 85 ± 5<br />
<strong>EPDM</strong>2v, 100/0/0 (F9) 95 8,3 ± 0,5 5,1 ± 0,3 199 ± 15<br />
<strong>EPDM</strong>1v/PP1/parafina, 30/50/20 (F10) 21 148 ± 4 20 ± 3 399 ± 25<br />
<strong>EPDM</strong>1v/PP2/parafina, 30/50/20 (F11) 38 144 ± 7 17 ± 3 326 ± 82<br />
<strong>EPDM</strong>2v/PP1/parafina, 30/50/20 (F12) 29 134 ± 10 18 ± 2 328 ± 17<br />
<strong>EPDM</strong>2v/PP1/parafina, 40/40/20 (F13) 35 84 ± 4 18 ± 3 347 ± 15<br />
<strong>EPDM</strong>2v/PP1/parafina, 30/60/10 (F14) 31 176 ± 39 25 ± 2 410 ± 34<br />
<strong>EPDM</strong>2v/PP2/parafina, 30/50/20 (F15) 30 146 ± 13 15 ± 3 360 ± 15<br />
<strong>EPDM</strong>2v/PEBD/parafina, 40/40/20 (F16) 11 292 ± 23 13 ± 2 682 ± 20<br />
Rev. Téc. Ing. Univ. Zulia. Vol. 30, Edición Especial, 2007
Propiedades mecánicas de <strong>TPVs</strong> 451<br />
Tabla 5<br />
Influencia del tipo de poliolefina en la dureza Shore D y en las propiedades después<br />
del envejecimiento realizado a 150°C por 70 h. de los compuestos de <strong>EPDM</strong> vulcanizados<br />
dinámicamente<br />
Formulación<br />
Shore D<br />
± 1<br />
Variación del esfuerzo<br />
a la rotura r (%)<br />
Variación de la elongación<br />
a la rotura r (%)<br />
<strong>EPDM</strong>1v/PP1/parafina, 30/50/20 (F10) 39 17 65<br />
<strong>EPDM</strong>1v/PP2/parafina, 30/50/20 (F11) 35 18 73<br />
<strong>EPDM</strong>2v/PP1/parafina, 30/50/20 (F12) 40 2 48<br />
<strong>EPDM</strong>2v/PP1/parafina, 40/40/20 (F13) 33 2 42<br />
<strong>EPDM</strong>2v/PP1/parafina, 30/60/10 (F14) 46 16 51<br />
<strong>EPDM</strong>2v/PP2/parafina, 30/50/20 (F15) 39 2 75<br />
variaciones apreciables en la elongación a la rotura<br />
de los compuestos con PP con igual proporción<br />
de aceite parafínico. Sin embargo, la mayor<br />
elongación a la rotura se encontró para la formulación<br />
con el PEBD (F16). Estos resultados se<br />
pueden asociar con las características de tracción<br />
de las diferentes poliolefinas empleadas y a<br />
su proporción en los compuestos (Tabla 1), pues<br />
como se dijo con anterioridad, estas poliolefinas<br />
conforman la fase continua o co-continua en las<br />
mezclas. El PEBD posee menor esfuerzo a la rotura<br />
que los PPs (Tabla 1). Es importante destacar<br />
que se obtiene un efecto sinergístico en la<br />
elongación a la rotura en la formulación con el<br />
PEBD (F16, Tablas 1 y 4).<br />
Sin embargo, los módulos de Young a temperatura<br />
ambiente de las mezclas del <strong>EPDM</strong>2 sin<br />
vulcanizar con diferentes proporciones de PP1<br />
sin parafina (F6 y F7) son mayores que la del<br />
compuesto elaborado con el <strong>EPDM</strong>2 vulcanizado<br />
de manera dinámica y con aceite de parafina<br />
como plastificante (F13) debido a la acción plastificante<br />
del aceite de parafina en las formulaciones<br />
Tipo 2. La alta elasticidad en los cauchos termoplásticos<br />
se asocia a la orientación de los dominios<br />
y/o partículas del <strong>EPDM</strong> vulcanizado interconectadas<br />
con la matriz [11, 12]. Por otra parte,<br />
el bajo contenido en gel en las formulaciones<br />
con PP y con PEBD, en comparación a los <strong>EPDM</strong><br />
vulcanizados, se debe a lo cortos tiempos y/o bajas<br />
temperaturas en el proceso de mezclado. Al<br />
aumentar la temperatura y/o el tiempo, se obtiene<br />
degradación en los materiales, por lo que habría<br />
que aumentar la proporción y/o el tipo de estabilizante<br />
empleado. Sin embargo, los valores de<br />
la elongación a la rotura de los compuestos obtenidos<br />
en este trabajo son superiores a los encontrados<br />
en <strong>TPVs</strong> preparados en otras investigaciones<br />
con PEs ó poliamida-6 como matriz [4, 6,<br />
13-15].<br />
Los resultados de resistencia al envejecimiento<br />
se presentan en base a la variación de la<br />
elongación a la rotura obtenida después de la exposición<br />
de las probetas a una temperatura de<br />
150°C durante 70 horas. El caucho de <strong>EPDM</strong>v<br />
(<strong>EPDM</strong> vulcanizado) tiene una excelente resistencia<br />
al envejecimiento, por lo cual es usado en<br />
muchas aplicaciones que están en contacto con<br />
el medio ambiente en donde se requiere una buena<br />
resistencia al ataque por ozono y al envejecimiento.<br />
Además, posee buena resistencia a la degradación<br />
oxidativa y a la temperatura 16. Las<br />
variaciones del esfuerzo y de la elongación a la rotura<br />
después del ensayo de envejecimiento a<br />
150°C por 70 horas de las formulaciones del<br />
<strong>EPDM</strong> vulcanizado de manera dinámica se<br />
muestran en la Tabla 5. En esta tabla se observan<br />
mayores variaciones en la elongación a la rotura<br />
que en el esfuerzo a la rotura. La mayor variación<br />
en elongación a la rotura se obtiene para<br />
las formulaciones preparadas con el PP2 (F11 y<br />
F15), independientemente del tipo de <strong>EPDM</strong> empleado.<br />
También se puede observar en la misma<br />
tabla que a medida que se incrementa la proporción<br />
de PP1, aumenta ligeramente el porcentaje<br />
de variación de esa propiedad (F13, F12 y F14).<br />
Rev. Téc. Ing. Univ. Zulia. Vol. 30, Edición Especial, 2007
452 Núñez et al.<br />
30<br />
0 Horas 20 Horas 70 Horas<br />
500<br />
0 Horas 20 Horas 70 Horas<br />
400<br />
r (MPa)<br />
20<br />
10<br />
r (%)<br />
300<br />
200<br />
100<br />
0<br />
F11 F10 F15 F12<br />
0<br />
F11 F10 F15 F12<br />
(a)<br />
(b)<br />
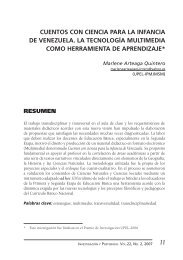
Figura 3. (a): esfuerzo ( r ) y (b): Elongación a la rotura ( r ) a diferentes tiempos de inmersión<br />
en tolueno para las formulaciones con proporción de 30/50/20: <strong>EPDM</strong>1v/PP1/parafina (F10),<br />
<strong>EPDM</strong>1v/PP2/parafina (F11), <strong>EPDM</strong>2v/PP1/parafina (F12) y <strong>EPDM</strong>2v/PP2/parafina (F15).<br />
En cuanto a la influencia del tipo de <strong>EPDM</strong> empleado<br />
se puede decir que los valores obtenidos<br />
de las propiedades de tracción no muestran cambios<br />
apreciables al comparar las formulaciones<br />
F10 y F12.<br />
Al aumentar tanto la proporción de <strong>EPDM</strong><br />
vulcanizado como el grado de dispersión aumenta<br />
la resistencia al envejecimiento, debido a la<br />
disminución de la cantidad de insaturaciones en<br />
el <strong>EPDM</strong> por la formación de los entrecruzamientos<br />
químicos. Aunque hay una disminución en<br />
las propiedades mecánicas debido al envejecimiento<br />
térmico, hay retención en la elasticidad<br />
del mismo (Tabla 5).<br />
En la Figura 3 se presentan los valores de<br />
esfuerzo y elongación a la rotura para las formulaciones<br />
sometidas al ensayo de resistencia a solventes.<br />
Se encontró exudación del aceite parafínico<br />
en todas las formulaciones con polipropileno,<br />
debido posiblemente a la baja compatibilidad<br />
del mismo con el PP. Este fenómeno no fue observado<br />
en la formulación con PEBD (F16). La mayor<br />
variación en estas propiedades se obtiene a 70<br />
horas de inmersión en tolueno para las formulaciones<br />
con el PP2 (F11 y F15), independientemente<br />
del tipo de <strong>EPDM</strong> utilizado. Es de hacer<br />
notar que las formulaciones con los <strong>EPDM</strong> sin<br />
vulcanizar no tienen buena resistencia al envejecimiento<br />
térmico ni a los solventes (F1 hasta F7)<br />
debido a la presencia de insaturaciones y a la falta<br />
de entrecruzamientos químicos en estos compuestos,<br />
respectivamente. Es de hacer notar que<br />
las características de flujo de los TPV se observó<br />
de manera empírica en un horno de convección<br />
forzada a 200°C al verificar su fluidez. A esa temperatura<br />
los <strong>EPDM</strong> vulcanizados de manera estática<br />
no fluyeron (<strong>EPDM</strong>1v y <strong>EPDM</strong>2v) y por lo tanto<br />
no es posible su procesamiento ulterior. Por el<br />
contrario, las formulaciones Tipo 2 si fluyeron a<br />
dicha temperatura.<br />
Conclusiones<br />
En este trabajo se prepararon cauchos termoplásticos<br />
(<strong>TPVs</strong>) de <strong>EPDM</strong> con PPs y PEBD con<br />
buenas propiedades mecánicas. Se encontró que<br />
el aumento de la cantidad de aceite de parafina<br />
en las mezclas disminuye el módulo elástico, aumenta<br />
la elongación a la rotura y mejora la procesabilidad<br />
de las mezclas. Adicionalmente, se estableció<br />
que al aumentar la proporción del PP1 en<br />
las formulaciones, se obtiene un incremento en<br />
el módulo de Young, en la dureza Shore Dyenel<br />
esfuerzo a la rotura. En la elongación a la rotura<br />
de los compuestos con PP con igual proporción de<br />
aceite parafínico no se observaron variaciones<br />
apreciables. Sin embargo, la mayor elongación a<br />
la rotura se encontró en la formulación con el<br />
PEBD. Al someter las formulaciones a ensayos de<br />
resistencia térmica y de solvente, se encontró la<br />
pérdida de elasticidad del caucho en ensayos de<br />
envejecimiento a 150°C por 70 horas. La desventaja<br />
de las formulaciones con PP y aceite de parafina<br />
radica en la exudación del aceite de parafina<br />
en estos compuestos.<br />
Rev. Téc. Ing. Univ. Zulia. Vol. 30, Edición Especial, 2007
Propiedades mecánicas de <strong>TPVs</strong> 453<br />
Agradecimientos<br />
Los Autores desean agradecer al FONACIT<br />
(Proyecto S1-2002000518), a los Laboratorios<br />
“E” y “B” de la Universidad Simón Bolívar y a Propilven<br />
C. A.<br />
Referencias Bibliográficas<br />
1. Coran A.: Thermoplastic Elastomeric Rubber-Plastics<br />
Blends. In: Bhowmick A.,<br />
Stephens H. (ed), Handbook <strong>of</strong> Elastomers.<br />
Marcel Dekker. USA (2001) 274-286.<br />
2. Abdou-Sabet S., Puydak RC. y Rader CP.:<br />
“Dynamically Vulcanized Thermoplastic<br />
Elastomers”. Rubber Chem Technol., Vol. 69<br />
(1996) 476-93.<br />
3. López y Arroyo M.: “Vulcanización Dinámica<br />
de Elastómeros Termoplásticos”. Revista de<br />
Plásticos Modernos, Vol. 80 (2000) 436-442.<br />
4. Ghosh P., Chattopadhyay B. y Kumar A.:<br />
“Thermoplastic Elastomers from Blends <strong>of</strong><br />
PE and Ethylene-propylene-diene Rubber:<br />
Influence <strong>of</strong> vulcanization Technique on<br />
Phase Morphology and Vulcanizate Properties”.<br />
Polymer, Vol. 35, No.18 (1994) 3959-<br />
3965.<br />
5. Machado A. V. y Van Duin M.: “Dynamic Vulcanisation<br />
<strong>of</strong> <strong>EPDM</strong>/PE-Based Thermoplastic<br />
Vulcanisates Studied along the Extruder<br />
Axis”. Polymer, Vol. 46 (2005) 6575-6586.<br />
6. Ma. J., Feng Y. X., Xu J., Xiong M. L., Zhu Y.<br />
J. y Zhang L.Q.: “Effects <strong>of</strong> Compatibilizing<br />
Agent and in Situ Fibril on the Morphology,<br />
Interface and <strong>Mechanical</strong> Properties <strong>of</strong><br />
<strong>EPDM</strong>/nylon Copolymer Blend”. Polymer,<br />
Vol. 43, (2002) 937-945.<br />
7. Schramm G.: “A Practical Approach to Rheology<br />
and Rheometry”. Gebrueder HAAKE,<br />
Karlsruhe, 1994.<br />
8. Ibarra L., Posadas P. y Martinez E.: “A Comparative<br />
Study <strong>of</strong> the Effect <strong>of</strong> Some Parafinic<br />
Oil on Rheological and Dynamic Properties<br />
and Behavior at Low Temperature in <strong>EPDM</strong><br />
Rubber Compounds”. J. Appl. Polym. Sci.,<br />
Vol. 97 (2005) 1825-1834.<br />
9. Sengers W.G.F, Sengupta P., Noordermeer<br />
J.W. M., Picken S.J. y Gotsis A.D.: “Linear<br />
Viscoelastic Propertiers <strong>of</strong> Ole<strong>of</strong>inic Thermoplastic<br />
Elastomer Blends: Melt State Properties”.<br />
Polymer, Vol. 45 (2004) 8881-8891.<br />
10. Ponsard-Fillete M., Barres C. y Cassagnau<br />
P.: “Viscoelastic Study <strong>of</strong> Oil Diffusion in Molten<br />
PP and <strong>EPDM</strong> Copolymer”. Polymer, Vol.<br />
46 (2005) 10256-10268.<br />
11. Asami T. y Nitta K.: “Morphology and <strong>Mechanical</strong><br />
Properties <strong>of</strong> Polyolefinic Thermoplastic<br />
Elastomer, I. Characterization <strong>of</strong> Deformation<br />
Process”. Polymer, Vol. 45 (2004)<br />
5301-5306.<br />
12. Sengupta P. y Jacques W. M.: “A Comparative<br />
Study <strong>of</strong> Different Techniques for<br />
Microstructural Characterization <strong>of</strong> oil Extended<br />
Thermoplastic Elastomer Blends”.<br />
Polymer, Vol. 46 (2005) 12298-12305.<br />
13. Kyu-Hyun K., Won-Jei C. y Chang-Sik H.:<br />
“Properties <strong>of</strong> Dynamically Vulcanized <strong>EPDM</strong><br />
and LLDPE Blends”. J. Appl. Polym. Sci., Vol.<br />
59 No.3 (1996) 407-414.<br />
14. Huang H., Yang J., Liu X. y Zhang Y.: “Dynamically<br />
Vulcanized Ethylene Propylene<br />
Diene Terpolymer/Nylon Thermoplastic<br />
Elastomers”. Eur. Polym. J., Vol. 38 (2002)<br />
857-861.<br />
15. Liu X., Huang H., Xie Z., Zhang Y., Zhang Y.,<br />
Sun K. y Min L.: “<strong>EPDM</strong>/Polyamide TPV<br />
Compatibilizaed by Chlorinated Polyethylene”.<br />
Polymer Testing, Vol. 22 (2003) 9-16.<br />
16. Ghosh P., Chattopadhyay B. y Sen A.: “Thermal<br />
and Oxidative Degradation <strong>of</strong> PE-<strong>EPDM</strong><br />
Blends Vulcanized Differently Using Sulfur<br />
Accelerator Systems”. Eur. Polym. J., Vol. 32,<br />
No. 8 (1996)1015-1021.<br />
Recibido el 30 de Junio de 2006<br />
En forma revisada el 30 de Julio de 2007<br />
Rev. Téc. Ing. Univ. Zulia. Vol. 30, Edición Especial, 2007