tratamiento termico de soldadura - Facultad de Ingeniería - UBA
tratamiento termico de soldadura - Facultad de Ingeniería - UBA
tratamiento termico de soldadura - Facultad de Ingeniería - UBA

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
3. TRATAMIENTO TERMICO LOCALIZADO. METODOS. Ver AWS D10.10 “Recommen<strong>de</strong>d<br />
Practices for local Heating of Welds in piping and tubing”<br />
Durante la fabricación en taller, las <strong>soldadura</strong>s son tratadas como vimos anteriormente, en horno. Si el tamaño<br />
exce<strong>de</strong> las dimensiones <strong>de</strong>l horno o no hay uno disponible, la Unión Soldada y el material base adyacente<br />
pue<strong>de</strong>n ser calentados localmente por uno <strong>de</strong> los métodos <strong>de</strong>scriptos a continuación.<br />
METODO DE CALENTAMIENTO SE APLICA AL<br />
Resistencias Eléctricas TTPS o PC<br />
Inducción TTPS o PC<br />
Llama PC<br />
Radiación por calefactores a gas tipo infrarrojo PC<br />
Radiación con lámparas <strong>de</strong> cuarzo PC<br />
Exotérmico TTPS<br />
En el caso <strong>de</strong> Tratamiento Térmico <strong>de</strong> Soldadura es muy común utilizar el Tratamiento Localizado solo en la<br />
zona <strong>de</strong> la Soldadura (Se calienta una banda a cada lado <strong>de</strong>l cordón soldado, cuyo ancho está especificado en<br />
los códigos).Hay básicamente dos tecnologías diferentes cada una con su aplicación aprovechando la ventajas<br />
<strong>de</strong> una u otra. Un método es el calentamiento por Resistencias Eléctricas y el otro es el Calentamiento por<br />
Inducción. Es importante aclarar que el Tratamiento Localizado solo pue<strong>de</strong> ser aplicado a geometrías que<br />
permitan la libre dilatación como son las <strong>soldadura</strong>s circunferenciales.<br />
Las <strong>soldadura</strong>s longitudinales y las uniones soldadas <strong>de</strong> conexiones a envolventes no <strong>de</strong>ben tratarse<br />
localizadamente* pues el material frío aledaño a la zona calentada no permite a esta la libre dilatación. En el<br />
caso <strong>de</strong> costuras longitudinales la zona calefaccionada no pue<strong>de</strong> dilatarse libremente en la dirección <strong>de</strong>l<br />
cordón y en el caso <strong>de</strong> conexiones a envolvente si calefaccionamos el circulo alre<strong>de</strong>dor <strong>de</strong> la conexión este no<br />
pue<strong>de</strong> dilatarse por que esta restringido por el material frío alre<strong>de</strong>dor <strong>de</strong> el. En estos casos el material tien<strong>de</strong> a<br />
dilatarse en la dirección <strong>de</strong>l espesor y como esta caliente y blando por el efecto <strong>de</strong> la temperatura, se <strong>de</strong>forma<br />
plásticamente en esa dirección. Ver Excepción <strong>de</strong>l NBIC en Pág.13 (*)<br />
Cuando la costura longitudinal se enfría, <strong>de</strong>bería contraerse en esa dirección pero el material aledaño que esta<br />
frío no se lo permite creándose <strong>de</strong> esta manera, tensiones residuales longitudinales. En el caso <strong>de</strong> una<br />
conexión a envolvente ocurre algo similar quedando tensiones radiales y tangenciales en el círculo calentado.<br />
Si bien esto es así y ASME* no permite realizar TTPS localizados en juntas soldadas longitudinales el<br />
Welding Institute recomienda en casos excepcionales hacerlo con valores <strong>de</strong> ancho <strong>de</strong> banda suficientemente<br />
altos que reducen las tensiones térmicas a valores casi nulos.<br />
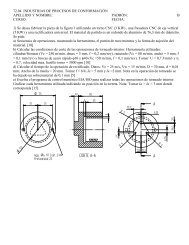
Fig. 3. Ancho <strong>de</strong> banda en Tratamientos Localizados para conseguir el relevo <strong>de</strong> las Tensiones Residuales<br />
en: a) Chapa plana. b) Juntas a Tope en cilindros c) Juntas a Tope en Esferas. Welding Institute. Abington Hall.<br />
Abington. Cambridge.U.K.<br />
12