EXAMEN Assignatura : DIRECCIÓ DE PRODUCCIÓ I ...
EXAMEN Assignatura : DIRECCIÓ DE PRODUCCIÓ I ...
EXAMEN Assignatura : DIRECCIÓ DE PRODUCCIÓ I ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
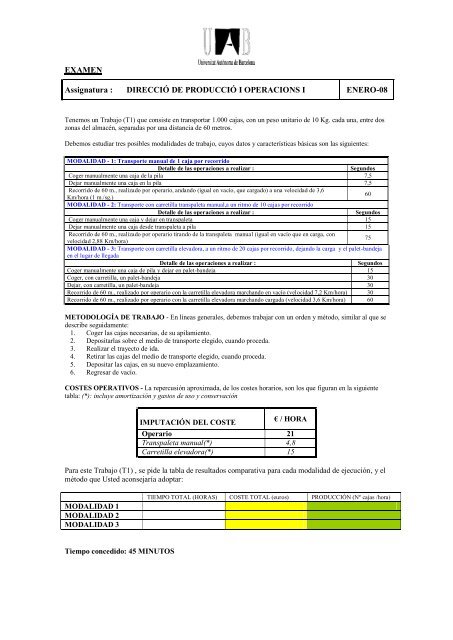
<strong>EXAMEN</strong><br />
<strong>Assignatura</strong> : <strong>DIRECCIÓ</strong> <strong>DE</strong> <strong>PRODUCCIÓ</strong> I OPERACIONS I ENERO-08<br />
Tenemos un Trabajo (T1) que consiste en transportar 1.000 cajas, con un peso unitario de 10 Kg. cada una, entre dos<br />
zonas del almacén, separadas por una distancia de 60 metros.<br />
Debemos estudiar tres posibles modalidades de trabajo, cuyos datos y características básicas son las siguientes:<br />
MODALIDAD - 1: Transporte manual de 1 caja por recorrido<br />
Detalle de las operaciones a realizar : Segundos<br />
Coger manualmente una caja de la pila 7,5<br />
Dejar manualmente una caja en la pila 7,5<br />
Recorrido de 60 m., realizado por operario, andando (igual en vacío, que cargado) a una velocidad de 3,6<br />
Km/hora (1 m./sg.)<br />
MODALIDAD - 2: Transporte con carretilla transpaleta manual,a un ritmo de 10 cajas por recorrido<br />
60<br />
Detalle de las operaciones a realizar : Segundos<br />
Coger manualmente una caja y dejar en transpaleta 15<br />
Dejar manualmente una caja desde transpaleta a pila 15<br />
Recorrido de 60 m., realizado por operario tirando de la transpaleta manual (igual en vacío que en carga, con<br />
velocidad 2,88 Km/hora)<br />
75<br />
MODALIDAD - 3: Transporte con carretilla elevadora, a un ritmo de 20 cajas por recorrido, dejando la carga y el palet-bandeja<br />
en el lugar de llegada<br />
Detalle de las operaciones a realizar : Segundos<br />
Coger manualmente una caja de pila y dejar en palet-bandeja 15<br />
Coger, con carretilla, un palet-bandeja 30<br />
Dejar, con carretilla, un palet-bandeja 30<br />
Recorrido de 60 m., realizado por operario con la carretilla elevadora marchando en vacío (velocidad 7,2 Km/hora) 30<br />
Recorrido de 60 m., realizado por operario con la carretilla elevadora marchando cargada (velocidad 3,6 Km/hora) 60<br />
METODOLOGÍA <strong>DE</strong> TRABAJO - En líneas generales, debemos trabajar con un orden y método, similar al que se<br />
describe seguidamente:<br />
1. Coger las cajas necesarias, de su apilamiento.<br />
2. Depositarlas sobre el medio de transporte elegido, cuando proceda.<br />
3. Realizar el trayecto de ida.<br />
4. Retirar las cajas del medio de transporte elegido, cuando proceda.<br />
5. Depositar las cajas, en su nuevo emplazamiento.<br />
6. Regresar de vacío.<br />
COSTES OPERATIVOS - La repercusión aproximada, de los costes horarios, son los que figuran en la siguiente<br />
tabla: (*): incluye amortización y gastos de uso y conservación<br />
IMPUTACIÓN <strong>DE</strong>L COSTE<br />
€ / HORA<br />
Operario 21<br />
Transpaleta manual(*) 4,8<br />
Carretilla elevadora(*) 15<br />
Para este Trabajo (T1) , se pide la tabla de resultados comparativa para cada modalidad de ejecución, y el<br />
método que Usted aconsejaría adoptar:<br />
MODALIDAD 1<br />
MODALIDAD 2<br />
MODALIDAD 3<br />
Tiempo concedido: 45 MINUTOS<br />
TIEMPO TOTAL (HORAS) COSTE TOTAL (euros) <strong>PRODUCCIÓ</strong>N (Nº cajas /hora)
Solución problema DIRPRO-I, gener-08<br />
MODALIDAD 1<br />
En este primer caso un operario transportará manualmente y una a una las cajas desde un punto del almacén hasta otro.<br />
VARIABLES: TIEMPOS:<br />
Nº de cajas a transportar: 1000 Coger caja: 7,5<br />
Distancia a recorrer: 60 Llevar caja: 60<br />
Velocidad con carga (km/h): 3,6 Dejar caja: 7,5<br />
Velocidad sin carga (km/h): 3,6 Volver a por otra: 60<br />
Tiempo que tarda en coger caja (sg): 7,5 Tiempo por caja(sg): 135<br />
Tiempo que tarda en dejar caja (sg): 7,5 Tiempo Total (sg): 135000<br />
TIEMPO TOTAL (H): 37,5<br />
COSTES:<br />
Operario (€/hora): 21<br />
PRODUCTIVIDAD: 26,67<br />
COSTE TOTAL: 787,5 (nºcajas/hora)<br />
(u.m.)<br />
MODALIDAD 2<br />
Aquí un operario transporta las cajas mediante una transpaleta manual a un ritmo de 10 cajas por recorrido.<br />
VARIABLES: Tiempo ejecución tareas<br />
Coger manualmente 1 caja y poner en transpaleta 15 Cargar transpaleta (10 cajas) 150<br />
Dejar manualmente una caja desde la transpaleta 15 Descargar transpaleta (10 cajas) 150<br />
Velocidad con carga(km/h): 2,88 Recorrido tirando de transpaleta cargada 75<br />
Velocidad sin carga(km/h): 2,88 Regresar con transpaleta vacía 75<br />
Nº de cajas 1000 TIEMPO TOTAL (1 viaje transpaleta) 450<br />
Distancia a recorrer (m) 60<br />
Nº de viajes a realizar 100 TIEMPO TOTAL (sg) 45000<br />
TIEMPO TOTAL (h) 12,5<br />
COSTES €/hora Coste TOTAL: 322,5<br />
Operario 21 (€)<br />
Transpaleta manual 4,8<br />
MODALIDAD 3<br />
Transporte con carretilla elevadora (20 cajas en un palet por recorrido)<br />
Productividad (cajas/h) 80<br />
VARIABLES: Tiempos ejecución tareas:<br />
Nº de cajas: 1000 Coger manualmente 20 cajas y dejar en palet 300<br />
Distancia a recorrer: 60 Coger un palet con la carretilla 30<br />
Coger una caja y ponerla en palet (sg): 15 Recorrer con palet cargado distancia 60<br />
Coger palet con carretilla (sg): 30 Dejar con carretilla un palet 30<br />
Dejar palet con carretilla(sg): 30 Regresar sin carga 30<br />
Velocidad llevar palet (km/h): 3,6 Tiempo empleado en cada viaje (sg): 450<br />
Velocidad carretilla sin carga (km/h): 7,2 TIEMPO TOTAL (Horas): 6,25<br />
Viajes a realizar: 50<br />
COSTES: €/h : COSTE TOTAL (€): 225<br />
Operario (€/h): 21<br />
Carretilla elevadora (€/h): 15<br />
Productividad: 160<br />
(nº cajas/hora)<br />
TIEMPO TOTAL (Horas) COSTE TOTAL (euros) PRODUCTIVIDAD (Nºcajas/hora)<br />
MODALIDAD 1 37,5 787,5 26,7<br />
MODALIDAD 2 12,5 322,5 80<br />
MODALIDAD 3 6,25 225 160<br />
2
<strong>EXAMEN</strong><br />
Asignatura : <strong>DIRECCIÓ</strong> <strong>DE</strong> <strong>PRODUCCIÓ</strong> I OPERACIONS I Julio-08<br />
Nines Fanplàstiques, SL quiere implantar una línea de producción de muñecas producidas con<br />
materiales plásticos, que se montan a partir de la siguiente lista de materiales.<br />
Para montar las muñecas, se han de realizar los siguientes elementos de trabajo:<br />
Elem. Descripción Tiempo<br />
(*)<br />
Precedentes<br />
A Aprovisionar materiales 120 ---<br />
B Preparar cabellos (**) a<br />
C Preparar vestido 330 a<br />
D Montar cabeza 162 b<br />
E Montar brazos en tronco 240 a<br />
F Montar piernas en tronco 360 e<br />
G Juntar cabeza y tronco 420 d, f<br />
H Poner vestido 600 c,g<br />
I Montar la caja 516 h<br />
(*) Son tiempos de ciclo normales y están expresados en oo (diezmilésimas de hora) por unidad.<br />
(**) Para el cálculo del tiempo de trabajo del Elemento b, se ha realizado un cronometraje, las<br />
lecturas del cual, en sistema centesimal, son:<br />
To 385 420 455 450 430 415 490 505 420 408<br />
Ao 120 105 110 125 115 120 110 105 115 120<br />
Para el cálculo del tiempo de ciclo, redondee a la diezmilésima de hora y añada un 20% de<br />
suplementos para necesidades físicas, personales, y otros.<br />
La línea se ha de diseñar para lograr una producción comprendida entre 10 y 20 unidades por<br />
hora, y con esta limitación, se quiere lograr un coste mínimo por unidad, de acuerdo con los<br />
siguientes costes:<br />
Coste por Operario: 30 €/hora<br />
Coste de Materiales: 2 €/unidad<br />
Se pide:<br />
a) Determinar el tiempo del elemento b, según los datos del cronometraje. (20 Puntos)<br />
b) Equilibrar la línea de acuerdo a las condiciones citadas. (El nivel de actividad pactado con los<br />
trabajadores es de 120). (80 Puntos)<br />
TEMPO CONCEDIDO: 1 hora
Solución Examen junio de 2008:<br />
a) Cálculo de Tiempo Normal, Ciclo y Tiempo a Actividad 115:<br />
To 385 420 455 450 430 415 490 505 420 408<br />
Ao 120 105 110 125 115 120 110 105 115 120<br />
TN=(385x120+420x105+455x110+450x125+430x115+415x125+490x110+505x105+4<br />
20x115+408x120)/(10x100)=500 oo<br />
Ciclo = 500x (1+0,20)=600 Añadiendo los suplementos.<br />
Tiempos a Actividad 120<br />
Temps de<br />
cicle Normal<br />
Temps A120<br />
A Aconseguir materials 120 100<br />
B Preparar cabells 600 500<br />
C Preparar vestit 330 275<br />
D Muntar cap 162 135<br />
E Muntar braços al<br />
tronc<br />
240 200<br />
F Muntar cames al<br />
tronc<br />
360 300<br />
G Enganxar cap i tronc 420 350<br />
H Posar vestit 600 500<br />
I Muntar a la caixa 516 430<br />
2790<br />
b) Primero hallamos los ciclos aproximados, de acuerdo al intervalo de producción<br />
deseado:<br />
10000 / 10 = 1000 oo >= T >= 10000 / 20 = 500 oo<br />
Esto implica un mínimo teórico de estaciones de trabajo igual a:<br />
Sti = 2790 oo ; 2790/500= 5,58 y 6 puestos; 2790/1000=2,79 y 3 puestos.
El grafo de precedencias es:<br />
Aplicando el método de los Pesos:<br />
Temps<br />
A120<br />
Pesos<br />
A Aconseguir materials 100 2790<br />
B Preparar cabells 500 2005<br />
E Muntar braços al<br />
tronc<br />
200 1260<br />
F Muntar cames al<br />
tronc<br />
300 1060<br />
D Muntar cap 135 1065<br />
G Enganxar cap i tronc 350 1125<br />
C Preparar vestit 275 275<br />
H Posar vestit 500 930<br />
I Muntar a la caixa 430 430<br />
Con un tiempo de ciclo de 500oo, tenemos un equilibrado:<br />
1 2 3 4<br />
a 100 100 b 500 500 f 300 300 g 350 350<br />
e 200 300 d 135 435<br />
Resta 200 Resta 0 Resta 65 Resta 150
5 6 7<br />
c 275 275 h 500 500 i 430 430<br />
Resta 225 Resta 0 Resta 70<br />
Con una eficiencia teórica del 93%, eficiencia real de 79,7% una producción de 20<br />
unidades/hora y un coste unitario de:<br />
2 + (30 x 7) / (20) = 12,5 € / unidad<br />
Si incrementamos el tiempo de ciclo a 625oo, podemos reducir el número de estaciones:<br />
1 2 3<br />
a 100 100 e 200 200 d 135 135<br />
b 500 600 f 300 500 g 350 485<br />
25 125 140<br />
4 5 6<br />
c 275 275 h 500 500 i 430 430<br />
350 125 195<br />
Con una eficiencia teórica del 89,28%, eficiencia real de 74,4% una producción de 16<br />
unidades/hora y un coste unitario de:<br />
2 + (30 x 6) / (16) = 13,25 € / unidad<br />
Si incrementamos el tiempo de ciclo a 735oo, podemos mejorar la solución:<br />
1 2 3<br />
a 100 100 e 200 200 g 350 350<br />
b 500 600 f 300 500 c 275 625<br />
d 135 735 500 625<br />
0 235 110<br />
4 5<br />
h 500 500 i 430 430<br />
235 305<br />
Con una eficiencia teórica del 94,9%, eficiencia real de 75,9%, una producción de 13,6<br />
unidades/hora y un coste unitario de:<br />
2 + (30x5) / (13,6) = 13,03 € / unidad<br />
Si incrementamos el tiempo de ciclo a 800oo, podemos mejorar la solución:
1 2 3 4<br />
a 100 100 f 300 300 c 275 275 i 430 430<br />
b 500 600 d 135 435 h 500 775 430<br />
e 200 800 g 350 785 775 430<br />
0 15 25 370<br />
Con una eficiencia teórica y real del 87,2%, una producción de 12,5 unidades/hora y un<br />
coste unitario de:<br />
2 + (30x4) / (12,5) = 11,6 € / unidad<br />
Si incrementamos el tiempo de ciclo a 935oo, podemos mejorar la solución:<br />
1 2 3<br />
a 100 100 f 300 300 h 500 500<br />
b 500 600 g 350 650 i 430 930<br />
e 200 800 c 275 925 930<br />
d 135 935 925 930<br />
0 10 5<br />
Con una eficiencia teórica y real del 99,5%, una producción de 10,7 unidades/hora y un<br />
coste unitario de:<br />
2 + (30x3) / (10,7) = 10,4 € / unidad<br />
Aunque incrementemos el tiempo de ciclo hasta el límite permitido (1000oo) no es<br />
posible bajar de 3 estaciones de trabajo, por lo que la solución anterior es la de coste<br />
mínimo.
<strong>EXAMEN</strong><br />
Asignatura: <strong>DIRECCIÓ</strong> <strong>DE</strong> <strong>PRODUCCIÓ</strong> I OPERACIONS I<br />
Julio 2008<br />
La central de compras de una cadena de supermercados está estableciendo la política de<br />
aprovisionamientos de brics de zumos de fruta. La demanda de zumos sigue<br />
aproximadamente una ley normal de media 5.000 unidades/día y desviación típica de 300<br />
unidades/día. El coste de tramitar un pedido es de 4 €; el proveedor cobra en concepto de<br />
transporte y seguros 464 € por pedido, independientemente de la cantidad, y tarda 3 días<br />
laborables en servirlo. El precio de compra es de 0,30 €/unidad y según las normas<br />
financieras de la empresa se ha de contar en concepto de costos de almacenamiento el 20%<br />
del precio de compra por unidad y año. Los supermercados abren 6 días a la semana (de<br />
lunes a sábado) y se considera que un año tiene 52 semanas (312 días) de apertura.<br />
a) Determine los costes de lanzamiento, de adquisición y de posesión necesarios para el<br />
cálculo del modelo de gestión, y encuentre el ciclo óptimo de stocks (numero de días entre<br />
pedidos) con los datos del problema.<br />
b) A fin de evitar problemas con las fechas de caducidad, se ha establecido un ciclo de<br />
stocks mucho más corto: cada lunes se pedirá la cantidad que corresponda al proveedor.<br />
Además, se quiere que la probabilidad de rotura de stocks no sea superior al 2,5%<br />
(t= 1,96) Determinar el modelo de gestión más adecuado y calcular los parámetros de<br />
gestión correspondientes. Cual será el coste anual de la gestión?<br />
c) Para evitar dejar desabastecidos los supermercados de tanto en tanto, se ha propuesto<br />
pasar a una gestión donde la probabilidad de rotura sea prácticamente nula (t= 3,56). Que<br />
incremento de coste tendría esta gestión respecto a la que se ha propuesto anteriormente?<br />
TIEMPO CONCEDIDO: 1 hora
SOLUCIÓ<br />
a)<br />
CL = 4 + 464 = 468 €/lot; CA = 0, 30 €/unitat;<br />
CS = 0,20 * 0,30 = 0,06 €/unitat-any 1/5200 €/unitat-dia<br />
2CL<br />
2*<br />
468<br />
El cicle òptim d'estocs seria T <br />
31,<br />
2 dies<br />
D*<br />
CP 5000/<br />
5200<br />
b)<br />
T = 6 dies; L = 3 dies.<br />
Es tracta d'un model d'aprovisionament periòdic (sistema P).<br />
ss t T L 1,<br />
96*<br />
300*<br />
S D(<br />
T L)<br />
ss 5000(<br />
6 3)<br />
1764<br />
46.<br />
764<br />
Q<br />
I<br />
mig<br />
max<br />
<br />
TD 6*<br />
5000 30.<br />
000<br />
6 3 1.<br />
764<br />
unitats<br />
unitats<br />
unitats<br />
S D*<br />
L 3,<br />
56<br />
L 46.<br />
764 5000*<br />
3<br />
3,<br />
56*<br />
300*<br />
5000*<br />
312 1<br />
<br />
K 468 0,<br />
2*<br />
0,<br />
3<br />
30000 1764<br />
25.<br />
314,<br />
84<br />
30000 2<br />
<br />
3 <br />
€ /<br />
33.<br />
614<br />
any<br />
unitats<br />
La regla de gestió serà: cada dilluns demanar la diferència entre 46764 unitats menys les<br />
que hi hagi en estoc.<br />
c) El canvi només afecta a l'estoc de seguretat; per tant l’increment de cost serà:<br />
ss ( 3,<br />
56 1,<br />
96)<br />
<br />
T L ( 3,<br />
56 1,<br />
96)<br />
* 300*<br />
K<br />
CP*<br />
ss<br />
0,<br />
06*<br />
1440 86,<br />
40<br />
€ /<br />
any<br />
6 3 1.<br />
440<br />
unitats
<strong>EXAMEN</strong><br />
Asignatura:<strong>DIRECCIÓ</strong> <strong>DE</strong> <strong>PRODUCCIÓ</strong> I OPERACIONS<br />
Cognoms: Nom: Grup:<br />
Julio 2008<br />
A la vista del siguiente Diagrama de actividades-tareas simultáneas de Persona y Máquina, en la hipótesis de<br />
una producción continuada de alto volumen de la pieza en cuestión, y con tiempos de Persona en actividad<br />
normal (100),<br />
PERSONA<br />
Sacarpiezaterminadadelamáquina<br />
procesadora t1<br />
Calibrar y medir profundidad de la<br />
pieza saliente<br />
t2<br />
Pulido y acabado manual de la pieza<br />
saliente<br />
Colocar en caja pieza acabada y<br />
recoger otra pieza a procesar t4<br />
Limpiar la máquina antes de colocar<br />
la nueva pieza. t5<br />
Colocar pieza entrante en máquina y<br />
poner en marcha t6<br />
INACTIVO<br />
t3<br />
TIEMPO<br />
(minutos)<br />
0,2<br />
0,4<br />
0,6<br />
0,8<br />
1,0<br />
1,2<br />
1,4<br />
1,6<br />
1,8<br />
2,0<br />
MÁQUINA<br />
INACTIVA<br />
Trabajando<br />
1º.- Para la situación representada y suponiendo que se repite “n” veces el ciclo representado,<br />
calcular: (Complete la tabla y presente los cálculos necesarios)<br />
cantidad Unidades cálculos<br />
Tiempo de ciclo:<br />
Saturación de la Persona:<br />
Utilización de la máquina:<br />
Producción horaria :<br />
2º.- Sólo por recombinación secuencial de las tareas de la Persona en cada ciclo, y sin eliminación y/o<br />
reducción de las mismas, proponer un método mejorado (distinguiendo tareas posibles con máquina en marcha y<br />
tareas a realizar con máquina parada), representarlo gráficamente a escala aprox. en la plantilla de diagrama de<br />
actividades simultáneas y calcular el nuevo el tiempo de ciclo, el grado de saturación de la Persona, el de<br />
utilización de la máquina y la producción horaria esperada.<br />
(Responda y presente los cálculos necesarios sobre plantillas ANEXO-I en el reverso)<br />
3º.- Teniendo en cuenta que el coste horario de la Persona es de 50 €/hora y el de la máquina es de 100<br />
€/hora. Sabiendo que se ha pactado con la Persona , desarrollar una actividad de 120?. Calcular en este caso y<br />
en base al método obtenido en la pregunta anterior, la variación en el coste por Unidad producida con<br />
respecto a la situación inicial (pregunta 1).
(Responda y presente los cálculos necesarios a continuación)<br />
Coste por Ud. ( € / Ud) :(1)<br />
Coste por Ud. ( € / Ud) :(3)<br />
% variación por Ud. :<br />
PLANTILLAS: ANEXO-I<br />
Persona Min. máquina Min.<br />
0,1 0,1<br />
0,2 0,2<br />
0,3 0,3<br />
0,4 0,4<br />
0,5 0,5<br />
0,6 0,6<br />
0,7 0,7<br />
0,8 0,8<br />
0,9 0,9<br />
1 1<br />
1,1 1,1<br />
1,2 1,2<br />
1,3 1,3<br />
1,4 1,4<br />
1,5 1,5<br />
1,6 1,6<br />
1,7 1,7<br />
1,8 1,8<br />
1,9 1,9<br />
2 2<br />
tiempo de ciclo :<br />
nivel saturación de la Persona :<br />
nivel utilización de la máquina:<br />
producción horaria esperada:<br />
TIEMPO CONCEDIDO: 45 minutos<br />
valor Uds/medida
RESOLUCIÓN:<br />
1º.valor<br />
Uds/medida<br />
tiempo de ciclo : 2 Min<br />
nivel saturación de la Persona : 0,6<br />
nivel utilización de la máquina: 0,4<br />
producción horaria esperada: 30 Uds/hr<br />
2.-<br />
3.-<br />
Persona Min. máquina Min.<br />
T1 0,1 inactiva 0,1<br />
inactiva<br />
T1 0,2<br />
0,2<br />
inactiva<br />
T5 0,3<br />
0,3<br />
inactiva<br />
T5 0,4<br />
0,4<br />
inactiva<br />
T6 0,5<br />
0,5<br />
inactiva<br />
0,6<br />
T6 0,6<br />
T2<br />
T2<br />
0,7<br />
0,8<br />
marcha<br />
marcha<br />
0,7<br />
0,8<br />
T3<br />
T3<br />
0,9<br />
1<br />
marcha<br />
marcha<br />
0,9<br />
1<br />
T4<br />
T4<br />
1,1<br />
1,2<br />
marcha<br />
marcha<br />
1,1<br />
1,2<br />
inactivo 1,3 marcha 1,3<br />
inactivo 1,4 marcha 1,4<br />
valor Uds/medida<br />
tiempo de ciclo : 1,4 Min<br />
nivel saturación de la Persona : 0,85<br />
nivel utilización de la máquina: 0,57<br />
producción horaria esperada: 42,85 Uds./hr.<br />
T.ciclo : 1,3 min<br />
(actividad =120) Producc/hora : 46,15 Uds/h<br />
ciclo manual a 120: 1,0 min<br />
Coste pieza (pregunta 1) : 5,00 €/ud.<br />
Coste pieza (pregunta 3) : 3,25 €/ud.<br />
(%) variación por Ud.: -35 %
<strong>EXAMEN</strong><br />
<strong>Assignatura</strong> : <strong>DIRECCIÓ</strong> <strong>DE</strong> <strong>PRODUCCIÓ</strong> I OPERACIONS I ENERO-08<br />
El Plan Maestro de la Sociedad de Productos Químicos i Reactivos (SPQR), fija las<br />
siguientes necesidades para los dos productos acabados que fabrica en las dos próximas<br />
semanas:<br />
Semana 1 Semana 2<br />
lunes 100 Kg de Yast-AB<br />
martes 100 Kg de Yast-AB<br />
miércoles 300 Kg de Xcolat<br />
jueves 100 Kg de Yast-AB<br />
viernes 300 Kg de Xcolat<br />
El stock inicial es de 300 Kg de Xcolat y 200 Kg de Yast-AB. No se ha fijado ningún<br />
stock mínimo para estos productos.<br />
El taller trabaja 3 turnos de 8h diarias de lunes a viernes, con un solo operario por turno.<br />
El procesos parte de cinco primeras materias:<br />
Materia Bromuro Carbonato Disolvente Eristow Fenolftaleína<br />
Unidad Kg Kg Litre Litre Litre<br />
Stock inicial 100 600 120 18 14<br />
Formato (*) Sacos de<br />
25 Kg<br />
Palets de<br />
100 Kg<br />
Bidones de<br />
200 litros<br />
Botellas<br />
de 1<br />
litro<br />
Garrafas<br />
de 5 litros<br />
Lead-time 3 días ( + ) 5 días 2 días 0 días 1 día<br />
Stock mínim 0 500 100 0 5<br />
(*) Formato en que los proveedores correspondientes traen el material. Se<br />
pueden comprar las unidades que convengan, pero siempre comprando sacos, bidones,<br />
etc completos.<br />
( + ) Según acuerdo con el proveedor de Bromuro, cada lunes a primera hora trae<br />
10 sacos; los días indicados son para los pedidos extra, si hacen falta.<br />
El proceso empieza con la fabricación de la Pasta en una mezcladora continua que tiene<br />
una producción de 50 Kg de pasta /hora y consume 30 Kg/h de Bromuro, 25 Kg/h de<br />
Carbonato y 2 litros/hora de disolvente. Mientras funciona, necesita que una persona<br />
esté permanentemente vigilándola, cargando los materiales y retirando la salida. No se<br />
ha fijado ningún stock mínimo para la Pasta, pero existe la norma de que cada martes se<br />
dedican 10 horas a fabricarla, y si hiciera falta más se pueden dedicar hasta 10 horas<br />
más los jueves. El stock inicial de pasta es de 350Kg.<br />
Para hacer el Xcolat se ha de cargar en un reactor batch 240 Kg de pasta y 1,5 litros<br />
d’Eristow (cosa que precisa 10 h de trabajo del operario), dejarlo reaccionando un<br />
tiempo y al final se obtienen 150 Kg de Xcolat; descargar y limpiar el reactor necesita
8h de trabajo del operario, que se hacen a última hora del día siguiente al de la carga.<br />
Cada semana se hacen dos lotes de Xcolat: uno que se carga el lunes a primera hora, se<br />
descarga martes por la tarde y el material está disponible el miércoles; el otro se carga el<br />
miércoles, se descarga el jueves y el material está disponible el viernes.<br />
El Yast-AB se fabrica en el mismo reactor, donde se han de poner 250 Kg de pasta y 2<br />
litros de Fenolfatleína para obtener 200 Kg de Yast-AB; cargar el reactor supone 12 h<br />
de trabajo y descargarlo y limpiarlo, 8 h. Cada semana se hace un lote que ocupa el<br />
viernes completo, de manera que el material está disponible a primera hora del lunes.<br />
a) Prepare el escandallo de materiales y de recursos para este proceso e indique los<br />
consumos unitarios.<br />
b) Determine el nivel en que está cada material y cada recurso en la estructura de<br />
producto. Que incompatibilidades de producción existen debido a la utilización de los<br />
mismos recursos para operaciones diferentes? Porqué la suma de los Kg que entran en<br />
cada operación es superior a la suma de los Kg que salen?<br />
c) Determine la evolución del stock de Xcolat y Yast-AB con la planificación indicada<br />
d) Calcule las necesidades de Pasta para las dos primeras semanas. Será necesario hacer<br />
alguna producción adicional los jueves?<br />
e) Planifique los aprovisionamientos y necesidades de recursos para las dos próximas<br />
semanas. Hay algún punto donde se produzca alguna situación conflictiva?<br />
Tiempo concedido: 1 HORA Y 30 MINUTOS
SOLUCIÓ<br />
a) Escandall:<br />
Producte Component/Recurs Per lot<br />
Consums<br />
Unitari<br />
Xcolat 150 Kg -<br />
Pasta 240 Kg 1,6 Kg P / Kg X<br />
Eristow 1,5 l 0,01 l E / Kg X<br />
Mà d’obra 10 + 8 h 0,12 h MO / Kg X<br />
Reactor 2 dies 0,32 dies / Kg X<br />
Yast-AB 200 Kg -<br />
Pasta 250 Kg 1,25 Kg P / Kg Y<br />
Fenolftaleïna 2 l 0,01 l F / Kg Y<br />
Mà d’obra 12 + 8 h 0,12 h MO / Kg Y<br />
Reactor 1 dies 0,005 dies / Kg Y<br />
Pasta 50 Kg/h -<br />
Bromur 30 Kg /h 0,6 Kg B / Kg P<br />
Carbonat 25 Kg/h 0,5 Kg B / Kg P<br />
Dissolvent 2 l /h 0,04 l D / Kg P<br />
Mà d’obra 1 h / h 0,02 h MO / Kg P<br />
Mescladora 1 h / h 0,02 h Mesc / Kg P<br />
b ) Nivells:<br />
Nivell Materials Recursos<br />
1 Xcolat, Yast-AB<br />
2 Pasta, Eristow, Fenolftaleïna, Reactor, Mà d’obra<br />
3 Bromur, Carbonat, Dissolvent Mescladora, Mà d’obra<br />
Incompatibilitats: No es poden fer Xcolat i Yast-AB alhora perquè comparteixen el<br />
reactor.<br />
La suma dels Kg que entren en una operació és superior als que surten perquè hi ha<br />
pèrdues de pes, sigui per causa de la reacció química, o de mermes.<br />
c) Planificació Productes acabats<br />
Com que la planificació del nivell 1 ja ens ve donada, només cal anotar els llançaments:<br />
Setmana 1 Setmana 2<br />
0 dll dmt dmc djs dvs dll dmt dmc djs dvs<br />
X NB 300 300<br />
St 300 300 300 450 450 300 300 300 150 150 300<br />
EP 150 150 150 150<br />
OL 150 0 150 0 0 150 0 150 0 0<br />
Y NB 100 100 100<br />
St 200 200 100 100 100 100 200 200 200 100 100<br />
EP 200<br />
OL 0 0 0 0 200 0 0 0 0 200
d) Pasta<br />
A nivell 2 la planificació serà per tant:<br />
Setmana 1 Setmana 2<br />
0 dll dmt dmc djs dvs dll dmt dmc djs dvs<br />
Pasta NB 240 0 240 0 250 240 0 240 0 250<br />
St 350 110 610 370 520 270 30 530 290 490 240<br />
EP 500 150 500 200<br />
OL 0 500 0 150 0 0 500 0 200 0<br />
E NB 1,5 0 1,5 0 0 1,5 0 1,5 0 0<br />
St 18 16,5 16,5 15 15 15 13,5 13,5 12 12 12<br />
EP<br />
OL 0 0 0 0 0 0 0 0 0 0<br />
F NB 0 0 0 0 2 0 0 0 2 0<br />
St 14 14 14 14 14 12 12 12 12 10 10<br />
EP<br />
OL 0 0 0 0 0 0 0 0 0 0<br />
e) Primeres matèries i recursos<br />
A nivell 3:<br />
Setmana 1 Setmana 2<br />
0 dll dmt dmc djs dvs dll dmt dmc djs dvs<br />
B NB 0 300 0 90 0 0 300 0 120 0<br />
St 100 350 50 50 10 10 260 10 10 15 15<br />
EP 250 50 250 50 125<br />
OL 50 0 0 50 0 125 0 0 0 0<br />
C NB 0 250 0 75 0 0 250 0 100 0<br />
St 600 600 350 350 275 275 575 525 525 425 425<br />
EP 300 200<br />
OL 300 200 0 0 0 0 0 0 0 0<br />
D NB 0 20 0 6 0 0 20 0 8 0<br />
St 120 120 100 100 194 194 194 174 174 166 166<br />
EP 100<br />
OL 0 100 0 0 0 0 0 0 0 0<br />
I finalment els recursos:<br />
Setmana 1 Setmana 2<br />
0 dll dmt dmc djs dvs dll dmt dmc djs dvs<br />
Reactor NB X X X X Y X X X X Y<br />
Mescladora NB 0 10 0 3 0 0 10 0 4 0<br />
MO NB 10 18 10 11 20 10 18 10 32 0<br />
Situacions més o menys conflictives:<br />
1.- Cal dedicar 3h a fer pasta (150 Kg) el dijous de la 1a setmana. Al dijous de<br />
la 2a setmana, aparentment no cal, però s’ha previst fer-ne 200 Kg (4 h) pel<br />
consum que hi haurà dilluns següent (240 Kg)<br />
2.- Cal fer 3 comandes extra de Bromur<br />
3.- El Carbonat està tota la setmana 1 per sota de l’estoc mínim, i cal fer una<br />
comanda urgent.
Dipone de 1 hora para contestar, de forma razonada y concreta las siguientes preguntas<br />
y/o afirmaciones.<br />
Se debe contestar en el espacio disponible a continuación de cada pregunta. No se<br />
entregará (y por tanto no se recogerá) ninguna hoja adicional. Si necesitara espacio<br />
adicional para realizar cálculos, dispone del dorso de la hoja.<br />
1. En gestión de stocks, ¿siempre necesitamos stock de seguridad?. Razone su<br />
respuesta.<br />
No es cierto. Sólo lo necesitaremos cuando alguno de los parámetros básicos (demanda<br />
o plazo de reaprovisionamiento) sea variable<br />
2. Si el plazo de reaprovisionamiento es variable, ¿Qué sistema (o sistemas)<br />
utilizaremos?<br />
Podemos utilizar tanto el Sistema Q como el Sistema P. El único método que podemos<br />
descartar el el método Wilson, que requiere que todos los parámetros básicos sean<br />
constantes.<br />
3. Dados los siguientes datos, formule la función de costes pertinente:<br />
Cl: coste de lanzamiento = 15 €/pedido<br />
Cs: coste de almacenamiento: = 0,50 €/unidad*día<br />
Cf: coste financiero = 5% diario sobre el valor del stock<br />
valor de stock: incluye los costes de adquisición, de lanzamiento y el de<br />
empleado (Ca, Cl y Ce)<br />
Ce: coste de empleado = 40.000 €/año<br />
Ca: coste de adquisición = 2 €/unidad<br />
Demanda: sigue una distribución Normal de media 100 unidades/día y varianza<br />
9 unidades 2 / dia 2<br />
l: plazo de reaprovisionamiento = 2 días<br />
θ: período de gestión = 1 año = 12 meses = 360 días<br />
β: calidad de gestión de stocks = 3%<br />
t: valor (en Normal centrada y reducida) con una probabilidad 0,97 = 1,88<br />
N 1<br />
1<br />
Cl Ce<br />
CaN Cl (<br />
Q SS)<br />
Cs * 360 ( Q SS)<br />
* ( Ca ) * Cf * 360<br />
Q 2<br />
2<br />
Q N<br />
Ce
4. Partiendo de los datos de la pregunta anterior, ¿cuál sería el lote óptimo (o lote<br />
económico) en cada uno de los siguientes casos? No hace falta calcularlo, solo<br />
dejarlo indicado en función de los parámetros existentes.<br />
a. Si lo solucionamos por método Wilson<br />
No tiene sentido aplicarlo, ya que la demanda es variable, por tanto, no podemos<br />
palicar Metodo Wilson<br />
0<br />
1<br />
360(<br />
Cs<br />
2<br />
Q<br />
Q<br />
O<br />
b. Si lo solucionamos según un Sistema Q<br />
ClN<br />
2<br />
Q<br />
CaCf<br />
2Cl(<br />
N<br />
360 * ( Cs<br />
1<br />
Cs * 360<br />
2<br />
Ce<br />
Cf )<br />
N<br />
Cl(<br />
N<br />
SSCf * 360)<br />
Ce<br />
CaCf Cf )<br />
N<br />
1<br />
CaCf<br />
2<br />
SSCf<br />
2<br />
Q<br />
* 360<br />
* 360)<br />
1 Ce<br />
Cf<br />
2 N<br />
c. Si lo solucionamos según un Sistema P<br />
* 360<br />
SSClCf<br />
Q<br />
2<br />
* 360<br />
Exactamente igual que en el apartado anterior, ya que el lote óptimo depende de la<br />
función de costes que tengamos, no del sistema de resolución escogido<br />
5. Si el plazo de reaprovisionamiento es constante e inmediato, ¿podemos afirmar<br />
que nunca necesitaremos stock de seguridad? Razonar la respuesta<br />
Sólo en dos casos:<br />
- Si la demanda también es constante (M. WILSON)<br />
- Si, siendo la demanda variable, aplicamos un Sistema Q (puesto que el período<br />
de incertidumbre a cubrir por el SS es igual a l, por tanto, es cero, con lo que<br />
podemos afirmar que no se necesita SS). En el Sistema P lo necesitaremos<br />
siempre, puesto que ademas de l, se debe cubrir también el Intervalo entre<br />
Pedidos.<br />
6. El sistema Q siempre es más barato que el Sistema P, independientemente de la<br />
función de costes asociada. ¿Verdadero o falso?. Razone su respuesta<br />
No es cierto. Sólo podemos afirmarlo si estamos ante una misma función de costes.<br />
Dos funciones de costes distintas, son dos situaciones diferentes que se deben analizar<br />
(independientemente del modelo de resolución) por separado y hasta el final.<br />
0
7. Dados los siguientes datos, formule la función de costes pertinente:<br />
Cl: coste de lanzamiento = 15 €/pedido<br />
Cs: coste de almacenamiento: = 0,50 €/unidad*día<br />
Ce: coste de empleado = 40.000 €/año<br />
Ca: coste de adquisición = 2 €/unidad<br />
Demanda: sigue una distribución Normal de media 100 unidades/día y varianza<br />
9 unidades 2 / dia 2<br />
l: plazo de reaprovisionamiento = 2 días<br />
θ: período de gestión = 1 año = 12 meses = 360 días<br />
β: calidad de gestión de stocks = 3%<br />
t: valor (en Normal centrada y reducida) con una probabilidad 0,97 = 1,88<br />
N 1<br />
CaN Cl ( Q SS)<br />
Cs * 360<br />
Q 2<br />
8. Partiendo de los datos de la pregunta anterior, ¿cuál sería el lote óptimo (o lote<br />
económico) en cada uno de los siguientes casos? En este caso sí se debe calcular<br />
su valor concreto en unidades físicas. Mostrar los pasos realizados. No se<br />
considerarán correctas las respuestas que se basen en una “fórmula” de lote<br />
óptimo sin estar ligadas a su origen.<br />
a. Si lo solucionamos por método Wilson<br />
Ce<br />
No tiene sentido, puesto que la demanda es variable<br />
0<br />
1<br />
Cs*<br />
360<br />
2<br />
Q<br />
Q<br />
O<br />
b. Si lo solucionamos según un Sistema Q<br />
ClN<br />
2<br />
Q<br />
ClN<br />
2<br />
Q<br />
2ClN<br />
Cs*<br />
360<br />
1<br />
Cs*<br />
360<br />
2<br />
0<br />
2*<br />
15*<br />
( 100 * 360)<br />
0,<br />
50 * 360<br />
1080000<br />
180<br />
c. Si lo solucionamos según un Sistema P<br />
6000<br />
Exactamente igual que en el apartado anterior (b) = 54,73 u.f.<br />
77,<br />
45u.<br />
f .
9. ¿Cómo introduciría los stocks reservados si desease resolver un MRP<br />
empleando el aplicativo WinQSB?<br />
Conjuntamente con el SS (sumándolo al mismo)<br />
10. ¿Cuál sería el valor del lote óptimo (en unidades físicas) de la pregunta 4<br />
(resolver sólo el apartado (b) de dicha pregunta)?<br />
Como depende del SS, el valor (en unidades físicas) del lote óptimo, será distinto en los<br />
apartados b y c, puesto que depende del SS, y este siempre será mayor en el Sistema P.<br />
(b) Necesitamos calcular primero el PUNTO <strong>DE</strong> PEDIDO para poder calcular el SS<br />
t<br />
SS<br />
Q<br />
Q<br />
O<br />
O<br />
PC<br />
PC<br />
2<br />
* l<br />
* l<br />
D * l<br />
2Cl<br />
( N<br />
360 * ( Cs<br />
1,<br />
88<br />
PC<br />
207,<br />
97<br />
3<br />
100 * 2<br />
2<br />
* 2<br />
100 * 2<br />
SSCf * 360)<br />
Ce<br />
CaCf Cf )<br />
N<br />
7,<br />
97<br />
PC<br />
2*<br />
15*<br />
( 100 * 360 7,<br />
97 * 0,<br />
05*<br />
360)<br />
360 * ( 0,<br />
5 2*<br />
0,<br />
05<br />
40000<br />
0,<br />
05)<br />
100 * 360<br />
207,<br />
97u.<br />
f .<br />
1084303,<br />
8<br />
235,<br />
99<br />
67,<br />
78u.<br />
f .