X - Ariel Corporation
X - Ariel Corporation
X - Ariel Corporation

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
ARIEL<br />
Compresores de cilindros<br />
opuestos equilibrados para<br />
trabajo pesado<br />
MANUAL TECNICO<br />
para los modelos:<br />
JGK y JGT<br />
ARIEL CORPORATION<br />
35 BLACKJACK ROAD, MOUNT VERNON, OHIO 43050<br />
TELEFONO: 740-397-0311 FAX: 740-397-3856<br />
VISITE NUESTRA PAGINA WEB: www.arielcorp.com<br />
REV: 10/98
The English edition of the <strong>Ariel</strong> Technical Manual is more recent<br />
than this translation. If you want to contract a more recent<br />
translation, contact your packager or <strong>Ariel</strong> <strong>Corporation</strong> for<br />
details.<br />
Portuguese<br />
A edição inglesa do manual técnico de <strong>Ariel</strong> é mais recente do<br />
que esta tradução. Se você quiser contrair uma tradução mais<br />
recente, contate seu packager ou <strong>Ariel</strong> <strong>Corporation</strong> para<br />
detalhes.<br />
Spanish<br />
La edición inglesa del manual técnico de <strong>Ariel</strong> es más reciente<br />
que esta traducción. Si usted desea contraer una traducción<br />
más reciente, entre en contacto con su embalador o <strong>Ariel</strong><br />
<strong>Corporation</strong> para los detalles.<br />
French<br />
L'édition en anglais du manuel technique d'<strong>Ariel</strong> est plus récente<br />
que cette traduction. Si vous voulez contracter une traduction<br />
plus récente, contactez votre emballeur ou société d'<strong>Ariel</strong> pour<br />
des détails.<br />
Italian<br />
L'edizione inglese del manuale tecnico di <strong>Ariel</strong> è più recente di<br />
questa traduzione. Se desiderate contrarre una traduzione più<br />
recente, mettasi in contatto con il vostro imballatore o società di<br />
<strong>Ariel</strong> per i particolari.<br />
Russian<br />
Английский вариант руководства <strong>Ariel</strong> технически недавне<br />
чем этот перевод. Если вы хотите заключить контракт более<br />
недавний перевод, то свяжитесь ваши packager или Ариел<br />
Корпорация для деталей.
!<br />
PRECAUCION<br />
LAS UNIDADES DE COMPRESOR DE GAS SON PIEZAS<br />
COMPLICADAS Y PELIGROSAS DE EQUIPO, SI USTED<br />
NO ESTA COMPLETAMENTE CAPACITADO Y<br />
FAMILIARIZADO CON SUS OPERACIONES.<br />
ANTES DE PONER EN MARCHA LA UNIDAD:<br />
CONOZCA LA UNIDAD.<br />
¡LEA Y ESTUDIE CUIDADOSAMENTE LA INFORMACION<br />
SOBRE EL ENCENDIDO Y APAGADO PARA AMBOS,<br />
PAQUETE Y COMPRESOR!<br />
¡UNA MEZCLA DE GAS/AIRE BAJO PRESION PUEDE<br />
EXPLOTAR¡ LO CUAL PUEDE OCASIONARLES SERIAS<br />
HERIDAS E INCLUSIVE MATARLO. ASEGURESE DE QUE<br />
EL COMPRESOR ESTA SUFICIENTEMENTE PURGADO DE<br />
CUALQUIER MEZCLA EXPLOSIVA ANTES DE<br />
CARGARLO.<br />
INICIE EL PROCEDIMIENTO DE ARRANQUE APROPIADO<br />
DESPUES DE HABER COMPLETADO LO INDICADO<br />
ARRIBA.<br />
!<br />
PRECAUCION<br />
NO TRATE DE ARRANCAR LA UNIDAD SIN ANTES LEER<br />
LA SECCION 3: ARRANQUE, EN ESTE MANUAL. ADEMAS<br />
ES ESENCIAL CONSULTAR EL MANUAL DE OPERACION<br />
DEL ENSAMBLADOR.
PARA MODELOS JGK Y JGT<br />
Indice<br />
Especificaciones y Datos de Diseño ................................................. 1-1<br />
Generalidades ........................................................................................................ 1-1<br />
Especificaciones ..................................................................................................... 1-2<br />
Información sobre el producto y placas de seguridad ........................................... 1-4<br />
Importante información de seguridad .............................................................. 1-5<br />
Espacios Libres ...................................................................................................... 1-9<br />
Tolerancias laterales de los Anillos de Empaquetadura, Anillos<br />
de Pistón y Bandas de Desgaste ............................................................... 1-10<br />
Par de apriete de los sujetadores ......................................................................... 1-13<br />
Procedimientos de apriete ................................................................................ 1-17<br />
Empernado según <strong>Ariel</strong> ......................................................................................... 1-20<br />
Instrumentación Opcional de Temperatura del Cojinete Principal - Alarma<br />
y Paro ......................................................................................................... 1-22<br />
Válvula de Temperatura Amot 4103 ............................................................... 1-22<br />
Calibración de los Instrumentos Eléctricos ..................................................... 1-22<br />
Instalación .......................................................................................... 2-1<br />
Generalidades ........................................................................................................ 2-1<br />
Procedimientos para el emplazamiento y la alineación ......................................... 2-1<br />
Emplazamiento ................................................................................................. 2-2<br />
Alineación .......................................................................................................... 2-2<br />
Tubos de ventilación y de vaciado ......................................................................... 2-3<br />
Arranque ............................................................................................. 3-1<br />
Generalidades ........................................................................................................ 3-1<br />
Lista de comprobación de arranque ....................................................................... 3-2<br />
Presión de trabajo máxima permitida ..................................................................... 3-6<br />
Ajuste de las válvulas de seguridad ........................................................................ 3-7<br />
Llenado del depósito y cebado del sistema de aceite lubricante<br />
principal - antes del arranque ...................................................................... 3-8<br />
Llenado del depósito de aceite ......................................................................... 3-8<br />
Cebado - Sistema de aceite lubricante principal ............................................ 3-8<br />
Ajuste del lubricador a presión .............................................................................. 3-8<br />
Lubricación y Ventilación .................................................................. 4-1<br />
Generalidades ........................................................................................................ 4-1<br />
Aceites a Base de Petróleo - conocidos también como aceites minerales ....... 4-2<br />
Grasa animal .................................................................................................... 4-2<br />
Aceites vegetales ............................................................................................. 4-3<br />
Lubricantes sintéticos ....................................................................................... 4-3<br />
Lubricantes para la carcasa del compresor ........................................................... 4-4<br />
Requerimientos de lubricación de los cilindros y empaquetaduras ...................... 4-5<br />
10/98 PAGINA i
PARA MODELOS JGK Y JGT<br />
Sistema de lubricación a presión - Descripción ....................................................4-9<br />
Ajuste del lubricador a presión .........................................................................4-9<br />
Acoples de escape y discos de ruptura ..........................................................4-10<br />
Válvulas divisoras .................................................................................................4-11<br />
Descripción ......................................................................................................4-12<br />
Interruptor temporizado electrónico estándar por falta de flujo<br />
del lubricador - DNFT .................................................................................4-12<br />
Interruptor neumático opcional por falta de flujo del lubricador .......................4-13<br />
Instrucciones para el armado ...........................................................................4-14<br />
Funcionamiento ...............................................................................................4-14<br />
Sistema de lubricación a presión y condiciones de funcionamiento .....................4-17<br />
Sistema de lubricación a presión .....................................................................4-17<br />
Condiciones de funcionamiento .......................................................................4-17<br />
Sistema de lubricación de la carcasa - Descripción ..............................................4-19<br />
Colador de aceite lubricante, filtro e instrucciones<br />
para la instalación del filtro .........................................................................4-21<br />
Colador de aceite lubricante ............................................................................4-21<br />
Filtro de aceite lubricante JGK/2/4 y JGT/2/4 ..................................................4-21<br />
Instrucciones para la instalación del elemento de filtro<br />
JGK/2/4 y JGT/2/4 ......................................................................................4-21<br />
Filtro de aceite lubricante JGK/6 y JGT/6 ........................................................4-21<br />
Instrucciones para la instalación del elemento de filtro<br />
JGK/6 y JGT/6 ............................................................................................4-21<br />
Bomba de aceite lubricante y presión de aceite lubricante - JGK/2/4<br />
y JGT/2/4 ....................................................................................................4-22<br />
Descripción y ajuste - JGK/2/4 y JGT/2/4 .......................................................4-22<br />
Descripción y ajuste - JGK/2/4 y JGT/2/4 .......................................................4-22<br />
Bomba de aceite lubricante y presión de aceite lubricante - JGK/6 y JGT/6 ........4-23<br />
Descripción y ajuste - JGK/6 y JGT/6 .............................................................4-23<br />
Presión del aceite lubricante - JGK/6 y JGT/6 ................................................4-23<br />
Interruptor de parada por baja presión de aceite .................................................4-24<br />
Mantenimiento .................................................................................... 5-1<br />
Introducción general ...............................................................................................5-1<br />
Biela - Extracción ....................................................................................................5-2<br />
Extracción e instalación del cojinete del muñón del cigüeñal y el buje<br />
de la biela ....................................................................................................5-3<br />
Cojinete del muñón del cigüeñal ........................................................................5-3<br />
Buje de la biela ..................................................................................................5-3<br />
Biela - Instalación ....................................................................................................5-4<br />
Cruceta - Extracción ..............................................................................................5-5<br />
Cruceta - Instalación ...............................................................................................5-7<br />
Cigüeñal - Extracción ..............................................................................................5-9<br />
Cigüeñal - Dispersador de aceite .........................................................................5-12<br />
Extracción ........................................................................................................5-12<br />
Instalación .......................................................................................................5-12<br />
PAGINA ii 10/98
PARA MODELOS JGK Y JGT<br />
Cigüeñal - Piñón de la cadena .............................................................................. 5-13<br />
Extracción ....................................................................................................... 5-13<br />
Instalación ....................................................................................................... 5-13<br />
Cojinetes Principales - Extracción e Instalación ................................................... 5-13<br />
Cigüeñal - Instalación ........................................................................................... 5-14<br />
Sistema de accionamiento por cadena ................................................................ 5-15<br />
Descripción - JGK/2/4 y JGT/2/4 ..................................................................... 5-15<br />
Descripción - JGK/6 y JGT/6 ........................................................................... 5-16<br />
Ajuste de la cadena ......................................................................................... 5-17<br />
Reemplazo de la cadena y el piñón ................................................................ 5-17<br />
Reemplazo de los piñones del tensor de la cadena - (Regulación de las<br />
tapas excéntricas) ...................................................................................... 5-18<br />
Reemplazo del piñón de la cadena de la bomba de aceite lubricante ............ 5-20<br />
Reemplazo del piñón de la cadena del lubricador a presión - JGK/2/4<br />
y JGT/2/4 (Anillo de ajuste y chaveta) ....................................................... 5-21<br />
Reemplazo del piñón de la cadena del lubricador a presión - JGK/6<br />
y JGT/6 (Acople Fenner) ........................................................................... 5-23<br />
Pistón y Vástago - Extracción .............................................................................. 5-24<br />
Pistón y Vástago - Desarmado y Armado ............................................................ 5-25<br />
Desarmado ...................................................................................................... 5-25<br />
Armado ............................................................................................................ 5-25<br />
Pistón y Vástago - Instalación .............................................................................. 5-28<br />
Desviación del vástago del pistón ....................................................................... 5-30<br />
Anillos del Pistón .................................................................................................. 5-31<br />
Determinación del desgaste de los anillos ..................................................... 5-31<br />
Extracción ....................................................................................................... 5-31<br />
Bandas de Desgaste ............................................................................................ 5-31<br />
Determinación del desgaste de la banda de desgaste ................................... 5-32<br />
Anillos del Pistón - Instalación .............................................................................. 5-32<br />
Banda de Desgaste - Instalación .......................................................................... 5-32<br />
Empaquetadura de presión del vástago del pistón - Extracción ......................... 5-32<br />
Empaquetadura del vástago del pistón - Ensamblado ........................................ 5-33<br />
Tipos de anillos de empaquetadura del vástago del pistón .................................. 5-35<br />
Ruptura de presión Tipo “P” ........................................................................... 5-35<br />
Juego de anillos de acción sencilla tipo “BTR” ............................................. 5-35<br />
Juego de anillos de acción doble tipo “BD” .................................................. 5-36<br />
Juego de anillos limpiadores de aceite tipo “3RWS” ................................... 5-36<br />
Juego de anillos de acción doble tipo “WAT” ............................................... 5-37<br />
Juego de anillos de acción doble tipo “AL” ................................................... 5-37<br />
Configuración de los anillos de empaquetadura del vástago del pistón ............. 5-38<br />
Material del anillo de empaquetadura del vástago del pistón ............................. 5-38<br />
Válvulas ................................................................................................................ 5-39<br />
Válvulas - Extracción ....................................................................................... 5-39<br />
Válvulas - Mantenimiento ................................................................................ 5-40<br />
Válvulas - Armado ........................................................................................... 5-40<br />
Apriete de los pernos para tapas de válvulas ...................................................... 5-42<br />
VVCP - Descargador de volumen variable del extremo del cabezal .................... 5-43<br />
Desacople ....................................................................................................... 5-43<br />
Desarmado ..................................................................................................... 5-43<br />
Mantenimiento ................................................................................................. 5-44<br />
Ajustes ............................................................................................................ 5-45<br />
10/98 PAGINA iii
PARA MODELOS JGK Y JGT<br />
Asistencia Técnica ............................................................................ 6-1<br />
Intervalos de mantenimiento recomendados .........................................................6-1<br />
Diario .................................................................................................................6-1<br />
Mensual (Además de los requerimientos diarios) ...........................................6-2<br />
Cada 6 Meses ó 4000 Horas (Además de los requerimientos<br />
diarios/mensuales) ......................................................................................6-2<br />
Anual u 8,000 Horas (Además de los requerimientos<br />
diarios/mensuales/6 meses) ........................................................................6-3<br />
Cada 2 años ó 16,000 horas (Además de los requerimientos<br />
diarios/mensuales/6 meses/anuales) ..........................................................6-4<br />
Cada 4 años ó 32,000 horas (Además de los requerimientos<br />
diarios/mensuales/6 meses/anuales/2 años) ..............................................6-4<br />
Cada 6 años ó 48,000 horas (Además de los requerimientos<br />
diarios/mensuales/6 meses/anuales/2/4 años) ...........................................6-4<br />
Localización de averías ..........................................................................................6-5<br />
Apéndices ........................................................................................ 7-1<br />
Herramientas de <strong>Ariel</strong> .............................................................................................7-1<br />
Herramientas suministradas por <strong>Ariel</strong> ...............................................................7-1<br />
Herramientas opcionales de <strong>Ariel</strong> .....................................................................7-2<br />
Herramientas estándar ...........................................................................................7-4<br />
Términos, Abreviaturas y Conversiones al Sistema Métrico SI .......................................7-5<br />
Superficie ...........................................................................................................7-5<br />
Flujo - Gas .........................................................................................................7-5<br />
Flujo - Líquido ....................................................................................................7-5<br />
Fuerza ...............................................................................................................7-5<br />
Calor ..................................................................................................................7-5<br />
Longitud .............................................................................................................7-5<br />
Masa ..................................................................................................................7-5<br />
Momento o Par de Fuerza..................................................................................7-5<br />
Potencia .........................................................................................................................................7-6<br />
Presión o Esfuerzo ............................................................................................7-6<br />
Velocidad ...........................................................................................................7-6<br />
Temperatura ......................................................................................................7-6<br />
Tiempo ...............................................................................................................7-6<br />
Viscosidad .........................................................................................................7-6<br />
Volumen ............................................................................................................7-6<br />
Otras Abreviaturas .............................................................................................7-7<br />
Cursos Técnicos y de Servicio Sobre Compresores <strong>Ariel</strong> ......................................7-8<br />
Números Telefónicos y de Fax de <strong>Ariel</strong> ..................................................................7-8<br />
PAGINA iv 10/98
PARA MODELOS JGK Y JGT<br />
SECCION 1 - ESPECIFICACIONES Y DATOS DE DISEÑO<br />
Generalidades<br />
Los compresores <strong>Ariel</strong> están diseñados para facilitar el funcionamiento y el mantenimiento.<br />
La experiencia ha demostrado que un compresor <strong>Ariel</strong> normalmente proporcionará muchos<br />
años de funcionamiento satisfactorio con un mínimo de mantenimiento apropiado.<br />
Mientras los compresores <strong>Ariel</strong> comparten muchas similitudes, cada modelo tiene aspectos<br />
que son exclusivos de un tipo en particular. Si Ud. como operador está familiarizado con los<br />
compresores <strong>Ariel</strong>, todavía es de suma importancia que lea detenidamente este manual<br />
para determinar las diferencias. Si Ud. no está familiarizado con los compresores <strong>Ariel</strong> es<br />
crítico que se familiarice con este manual antes de hacer funcionar el compresor.<br />
Este manual está diseñado para proveer información sobre la instalación, arranque,<br />
funcionamiento y mantenimiento de un compresor JGK o JGT. Ante cualquier duda<br />
rogamos contactar al proveedor que ensambló el conjunto. Si ellos no pueden dar una<br />
solución, se comunicarán con <strong>Ariel</strong> <strong>Corporation</strong>. Si Ud. lo prefiere, puede contactarse<br />
directamente con <strong>Ariel</strong>.<br />
Este manual provee especificaciones de diseño para equipo estándar de producción<br />
corriente a la fecha de la publicación. No exceda las clasificaciones nominales de las placas<br />
de información para un compresor particular.<br />
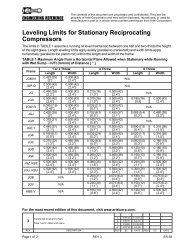
La ubicación de los brazos del cigüeñal y los datos indicados en las placas de información<br />
son muy importante cuando se llame a la fábrica para consultar acerca de un compresor<br />
<strong>Ariel</strong>.<br />
Frente del motor de combustión/motor impulsor<br />
Placa de<br />
información<br />
#2<br />
#4<br />
#6<br />
FIGURA 1-1: UBICACION TIPICA DE LA NUMERACION DE LOS BRAZOS DEL<br />
CIGÜEÑAL DEL COMPRESOR Y PLACA DE INFORMACION<br />
10/98 PAGINA 1 - 1<br />
#1<br />
#3<br />
#5<br />
Frente auxiliar
PARA MODELOS JGK Y JGT SECCION 1 - ESPECIFICACIONES Y DATOS DE DISEÑO<br />
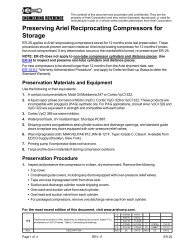
Especificaciones<br />
FIGURA 1-2: VISTA DEL FRENTE AUXILIAR<br />
TABLA 1-1: ESPECIFICACIONES DE LA CARCASA JGK<br />
MODELO JGK/2 JGK/4 JGK/6<br />
Carrera, pulgadas (mm) 5-1/2 (139.7) 5-1/2 (139.7) 5-1/2 (139.7)<br />
Velocidad, RPM Hasta 1200 Hasta 1200 Hasta 1200<br />
Velocidad del pistón, pies/minuto (m/s) Hasta 1100 (5.6) Hasta 1100 (5.6) Hasta 1100 (5.6)<br />
Número de brazos 2 4 6<br />
Potencia, hp (kW) Hasta 1270 (947) Hasta 2540 (1894) Hasta 3810 (2841)<br />
Altura - Base hasta l.c del cigüeñal, pul (mm) 17 (431.8) 17 (431.8) 17 (431.8)<br />
l.c. a l.c. de biela, pulg (mm) 13.75 (349.25) 13.75 (349.25) 13.75 (349.25)<br />
Ancho máximo, pulg (m) 157 (3.99) 157 (3.99) 157 (3.99)<br />
Largo máximo, pulg (m) 57 (1.45) 101 (2.57) 140.5 (3.57)<br />
Peso aprox. con cilindros, lbs (kg) 10,000 (4540) 21,000 (9530) 31,000 (14 075)<br />
Capacidad de la bomba de aceite, gal/in (l/s) 14 (0.88) 25 (1.6) 44 (2.8)<br />
Eliminación de calor del aceite, BU/hr (J/s) 20,000 (5900) 34,000 (10 000) 51,000 (15 000)<br />
Capacidad del depósito de aceite, galones US (l) 15 (57) 37 (140) 56 (212)<br />
Diámetro del vástago del pistón, pulg (mm) 2.000 (50.80) 2.000 (50.80) 2.000 (50.80)<br />
Carga del vástago interno - acción doble<br />
Compresión + Tensión, lbf (kN) 74,000 (329) 74,000 (329) 74,000 (329)<br />
Tensión, lbf (kN) 37,000 (165) 37,000 (165) 37,000 (165)<br />
Compresión, lbf. (kN) 40,000 (178) 40,000 (178) 40,000 (178)<br />
Carga del vástago interno - acción sencilla<br />
Tensión, lbf. (kN) 37,000 (165) 37,000 (165) 37,000 (165)<br />
PAGINA 1 - 2 10/98
PARA MODELOS JGK Y JGT SECCION 1 - ESPECIFICACIONES Y DATOS DE DISEÑO<br />
TABLA 1-2: ESPECIFICACIONES DE LA CARCASA JGT<br />
MODELO JGT/2 JGT/4 JGT/6<br />
Carrera, pulgadas (mm) 4-1/2 (114.3) 4-1/2 (114.3) 4-1/2 (114.3)<br />
Velocidad, rpm Hasta 1500 Hasta 1500 Hasta 1500<br />
Velocidad del pistón, pies/m (m/s) Hasta 1125 (5.7) Hasta 1125 (5.7) Hasta 1125 (5.7)<br />
Número de brazos 2 4 6<br />
Potencia, hp (kW) Hasta 1300 (970) Hasta 2600 (1940) Hasta 3900 (2910)<br />
Altura - Base hasta l, pulg (mm).c. del cigüeñal 17 (431.8) 17 (431.8) 17 (431.8)<br />
l.c a l.c de biela, pulg (m) 13.75 (349.25) 13.75 (349.25) 13.75 (349.25)<br />
Ancho máximo, pulg (m) 157 (3.99) 157 (3.99) 157 (3.99)<br />
Largo máximo, pulg (m) 57 (1.45) 101 (2.57) 140.5 (3.57)<br />
Peso aprox. con cilindros, lbs (kg) 10,000 (4540) 21,000 (9530) 31,000 (14 075)<br />
Capacidad de la bomba de aceite, gal/min (l/s) 14 (0.88) 25 (1.6) 55 (3.465)<br />
Eliminación del calor del aceite, BTU/hr. (J/s) 20,000 (5900) 34,000 (10 000) 54,600 (16 000)<br />
Capacidad del depósito de aceite, galones US (l) 15 (57) 37 (140) 56 (212)<br />
Diámetro de biela de pistón, pulg (mm) 2.000 (50.80) 2.000 (50.80) 2.000 (50.80)<br />
Carga del Vástago Interno - Acción Doble<br />
Compresión + tensión, lbf (kN) 74,000 (329) 74,000 (329) 74,000 (329)<br />
Tensión, lbf. (kN) 37,000 (165) 37,000 (165) 37,000 (165)<br />
Compresión, lbf. (kN) 40,000 (178) 40,000 (178) 40,000 (178)<br />
Carga del Vástago Interno - Acción Sencilla<br />
Tensión, lbf. (kN) 37,000 (165) 37,000 (165) 37,000 (165)<br />
10/98 PAGINA 1 - 3
PARA MODELOS JGK Y JGT SECCION 1 - ESPECIFICACIONES Y DATOS DE DISEÑO<br />
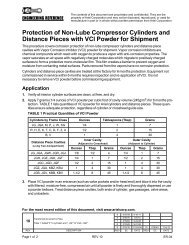
Información sobre el producto y placas de seguridad<br />
FIGURA 1-3: CUBIERTA SUPERIOR<br />
Cubierta superior<br />
Placa indicadora del sentido<br />
de rotación ubicada en el<br />
extremo de transmisión<br />
PLACA CON<br />
LOGOTIPO Y<br />
DIRECCION DE ARIEL<br />
Placa de información: Modelo,<br />
no. de serie de la carcasa,<br />
carrera, velocidad máxima y<br />
mínima, carga máxima en el<br />
vástago, fecha de embarque de<br />
<strong>Ariel</strong>, presión normal del aceite<br />
lubricante, parada por baja<br />
presión y temperatura máxima<br />
del aceite lubricante.<br />
PLACAS DE<br />
INFORMACION<br />
IMPORTANTE DE<br />
SEGURIDAD<br />
Vea las página 1-5.<br />
Placa del filtro de aceite<br />
con instrucciones de<br />
instalación. (Vea las<br />
página 4-21)<br />
PAGINA 1 - 4 10/98
PARA MODELOS JGK Y JGT SECCION 1 - ESPECIFICACIONES Y DATOS DE DISEÑO<br />
Importante información de seguridad<br />
!<br />
PRECAUCION<br />
SE PODRÍAN CAUSAR GRAVES LESIONES<br />
PERSONALES Y DAÑOS MATERIALES SI NO SE<br />
DESCARGA COMPLETAMENTE LA PRESION DEL<br />
SISTEMA ANTES DE AFLOJAR LOS PERNOS EN<br />
LAS BRIDAS, CULATAS, TAPAS DE VÁLVULAS O<br />
EMPAQUETADURA. ANTES DE HACER CUALQUIER TRABAJO<br />
DE MANTENIMIENTO, CONSULTE EL MANUAL TÉCNICO DE ARIEL.<br />
!<br />
PRECAUCION<br />
SE PODRIAN CAUSAR GRAVES LESIONES<br />
PERSONALES Y DAÑOS MATERIALES SI LAS VALVULAS<br />
DE ASPIRACION Y DESCARGA NO SE INSTALAN EN SU<br />
LUGAR CORRECTO.<br />
!<br />
PRECAUCION<br />
EL RUIDO PRODUCIDO POR LA MAQUINARIA DE<br />
PISTONES PUEDE CAUSAR LESIONES A LOS OIDOS.<br />
VER LA INFORMACION DEL ENSAMBLADOR PARA<br />
AVERIGUAR CUALQUIER RECOMENDACION AL<br />
RESPECTO. USAR PROTECCION DE LOS OIDOS<br />
CUANDO EL EQUIPO ESTA FUNCIONANDO.<br />
!<br />
PRECAUCION<br />
LAS TEMPERATURAS DEL GAS CALIENTE<br />
ESPECIALMENTE LAS AREAS DE DESCARGA DE LOS<br />
CILINDROS, EL ACEITE A 190°F (88°C) Y LAS AREAS DE<br />
MUCHA FRICCION PODRIAN CAUSAR GRAVES<br />
QUEMADURAS. USAR ROPAS AISLADORAS AL<br />
TRABAJAR CERCA DE ESTAS AREAS. APAGAR LA<br />
UNIDAD Y DEJAR QUE SE ENFRIE ANTES DE HACER<br />
TRABAJOS DE MANTENIMIENTO EN ESTAS AREAS.<br />
10/98 PAGINA 1 - 5
PARA MODELOS JGK Y JGT SECCION 1 - ESPECIFICACIONES Y DATOS DE DISEÑO<br />
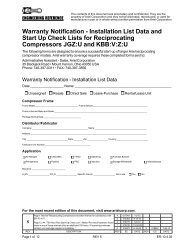
Número<br />
de brazo<br />
Número de<br />
pieza del bloque<br />
de distribución<br />
Aumento de<br />
la carrera de<br />
la bomba<br />
Rodaje<br />
Normal<br />
Aumento de<br />
la carrera de<br />
la bomba<br />
Lubricador a presión placa<br />
de datos para bombas<br />
gemelas - Tiempo del ciclo<br />
del indicador<br />
Lubricador a presión Placa<br />
de datos para bomba<br />
simple - Tiempo del ciclo<br />
del indicador<br />
Normal<br />
(segundos)<br />
Rodaje<br />
(segundos)<br />
Placa de datos<br />
Número de pieza<br />
del bloque de<br />
distribución<br />
Tiempo del ciclo de la<br />
clavija indicadora<br />
Segundos<br />
FIGURA 1-4: PLACA DE DATOS DE LOS LUBRICADORES A PRESION<br />
El lubricador a presión suministra aceite a la empaquetadura del vástago del pistón y a los<br />
pistones del compresor. La placa del lubricador proporciona las instrucciones para ajustar el<br />
flujo de aceite. Si la unidad no tiene esta placa, rogamos contactar a <strong>Ariel</strong> <strong>Corporation</strong>,<br />
Mount Vernon, Ohio, para obtener una placa de repuesto o instrucciones específicas.<br />
NOTA: LA CAJA DEL LUBRICADOR A PRESION CONTIENE APROXIMADAMENTE<br />
1/3 GALON (1 LITRO) DE LUBRICANTE.<br />
PAGINA 1 - 6 10/98
PARA MODELOS JGK Y JGT SECCION 1 - ESPECIFICACIONES Y DATOS DE DISEÑO<br />
Placa de identificación del descargador - el<br />
número de orden del trabajo del cliente, la<br />
presión de la hidroprueba y el timbre personal<br />
del probador están sellados cerca de esta<br />
placa sobre el cuerpo del descargador.<br />
Número de serie de la carcasa<br />
estampado en la superficie<br />
maquinada encima de la placa<br />
del inspector mecánico. En el<br />
lado del brazo no. 2 del<br />
extremo de transmisión.<br />
Placa de identificación<br />
en la cavidad de la<br />
válvula de descarga<br />
FIGURA 1-5: PLACAS DE IDENTIFICACION<br />
Placa de identificación<br />
del cilindro<br />
Placa de<br />
identificación<br />
en la cavidad<br />
de la válvula<br />
de aspiración<br />
Número de serie, presión de trabajo<br />
máxima permitida, número de pieza,<br />
número de orden de trabajo,<br />
presión de la prueba hidrostática,<br />
fecha de la prueba y timbre personal<br />
del probador están estampados en<br />
el extremo de cada cilindro.<br />
Las placas de identificación de los cilindros aparecen en cada cilindro. Además el número<br />
de serie está estampado en el extremo de cada cilindro. Si faltara cualquiera de las placas,<br />
rogamos contactar a <strong>Ariel</strong> <strong>Corporation</strong>, Mount Vernon, Ohio, para obtener una de repuesto<br />
o instrucciones específicas.<br />
10/98 PAGINA 1 - 7
PARA MODELOS JGK Y JGT SECCION 1 - ESPECIFICACIONES Y DATOS DE DISEÑO<br />
NOTA: EN TODA CORRESPONDENCIA CON LA FABRICA, INCLUIR LOS NUMEROS<br />
DE SERIE DEL CILINDRO Y DE LA CARCASA.<br />
Diámetro nominal<br />
interior, pulgadas<br />
Carrera, pulgadas<br />
Presión de trabajo máxima<br />
(calibración máxima de la<br />
válvula de escape, psig -<br />
libras por pulgada<br />
cuadrada manométrica)<br />
Tolerancia del extremo<br />
del pistón, pulgadas<br />
Espacio<br />
volumétrico<br />
mínimo,<br />
porcentaje<br />
Número de serie<br />
del descargador<br />
Diámetro nominal interior<br />
del cilindro, pulgadas<br />
PLACA DE IDENTIFICACION DEL CILINDRO<br />
Número de serie<br />
del cilindro<br />
PLACA DE IDENTIFICACION DEL DESCARGADOR<br />
Diámetro nominal interior<br />
del descargador,<br />
pulgadas<br />
Volumen<br />
Extremo del cabezal<br />
FIGURA 1-6: PLACAS DE IDENTIFICACION DEL CILINDRO Y DEL DESCARGADOR<br />
PAGINA 1 - 8 10/98<br />
Clase<br />
Revoluciones por<br />
minuto nominales<br />
Extremo cárter<br />
Avance de la rosca -<br />
roscas por pulgada<br />
Recorrido, pulgadas<br />
Pulgadas cúbicas por pulgada
PARA MODELOS JGK Y JGT SECCION 1 - ESPECIFICACIONES Y DATOS DE DISEÑO<br />
Espacios Libres<br />
TABLA 1-3: ESPACIOS LIBRES<br />
DESCRIPCION ESPACIO, PULG. ESPACIO, MM<br />
Sello contra polvo del cigüeñal JGK/2/4 y JGT/2/4 (calibre palpador, centrado) 0.008 a 0.010 (0.20 a 0.25)<br />
Sello contra polvo del cigüeñal JGK/6 y JGT/6 (lámina calibrada, centrado) 0.005 a 0.010 (0.13 a 0.25)<br />
Empuje del cigüeñal JGK/2/4 y JGT/2/4 (extremo) 0.0085 a 0.020 (0.215 a 0.51)<br />
Empuje del cigüeñal JGK/6 y JGT/6 (extremo) 0.014 a 0.033 (0.36 a 0.84)<br />
Chumacera del cigüeñal (soporte) 0.0015 a 0.005 (0.04 a 0.13)<br />
Clavija del cigüeñal al cojinete de biela (soporte vertical) a<br />
0.0035 a 0.007 (0.09 a 0.18)<br />
Empuje de la biela (lado) 0.007 a 0.018 (0.18 a 0.46)<br />
Buje de biela al pasador de la cruceta 0.002 a 0.004 (0.05 a 0.10)<br />
Buje de bronce de la cruceta al pasador de la cruceta - cruceta de hierro 0.002 a 0.0042 (0.05 a 0.107)<br />
Cruceta al pasador de la cruceta - cruceta de bronce 0.002 a 0.0035 (0.05 a 0.09)<br />
Cruceta a guía - hierro antifriccionado Babbit (lámina calibrada) b<br />
0.0070 a 0.0115 (0.18 a 0.29)<br />
Cruceta a guía - bronce antifriccionado Babbit (lámina calibrada) b<br />
0.0110 a 0.0155 (0.28 a 0.39)<br />
Espacio del extremo del pistón para cilindros de clase 17-3/8, 20-1/8, 22,<br />
24-1/8 y 26-1/2KT - extremo del cárter c<br />
Espacio del extremo del pistón para cilindros de clase 17-3/8, 20-1/8, 22,<br />
24-1/8 y 26-1/2 - extremo del cabezal c<br />
Espacio del extremo del pistón para todos los cilindros de clase KL/TL -<br />
extremo del cárter c<br />
Espacio del extremo del pistón para todos los cilindros de clase KL/TL -<br />
extremo del cabezal c<br />
Espacio del extremo del pistón para todos los cilindros de otras clases -<br />
extremo del cárter c<br />
Espacio del extremo del pistón para todos los cilindros de otras clases -<br />
extremo del cabezal c<br />
0.055 (1.40)<br />
0.095 a 0.155 (2.40 a 3.80)<br />
0.300 (7.62)<br />
No determinada<br />
0.040 (1.00)<br />
0.080 a 0.140 (2.00 a 3.60)<br />
a. Para compresores y/o armaduras de cojinete de repuesto de la biela, suministrado después de<br />
1/2/97<br />
b. El espacio libre de la guía a la cruceta al tope debe inspeccionarse insertando una lámina<br />
calibrada estándar de 1/2 pulgada (13 mm) de ancho desde el borde de un lado de la cruceta<br />
a través del lado opuesto. Esto debe hacerse para ambos extremos. El espacio libre inferior<br />
debe inspeccionarse con una lámina calibrada de 0.0015 pulgadas (0.038 mm) en las 4<br />
esquinas. Si la lámina puede insertarse más de 1/2 pulgada (13mm) el ensamblaje no es<br />
aceptable.<br />
c. Si el espacio libre total del extremo del pistón no se encuentra dentro de la tolerancia de la<br />
tabla, extremo del cárter + extremo del cabezal, consulte con el ensamblador o con <strong>Ariel</strong>.<br />
NOTE: LAS TOLERANCIAS MEDIDAS NO COINCIDIRAN NECESARIAMENTE A<br />
CAUSA DE LAS CAPAS DE ACEITE, TOLERANCIAS DE ARMADO,<br />
DESGASTE, ETC. NO SE DEBEN USAR PLASTIGAGES, SOLDADURA, ETC.<br />
10/98 PAGINA 1 - 9
PARA MODELOS JGK Y JGT SECCION 1 - ESPECIFICACIONES Y DATOS DE DISEÑO<br />
Tolerancias laterales de los anillos de empaquetadura,<br />
anillos de pistón y bandas de desgaste<br />
La tolerancia lateral en pulgadas (mm) para los anillos, anillos de empaquetadura y<br />
bandas de desgaste para las clases de cilindro de compresor JGK y JGT, cuando nuevos<br />
es la siguiente:<br />
TABLA 1-4: ESPACIO LIBRE LATERAL DEL ANILLO DEL PISTON, PULGADAS (MM)<br />
ANCHO<br />
NOMINAL<br />
ANCHO REAL<br />
DE LA RANURA<br />
TEFLÓN DE<br />
UNA SOLA PIEZA<br />
BRONCE<br />
1/4 (6.35) 0.250 a 0.252 (6.35 a 6.40) 0.005 a 0.011 (0.13 a 0.28) 0.004 a 0.008 (0.10 a 0.20)<br />
5/16 (7.94) 0.312 a 0.314 (7.92 a 7.98) 0.006 a 0.012 (0.15 a 0.30) 0.004 a 0.008 (0.10 a 0.20)<br />
3/8 (9.53) 0.375 a 0.377 (9.53 a 9.58) 0.007 a 0.013 (0.18 a 0.33) 0.004 a 0.008 (0.10 a 0.20)<br />
1/2 (12.70) 0.500 a 0.502 (12.70 a 12.75) 0.009 a 0.015 (0.23 a 0.38) 0.004 a 0.008 (0.10 a 0.20)<br />
5/8 (15.88) 0.625 a 0.627 (15.88 a 15.93) 0.011 a 0.016 (0.28 a 0.41) 0.005 a 0.009 (0.13 a 0.23)<br />
3/4 (19.05) 0.750 a 0.752 (19.05 a 19.10) 0.013 a 0.020 (0.33 a 0.51) 0.006 a 0.010 (0.15 a 0.25)<br />
TABLA 1-5: Tolerancia LATERAL DEL ANILLO DE EMPAQUETADURA,<br />
PULGADAS (MM)<br />
ANCHO REAL<br />
DE LA RANURA<br />
TEFLÓN PEEK BRONCE<br />
0.375 a 0.377 (9.53 a 9.58) 0.011 a 0.015 (0.28 a 0.38) 0.011 a 0.015 (0.28 a 0.38) 0.006 a 0.008<br />
(0.15 a 0.20)<br />
0.572 a 0.574 (14.53 a 14.58) 0.017 a 0.022 (0.43 a 0.56) 0.017 a 0.022 (0.43 a 0.56)<br />
TABLA 1-6: TOLERANCIA LATERAL DE LA BANDA DE DESGASTE,<br />
PULGADAS (MM)<br />
ANCHO REAL DE LA RANURA TEFLÓN<br />
0.875 a 0.877 (22.23 a 22.28) 0.010 a 0.024 (0.25 a 0.51)<br />
2.000 a 2.002 (50.80 a 50.85) 0.024 a 0.034 (0.61 a 0.86)<br />
3.000 a 3.003 (76.20 a 76.28) 0.036 a 0.048 (0.91 a 1.22)<br />
PAGINA 1 - 10 10/98
PARA MODELOS JGK Y JGT SECCION 1 - ESPECIFICACIONES Y DATOS DE DISEÑO<br />
TABLA 1-7: TOLERANCIAS DEL PISTON, ANILLO DEL PISTON Y BANDAS DE<br />
DESGASTE, PULGADAS<br />
ESPACIO<br />
PISTON-CILINDRO<br />
DIAMETRO<br />
INTERIOR<br />
LUZ DE EXTREMOS DE<br />
ANILLO DE PISTON<br />
ESPACIO NUEVO MAXIMO<br />
BANDAS DE DESGASTE<br />
NUEVAS<br />
LUZ MINIMA<br />
EXTREMOS<br />
PROYECCION<br />
RADIAL<br />
2.5 0.055 a 0.063 0.025 a 0.030 0.090 0.080 0.018 a 0.025<br />
2.625 0.055 a 0.063 0.026 a 0.032 0.096 0.084 0.018 a 0.025<br />
3 0.055 a 0.063 0.030 a 0.036 0.108 0.096 0.018 a 0.025<br />
5 0.081 a 0.089 0.050 a 0.060 0.180 0160 0.027 a 0.035<br />
5.375 0.081 a 0.089 0.053 a 0.064 0.192 0.172 0.027 a 0.035<br />
5.875 0.081 a 0.089 0.059 a 0.070 0.211 0.188 0.027 a 0.035<br />
6.25 0.081 a 0.089 0.062 a 0.075 0.225 0.200 0.027 a 0.035<br />
6.75 0.087 a 0.096 0.068 a 0.081 0.243 0.216 0.029 a 0.037<br />
7.25 0.087 a 0.096 0.072 a 0.087 0.261 0.232 0.029 a 0.037<br />
7.875 0.092 a 0.101 0.079 a 0.094 0.283 0.252 0.031 a 0.040<br />
8.375 0.092 a 0.101 0.084 a 0.100 0.300 0.268 0.031 a 0.040<br />
9.125 0.096 a 0.105 0.091 a 0.109 0.328 0.292 0.033 a 0.042<br />
9.625 0.096 a 0.105 0.096 a 0.116 0.346 0.308 0.033 a 0.042<br />
9.875 0.109 a 0.118 0.099 a 0.119 0.357 0.316 0.037 a 0.047<br />
10.375 0.109 a 0.118 0.104 a 0.125 0.375 0.332 0.037 a 0.047<br />
10.5 0.114 a 0.123 0.105 a 0.126 0.378 0.336 0.039 a 0.049<br />
10.875 0.114 a 0.123 0.109 a 0.131 0.393 0.348 0.039 a 0.049<br />
11 0.114 a 0.123 0.110 a 0.132 0.396 0.352 0.039 a 0.049<br />
11.375 0.114 a 0.123 0.114 a 0.137 0.411 0.364 0.039 a 0.049<br />
12 0.117 a 0.127 0.120 a 0.144 0.432 0.384 0.039 a 0.050<br />
12.25 0.117 a 0.127 0.123 a 0.147 0.441 0.392 0.039 a 0.050<br />
12.5 0.117 a 0.127 0.125 a 0.150 0.450 0.400 0.039 a 0.050<br />
13.125 0.126 a 0.136 0.131 a 0.158 0.474 0.420 0.043 a 0.053<br />
13.625 0.126 a 0.136 0.136 a 0.163 0.490 0.436 0.043 a 0.053<br />
14.125 0.126 a 0.136 0.141 a 0.170 0.508 0.452 0.043 a 0.053<br />
14.25 0.126 a 0.136 0.143 a 0.171 0.513 0.456 0.042 a 0.052<br />
14.75 0.126 a 0.136 0.148 a 0.177 0.531 0.472 0.042 a 0.052<br />
15.375 0.127 a 0.137 0.154 a 0.184 0.553 0.492 0.038 a 0.050<br />
15.875 0.127 a 0.137 0.159 a 0.190 0.570 0.508 0.038 a 0.050<br />
17.375 0.141 a 0.152 0.174 a 0.208 0.625 0.556 0.044 a 0.057<br />
17.875 0.141 a 0.152 0.179 a 0.214 0.643 0.572 0.044 a 0.057<br />
19.625 0.158 a 0.169 0.196 a 0.236 0.706 0.628 0.050 a 0.063<br />
20.125 0.158 a 0.169 0.201 a 0.241 0.724 0.644 0.050 a 0.063<br />
22 0.179 a 0.190 0.220 a 0.264 0.792 0.704 0.059 a 0.072<br />
24.125 0.178 a 0.189 0.241 a 0.290 0.870 0.772 0.056 a 0.069<br />
26.5 0.185 a 0.196 0.265 a 0.318 0.954 0.848 0.058 a 0.071<br />
10/98 PAGINA 1 - 11
PARA MODELOS JGK Y JGT SECCION 1 - ESPECIFICACIONES Y DATOS DE DISEÑO<br />
TABLA 1-8: TOLERANCIAS DEL PISTON, ANILLO DEL PISTON Y BANDAS DE<br />
DESGASTE, PULGADAS (MM)<br />
ESPACIO<br />
PISTON-CILINDRO<br />
DIAMETRO INTERIOR<br />
(PULGADAS)<br />
LUZ DE EXTREMOS DE<br />
ANILLO DE PISTON<br />
ESPACIO NUEVO MAXIMO<br />
BANDAS DE DESGASTE<br />
NUEVAS<br />
LUZ MINIMA<br />
EXTREMOS<br />
PROYECCION<br />
RADIAL<br />
63.5 (2.5) (1.40 a 1.60) (0.64 a 0.76) (2.29) (2.03) (0.46 a 0.64)<br />
66.7 (2.625) (1.40 a 1.60) (0.66 a 0.81) (2.44) (2.13) (0.46 a 0.64)<br />
76.2 (3) (1.40 a 1.60) (0.76 a 0.91) (2.74) (2.44) (0.46 a 0.64)<br />
127 (5) (2.06 a 2.26) (1.27 a 1.52) (4.57) (4.06) (0.69 a 0.89)<br />
137 (5.375) (2.06 a 2.26) (1.35 a 1.63) (4.88) (4.37) (0.69 a 0.89)<br />
149 (5.875) (2.06 a 2.26) (1.50 a 1.78) (5.36) (4.78) (0.69 a 0.89)<br />
159 (6.25) (2.06 a 2.26) (1.57 a 1.91) (5.72) (5.08) (0.69 a 0.89)<br />
171 (6.75) (2.21 a 2.44) (1.73 a 2.06) (6.17) (5.48) (0.74 a 0.94)<br />
184 (7.25) (2.21 a 2.44) (1.83 a 2.21) (6.63) (5.89) (0.74 a 0.94)<br />
200 (7.875) (2.34 a 2.57) (2.01 a 2.39) (7.19) (6.40) (0.79 a 1.02)<br />
213 (8.375) (2.34 a 2.57) (2.13 a 2.54) (7.62) (6.81) (0.79 a 1.02)<br />
232 (9.125) (2.44 a 2.67) (2.31 a 2.77) (8.33) (7.42) (0.84 a 1.07)<br />
244 (9.625) (2.44 a 2.67) (2.44 a 2.95) (8.79) (7.82) (0.84 a 1.07)<br />
251 (9.875) (2.77 a 3.00) (251 a 3.02) (9.07) (8.03) (0.94 a 1.19)<br />
264 (10.375) (2.77 a 3.00) (2.64 a 3.18) (9.53) (8.43) (0.94 a 1.19)<br />
267 (10.5) (2.90 a 3.12) (2.67 a 3.20) (9.60) (8.53) (0.99 a 1.24)<br />
276 (10.875) (2.90 a 3.12) (2.77 a 3.33) (9.98) (8.84) (0.99 a 1.24)<br />
279 (11) (2.90 a 3.12) (2.79 a 3.35) (10.06) (8.94) (0.99 a 1.24)<br />
289 (11.375) (2.90 a 3.12) (2.90 a 3.48) (10.44) (9.25) (0.99 a 1.24)<br />
305 (12) (2.97 a 3.23) (3.05 a 3.66) (10.97) (9.75) (0.99 a 1.27)<br />
311 (12.25) (2.97 a 3.23) (3.12 a 3.73) (11.20) (9.96) (0.99 a 1.27)<br />
318 (12.5) (2.97 a 3.23) (3.18 a 3.81) (11.43) (10.16) (0.99 a 1.27)<br />
333 (13.125) (3.20 a 3.45) (3.33 a 4.01) (12.04) (10.67) (1.09 a 1.35)<br />
346 (13.625) (3.20 a 3.45) (3.45 a 4.14) (12.45) (11.07) (1.09 a 1.35)<br />
359 (14.125) (3.20 a 3.45) (3.58 a 4.32) (12.90) (11.48) (1.09 a 1.35)<br />
362 (14.25) (3.20 a 3.45) (3.63 a 4.34) (13.03) (11.58) (1.07 a 1.32)<br />
375 (14.75) (3.20 a 3.45) (3.76 a 4.50) (13.49) (11.99) (1.07 a 1.32)<br />
391 (15.375) (3.23 a 3.48) (3.91 a 4.67) (14.05) (12.50) (0.97 a 1.27)<br />
403 (15.875) (3.23 a 3.48) (4.04 a 4.83) (14.48) (12.90) (0.97 a 1.27)<br />
441 (17.375) (3.58 a 3.86) (4.42 a 5.28) (15.88) (14.12) (1.12 a 1.45)<br />
454 (17.875) (3.58 a 3.86) (4.55 a 5.44) (16.33) (14.53) (1.12 a 1.45)<br />
498 (19.625) (4.01 a 4.29) (4.98 a 5.99) (17.93) (15.95) (1.27 a 1.60)<br />
511 (20.125) (4.01 a 4.29) (5.11 a 6.12) (18.39) (16.36) (1.27 a 1.60)<br />
559 (22) (4.55 a 4.83) (5.59 a 6.71) (20.12) (17.88) (1.50 a 1.83)<br />
613 (24.125) (4.52 a 4.80) (6.12 a 7.37) (22.10) (19.61) (1.42 a 1.75)<br />
673 (26.5) (4.70 a 4.98) (6.73 a 8.08) (24.23) (21.54) (1.47 a 1.80)<br />
PAGINA 1 - 12 10/98
PARA MODELOS JGK Y JGT SECCION 1 - ESPECIFICACIONES Y DATOS DE DISEÑO<br />
Par de apriete de los sujetadores<br />
En las tablas siguientes se listan los valores de apriete de los sujetadores, requeridos para<br />
el ensamblado correcto de un compresor JGK/JGT <strong>Ariel</strong>. Para los detalles sobre los<br />
procedimientos de armado, ver la sección relativa al componente correspondiente.<br />
Las roscas deben estar limpias y sin rebabas.<br />
Los valores de apriete están basados en el uso de lubricantes a base de petróleo en las<br />
roscas y en las superficies de asiento. Usar aceite lubricante o Lubriplate 630, excepto para<br />
los vástagos del compresor que usan Never-Seez (por Bostik, Boston St., Middleton, MA<br />
01949, teléfono: 508-777-0100). No se deberá usar grasas de disulfuro de molibdeno ni<br />
Never-Seez para lubricar los sujetadores, salvo cuando se especifique, de lo contrario se<br />
producirán esfuerzos excesivos con los valores indicados en la tabla. PAR DE<br />
APRIETE<br />
TABLA 1-9: VALORES DE APRIETE DE LOS SUJETADORES<br />
SUJETADOR<br />
TAMAÑO<br />
NOMINAL PULG<br />
ROSCAS/PULG<br />
TIPO<br />
LB X PIE (N·m)<br />
Perno de la tapa del cojinete principal 7/8 - 9 12 Puntas - Grado 8 280 (380)<br />
Sombrerete de la biela/tornillo del<br />
desintonizador<br />
Placa de tuerca a la brida del cigüeñal -<br />
JGK/6 & JGT/6<br />
Contratuerca del perno del pasador de la<br />
cruceta<br />
1 - 14 12 Puntas - Grado 8 90 (122) +<br />
1/4 vuelta a<br />
1/2 - 20 12 Puntas - Grado 8 41 (56)<br />
1/2 - 20 Inserto nilón - hex. 61 (83)<br />
Perno de la barra separadora 1-1/8 - 12 12 Puntas - Grado 8 560 (760)<br />
Perno de la guía de cruceta a la carcasa 7/8 - 9 12 Puntas - Grado 8 280 (380)<br />
Perno de la guía de la cruceta al cilindro 7/8 - 9 12 Puntas - Grado 8 280 (380)<br />
7/8 - 14 Tuerca - perno hex. 315 (425)<br />
Perno de soporte de la guía de la cruceta 1 - 8 Hex - Grado 8 or 9 380 (515)<br />
Perno de casquete vernier excéntrico 5/16 - 18 Hex - Grado 8 12 (16)<br />
Contratuerca del perno a través del piñón<br />
loco<br />
1/2 - 20 Hex. - taladro y pasador 41 (55)<br />
Perno del adaptador del rodamiento de<br />
empuje externo al cigüeñal<br />
1/2 - 20 12 Puntas 66 (90)<br />
Perno de la empaquetadura del vástago 3/4 - 10 12 Puntas 125 (170)<br />
Retén del vástago a la empaquetadura 1/2 - 20 12 Puntas 51 (69)<br />
Tuerca del pistón 1-5/8 - 12 Diseño <strong>Ariel</strong> 1590 (2156)<br />
Tuerca de la cruceta 1-3/4 - 12 Diseño <strong>Ariel</strong> 1500 (2030)<br />
Perno de la mordaza del retén del<br />
rodamiento de empuje a rodillos<br />
3/4 -16 Diseño <strong>Ariel</strong> 160 (220)<br />
Disco de ruptura - Tapa acople escape Tubería de 1/4 nom. Hex. - acople tubería 36 lb x pulg (4.1)<br />
Anclaje - Tuerca del perno 1-1/8 - 7 Perno hex. - Tuerca 600 b (805)<br />
Volante al cubo 1 - 8 Hex - Grado 9 460 (620)<br />
1 - 14 Hex - Grado 9 530 (715)<br />
10/98 PAGINA 1 - 13
PARA MODELOS JGK Y JGT SECCION 1 - ESPECIFICACIONES Y DATOS DE DISEÑO<br />
TABLA 1-9: VALORES DE APRIETE DE LOS SUJETADORES<br />
Tapa de la válvula/Culata del cilindro/<br />
Descargador/Tapa del pasaje de gas/Brida<br />
compañera al cilindro provista por <strong>Ariel</strong> -<br />
Tornillo c<br />
1/2 - 13 Hex. - Grado 8/9 ó 40 (54)<br />
5/8 -11<br />
3/4 - 10<br />
12 puntas -<br />
grado B7M u 8<br />
79 (105)<br />
140 (190)<br />
3/4 - 16 160 (220)<br />
7/8 - 9 230 (310)<br />
7/8 -14 260 (350)<br />
1 - 8 345 (465)<br />
1 - 14 395 (535)<br />
1-1/8 - 12 560 (760)<br />
Tornillo de cilindro a cilindro en tándem -<br />
Tornillo c<br />
SUJETADOR<br />
TAMAÑO<br />
NOMINAL PULG<br />
ROSCAS/PULG<br />
TIPO<br />
PAR TORSOR<br />
LB X PIE (N·m)<br />
1/2 - 13<br />
5/8 - 11<br />
Hex. - Grado 8/9 ó<br />
12 puntas - grado 8<br />
44 (60)<br />
88 (120)<br />
3/4 - 10 160 (215)<br />
Pernos de asiento en el cilindro 1/2 - 13 Punta de fijación 22 (30)<br />
5/8 - 11 44 (60)<br />
3/4 - 10 79 (105)<br />
3/4 - 16 90/120<br />
7/8 - 9 130 (170)<br />
7/8 - 14 145 (195)<br />
1 - 8 190 (260)<br />
1 -14 220/300<br />
1-1/8 - 12 310/420<br />
Tuerca del tirante del bloque de<br />
distribución<br />
1/4 - 28 Hex 68lb x pulg. (7.7)<br />
Tornillo de la válvula divisora del bloque de 1/4 - 28 Cabeza hueca 109 lb x pulg.<br />
distribución<br />
(12)<br />
Tornillo de cabeza hexagonal - grado 5 1/4 - 20 Hex - Grado 5 46 lb x pulg.<br />
(5.4)<br />
1/4 - 28 54 lb x pulg.<br />
(6.1)<br />
5/16 - 18 96 lb x pulg. (11)<br />
3/8 - 16 171 lb x pulg.<br />
(19)<br />
3/8 - 24 17 (23)<br />
7/16 - 14 23 (31)<br />
1/2 - 20 41 (55)<br />
a. Para las instrucciones completas ver la página 5-4.<br />
b. Par de apriete mínimo para el tamaño de perno de sujeción de 1-1/8” - 7 roscas/pulg recomendado<br />
para proporcionar una tensión en el perno de 55,000 psi (380 Mpa). El perno debe tener una<br />
resistencia máxima de 100,000 psi (690 MPA) o mayor. Si es mayor, aumentar el par de apriete,<br />
para esforzar el perno hasta aproximadamente 55% de la resistencia máxima del material del<br />
perno, según lo especificado por el ensamblador.<br />
c. Cuando se especifican los pernos para las aplicaciones de cilindros, ajustar las tuercas -<br />
pernos a los mismos valores que los tornillos de casquete en aplicaciones similares. Ver la<br />
Figura 1-7.<br />
PAGINA 1 - 14 10/98
PARA MODELOS JGK Y JGT SECCION 1 - ESPECIFICACIONES Y DATOS DE DISEÑO<br />
PERNO<br />
FIGURA 1-7: PERNOS CON PUNTA DE FIJACION<br />
10/98 PAGINA 1 - 15
PARA MODELOS JGK Y JGT SECCION 1 - ESPECIFICACIONES Y DATOS DE DISEÑO<br />
TABLA 1-10: SUJETADORES DEL CONJUNTO DE VALVULAS - VALORES DE AJUSTE<br />
SUJETADOR<br />
a b<br />
Tornillo central<br />
Perno central -<br />
Contratuerca Drake<br />
TAMAÑO NOMINAL PULG -<br />
ROSCAS/PULG<br />
PAGINA 1 - 16 10/98<br />
TIPO<br />
PAR TORSOR,<br />
LB X PIE (N-M)<br />
5/16 - 24 12 puntas - acero grado 5 18 (24)<br />
3/8 - 24 32 (43)<br />
7/16 -20 50 (68)<br />
5/16 - 24 12 puntas - acero grado 8 26 (35)<br />
3/8 - 24 45 (61)<br />
7/16 - 20 62 (83)<br />
5/16 - 24 12 puntas - acero inoxidable 120 lb. x pulg. (13.6)<br />
3/8 - 24<br />
grado B8M<br />
192 lb x pulg. (21.7)<br />
7/16 - 20 24 (33)<br />
1/4 - 28 Mitad inferior 103 lb x pulg. (11.6)<br />
Mitad superior 66 lb x pulg. (7.5)<br />
5/16 - 24 Mitad inferior 168 lb x pulg. (18.9)<br />
Mitad superior 96 lb x pulg. (10.8)<br />
3/8 - 24 Mitad inferior 192 lb x pulg. (21.7)<br />
Mitad superior 96 lb x pulg. (10.8)<br />
1/2 - 20 Mitad inferior 36 c (49)<br />
Mitad superior 20 (27)<br />
5/8 - 18 Mitad inferior 73 (99)<br />
Mitad superior 40 (54)<br />
3/4 - 16 Mitad inferior 130 (176)<br />
Mitad superior 70 (95)<br />
Tornillos periféricos 10 - 32 Cabeza hueca hex. 25 lb x pulg. (2.8)<br />
12-28 43 lb x pulg. (4.9)<br />
1/4 110 lb x pulg. (12.4)<br />
5/16 176 lb x pulg. (19.9)<br />
3/8 21 (28)<br />
a. Los sujetadores centrales de tornillos de 12 puntas en los conjuntos de válvulas que no están<br />
marcados SPL (roscas de traba Spiralock), se deben limpiar con solvente Loctite Safety<br />
Solvent y trabar con una o dos gotas de Loctite No. 272. No usar lubricantes a base de<br />
petróleo.<br />
b. Los tornillos de 12 puntas en los conjuntos de válvulas que están marcados SPL (ver la<br />
Figura 1-8), se lubrican, tanto las roscas como las superficies de asiento, con un lubricante a<br />
base de petróleo solamente.<br />
c. 29 lbs x pie (39 Nm) para la contratuerca Drake de la mitad inferior de 1/2 - 20 con placas de<br />
válvulas no metalicas en válvulas de tipo de cierre vertical.
PARA MODELOS JGK Y JGT SECCION 1 - ESPECIFICACIONES Y DATOS DE DISEÑO<br />
Asiento de Descarga<br />
FIGURA 1-8: CONJUNTO DE VALVULA CON ROSCA SPIRALOCK<br />
Procedimientos de apriete<br />
Vistas inferiores<br />
PARTE SUPERIOR<br />
- CIERRE<br />
MITAD INFERIOR<br />
Protector de Aspiración<br />
FIGURA 1-9: CONTRATUERCA DRAKE<br />
A continuación se indican algunos procedimientos que permiten el apriete más exacto de<br />
los sujetadores y ayudan a que se aplique el par de apriete adecuado.<br />
1. Asegurar que la llave torsiométrica esté bien calibrada y utilizada por mecánicos<br />
calificados para lograr el par torsor requerido para todas las piezas críticas. La<br />
excepción es la contratuerca/equilibrio de la cruceta que se puede ajustar utilizando<br />
el procedimiento “probado y correcto” de golpear.<br />
2. Siempre verificar para determinar el margen de exactitud de la llave torsiométrica,<br />
dado que la mayoría de estas llaves no son exactas en todo su rango de medición.<br />
3. Apretar los conjuntos de pernos múltiples importantes en etapas. Ajustar cada<br />
perno hasta que esté ajustado siguiendo un patrón cruzado. A continuación, ajustar<br />
cada perno a un 25% del par torsor completo, avanzando de un perno al otro, en<br />
un patrón cruzado. Repetir este paso para un 50%, 75% y 100% del ajuste completo.<br />
10/98 PAGINA 1 - 17
PARA MODELOS JGK Y JGT SECCION 1 - ESPECIFICACIONES Y DATOS DE DISEÑO<br />
4. Aplicar siempre una fuerza lenta y constante a una llave torsiométrica, evitando<br />
tirones. Al tironear, la cantidad de apriete aplicado puede ser hasta una vez y<br />
media la cantidad graduada en la llave. Por ejemplo, si una llave está graduada a<br />
80 lbs x pie (108 Nm), pero se tironea, se puede aplicar un par torsor de 120 lbs x<br />
pie (163 Nm).<br />
5. Efectuar siempre el apriete final con una llave torsiométrica. No apretar el sujetador<br />
con una llave de cremallera o llave de impacto y después verificar el par torsor con<br />
una llave torsiométrica.<br />
6. No golpear dos veces una llave torsiométrica. Al hacerlo dulpicará el par de apriete<br />
especificado en el perno en una cantidad significativa. Si se desea verificar la<br />
calibración, eliminar toda la presión sobre la llave y a continuación aplicar lentamente<br />
una fuerza constante hasta encontrar resistencia (“clic”).<br />
7. Reposicionar siempre la llave torsiométrica a la calibración más baja después de<br />
terminado el trabajo. Si se deja en la calibración más alta, el resorte en ella permanecerá<br />
forzado y con el tiempo perderá su exactitud. Al poner la llave en la calibración<br />
más baja, el resorte se aflojará y mantendrá su exactitud.<br />
8. No usar la llave torsiométrica para aflojar los sujetadores, ya que se podría sobrecargar<br />
la llave y/o causar la pérdida de la calibración.<br />
9. Para aplicaciones que requieren el uso de llaves de muletilla o un adaptador de<br />
caracola con una llave torsiométrica para llegar a los sujetadores difíciles de alcanzar,<br />
la calibración de la llave no será el par torsor real aplicado al sujetador. 1<br />
10. La relación del par torsor real en el sujetador con el indicado en el cuadrante de la<br />
llave, es una función del largo del adaptador y su posición en relación al brazo de la<br />
llave torsiométrica y el punto donde se aplica la fuerza (vea la Figura 1-10).<br />
T w<br />
=<br />
T a<br />
⎛ L<br />
------------ ⎞<br />
⎝L + A⎠<br />
T w =Calibración de la llave torsiométrica, lbs x pie o Nm<br />
T a = Par torsor requerido en el sujetador, lbs x pie o Nm<br />
L = Largo de la llave, pie o m (desde el extremo de transmisión cuadrado<br />
hasta el punto central de fuerza en el mango)<br />
A = Largo del adaptador, pies o m (medido hasta el extremo del adaptador<br />
en una línea paralela a la línea central de la llave)<br />
Estas son pautas generales que ayudan a usar debidamente las llaves torsiométricas. Para<br />
más información, contactar al proveedor de llaves torsiométricas.<br />
1. La excepción es cuando el adaptador está colocado en ángulo recto (90°) con la llave torsiométrica.<br />
El par torsor será el mismo que el indicado en el cuadrante de la llave (vea la<br />
Figura 1-11).<br />
PAGINA 1 - 18 10/98
PARA MODELOS JGK Y JGT SECCION 1 - ESPECIFICACIONES Y DATOS DE DISEÑO<br />
FUERZA<br />
FIGURA 1-10: LLAVE TORSIOMETRICA CON ADAPTADOR EN CUALQUIER ANGULO<br />
FUERZA<br />
FIGURA 1-11: LLAVE TORSIOMETRICA CON ADAPTADOR EN ANGULO RECTO<br />
10/98 PAGINA 1 - 19
PARA MODELOS JGK Y JGT SECCION 1 - ESPECIFICACIONES Y DATOS DE DISEÑO<br />
Empernado según <strong>Ariel</strong><br />
Se han seleccionado pernos que cumplen con los requerimientos de resistencia,<br />
alargamiento, sellado y fijación de <strong>Ariel</strong>. Se debe usar el empernado apropiado y apretado a<br />
los valores indicados en la Tabla 1-9 en la página 1-13. Se proporciona la Figura 1-12 para<br />
ayudar a identificar los pernos usados en un compresor <strong>Ariel</strong>.<br />
Se ha modificado el empernado de las bielas, rosquillas del desintonizador, tapa de la<br />
válvula, boquilla de aspiración/succión y el empernado especial de la brida compañera<br />
provisto por <strong>Ariel</strong>, para prevenir fatiga y no pueden reemplazarse con un pernos estándar.<br />
Consulte con su ensamblador o <strong>Ariel</strong> si intenta reemplazar otro empernado con pernos<br />
estándar y tiene preguntas. Se recomienda el uso de pernos de repuesto provistos por <strong>Ariel</strong>.<br />
PAGINA 1 - 20 10/98
PARA MODELOS JGK Y JGT SECCION 1 - ESPECIFICACIONES Y DATOS DE DISEÑO<br />
Cabeza hex. Grado 5<br />
Cabeza hexagonal. Grado 9<br />
Cabeza hex. Grado 8<br />
Cabeza hueca hex. Grado 8<br />
12 puntas. Grado 8 12 puntas. Grado B7M (NACE)<br />
12 puntas. Grado 5 intermedio 12 puntas. Grado 5<br />
12 puntas acero inoxidable. Grado B8M<br />
FIGURA 1-12: IDENTIFICACION DEL PERNO<br />
10/98 PAGINA 1 - 21
PARA MODELOS JGK Y JGT SECCION 1 - ESPECIFICACIONES Y DATOS DE DISEÑO<br />
Instrumentación opcional de temperatura del cojinete<br />
principal - alarma y paro<br />
Válvula de Temperatura Amot 4103<br />
Este dispositivo de aleación eutéctica está seleccionada para fundirse a 228°F (109°C),<br />
ventilar la presión de control y proveer una señal de parada. Al fundirse debe<br />
reemplazarse la varilla del fusible. Reemplazar la varilla del fusible cada cinco años, para<br />
asegurar una operación apropiada del detector.<br />
Calibración de los Instrumentos Eléctricos<br />
Calibrar dentro del 10% de la temperatura normal de funcionamiento, a un máximo de<br />
220°F (104°C) para la alarma y 230°F (110°C) para el paro.<br />
PAGINA 1 - 22 10/98
PARA MODELOS JGK Y JGT<br />
SECCION 2 - INSTALACIÓN<br />
Generalidades<br />
La instalación del compresor, con su correspondiente accionador y tubería, debe efectuarse<br />
con cuidado y precisión. Esta sección no tiene el propósito de tratar todos los problemas<br />
que podrían surgir durante la instalación. Esta sección trata acerca de las consideraciones y<br />
requerimientos más críticos de instalación.<br />
Procedimientos para el emplazamiento y la alineación<br />
Los siguientes puntos merecen atención especial durante el emplazamiento y alineación<br />
del compresor:<br />
1. El diseño de la plataforma deberá:<br />
Transmitir las fuerzas de reacción del compresor y accionador a la base o cimientos.<br />
Asegurar que haya una desigualdad suficiente entre las fuerzas de sacudida y la<br />
frecuencia natural de la plataforma.<br />
Proporcionar suficiente rigidez y resistencia para poder instalar el compresor<br />
totalmente plano, sin dobleces o torceduras de la carcasa del compresor, guías de<br />
la cruceta o cilindro. Esto se logra colocando cuñas o calafateando cuidadosamente.<br />
Tener suficiente rigidez y contrapeso para resistir la vibración inducida por las<br />
cuplas desequilibradas según especificado en el Manual de datos de aplicación<br />
de <strong>Ariel</strong>.<br />
2. Los pies de las guías de la cruceta deben estar apoyadas de tal manera que no<br />
sólo provean apoyo vertical sino también que impidan el movimiento horizontal perpendicular<br />
al vástago del pistón.<br />
3. Cada guía de la cruceta se flexionará una cantidad relativa al peso del cilindro<br />
montado en este contrapeso. Esta cantidad se muestra en el dibujo acotado del cilindro<br />
en el Manual de Datos de Aplicación de <strong>Ariel</strong>. Es necesario agregar cuñas<br />
equivalentes al grado de flexión según lo indicado en el dibujo acotado del cilindro<br />
al paquete de cuñas debajo de la guía de la cruceta, elevando la guía a una<br />
posición nivelada. Los apoyos de las guías deben poder soportar el peso combinado<br />
de los cilindros, bidones y tubería.<br />
10/98 PAGINA 2 - 1
PARA MODELOS JGK Y JGT SECCION 2 - INSTALACIÓN<br />
Emplazamiento<br />
Usar el procedimiento siguiente para emplazar el compresor en la plataforma:<br />
Después de determinar la posición aproximada de la carcasa del compresor, apretar los<br />
pernos de montaje en su lugar y después aflojarlos. A continuación ajustar las cuñas de<br />
manera que no haya más movimiento que una variación de 0.002 pulgadas (0.05 mm) entre<br />
la parte inferior de la carcasa y los soportes de la plataforma. Con la carcasa nuevamente<br />
empernada en su lugar y los soportes de la guía de la cruceta sueltos, se debe medir la<br />
distancia entre esos soportes y sus soportes respectivos en la plataforma. A esas medidas<br />
sumar el grado de flexión debido al peso del cilindro como se indica en el dibujo acotado del<br />
cilindro del compresor respectivo. Levantar el cilindro y colocar cuñas entre la guía y el<br />
soporte de la guía antes de ajustar los pernos de montaje de la guía de la cruceta. Para los<br />
valores del par torsor de ajuste de los pernos de montaje, consultar la información<br />
proporcionada por el ensamblador. Este trabajo debe efectuarse antes de la adición de las<br />
botellas y la tubería.<br />
Alineación<br />
La alineación correcta es necesaria para un funcionamiento satisfactorio del compresor. Un<br />
acoplador flexible no compensará una alineación deficiente. Una desalineación puede<br />
producir:<br />
Momento de flexión elevado en el cigüeñal<br />
Grandes fuerzas axiales<br />
Desgaste excesivo de los cojinetes<br />
Y si es severo, probable daño de distintos componentes<br />
Un compresor <strong>Ariel</strong> se puede alinear empleando cualquiera de una cantidad aceptable de<br />
métodos tales como:<br />
Frontal/periférico<br />
Indicador inverso<br />
A través del paquete de disco<br />
Optico<br />
Rayos láser<br />
Mecánico directo a computador<br />
Durante la alineación de la unidad hay algunos puntos a considerar:<br />
Base blanda (el compresor y el accionador no están apoyados planos)<br />
Lecturas repetibles<br />
Sentido en que se mueve el indicador (más o menos)<br />
Aumento térmico<br />
Flexión del indicador<br />
Cuando está correctamente alineado, las fuerzas sobre el equipo conectado serán<br />
mínimas. Esto prolonga la duración de los cojinetes y permite que la unidad funcione<br />
suavemente. Para el procedimiento de alineación consultar la información provista por el<br />
ensamblador.<br />
PAGINA 2 - 2 10/98
PARA MODELOS JGK Y JGT SECCION 2 - INSTALACIÓN<br />
Tubos de ventilación y de vaciado 1<br />
Es muy importante para el funcionamiento seguro del compresor que todos los tubos de<br />
ventilación y de vaciado estén abiertos, funcionando y si es necesario, entubados al exterior<br />
de la plataforma o del edificio. Dependiendo del clima y de la población de insectos a veces<br />
es necesario instalar mallas o rejillas en los tubos de ventilación y de vaciado para<br />
asegurarse que no se bloqueen u obstruyan. Esto puede ser esencial si el compresor<br />
estará sin funcionar durante un período prolongado.<br />
Otros puntos a considerar son:<br />
1. Se debe proporcionar un tubo de ventilación para descargar sin peligro la presión<br />
del sistema.<br />
2. Se deberá proporcionar tubos de ventilación y de vaciado adecuados para las piezas<br />
de separación, cárter y tubos de ventilación primarios de empaquetaduras. Los<br />
tubos de ventilación y de vaciado primarios deben ventilar independientemente de<br />
los tubos de ventilación y de vaciado secundarios. Todos los tubos de ventilación y<br />
de vaciado deben instalarse de manera que no se junten líquidos que pudieran<br />
causar la acumulación de gas o de líquido. Cuando se trata de un gas más pesado<br />
que el aire, los tubos de ventilación y de vaciado deben diseñarse de conformidad.<br />
1. También ver la Seccion 4.<br />
10/98 PAGINA 2 - 3
PARA MODELOS JGK Y JGT SECCION 2 - INSTALACIÓN<br />
ANOTACIONES<br />
PAGINA 2 - 4 10/98
PARA MODELOS JGK Y JGT<br />
SECCION 3 - ARRANQUE<br />
Generalidades<br />
Para asegurar que el arranque proceda sin problemas, es importante que se verifiquen<br />
todos los puntos indicados en la lista de comprobación de arranque que se proporciona en<br />
esta sección. Además es importante que el operador esté completamente familiarizado con<br />
este manual y con el Manual de Operaciones del Ensamblador.<br />
!<br />
PRECAUCION<br />
ANTES DE PONER EN MARCHA EL COMPRESOR, O<br />
DESPUES DE CAMBIARLO DE LUGAR O DE APLICACION, O<br />
DESPUES DE UN REACONDICIONAMIENTO MAYOR,<br />
ASEGURARSE DE EFECTUAR Y COMPROBAR TODOS LOS<br />
PUNTOS INDICADOS EN LA LISTA DE COMPROBACION DE<br />
ARRANQUE EN LAS página 3-2 A página 3-5. ESTA LISTA<br />
FUE DISEÑADA PARA ASEGURAR LA MAXIMA SEGURIDAD<br />
EN EL ARRANQUE Y FUNCIONAMIENTO DEL COMPRESOR.<br />
!<br />
PRECAUCION<br />
PARA UNA OPERACION SEGURA, NO INTENTAR<br />
ARRANCAR EL COMPRESOR SIN ENTENDER<br />
COMPLETAMENTE LA INFORMACION CONTENIDA EN ESTA<br />
SECCION. ADEMAS, ES ESENCIAL CONSULTAR EL<br />
MANUAL DE OPERACION SUMINISTRADO POR EL<br />
ENSAMBLADOR DEL EQUIPO.<br />
10/98 PAGINA 3 - 1
PARA MODELOS JGK Y JGT SECCION 3 - ARRANQUE<br />
Lista de comprobación de arranque<br />
Modelo del compresor __________________ No. de serie F-_______________________<br />
N/S del cilindro C-_______ C-_______ C-_______ C-_______ C-________ C-________<br />
Accionador __________________________ Velocidad nominal ____________________<br />
Ensamblador ________________________ No. unidad ensamblador_______________<br />
Fecha envío ensamblador_______________ Fecha puesta en marcha_______________<br />
Mecánico ___________________________ Cliente _____________________________<br />
Ubicación ___________________________ Contacto en campo ___________________<br />
No. teléfono campo____________________ Ubicación de la unidad _________________<br />
Aceite de la carcasa - Marca/Grado____________ Ubicación de la unidad _____________<br />
Aceite del cilindro - Marca/Grado ______________<br />
LISTA DE COMPROBACIÓN - ANTES DEL ARRANQUE SI NO<br />
1. ¿Están disponibles el manual de piezas, manual técnico,<br />
herramientas especiales y repuestos de <strong>Ariel</strong> correctos? ____ ____<br />
2. ¿Se han comprobado las limitaciones de diseño para el modelo de<br />
compresor tales como carga en el vástago, velocidad máxima y<br />
mínima, y temperatura de descarga? ____ ____<br />
3. ¿Se han determinado las condiciones de operación según diseño?<br />
Presión, psig (kPa): Succión _________ Descarga _________<br />
Temperatura, °F (°C): Succión _________ Descarga _________<br />
RPM máximas __________RPM mínimas ___________ ____ ____<br />
4. Verificación de la base: ¿Se colocaron cuñas a los pies del compresor<br />
y soportes de guías de la cruceta de manera que máquina no se<br />
tuerza ni ladee? ____ ____<br />
5. ¿Se verificaron las tolerancias inferiores de la cruceta en todas las<br />
esquinas? Máx. 0.0015” (0,038 mm) lámina calibrada insertada a<br />
una profundidad máxima de 1/2” (12,7 mm). ____ ____<br />
6. Anotar más abajo el espacio mínimo de la lámina calibrada de la<br />
cruceta superior.<br />
Brazo no. 1_____ 2_____ 3______ 4_____ 5_____ 6______ ____ ____<br />
7. ¿Se inspeccionaron los soportes y la tubería para comprobar que no<br />
estén doblando o forzando el compresor? ____ ____<br />
8. ¿Se verificaron los valores de los pares de apriete de los pernos del<br />
acoplador? ____ ____<br />
9. ¿Se comprobó la alineación entre entre el compresor y el accionador?<br />
Lectura total del indicador, máximo permitido 0.005 pulgadas<br />
(0,13mm) TIR ____ ____<br />
PAGINA 3 - 2 10/98
PARA MODELOS JGK Y JGT SECCION 3 - ARRANQUE<br />
LISTA DE COMPROBACIÓN - ANTES DEL ARRANQUE SI NO<br />
10. Anotar las lecturas del indicador del cuadrante del acoplador en<br />
pulgadas en las posiciones de las 3, 6, 9 y 12 horas, en las líneas<br />
provistas:<br />
Superficie<br />
11. ¿Se comprobó el espacio de empuje del cigüeñal?<br />
Anotar el espacio aquí: _____________ pulgadas (mm) ____ ____<br />
12. ¿Se comprobó la tolerancia del extremo de los pistones, con<br />
láminas calibradas? Anote debajo:<br />
Brazo no. 1 no. 2 no. 3 no. 4 no. 5 no. 6<br />
Ext. cabezal_____ _____ _____ _____ _____ _____<br />
Ext. cigüeñal_____ _____ _____ _____ _____ _____<br />
13. ¿Se llenó el cárter con aceite hasta el nivel correcto? ____ ____<br />
14. ¿Se llenó con el aceite correcto si existen condiciones ambientales<br />
extremas o se comprimirán gases especiales? ____ ____<br />
15. ¿Está funcionando el control de nivel de aceite del cárter del<br />
compresor y está ajustado al nivel correcto? ____ ____<br />
16. ¿Está abierta la válvula aisladora del suministro de aceite del cárter? ____ ____<br />
17. ¿Funciona bien el interruptor de parada por bajo nivel de aceite del<br />
cárter? ____ ____<br />
18. ¿Se instaló el elemento de filtro de aceite recomendado? ____ ____<br />
19. ¿Están cebados con aceite el elemento del filtro de aceite y toda la<br />
tubería del aceite lubricante? ____ ____<br />
20. ¿Está instalado el interruptor de parada por baja presión de aceite y<br />
correctamente conectado al lado de salida (corriente descendente) del<br />
filtro de aceite? ____ ____<br />
21. ¿Funciona bien el interruptor de parada por baja presión de aceite? ____ ____<br />
22. ¿Enfriador de aceite? La temp. del aceite de entrada al compresor es<br />
190°F (88°C) máx. ____ ____<br />
23. ¿Está instalado, calibrado y funcionando el interruptor por baja<br />
temperatura de aceite del cárter? ____ ____<br />
24. ¿Si el aceite es enfriado, ¿tiene instalado el compresor una válvula de<br />
control de temperatura? ____ ____<br />
25. ¿Está limpio el respiradero del cárter? ____ ____<br />
10/98 PAGINA 3 - 3<br />
Aro
PARA MODELOS JGK Y JGT SECCION 3 - ARRANQUE<br />
LISTA DE COMPROBACIÓN - ANTES DEL ARRANQUE SI NO<br />
26. ¿Está llena de aceite la caja del lubricador a presión? ____ ____<br />
27. ¿Está cebado el sistema de lubricación a presión? ____ ____<br />
28. ¿Está instalado y funcionando el interruptor de parada por falta de<br />
flujo del sistema de lubricación a presión? ____ ____<br />
29. ¿Está instalado el conjunto de escape del sistema de lubricación a<br />
presión? ¿Inspeccionado el color del disco de ruptura? El color normal<br />
es púrpura = 3250 psig (22,4000 kPa). ____ ____<br />
30. ¿Se ha consultado la placa de instrucciones del lubricador o la hoja de<br />
lubricación del cilindro en el manual técnico para la velocidad de<br />
alimentación del lubricante? ____ ____<br />
31. ¿Tiene el compresor un interruptor de parada por vibración de<br />
funcionamiento? ____ ____<br />
32. ¿Están abiertos los tubos de ventilación primarios y secundarios de la<br />
empaquetadura y los tubos de ventilación de la pieza de separación, y<br />
cuando sea necesario, entubados al exterior de la plataforma o del edificio? ____ ____<br />
33. ¿Existe algún método de control de presión de succión? ____ ____<br />
34. ¿Están ajustados y funcionando los interruptores de parada de<br />
presión de succión, de entre etapas y de descarga? ____ ____<br />
35. ¿Están calibradas y funcionando las válvulas de seguridad para<br />
proteger los cilindros y tubería en cada etapa de compresión? ____ ____<br />
36. ¿Están instalados, calibrados y funcionando los interruptores de<br />
parada de descarga del gas? ____ ____<br />
37. ¿Fueron sopladas las tuberías de aspiración de gas para expulsar el<br />
agua, escoria, suciedad, etc.? ____ ____<br />
38. ¿Se instalaron mallas temporarias en el lado de succión de los cilindros? ____ ____<br />
39. ¿Se prelubricó el compresor antes del arranque? Para los equipos<br />
accionados por motor eléctrico, el compresor debe tener una bomba<br />
de prelubricación. ____ ____<br />
40. Para los equipos accionados por motor de combustión, ¿se hizo girar<br />
la máquina con el arrancador para asegurar que se mueve<br />
libremente? La presión de aceite debe aumentar notablemente<br />
mientras se hace girar el arrancador. ____ ____<br />
41. Para otros tipos de accionador, ¿se hizo girar a mano la máquina para<br />
asegurarse que gira libremente? ____ ____<br />
42. ¿Coincide el sentido de rotación del accionador con la rotación<br />
indicada por la flecha en el compresor? ____ ____<br />
43. Para las máquinas que comprimen un gas combustible, ¿se purgó el<br />
aire de la tubería y del compresor? ____ ____<br />
PAGINA 3 - 4 10/98
PARA MODELOS JGK Y JGT SECCION 3 - ARRANQUE<br />
LISTA DE COMPROBACIÓN - ANTES DEL ARRANQUE SI NO<br />
44. ¿Se observaron las instrucciones de arranque para otro equipo del<br />
conjunto? ____ ____<br />
45. ¿Ha repasado el representante del ensamblador las instrucciones de<br />
arranque y operación de la unidad con el usuario? ____ ____<br />
LISTA DE COMPROBACIÓN - DESPUÉS DEL ARRANQUE SI NO<br />
1. ¿Aumentó inmediatamente la presión de aceite? ____ ____<br />
2. ¿Están funcionando los indicadores de presión del filtro de aceite? ____ ____<br />
3. ¿Es la diferencia de presión del filtro de aceite < 10 psi (69 kPa), salvo<br />
en el caso que se especifique de otra manera?<br />
____ ____<br />
4. ¿Algún ruido o vibración extraña en el compresor o tubería? ____ ____<br />
5. ¿Está el interruptor de parada por baja presión de aceite calibrado a<br />
35 PSIG (240 kPa)?<br />
6. ¿Están los interruptores de parada por alta temperatura de gases de<br />
descarga calibrados aproximadamente a 10% sobre la temperatura<br />
normal de descarga? 375°F (190°C) máx.<br />
____ ____<br />
____ ____<br />
7. ¿Se mueve la clavija indicadora del bloque de distribución, y está el<br />
lubricador calibrado para la velocidad de flujo inicial?<br />
____ ____<br />
8. ¿Hay alguna pérdida de aceite? En caso afirmativo ¿donde? ____ ____<br />
9. ¿Están funcionando los interruptores de alto nivel y descarga del<br />
depurador?<br />
____ ____<br />
10. ¿Están los depuradores extrayendo todos los líquidos del gas?<br />
¿Cuán a menudo descargan? (_____minutos)<br />
____ ____<br />
11. ¿Hay óxido o arena en el gas? ____ ____<br />
12. ¿Está activado el interruptor de sobrevelocidad? ____ ____<br />
13. ¿Están sellando bien las empaquetaduras de vástagos? ____ ____<br />
14. ¿Se probaron todos los dispositivos de seguridad para garantizar la<br />
parada del equipo en caso de un mal funcionamiento?<br />
____ ____<br />
10/98 PAGINA 3 - 5
PARA MODELOS JGK Y JGT SECCION 3 - ARRANQUE<br />
Presión de trabajo máxima permitida<br />
Todos los cilindros de los compresores <strong>Ariel</strong> tienen una “presión de trabajo máxima<br />
permitida (MAWP)”: La MAWP, la presión de prueba hidrostática, y la fecha de la prueba<br />
están estampadas en el extremo de cada cilindro <strong>Ariel</strong> (ver la Figura 1-5 en la página 1-7)..<br />
La especificación de API 11P, segunda edición, noviembre de 1989, párrafo 1.10.4 define la<br />
“presión de trabajo máxima permitida” de la manera siguiente:<br />
“La presión de trabajo máxima permitida (MAWP) es la presión máxima<br />
continua para la cual el fabricante diseñó el equipo (o cualquier pieza a la cual<br />
se refiere el término), cuando se maneja el fluido especificado a la temperatura<br />
máxima especificada.”<br />
La especificación de API SPEC 11P, párrafo 2.5.1.1 define la “presión de trabajo máxima<br />
permitida” para los cilindros de compresores de la manera siguiente:<br />
“La presión de trabajo máxima permitida para los cilindros deberá exceder la<br />
presión de descarga nominal en por lo menos 10 por ciento ó 25 psig1 ,<br />
lo que sea mayor."<br />
La especificación de API SPEC 11P, párrafo 1.10.5 define la “presión de descarga nominal”<br />
de la manera siguiente:<br />
“La presión de descarga nominal es la presión más alta requerida para<br />
satisfacer las condiciones especificadas por el comprador para el servicio<br />
previsto”.<br />
1. (172 kPa)<br />
!<br />
PRECAUCION<br />
LAS CONDICIONES DE FUNCIONAMIENTO NO DEBEN<br />
EXCEDER LAS LIMITACIONES DE DISEÑO DEL CILINDRO<br />
PAGINA 3 - 6 10/98
PARA MODELOS JGK Y JGT SECCION 3 - ARRANQUE<br />
Calibración de las válvulas de seguridad<br />
El ensamblador es responsable de suministrar válvulas de seguridad (alivio) para cada<br />
una de las etapas de compresión de conformidad con las especificación de API SPEC 11P,<br />
párrafo 7.20.3, de la manera siguiente:<br />
“La calibración de las válvulas de alivio deberá tomar en cuenta todos los<br />
tipos posibles de fallas del equipo y la protección del componente con la presión<br />
nominal más baja en cualquier sistema de funcionamiento continuo. Las<br />
válvulas de alivio deberán ser calibradas para que funcionen a no más de las<br />
presiones máximas de trabajo permitidas, pero a no menos de los valores<br />
siguientes:<br />
Presión de descarga del sistema psig (kPa) Presión de descarga del sistema sobre el<br />
margen de la válvula de alivio de seguridad<br />
-14.7 a 150 (-101 a 1034) 15 PSI (100 kPA)<br />
151 a 2500 (1035 a 17 237) 10%<br />
2501 a 3500 (17 238 a 24 132) 8%<br />
3501 a 5000 (24 133 a 34 474) 6%<br />
NOTA: Para las presiones de descarga nominales sobre 5000 psig<br />
(34 474 kPa), la calibración de la válvula de alvio deberá ser acordada<br />
entre el comprador y el vendedor.”<br />
!<br />
PRECAUCION<br />
CUANDO SE SUMINISTRA UNA DERIVACION, LA VALVULA<br />
DE ALIVIO O SEGURIDAD DEBE INSTALARSE CORRIENTE<br />
ABAJO O DIRECTAMENTE A CONTINUACION DE LA<br />
VALVULA DE DERIVACION O EN EL DEPURADOR DE<br />
ENTRADA DEL CILINDRO DE CORRIENTE DESCENDENTE.<br />
ESTA VALVULA DE SEGURIDAD DEBERA ESTAR<br />
CALIBRADA PARA LA PRESION MAXIMA DE TRABAJO<br />
PERMITIDA DEL CILINDRO QUE TENGA LA MAWP MAS<br />
BAJA DE AQUELLOS EN EL CIRCUITO DE DERIVACION. EL<br />
PROPOSITO DE ESTO ES PROTEGER CONTRA LA FALLA<br />
DE LA VALVULA DE DESCARGA-RETENCION CUANDO<br />
ESTA FUNCIONANDO EN DERIVACION. (VER LAS NORMAS<br />
DEL ENSAMBLADOR DE ARIEL, SECCION 4.4 “VALVULAS<br />
DE SEGURIDAD”).<br />
10/98 PAGINA 3 - 7
PARA MODELOS JGK Y JGT SECCION 3 - ARRANQUE<br />
Llenado del depósito y cebado del sistema de aceite<br />
lubricante principal - antes del arranque<br />
Llenado del depósito de Aceite<br />
1. Extraer el respiradero y llenar el colector del compresor a través de la cubierta<br />
superior.<br />
2. Observar la mirilla de nivel en el extremo auxiliar. El nivel de aceite durante el<br />
arranque debe estar cerca de la parte superior de la mirilla de nivel. NO LLENE EN<br />
EXCESO EL DEPOSITO. El cigüeñal permanecerá sumergido en aceite, lo<br />
agitará y dificultará el bombeo y control de nivel debido (Después que la máquina<br />
esté funcionando es probable que requiera la adición de aceite para elevar el nivel<br />
de aceite hasta la mitad de la mirilla de nivel; pero cuando está funcionando nunca<br />
debe exceder los dos tercios de altura.)<br />
3. Una vez que el colector esté lleno hasta el nivel correcto, volver a colocar y ajustar<br />
a mano la tapa del respiradero, para poder sacarla fácilmente otra vez.<br />
Cebado - Sistema de aceite lubricante principal<br />
NOTA: ASEGURARSE QUE EL SISTEMA DE ACEITE DESDE LA BOMBA DE ACEITE<br />
LUBRICANTE A TRAVES DEL ENFRIADOR HASTA EL FILTRO DE ACEITE<br />
ESTE LLENO DE ACEITE.<br />
Las carcasas JGK y JGT están equipadas con una bomba de cebado manual de aceite<br />
lubricante. Es importante cebar la unidad hasta que los cojinetes reciban aceite. Son<br />
suficientes cinco bombeos de la bomba, después que el indicador de presión en la salida<br />
del filtro de aceite indica presión. Si la unidad está equipada con una bomba de<br />
prelubricación accionada a motor, la bomba debe funcionar a presión por un mínimo de<br />
quince segundos antes de arrancar la unidad.<br />
Ajuste del Lubricador a Presión<br />
Asegurarse que el lubricador a presión esté calibrado a la velocidad de lubricación inicial de<br />
la máquina indicada en la placa del lubricador a presión (ver la Figura 1-4 en la página 1-6.<br />
Una espiga indicadora en el bloque de distribución muestra la velocidad en que el bloque<br />
está ciclando. Para ajustar, atornillar el regulador de alimentación hasta que la espiga<br />
indicadora cicle a la velocidad apropiada. Dejar el compresor funcionando a esta calibración<br />
por 200 horas de operación. Después se puede reducir el ajuste del lubricador a la<br />
velocidad de operación normal (ver la Figura 1-4.<br />
PAGINA 3 - 8 10/98
PARA MODELOS JGK Y JGT<br />
SECCION 4 - LUBRICACIÓN Y VENTILACIÓN<br />
Generalidades<br />
La lubricación es vital para el funcionamiento satisfactorio de un compresor y merece<br />
especial atención en el diseño del conjunto.<br />
Todos los compresores tienen que tener un enfriador de aceite. La temperatura máxima<br />
permitida del aceite que llega a la carcasa del compresor es de 190°F (88°C). El<br />
ensamblador es responsable de instalar un enfriador de aceite del tamaño correcto. Las<br />
condiciones de funcionamiento que deben tomarse en cuenta son: el medio de<br />
enfriamiento, la temperatura del medio de enfriamiento, el flujo del medio de enfriamiento, la<br />
temperatura del aceite lubricante y la velocidad del flujo del aceite lubricante. Los datos de<br />
la eliminación del calor del aceite para cada carcasa se encuentran en el manual de datos<br />
de la aplicación, en la sección de especificaciones (para obtener esta información rogamos<br />
consultar con el ensamblador o <strong>Ariel</strong>). El enfriador debe instalarse lo más cerca posible del<br />
compresor, con la tubería del tamaño adecuado para reducir al mínimo la caída de presión<br />
tanto del aceite lubricante como del medio de enfriamiento.<br />
1. Para el funcionamiento correcto de la válvula termostática Amot provista como<br />
opción por <strong>Ariel</strong>, la diferencia máxima de presión entre la tubería de alimentación<br />
de aceite caliente (punto B) y la tubería de retorno de aceite enfriado (punto C) es<br />
de 0,7 bar (10 psi). Ver la Figura 4-9: Esquematico del Sistema de Aceite<br />
Lubricante.<br />
2. <strong>Ariel</strong> recomienda la instalación de la válvula termostática Amot en el modo de<br />
mezcla.<br />
Si un compresor está expuesto a una temperatura ambiente fría, el sistema de aceite deberá<br />
estar diseñado de tal manera que el equipo pueda arrancar sin peligro con un flujo<br />
adecuado de aceite a los cojinetes de bancada. Para asegurar una operación exitosa<br />
podría ser necesaria la instalación de válvulas de derivación del enfriador, calentadores de<br />
aceite, persianas del enfriador y aún edificios. Las instalaciones en climas fríos pueden usar<br />
aceite de viscosidad múltiple en la carcasa del compresor si el proveedor de aceite puede<br />
certificar que el aceite es estable al esfuerzo cortante. La viscosidad de este tipo de aceite<br />
no disminuye con el uso. Los aceites de viscosidad múltiples tienen una vida útil de 30% a<br />
50% más corta que los aceites de viscosidad única.<br />
Los compresores accionados por motor eléctrico deben tener una bomba de prelubricación<br />
para asegurar el flujo de aceite antes de arrancar. Un bloqueo condicional de arranque<br />
deberá inhabilitar la secuencia de arranque si la presión del aceite está por debajo de 10<br />
psig (0.7 bar g). Se recomienda tener un ciclo de prelubricación automático para todos los<br />
sistemas de accionamiento eléctrico, y es requerido en aquellos con secuencias de<br />
arranque sin personal (automáticas) o de arranques frecuentes.<br />
10/98 PAGINA 4 - 1
PARA MODELOS JGK Y JGT SECCION 4 - LUBRICACIÓN Y VENTILACIÓN<br />
La lubricación ejecuta por lo menos seis funciones en un compresor:<br />
1. Reducción de la fricción - al disminuir la fricción disminuye el requerimiento de<br />
energía y el aumento del calor.<br />
2. Reducción del desgaste - al disminuir el desgaste aumenta la expectativa de<br />
duración del equipo y disminuyen los gastos de mantenimiento.<br />
3. Superficies de frotación frías - el enfriamiento de las piezas de frotación mantiene las<br />
tolerancias de trabajo, prolonga la duración del aceite y extrae el calor del sistema.<br />
4. Prevención de la corrosión - la minimización de la corrosión superficial disminuye la<br />
fricción, el calor y el desgaste de los componentes. Suministrada generalmente por<br />
los aditivos en lugar del lubricante base.<br />
5. Sellado y reducción de la acumulación de contaminantes - mejora el sellado de gas<br />
en los anillos de pistones y empaquetaduras del vástago del pistón, y elimina los<br />
contaminates de las piezas móviles.<br />
6. Amortiguación de golpes - se amortiguan las ondas de choque reduciendo así la<br />
vibración y el ruido, y aumentando la duración de los componentes.<br />
Los lubricantes líquidos comúnmente usados en los compresores incluyen los aceites con<br />
base de petróleo y los fluidos sintéticos. Se usan aditivos de lubricantes para mejorar el<br />
índice de viscosidad, inhibir la oxidación, rebajar la temperatura de descongelación de los<br />
lubricantes, inhibir la formación de óxido, mejorar la detergencia, proporcionar protección<br />
antidesgaste y contra presiones extremas, mejorar la “lubricidad”, disminuir los efectos de la<br />
dilución de gas, aumentar la “afinidad entre el cojinete y el lubricante” o humectabilidad, y<br />
resistir el “lavado” del lubricante debido al agua, gas húmedo o saturado, o propiedades<br />
diluyentes del chorro de gas.<br />
El índice de viscosidad es una medida de la capacidad de un aceite de resistir el<br />
efecto de dilución causado por el aumento de la temperatura del aceite.<br />
La lubricidad es la “untuosidad” o capacidad de un lubricante de disminuir la fricción.<br />
La humectabilidad es una medida de la capacidad del lubricante de adherirse a las<br />
superficies metálicas. Un aumento de la humectabilidad aumenta la resistencia de<br />
los lubricantes a los efectos del “lavado”.<br />
Aceites a base de petróleo - conocidos también como aceites<br />
minerales<br />
Parafínicos - mayor contenido de cera, mejor resistencia a la dilución a las temperaturas de<br />
funcionamiento más altas que los nafténicos.<br />
Nafténicos - (comparados con los parafínicos) menor contenido de cera, mejor fluidez a<br />
temperaturas bajas para los arranques en frío, menor resistencia a la dilución a temperaturas más<br />
altas, mejor solvencia, menor duración/estabilidad contra la oxidación. Los aceites nafténicos dejan<br />
depósitos de carbón/residuos más blandos en las válvulas de descarga, etc.<br />
Grasa Animal<br />
Generalmente el sebo neutro usado como un aditivo de mezcla para lubricantes de petróleo<br />
con el fin de mejorar la “lubricidad o untuosidad” a presiones más altas y resistir la dilución<br />
en los gases húmedos o saturados. Se pueden solidificar a temperaturas altas o bajas. No<br />
se debe usar los aceites con estos aditivos en la carcasa del compresor.<br />
PAGINA 4 - 2 10/98
PARA MODELOS JGK Y JGT SECCION 4 - LUBRICACIÓN Y VENTILACIÓN<br />
Aceites Vegetales<br />
El aceite de colza es un ejemplo. Se usa como aditivo de mezcla en los lubricantes de<br />
petróleo para mejorar la “lubricidad o untuosidad” a presiones más altas y resistir la dilución<br />
en gases húmedos o saturados. Estos aditivos no son estables contra la oxidación a alta<br />
temperatura y, por lo tanto, la vida útil del aditivo disminuye rápidamente sobre 77°C<br />
(170°F). No se deben usar los aceites con estos aditivos en la carcasa del compresor.<br />
Lubricantes sintéticos<br />
Materiales sintéticos con estructuras químicas más constantes y controladas que los<br />
lubricantes de petróleo. Esto mejora la posibilidad de previsión de la viscosidad y<br />
estabilidad térmica. Los lubricantes sintéticos se pueden diseñar con una mejor resistencia<br />
a la oxidación, menor fricción, mejor resistencia pelicular, detergencia natural, menor<br />
volatibilidad y producen temperaturas de funcionamiento más bajas. Estos atributos pueden<br />
ayudar a reducir los requerimientos de velocidad de alimentación de los cilindros. La<br />
justificación para el uso de lubricantes sintéticos se basa en el ahorro de energía, menor<br />
consumo de lubricante, duración más larga de los componentes, menor tiempo<br />
improductivo del equipo y menor mantenimiento/mano de obra. Algunos lubricantes<br />
sintéticos pueden usarse en la carcasa del compresor. Consultar al proveedor de<br />
lubricantes antes de usar estos lubricantes en la carcasa del compresor.<br />
Hidrocarburos sintetizados - las polialfaolefinas (PAO) pueden usarse como<br />
lubricantes del compresor.<br />
1. Compatibles con los aceites minerales.<br />
2. Requieren aditivos para mejorar la acción detergente y la compatibilidad con los sellos.<br />
3. Solubles en algunos gases. Verificar la aplicación con el proveedor de lubricante.<br />
Esteres orgánicos - diésteres y poliésteres:<br />
1. Compatibles con los aceites minerales.<br />
2. Incompatibles con algunos cauchos (aro-sellos o juntas tóricas), plásticos y<br />
pinturas. Compatibles con Vitón.<br />
3. Usados principalmente en compresores de aire.<br />
Poliglicoles - glicoles y polialquilenos (PAG), poliéteres, poliglicoléteres y éteres de<br />
glicol y polialquileno:<br />
1. Mala estabilidad contra la oxidación natural y protección contra la corrosión -<br />
requieren aditivos.<br />
2. Puede ser hidrosoluble - verificar la aplicación con el proveedor de lubricantes.<br />
3. No recomendados para compresores de aire.<br />
4. No son compatibles con los aceites minerales, algunos plásticos y pinturas.<br />
Requieren el lavado completo del sistema cuando se cambia a/o de poliglicoles.<br />
5. Compatibles con Vitón y HNBR-Buna N (acrilonitrilo-butadieno del extremo alto).<br />
6. Resistente a la dilución del gas hidrocarbúrico. Excelente humectabilidad.<br />
Los aceites para cilindros son lubricantes especialmente mezclados diseñados para usarse<br />
en cilindros de vapor y/o cilindros de compresores. Los lubricantes compuestos pueden<br />
tener base de petróleo o sintética. Los aditivos pueden ser de base animal, vegetal o de<br />
base sintética. Estos lubricantes están formulados para mejorar la resistencia pelicular del<br />
aceite para contrarrestar los efectos del agua, los gases húmedos, solventes, etc.<br />
presentes en el gas.<br />
10/98 PAGINA 4 - 3
PARA MODELOS JGK Y JGT SECCION 4 - LUBRICACIÓN Y VENTILACIÓN<br />
Lubricantes para la carcasa del compresor<br />
<strong>Ariel</strong> recomienda, para utilizar en la carcasa del compresor, un aceite mineral de buena<br />
calidad que proporcione la lubricación y extracción del calor adecuadas, como asimismo<br />
inhiba la oxidación, la herrumbre y la corrosión, y que tenga propiedades antidesgaste.<br />
Para un gas de gasoducto limpio y seco, el aceite utilizado en el motor de gas natural debe<br />
ser satisfactorio. para un funcionamiento normal se recomienda un aceite de peso SAE 40<br />
(grado 150 ISO).<br />
La viscosidad máxima del aceite lubricante para arranque a temperatura ambiente fría es<br />
de 15.000 SUS (3300 cSt), típicamente 40°F (4°C) para aceite de peso SAE 30 (grado 100<br />
ISO), ó 55°F (13°C) para aceite de peso SAE 40 (grado 150 ISO).<br />
La viscosidad mínima a temperatura de funcionamiento es 60 SUS (10 cSt).<br />
Se recomienda el uso de aceites con bajo contenido de cenizas o sin cenizas, ya que aquellos<br />
con alto contenido de cenizas pueden incrementar los requerimientos de mantenimiento.<br />
Los aditivos no deben ser corrosivos para los materiales de cojinetes con base de plomo o cobre.<br />
Las bombas de aceite lubricante accionadas en la carcasa del compresor mantienen la<br />
presión del aceite con una válvula reguladora de presión accionada por resorte dentro del<br />
cabezal de la bomba. La presión del sistema de lubricación se puede aumentar o disminuir<br />
ajustando esta válvula. La presión normal en el lado de descarga del filtro de aceite<br />
lubricante se calibra de fábrica para 60 psig (4.1 bar manométrica). Si la presión del aceite<br />
lubricante desciende a menos de 50 psig (3.4 bar manométrica), se debe determinar la<br />
causa. Se requiere una parada por baja presión de aceite lubricante, calibrada a 35 psig<br />
(2.4 bar manométrica), para protección del compresor.<br />
La temperatura mínima de funcionamiento de aceite lubricante es 66°C (150°F). Esta es la<br />
temperatura mínima requerida para eliminar el vapor de agua.<br />
Cuando se usan calentadores de inmersión de aceite lubricante de la carcasa, la densidad<br />
en vatios del elemento calentador no debe exceder 5 vatios por pulgada cuadrada (0.8 W/<br />
cm2) para los sistemas sin bomba de circulación. Si no se usa una bomba de circulación se<br />
producirá coquificación del aceite en el elemento con calentadores de vatiaje más alto.<br />
Cuando se requieren calentadores de vatiaje alto, se deberán interbloquear con una<br />
bomba de circulación de aceite para asegurar que no ocurra coquificación del aceite. El<br />
aceite coquificado formará depósitos que pueden “aislar” el sistema y disminuir la<br />
eliminación de calor. Además, los depósitos pueden desprenderse y actuar como abrasivos<br />
en el sistema de lubricación.<br />
Los compresores JGK y JGT, están equipados como norma con filtros simplex de papel,<br />
rotativos, impregnados de resina. Se suministran indicadores de presión para monitorear la<br />
caída de presión a través del filtro.<br />
El aceite lubricante de la carcasa del compresor deberá cambiarse a intervalos de mantenimiento<br />
regulares (6 meses ó 4,000 horas), cuando la diferencia de presión del filtro de aceite excede<br />
10 psi (0.7 bar) o cuando los resultados de las muestras de aceite indican la necesidad de<br />
hacerlo. Puede requerirse un intervalo de cambio de aceite más frecuente si está funcionando en<br />
un ambiente sumamente sucio o si el proveedor de aceite lo recomienda. El muestreo de aceite<br />
debe efectuarse regularmente para verificar la idoneidad del aceite para un servicio continuo. La<br />
degradación al grado inferior de viscosidad por debajo de la viscosidad original o un incremento de<br />
viscosidad al próximo grado superior, requiere el cambio total de aceite. Las pruebas de<br />
viscosidad se deben efectuar a 100°C (212°F).<br />
PAGINA 4 - 4 10/98
PARA MODELOS JGK Y JGT SECCION 4 - LUBRICACIÓN Y VENTILACIÓN<br />
Requerimientos de lubricación de los cilindros y<br />
empaquetaduras<br />
Los requerimientos de lubricación del cilindro variarán con las condiciones de operación y<br />
la composición del gas a ser comprimido. Por favor consulte la tabla siguiente para las<br />
recomendaciones de lubricación para las distintas composiciones de gas y condiciones de<br />
funcionamiento. Nótese que las proporciones de lubricación pueden variar con las<br />
condiciones de funcionamiento. El tipo de aceite lubricante también variará con la<br />
composición del gas a comprimir.<br />
Los sistemas de lubricación a presión requieren aceite de una viscosidad inferior a 1100 cST<br />
(5000 SUS) en la toma de la bomba de lubricación. Las medidas que podrían ser necesarias<br />
tomar para asegurar que la bomba de lubricación a presión esté llena de aceite durante la<br />
carrera de succión incluyen: tamaño apropiado de la tubería y acoples del depósito a la<br />
bomba de lubricación a presión, calentamiento del aceite y presurización del tanque de<br />
suministro. Se requiere un filtro de aceite o una rejilla fina en línea entre el tanque de<br />
suministro y las bombas de lubricación a presión. La filtración recomendada es 20 micrones<br />
nominales.<br />
La lubricación insuficiente resulta en una condición de “mini-lubricación.” Esta condición<br />
produce la descomposición extremadamente rápida de los materiales de teflón y PEEK de<br />
los anillos de pistones y materiales de empaquetadura de los aros. Los depósitos negros,<br />
resinosos que pueden encontrarse en el separador, la empaquetadura, los cilindros y las<br />
válvulas son indicadores de una lubricación insuficiente.<br />
El exceso de lubricación puede resultar en un arrastre excesivo de aceite a la corriente de gas,<br />
y un aumento de las cantidades de depósitos en las válvulas y pasajes de gas. La rotura de<br />
la placa de válvula y la falla de la empaquetadura también son síntomas de lubricación<br />
excesiva. La empaquetadura se obstruirá hidráulicamente, lo que fuerza a que los anillos de<br />
la empaquetadura se eleven del vástago lo suficiente como para formar un pasaje de<br />
escape de gas. El aumento del escape de gas causa el sobrecalentamiento de la<br />
empaquetadura y del vástago. El vástago y la empaquetadura pueden colorearse de azul<br />
aunque la lubricación pueda parecer suficiente.<br />
Incluso cuando se usa la cantidad y el medio de lubricación correctos, la suciedad y la<br />
materia extraña en el gas impedirá que el lubricante se comporte debidamente. Se<br />
recomienda el uso de rejillas o mallas para residuos de gas de entrada de 50 micrones<br />
máximo. Se requiere el mantenimiento apropiado de las rejillas de entrada.<br />
La cantidad de lubricación adecuada puede determinarse de varias maneras. El método de<br />
papel de cigarrillo utiliza dos capas de papeles de cigarrillo sin encerar o equivalente.<br />
Colocar las capas juntas y frotar ligeramente el interior del cilindro. La primera capa de<br />
papel debería mostrar aceite y la segunda debería estar seca.<br />
Cuando los síntomas observados indican falta de lubricación, verificar primero que las<br />
bombas de lubricación a presión están funcionando correctamente, confirmar que el tiempo<br />
del ciclo del bloque de distribución coincide con lo indicado en la hoja de lubricación<br />
suministrada por <strong>Ariel</strong>, inspeccionar que toda la tubería y los acoples estén ajustados y sin<br />
ningún escape. No olvidarse de inspeccionar los acoples dentro de los pasajes de gas de<br />
los cilindros. Las medidas de flujo del lubricante son tan pequeñas que todo el flujo<br />
requerido puede observarse como un goteo en un acople.<br />
10/98 PAGINA 4 - 5
PARA MODELOS JGK Y JGT SECCION 4 - LUBRICACIÓN Y VENTILACIÓN<br />
Para establecer la velocidad correcta de flujo de la bomba de lubricación a presión, se debe<br />
observar el indicador del tiempo del ciclo en el bloque de distribución. Cronometrar el ciclo<br />
entre destellos para un interruptor sincronizador digital por falta de flujo (DNFT), o desde el<br />
movimiento inicial de la espiga indicadora en la posición totalmente retraída, hasta el<br />
momento cuando la espiga regresa a la posición totalmente retraída y comienza a salir<br />
nuevamente para un conjunto de un indicador de ciclo magnético.<br />
NOTA: CUANDO SE AJUSTA LA CALIBRACION DE LA BOMBA A PRESION PARA EL<br />
TIEMPO DEL CICLO CORRECTO, NO HACERLO PARA UNA VELOCIDAD DE<br />
FLUJO DEMASIADO BAJA. LAS BOMBAS PUEDEN FUNCIONAR<br />
IRREGULARMENTE CUANDO ESTAN CALIBRADAS MUY BAJAS.<br />
Las bombas de lubricación a presión deben ser capaces de producir el doble de flujo de<br />
lubricación “normal” requerido para el período inicial. Rogamos consultar con <strong>Ariel</strong> para<br />
asistencia en el caso que de que la bomba existente no sea capaz de producir el flujo<br />
requerido.<br />
Se puede utilizar aceite usado de motor siempre que las especificaciones del aceite nuevo<br />
cumplen con los requerimientos indicados, y que el aceite es debidamente filtrado, por ej.,<br />
20 micrones nominales. Se debe monitorear y probar la viscosidad del aceite, como se<br />
menciona anteriormente, para comprobar su utilidad o grado de eficiencia.<br />
El uso de lubricantes de viscosidad más elevada o de lubricantes especialmente mezclados<br />
puede compensar un poco la presencia de líquidos en el chorro de gas.<br />
NOTA: CUANDO HAY PRESENCIA DE LIQUIDOS EN EL GAS, LA LUBRICACION<br />
MAS EFICAZ DE LOS CILINDROS Y EMPAQUETADURA REQUIERE LA<br />
EXTRACCION DE LOS LIQUIDOS ANTES QUE EL GAS ENTRE AL<br />
COMPRESOR.<br />
ESTAS RECOMENDACIONES DE LUBRICACION SON GUIAS GENERALES. SI<br />
LOS LUBRICANTES O MEDIDAS DE FLUJO RECOMENDADOS NO<br />
PARECIERAN FUNCIONAR ADECUADAMENTE, PODRIA SER NECESARIO<br />
CAMBIAR LOS TIPOS DE LUBRICANTES Y/O MEDIDAS DE FLUJO.<br />
ROGAMOS CONSULTAR CON EL PROVEEDOR DE LUBRICANTES PARA LAS<br />
RECOMENDACIONES ESPECIFICAS DEL LUBRICANTE.<br />
LA GARANTIA POR FALLA DE LOS COMPONENTES OCURRIDAS MIENTRAS<br />
SE USAN LUBRICANTES QUE NO CUMPLAN ESTAS ESPECIFICACIONES<br />
ESTARA SUJETA A REVISION EN BASE A CADA CASO INDIVIDUAL.<br />
PAGINA 4 - 6 10/98
PARA MODELOS JGK Y JGT SECCION 4 - LUBRICACIÓN Y VENTILACIÓN<br />
TABLA 4-1: RECOMENDACIONES DE ACEITE LUBRICANTE DE CILINDROS/<br />
EMPAQUETADURAS PARA DIVERSOS COMPONENTES DE LA CORRIENTE DE GAS<br />
CORRIENTE<br />
DE GAS<br />
Gas natural de<br />
calidad de<br />
gasoducto<br />
Gas natural con<br />
agua y/o<br />
hidrocarburos<br />
pesados B<br />
Metano < 90%<br />
Gravedad<br />
específica > 0.7<br />
Propano > 8%<br />
Gas Natural<br />
Comprimido<br />
< 1000 PSIG<br />
(< 70 BAR g)<br />
Peso SAE 40<br />
ISO 150<br />
Peso SAE 40-50<br />
ISO 150-220<br />
1.25 x flujo base<br />
Peso SAE 40<br />
ISO 150<br />
Aire Aceite compresor<br />
aire peso SAE 40<br />
ISO 150<br />
Aire húmedo Aceite compresor<br />
aire<br />
peso SAE 40-50<br />
con mezcla<br />
ISO 150-220<br />
Gas natural con<br />
anhidrido<br />
carbónico<br />
2% a 10%<br />
Gas natural con<br />
anhidrido<br />
carbónico<br />
≥ 10%<br />
Peso SAE 40-50<br />
ISO 150-220<br />
1.25 x flujo base<br />
Peso SAE 40-50<br />
ISO 150-220<br />
1.50 x flujo base<br />
Nitrógeno Peso SAE 40<br />
ISO 150<br />
Gas natural con<br />
H 2S<br />
2% a 30%<br />
Peso SAE 40<br />
con mezcla<br />
ISO 150<br />
1.25 x flujo base<br />
1000 A 2000<br />
PSIG<br />
(70 A 140 BAR g)<br />
Peso SAE 40-50<br />
ISO 150-220<br />
1.25 X flujo base<br />
Peso SAE 50-60<br />
o peso SAE 40<br />
con mezcla<br />
ISO 220-320<br />
1.5 x flujo base<br />
Peso SAE 40-50<br />
ISO 150-220<br />
Aceite compresor<br />
aire<br />
peso SAE 50<br />
con mezcla<br />
ISO 220<br />
1.5 x flujo base<br />
Sintético - Diéster<br />
1.5 x flujo base<br />
Peso SAE 50-60<br />
o SAE 40<br />
con mezcla<br />
ISO 220-320<br />
1.5 x flujo base<br />
Peso SAE 50-60<br />
o SAE 40<br />
con mezcla<br />
ISO 220-320<br />
2.0 x flujo base<br />
Peso SAE 40-50<br />
ISO 150-220<br />
Peso SAE 40-50<br />
con mezcla<br />
ISO 150-220<br />
1.5 x flujo base<br />
ISO 150-220<br />
2000 A 3500<br />
PSIG A<br />
(140 A 240 BAR g)<br />
Peso SAE 50<br />
con mezcla<br />
ISO 220-320<br />
1.5 x flujo base<br />
Aceite de cilindro<br />
c/mezcla<br />
ISO 460-680<br />
2.0 x flujo base<br />
Ver gas natural<br />
de gasoducto o<br />
sintético -<br />
poliglicol/<br />
diester<br />
Sintético - Diéster<br />
1.5 x flujo base<br />
Sintético - Diéster<br />
2.0 x flujo base<br />
Aceite cilindro con<br />
mezcla<br />
ISO 460-680<br />
2.0 x flujo base o<br />
PAG sintético<br />
Aceite cilindro<br />
con mezcla<br />
ISO 460-680<br />
3.0 x flujo base o<br />
PAG sintético<br />
Peso SAE 50<br />
ISO 220<br />
Peso SAE 50<br />
con mezcla<br />
2.0 x flujo base<br />
ISO 220<br />
3500 A 5000 A<br />
PSIG<br />
(240 A 345 BAR g)<br />
Aceite de cilindro<br />
con mezcla<br />
ISO 320-460<br />
2.0 x flujo base<br />
o sintético -<br />
diéster/poliglicol<br />
Aceite cilindro<br />
con mezcla<br />
ISO 680<br />
3.0 x flujo base o<br />
sintético - diéster/<br />
poliglicol<br />
Ver gas natural de<br />
gasoducto o<br />
sintético -<br />
poliglicol/ diéster<br />
Consultar con el<br />
proveedor de<br />
lubricantes<br />
Consultar con el<br />
proveedor de<br />
lubricantes<br />
Aceite cilindro con<br />
mezcla<br />
ISO 680<br />
3.0 x flujo base o<br />
PAG sintético<br />
Aceite cilindro<br />
con mezcla<br />
ISO 680<br />
4.0 x flujo base o<br />
PAG sintético<br />
Peso SAE 60<br />
ISO 320<br />
Peso SAE 60<br />
con mezcla<br />
3.0 x flujo base<br />
ISO 320<br />
≥ 5000 Α PSIG<br />
(≥ 345 BARg) Aceite cilindro<br />
con mezcla<br />
ISO 460-680<br />
3.0 x flujo base o<br />
sintético -<br />
poliglicol<br />
Contactar al<br />
proveedor de<br />
lubricantes<br />
Ver gas natural<br />
de gasoducto o<br />
sintético -<br />
poliglicol/diéster<br />
Contactar al<br />
proveedor de<br />
lubricantes<br />
Contactar al<br />
proveedor de<br />
lubricantes<br />
Contactar al<br />
proveedor de<br />
lubricantes<br />
Contactar al<br />
proveedor de<br />
lubricantes<br />
Aceite cilindro<br />
ISO 460-680<br />
Aceite cilindro<br />
con mezcla<br />
4.0 x flujo base<br />
ISO 460-480<br />
10/98 PAGINA 4 - 7
PARA MODELOS JGK Y JGT SECCION 4 - LUBRICACIÓN Y VENTILACIÓN<br />
TABLA 4-1: RECOMENDACIONES DE ACEITE LUBRICANTE DE CILINDROS/<br />
EMPAQUETADURAS PARA DIVERSOS COMPONENTES DE LA CORRIENTE DE GAS<br />
CHORRO DE<br />
GAS<br />
Gas natural con<br />
H 2S<br />
≥ 30%<br />
Propano C<br />
(refrigerant)<br />
< 1000 PSIG<br />
(< 70 BAR g)<br />
Peso SAE 40<br />
con mezcla<br />
ISO 150<br />
1.50 x flujo base<br />
Peso SAE 40 o<br />
aceite refrigerante<br />
0.5 x flujo base<br />
1000 A 2000<br />
PSIG<br />
(70 A 140 BAR g)<br />
Peso SAE 40-50<br />
con mezcla<br />
ISO 150-220<br />
2.0 x flujo base<br />
ISO 150-220<br />
Peso SAE 40 o<br />
aceite<br />
refrigerante<br />
1.0 x flujo base<br />
2000 A 3500<br />
PSIG A<br />
(140 A 240 BAR g)<br />
Peso SAE 50<br />
con mezcla<br />
2.5 x flujo base<br />
ISO 220<br />
Aceite<br />
refrigerante<br />
Contactar al<br />
proveedor<br />
de lubricantes<br />
3500 A 5000 A<br />
PSIG<br />
(240 A 345 BAR g)<br />
Peso SAE 60<br />
con mezcla<br />
4.0 x flujo base<br />
ISO 320<br />
Aceite<br />
refrigerante<br />
Contactar al<br />
proveedor de<br />
lubricantes<br />
≥ 5000 Α PSIG<br />
(≥ 345 BARg) Aceite cilindro<br />
con mezcla<br />
6.0 x flujo base<br />
ISO 460-480<br />
Aceite<br />
refrigerante<br />
Contactar al<br />
proveedor de<br />
lubricantes<br />
A. También requiere empaquetadura enfriada por agua<br />
B. Los aceites para motores de mezcla pobre contienen dispersantes y aditivos con cenizas que<br />
retienen agua en suspensión. Esta suspensión no suministra lubricación adecuada en los cilindros<br />
y las empaquetaduras.<br />
C. Verificar que la temperatura de descongelación del aceite sea inferior a la temperatura del gas de<br />
entrada.<br />
NOTA: EL FLUJO BASE ARRIBA MENCIONADO ES COMO SIGUE:<br />
0.5 PINTAS/ DIA/PULGADA DE DIAMETRO INTERIOR PARA CARCASAS JGK<br />
Y JGT - 2 PUNTOS DE LUBRICACION POR CILINDRO.<br />
EL TAMAÑO DEL VASTAGO SE DUPLICA Y TRATA COMO UN CILINDRO.<br />
EL FLUJO INICIAL ES DOBLE DEL FLUJO RECOMENDADO. SE DEBE<br />
MANTENER EL FLUJO INICIAL DURANTE 200 HORAS DE<br />
FUNCIONAMIENTO.<br />
HAY FORMULAS DE LUBRICANTES ESPECIALES DISPONIBLES DE LOS<br />
PROVEEDORES DE LUBRICANTES PARA APLICACIONES ESPECIFICAS. EL<br />
PROVEEDOR DEBERA PROPORCIONAR LA DOCUMENTACION APROPIADA<br />
CERTIFICANDO LA IDONEIDAD DE LA FORMULA PARA LAS CONDICIONES<br />
DEL SITIO DE INSTALACION. PARA VERIFICACION DE LA COBERTURA DE<br />
LA GARANTIA CONTACTAR A ARIEL.<br />
PAGINA 4 - 8 10/98
PARA MODELOS JGK Y JGT SECCION 4 - LUBRICACIÓN Y VENTILACIÓN<br />
Sistema de Lubricación a Presión - Descripción<br />
El sistema de lubricación a presión suministra aceite a los cilindros del compresor y<br />
empaquetaduras de vástagos de los pistones.<br />
Todos los cilindros de JGK y JGT tienen puntos de inyección y lubricación superior e<br />
inferior.<br />
El aceite es suministrado al lado de succión de la bomba de lubricación a presión<br />
directamente del lado de presión del sistema de aceite lubricante de la carcasa, o de un<br />
depósito superior.<br />
El lubricador tiene su propio depósito de aceite para lubricar el engranaje sinfín y la leva. El<br />
depósito es autónomo y no es alimentado por el sistema de aceite lubricante. Una mirilla en<br />
el lubricador muestra el nivel de aceite en el depósito del lubricador.<br />
En la tubería de descarga hay un tapón de 1/8" NPT cerca de la bomba de lubricación<br />
a presión a través del cual se puede cebar el sistema.<br />
A continuación en la tubería de descarga se encuentra un disco de ruptura. Si se produce una<br />
obstrucción en el sistema, el aumento de presión romperá el disco. La ventilación del sistema a<br />
través del disco de ruptura causa el cierre del interruptor de parada por falta de flujo.<br />
A continuación el aceite se dirige al bloque de distribución. Es aquí donde el aceite<br />
lubricante es dosificado para proporcionar las cantidades exactas a los cilindros y las<br />
empaquetaduras. Los pistones en las secciones intermedias del bloque de distribución<br />
se mueven en vaivén en un ciclo continuo, empujando sucesivamente el lubricante a través<br />
de varias salidas, siempre que el lubricante sea suministrado a presión en la entrada. Cada<br />
salida tiene una válvula de retención o bloqueo para impedir que el aceite retroceda al<br />
bloque. Un indicador en el bloque muestra la velocidad a la cual está ciclando el bloque.<br />
Desde el bloque de distribución, el aceite se dirige a los cilindros y las empaquetaduras.<br />
Parte del aceite que va a las empaquetaduras pasa a los cilindros, pero la mayor parte drena<br />
por el acople de venteo de presión/drenaje en la parte inferior de la guía de la cruceta y a<br />
través del tubo de vaciado a la atmósfera también ubicado en la parte inferior de la guía.<br />
Una válvula de control del nivel de aceite, provista por el ensamblador y montada en la<br />
plataforma, mantiene el nivel apropiado en el colector del cárter para reemplazar el aceite<br />
utilizado en la lubricación de los cilindros.<br />
Ajuste del Lubricador a Presión<br />
Ver las instrucciones bajo “Ajuste del Lubricador a Presión” en la pagina 3-8 y ver la<br />
Figura 5-14.<br />
NOTA: EL SISTEMA DE ALIMENTACION A PRESION DEBE TENER UN DISCO DE<br />
RUPTURA ENTRE LA BOMBA DEL LUBRICADOR A PRESION Y EL<br />
INTERRUPTOR DE PARADA POR FALTA DE FLUJO.<br />
EL SISTEMA DE ALIMENTACION A PRESION DEBE TENER UN<br />
INTERRUPTOR DE PARADA POR FALTA DE FLUJO FUNCIONANDO. ESTE<br />
INTERRUPTOR DEBE ESTAR AJUSTADO PARA QUE SE ACTIVE DENTRO DE<br />
TRES A CINCO MINUTOS DESPUES DE LA INTERRUPCION DEL FLUJO DE<br />
ACEITE DEL LUBRICADOR.<br />
10/98 PAGINA 4 - 9
PARA MODELOS JGK Y JGT SECCION 4 - LUBRICACIÓN Y VENTILACIÓN<br />
Acoples de escape y discos de ruptura<br />
TABLA 4-2: ENSAMBLES DE ACOPLES DE ESCAPE Y DISCOS DE RUPTURA<br />
DE REPUESTO<br />
PROVEEDOR<br />
CONJUNTO DE ACOPLE DE ESCAPE<br />
N/P <strong>Ariel</strong><br />
PSI<br />
NOMINAL<br />
MPa<br />
NOMINAL<br />
DISCO DE RUPTURA DE REPUESTO A<br />
N/P<br />
ARIEL<br />
Color<br />
A. No usar un disco de ruptura de repuesto Lincoln en un ensamble de acople de escape Lubriquip, ni<br />
un disco Lubriquip en un conector Lincoln. Ver la Tabla 1-9 en la pagina 1-13 para el par torsor de<br />
la tapa del acople de escape. No ajustar demasiado la tapa ya que podría reducirse la presión de<br />
escape.<br />
FIGURA 4-1: ENSAMBLE DE ACOPLE DE ESCAPE ST. LOUIS LINCOLN<br />
FIGURA 4-2: ENSAMBLE DE ACOPLE DE ESCAPE LUBRIQUIP<br />
GROSOR<br />
PULGADAS mm<br />
Lincoln A-0080 3250 22.4 A-0124 Púrpura 0.0225 0.57<br />
Lubriquip A-3531 3700 26 A-3536 Amarillo 0.010 0.28<br />
Lubriquip A-3532 4600 32 A-3537 Rojo 0.012 0.30<br />
Lubriquip A-3533 5500 38 A-3538 Anaranjado 0.014 0.36<br />
Lubriquip A-3534 6400 44 A-3539 Aluminio 0.016 0.41<br />
Lubriquip A-3535 7300 50 A-3540 Azul 0.020 0.51<br />
Acople<br />
Disco de ruptura<br />
Tapa<br />
Disco de ruptura<br />
Acople<br />
Tapa<br />
Orificio de 1/4 pulg.<br />
(6mm) de diámetro<br />
Orificio de 1/8 pulg.<br />
(3mm) de diámetro<br />
PAGINA 4 - 10 10/98
PARA MODELOS JGK Y JGT SECCION 4 - LUBRICACIÓN Y VENTILACIÓN<br />
Válvulas Divisoras<br />
FIGURA 4-3: BLOQUE DE DISTRIBUCION DE VALVULAS DIVISORAS - TIPICO<br />
NOTA: VER LOS DIBUJOS DE MONTAJE, LISTA DE REPUESTOS Y JUEGOS DE<br />
REPARACION DISPONIBLES PARA LAS VALVULAS DIVISORAS EN EL<br />
MANUAL DE PIEZAS CORRESPONDIENTE A LA CARCASA QUE SE ESTA<br />
REPARANDO.<br />
10/98 PAGINA 4 - 11
PARA MODELOS JGK Y JGT SECCION 4 - LUBRICACIÓN Y VENTILACIÓN<br />
Descripción<br />
Las válvulas divisoras están compuestas de tres a ocho bloques de válvulas sujetos a una placa<br />
base segmentada. Se usan aro-sellos o juntas tóricas para sellar entre los bloques de válvulas<br />
y la placa base y entre los segmentos de la placa base. Estas válvulas divisoras se usan en un<br />
sistema de lubricación progresiva de una sola línea y se pueden usar para surtir aceite o grasa.<br />
Las válvulas y los segmentos de la placa base son suministrados con aro-sellos Buna-N.<br />
Hay válvulas de retención instaladas en las entradas de todos los puntos de lubricación.<br />
Los bloques de válvulas conteniendo pistones dosificadores descargan una cantidad<br />
predeterminada de lubricante en cada ciclo. Los bloques de válvulas pueden ser simples o<br />
dobles y pueden tener un solo acceso o accesos cruzados exteriores. Salidas no usadas<br />
cuando usando un solo acceso o accesos cruzados se deben taponar.<br />
Se puede usar un bloque de derivación en cualquier lugar de la placa base. El uso de un<br />
bloque de derivación permite la adición o supresión de puntos de lubricación sin interferir<br />
con la tubería existente. Las dos salidas debajo del bloque de derivación se deben taponar.<br />
Los bloques de válvula y los de derivación están fijados a una placa base montada en la<br />
máquina a lubricarse. La placa base contiene las conexiones de entrada y de salida de la<br />
válvula divisora, pasajes interelacionados y válvulas de retención integrales. Toda la tubería<br />
de llegada y salida de la válvula divisora está conectada a la placa base.<br />
La placa base consiste de un bloque de entrada, tres a ocho bloques intermedios, un<br />
bloque terminal y tres tirantes. Con los segmentos de la placa se incluyen empaquetaduras<br />
de sellado. La capacidad del bloque de válvulas de cada placa depende de la cantidad de<br />
bloques intermedios en la placa base. Debe haber un mínimo de tres válvulas funcionando<br />
en cada conjunto de válvula y placa base.<br />
Interruptor temporizado electrónico estándar por falta de flujo del<br />
lubricador - DNFT<br />
El DNFT es un interruptor basado en un microprocesador usado para detectar condiciones<br />
de falta de flujo o flujo lento en el sistema de lubricación del cilindro del compresor para<br />
facilitar la alarma y/o parada. El DNFT contiene también un indicador de ciclo de diodo<br />
emisor de luz ámbar (LED) para proveer una indicación visual positiva de la operación del<br />
sistema. El DNFT incluye un interruptor de proximidad. El DNFT estándar se calibra de<br />
fábrica para (3) minutos desde la señal de falta de flujo a alarma/parada y no es ajustable.<br />
Están disponibles modelos opcionales programables. Presentado en septiembre de 1996,<br />
el DNFT reemplazó el interruptor tradicional mecánico de falta de flujo y es estándar en<br />
todas las unidades nuevas. Desde su presentación, el DNFT ha pasado a través de una<br />
serie de mejoras de diseño y están en servicio varias versiones. El DNFT corriente se<br />
muestra en la Figura 4-4.<br />
El DNFT funciona a través de una aguja magnética que cicla hacia uno u otro lado mientras<br />
el pistón de la válvula divisora se mueve, haciendo destellar el diodo fotoemisor ámbar<br />
indicando un ciclo completo de la válvula divisora. El DNFT funciona con una batería interna<br />
de litio sellada reemplazable, con una duración esperada de 6 a 10 años dependiendo del<br />
tiempo de ciclo. Hay modelos opcionales disponibles con una batería reemplazable de<br />
fábrica. La falla de la batería resulta en una señal de salida de falta de flujo al DNFT de<br />
seguridad contra averías para que pare el sistema. La falla de la batería requiere el<br />
reemplazo del conjunto DNFT. El DNFT agotado puede devolverse para obtener un crédito<br />
parcial.<br />
PAGINA 4 - 12 10/98
PARA MODELOS JGK Y JGT SECCION 4 - LUBRICACIÓN Y VENTILACIÓN<br />
Mientras que las versiones anteriores del DNFT requerían un ajuste de posición en el<br />
conjunto de la carcasa del imán, los DNFT provistos después de agosto de 1997, no<br />
requiere más tal ajuste. Para reemplazar el DNFT, extraiga el conducto y marque las<br />
conexiones del cableado. Extraiga el cableado y el viejo DNFT. Guarde para un crédito<br />
parcial por devolución. Desarme la carcasa magnética del cuerpo del interruptor<br />
aflojando los (2) tornillos de posición de 1/4”-20 en el nuevo DNFT. Asegúrese que la<br />
aguja magnética y el resorte estén intactos y funcionando en el ensamble de la carcasa<br />
magnética. Usted debería sentir la fuerza del resorte al empujar con la mano la aguja<br />
magnética. Atornille el conjunto de la carcasa magnética dentro del extremo de la carcasa<br />
de la válvula divisora. Asegúrese que los tornillos de posición estén aflojados y deslice el<br />
cuerpo del interruptor sobre la tuerca del conjunto magnético. Ajuste los tornillos de<br />
posición y vuelva a fijar el cableado y el conducto.<br />
Conjunto de caja<br />
magnética<br />
Tornillos de fijación<br />
(2) 1/4” x 20<br />
Indicador LED<br />
ámbar de ciclo<br />
Rojo - normalmente abierto; naranja - normalmente<br />
cerrado; negro - común; verde - tierra; amarillo -<br />
interruptor de proximidad<br />
FIGURA 4-4: INTERRUPTOR SINCRONIZADOR POR FALTA DE FLUJO - (DNFT)<br />
Interruptor neumático opcional por falta de flujo del<br />
lubricador<br />
Opcional y para todas las unidades suministradas antes del 9/1/96 (ver la Figura 4-5).<br />
Una aguja indicadora de ciclo provee la identificación positiva del funcionamiento del<br />
sistema. La aguja es una extensión del pistón en un bloque de válvulas y se mueve al<br />
mismo ritmo que el pistón.<br />
NOTA: UN CICLO CONSISTE EN EL MOVIMIENTO DE LA ESPIGA<br />
DESDE TOTALMENTE ADENTRO A TOTALMENTE AFUERA Y<br />
RETORNO A TOTALMENTE ADENTRO.<br />
FIGURA 4-5: CONJUNTO INDICADOR DE CICLO MAGNETICO<br />
10/98 PAGINA 4 - 13
PARA MODELOS JGK Y JGT SECCION 4 - LUBRICACIÓN Y VENTILACIÓN<br />
Instrucciones para el armado de válvulas divisoras<br />
NOTA: EL CENTRO DEL TIRANTE EN LA PLACA BASE ESTA DESPLAZADO DE<br />
MODO QUE LOS BLOQUES INTERMEDIOS NO SE PUEDEN ARMAR AL<br />
REVES. SI SE DEBE HACER DEMASIADA FUERZA DURANTE EL ARMADO,<br />
ASEGURARSE QUE EL BLOQUE NO ESTE AL REVES.<br />
1. Atornillar tres tirantes en el bloque de entrada hasta que los extremos queden al<br />
ras con la superficie del bloque.<br />
2. Deslizar la junta de entrada en los tirantes.<br />
3. Deslizar alternadamente un bloque intermedio y una placa de junta intermedia en<br />
los tirantes hasta que el último bloque intermedio esté en su lugar.<br />
4. Desechar la placa de junta intermedia restante.<br />
5. Deslizar la placa de junta terminal y el bloque terminal en los tirantes<br />
6. Apoyar el conjunto de placa base en una superficie plana y apretar las tuercas a un<br />
par torsor de 72 lbs.-pulg. (8,1 N-m).<br />
7. Montar las válvulas divisorias con las placas de junta en la placa base y ajustar los<br />
tornillos de montaje a un par torsor de 108 lbs.-pulg. (12,2 N-m).<br />
Funcionamiento<br />
El pasaje de entrada está siempre conectado a todas las cámaras de pistones con un solo<br />
pistón libre para moverse en cualquier momento. Con todos los pistones ubicados en el<br />
extremo derecho, el lubricante de la entrada fluye contra el extremo derecho del pistón 1.<br />
(Ver la Figura 4-6, ilustración 1).<br />
El flujo del lubricante desplaza el pistón 1 de derecha a izquierda surtiendo lubricante al<br />
pistón a través de los orificios de conexión a la salida 1. El desplazamiento del pistón 1<br />
dirige el flujo contra el lado derecho del pistón 2 (Ver la Figura 4-6, ilustración 2).<br />
El flujo del lubricante desplaza el pistón 2 de derecha a izquierda surtiendo lubricante al<br />
pistón a través de los orificios de las válvulas del pistón 1 y a través de la salida 2. El<br />
desplazamiento del pistón 2 dirige el flujo contra el lado derecho del pistón 3 (Ver la<br />
Figura 4-6, ilustración 3).<br />
El flujo del lubricante desplaza el pistón 3 de derecha a izquierda surtiendo lubricante a<br />
través de los orificios de las válvulas del pistón 2 y a través de la salida 3. El<br />
desplazamiento del pistón 3 dirige el flujo a través del pasaje de conexión al lado izquierdo<br />
del pistón 1. (Ver la Figura 4-6, ilustración 4).<br />
El flujo del lubricante contra el lado izquierdo del pistón 1 comienza el segundo semiciclo lo<br />
cual desplaza los pistones de izquierda a derecha surtiendo lubricante a través de las<br />
salidas 4, 5 y 6 de la válvula divisora.<br />
Si los pistones no se mueven, buscar si hay alguna cavidad de aire en uno o más de los<br />
orificios de las válvulas, moviendo con la mano el pistón de derecha a izquierda.<br />
PAGINA 4 - 14 10/98
PARA MODELOS JGK Y JGT SECCION 4 - LUBRICACIÓN Y VENTILACIÓN<br />
Salida<br />
4<br />
Salida<br />
2<br />
Salida<br />
3<br />
Salida<br />
4<br />
Salida<br />
2<br />
Salida<br />
3<br />
Entrada Entrada<br />
Ilustración 1 Ilustración 3<br />
Entrada<br />
Salida<br />
1<br />
Salida<br />
5<br />
Salida<br />
6<br />
Salida<br />
1<br />
Salida<br />
5<br />
Salida<br />
6<br />
Entrada<br />
Ilustración 2 Ilustración 4<br />
FIGURA 4-6: ESQUEMATICO DE FUNCIONAMIENTO DE LA VALVULA DIVISORA<br />
10/98 PAGINA 4 - 15<br />
Salida<br />
4<br />
Salida<br />
2<br />
Salida<br />
3<br />
Salida<br />
4<br />
Salida<br />
2<br />
Salida<br />
3<br />
Salida<br />
1<br />
Salida<br />
5<br />
Salida<br />
6<br />
Salida<br />
1<br />
Salida<br />
5<br />
Salida<br />
6
PARA MODELOS JGK Y JGT SECCION 4 - LUBRICACIÓN Y VENTILACIÓN<br />
Válvula de bloqueo<br />
de esfera simple<br />
Punto de inyección<br />
del cilindro superior<br />
Punto de inyección<br />
del cilindro inferior<br />
DNFT - Interruptor sincronizador<br />
electrónico digital estándar por falta de flujo<br />
A otros cilindros y<br />
empaquetaduras<br />
Válvulas divisoras -<br />
Bloque de distribución<br />
Válvula de<br />
bloqueo de<br />
esfera doble<br />
Punto de inyección<br />
de la empaquetadura<br />
Válvula de bloqueo<br />
de esfera simple<br />
FIGURA 4-7: ESQUEMATICO DEL SISTEMA DE LUBRICACION A<br />
PRESION - TIPICO<br />
Bomba del<br />
lubricador<br />
a presión<br />
Disco de<br />
escape<br />
Carcasa del<br />
compresor -<br />
Pasajes de<br />
aceite<br />
NOTA: LA PRESION EN LAS TUBERIAS DE LUBRICACION A PRESION ES, COMO<br />
MINIMO, 110% DE LA PRESION DE SUCCION DE GAS DEL CILINDRO.<br />
PAGINA 4 - 16 10/98
PARA MODELOS JGK Y JGT SECCION 4 - LUBRICACIÓN Y VENTILACIÓN<br />
Sistema de lubricación a presión y condiciones de<br />
funcionamiento<br />
Sistema de lubricación a presión<br />
1. Observar el visor de nivel en el depósito del lubricador para asegurarse que está<br />
lleno de aceite hasta el nivel correcto. El aceite del depósito se usa solamente para<br />
lubricar el engranaje sinfín y la leva; no fluye por el sistema. Se agrega aceite<br />
solamente cuando es necesario elevar el nivel de aceite del depósito.<br />
2. El sistema fue llenado de aceite en la fábrica, y excepto en el caso de que se hayan<br />
estorbado las tuberías, está listo para funcionar. Si se desconecta la tubería, o si se<br />
vació el sistema, se puede llenar y cebar a través del tapón de 1/8 de pulgada en el<br />
extremo de descarga de la bomba del lubricador. Para cebar el sistema de<br />
lubricación a presión es necesario utilizar una bomba de cebado.<br />
3. Si la unidad fue reacondicionada, ajuste el lubricador para producción máxima.<br />
Referencia Figura 5-14 Afloje la contratuerca del tornillo de ajuste. Gire el tornillo<br />
de ajuste de carrera del émbolo a la posición totalmente elevada. Ajuste la<br />
contratuerca del tornillo de ajuste. Es posible ajustar la velocidad de alimentación<br />
correcta después de arrancar la máquina.<br />
Condiciones de Funcionamiento<br />
Cuando la máquina esté funcionando, asegurarse que el nivel de aceite en el depósito del<br />
lubricador esté hasta la mitad por lo menos en la mirilla de nivel, pero sin sobrepasar los<br />
dos tercios de altura.<br />
Ver los datos específicos del ensamblador para determinar las condiciones normales de<br />
funcionamiento, las presiones de trabajo de los cilindros y la velocidad nominal.<br />
10/98 PAGINA 4 - 17
PARA MODELOS JGK Y JGT SECCION 4 - LUBRICACIÓN Y VENTILACIÓN<br />
NOTA: El sistema<br />
debe diseñarse para<br />
suministrar presión<br />
positiva a la bomba<br />
del lubricador a<br />
presión<br />
DNFT - Interruptor temporizado<br />
electrónico digital estándar por falta de flujo<br />
Válvulas divisoras - Bloque<br />
de distribución<br />
Conexión (hembra) NFT<br />
1/4 pulg. para aspiración<br />
de la bomba provista<br />
por el usuario<br />
Depósito de<br />
suministro<br />
de aceite<br />
A conexión (hembra) NPT<br />
1/4 pulg. de vaciado,<br />
provista por el usuario<br />
FIGURA 4-8: SISTEMA DE LUBRICACION A PRESION - SUMINISTRO<br />
INDEPENDIENTE DE ACEITE<br />
Filtro de aceite<br />
Bomba del<br />
lubricador a<br />
presión<br />
Disco de ruptura<br />
PAGINA 4 - 18 10/98
PARA MODELOS JGK Y JGT SECCION 4 - LUBRICACIÓN Y VENTILACIÓN<br />
Sistema de Lubricación de la Carcasa - Descripción<br />
El sistema de lubricación de la carcasa suministra aceite a los componentes internos de la<br />
carcasa. Los cilindros son lubricados por el sistema de lubricación a presión (ver Sistema de<br />
Lubricación a Presión - Descripción en la página 4-9). El regulador de nivel de aceite en<br />
el exterior del cárter mantiene el nivel de aceite correcto en el depósito.<br />
La lubricación de la carcasa es aspirada desde el depósito a través del colador de succión<br />
en la bomba de aceite, (montada en la cubierta del extremo auxiliar). La descarga de la<br />
bomba está entubada a un enfriador de aceite montado y es termocontrolada con una<br />
válvula termostática. El aceite regresa del enfriador al filtro de aceite montado en el<br />
extremo auxiliar del cárter. Hay indicadores de presión colocados en la entrada y salida del<br />
filtro. La caída normal de presión a través de un filtro limpio es de 2 a 6 psi (15 a 40 kPa), a<br />
la temperatura normal de funcionamiento.<br />
Los orificios taladrados desde el pasaje a través de los soportes de cojinete alimentan<br />
aceite a los cojinetes del cigüeñal.<br />
Los orificios taladrados diagonalmente a través del cigüeñal desde los muñones hasta los<br />
pasadores alimentan aceite a los cojinetes de biela<br />
Los orificios taladrados a lo largo de las bielas alimentan aceite a los bujes de bielas.<br />
El aceite se dirige de los bujes a través de los orificios taladrados en el medio de la clavija<br />
de la cruceta hasta las clavijas huecas de la cruceta, y desde allí al buje de la cruceta.<br />
Los orificios taladrados desde el pasaje de aceite alimentan aceite a presión plena del<br />
sistema, a través de la tubería, para lubricar la parte superior e inferior de cada cruceta. El<br />
escurrimiento de las zapatas, crucetas y bujes de bielas se acumula en la guía de la cruceta<br />
y regresa para vaciarse en el colector (ver la Figura 4-9: Esquematico del Sistema de<br />
Aceite Lubricante).<br />
10/98 PAGINA 4 - 19
PARA MODELOS JGK Y JGT SECCION 4 - LUBRICACIÓN Y VENTILACIÓN<br />
Tubería de aceite desde los<br />
pasajes de la carcasa hasta<br />
la parte inferior de la guía<br />
para lubricar la cruceta.<br />
Bomba de aceite lubricante<br />
La entrada de aceite lubricante a los pasajes de<br />
aceite forjados en la pieza. El aceite fluye a los<br />
cojinetes de bancada del cigüeñal y a través de<br />
los orificios taladrados en el cigüeñal hasta los<br />
cojinetes de bielas. Desde allí a través de los<br />
orificios taladrados en las bielas a los pasadores<br />
de la cruceta y a los cojinetes.<br />
Tubería provista<br />
por el usuario<br />
Enfriador de<br />
aceite lubricante<br />
Colador de aceite lubricante<br />
Tubería provista por <strong>Ariel</strong><br />
Bomba de ceba manual<br />
Tubería provista<br />
por el usuario<br />
Válvula de control termostático<br />
FIGURA 4-9: ESQUEMATICO DEL SISTEMA DE ACEITE LUBRICANTE<br />
Válvula de<br />
retención<br />
Entrada<br />
del filtro<br />
PAGINA 4 - 20 10/98<br />
B<br />
A<br />
C
PARA MODELOS JGK Y JGT SECCION 4 - LUBRICACIÓN Y VENTILACIÓN<br />
Colador de aceite lubricante, filtro e instrucciones<br />
para la instalación del filtro<br />
Colador de aceite lubricante<br />
El colador está ubicado en el extremo auxiliar del cárter debajo del nivel de aceite. Es<br />
necesario extraer la canastilla del colador y lavarlo en un solvente apropiado cada vez que<br />
se cambia el aceite lubricante.<br />
Filtro de aceite lubricante JGK/2/4 y JGT/2/4<br />
<strong>Ariel</strong> recomienda cambiar el elemento del filtro cuando la diferencia de presión alcanza 10<br />
psi (70 kPa) aproximadamente, a través del filtro a temperatura normal de funcionamiento o<br />
a intervalos de seis meses.<br />
Instrucciones para la instalación del elemento de filtro<br />
JGK/2/4 y JGT/2/4<br />
1. Limpiar la superficie de base del filtro, y asegurarse de extraer la empaquetadura vieja.<br />
2. Llenar el filtro con aceite limpio utilizando el mismo grado de aceite que el utilizado<br />
en el cárter.<br />
3. Aplicar aceite lubricante limpio a la empaquetadura del filtro.<br />
4. Después que la empaquetadura del filtro toque la base, ajustarlo una sola vuelta.<br />
5. Después de arrancar el compresor, verificar si hay pérdida de aceite y ajustar<br />
nuevamente si es necesario.<br />
6. No hacer funcionar el compresor con el cuerpo del filtro dañado. Puede quebrarse<br />
o dejar escapar el aceite. Cambiarlo por un filtro aprobado por <strong>Ariel</strong>, solamente.<br />
Filtro de aceite lubricante JGK/6 y JGT/6<br />
<strong>Ariel</strong> recomienda cambiar el elemento de filtro cuando la diferencia de presión alcanza<br />
aproximadamente a 15 psi (125 kPa) o después de cada 12 meses de servicio a<br />
temperatura normal de funcionamiento.<br />
Instrucciones para la instalación del elemento de filtro<br />
JGK/6 y JGT/6<br />
1. Quitar el tapón de vaciado y vaciar totalmente el aceite.<br />
2. Durante el vaciado, abrir el tubo de ventilación y quitar la cubierta superior. Sacar el<br />
conjunto de placa de resorte y el tubo del colador.<br />
3. Después de vaciar todo el aceite, sacar el elemento e inspeccionar el interior del depósito.<br />
4. Colocar un elemento nuevo encima del asiento en el fondo del depósito.<br />
5. Insertar el tubo del colador y reinstalar la placa de resorte.<br />
6. Inspeccionar el aro-sello de la cubierta. Instalar la cubierta. Apretar las tuercas a<br />
un par de apriete de 70-80 lb-pie (95-110 Nm).<br />
7. Cerrar el vaciado y llenar el depósito con aceite limpio del mismo grado que el<br />
aceite utilizado en el cárter. Purgar el aire atrapado a través del tubo de ventilación.<br />
8. Verificar si hay pérdida de aceite.<br />
NOTA: SI NO SE LLENA DE ACEITE EL DEPOSITO ANTES DEL ARRANQUE, SE<br />
PUEDE DAÑAR SEVERAMENTE EL COMPRESOR.<br />
10/98 PAGINA 4 - 21
PARA MODELOS JGK Y JGT SECCION 4 - LUBRICACIÓN Y VENTILACIÓN<br />
Bomba de aceite lubricante ypresión de aceite<br />
lubricante - JGK/2/4 y JGT/2/4<br />
Descarga<br />
Aspiración<br />
Contratuerca<br />
Tapa<br />
mostrada<br />
fuera<br />
Perno de ajuste (girar en<br />
sentido del reloj para<br />
incrementar la presión)<br />
FIGURA 4-10: BOMBA DE ACEITE LUBRICANTE - JGK/2/4 Y JGT/2/4<br />
Descripción y ajuste - JGK/2/4 y JGT/2/4<br />
La presión de descarga de la bomba de aceite es mantenida casi constante por una válvula<br />
reguladora accionada a resorte dentro del cabezal de la bomba. Se puede incrementar o<br />
disminuir la presión del sistema de lubricación ajustando esta válvula (ver la Figura 4-10:<br />
Bomba de Aceite Lubricante - JGK/2/4 y JGT/2/4).<br />
Descripción y ajuste - JGK/2/4 y JGT/2/4<br />
NOTA: LA PRESION NORMAL EN EL LADO DE DESCARGA DEL FILTRO DE ACEITE<br />
LUBRICANTE SE AJUSTA DE FABRICA A 60 PSIG (414 kPa) CUANDO LA<br />
VELOCIDAD DE CIGÜEÑAL ES IGUAL O EXCEDE 600 RPM PARA JGK Y 750<br />
RPM PARA JGT. SI LA PRESION DE ACEITE DISMINUYE A MENOS DE 50<br />
PSIG (350 kPa), SE DEBE DETERMINAR LA CAUSA Y CORREGIR.<br />
PAGINA 4 - 22 10/98
PARA MODELOS JGK Y JGT SECCION 4 - LUBRICACIÓN Y VENTILACIÓN<br />
Bomba de aceite lubricante y presión de aceite<br />
lubricante - JGK/6 y JGT/6<br />
Descarga<br />
Contratuerca<br />
Aspiración<br />
Perno de ajuste (girar en<br />
sentido del reloj para<br />
incrementar la presión)<br />
Tapa mostrada fuera<br />
FIGURA 4-11: BOMBA DE ACEITE LUBRICANTE - JGK/6 Y JGT/6<br />
Descripción y ajuste - JGK/6 y JGT/6<br />
La presión de descarga de la bomba de aceite es mantenida casi constante por una válvula<br />
reguladora accionada a resorte dentro del cabezal de la bomba. Se puede incrementar o<br />
disminuir la presión del sistema de lubricación ajustando esta válvula (ver la Figura 4-11).<br />
Presión del aceite lubricante - JGK/6 y JGT/6<br />
NOTA: LA PRESION NORMAL EN EL LADO DE DESCARGA DEL FILTRO DE ACEITE<br />
LUBRICANTE SE AJUSTA DE FABRICA A 60 PSIG (414 kPa) CUANDO LA<br />
VELOCIDAD DE CIGÜEÑAL ES IGUAL O EXCEDE 600 RPM PARA JGK Y 750<br />
RPM PARA JGT. SI LA PRESION DE ACEITE DISMINUYE A MENOS DE 50<br />
PSIG (350 kPa), SE DEBE DETERMINAR LA CAUSA Y CORREGIR.<br />
10/98 PAGINA 4 - 23
PARA MODELOS JGK Y JGT SECCION 4 - LUBRICACIÓN Y VENTILACIÓN<br />
Interruptor de parada por baja presión de aceite<br />
Este interruptor de paro se instala normalmente por el ensamblador de acuerdo a las<br />
especificaciones del cliente. <strong>Ariel</strong> suministra un acople de toma de presión en el pasaje de<br />
aceite ubicado a continuación del enfriador y del filtro. El interruptor de presión de aceite<br />
eléctrico o neumático debe estar ajustado para que se active cuando la presión de aceite<br />
disminuye a menos de 35 psig (240 kPa).<br />
NOTA:<br />
1. EL COMPRESOR DEBE TENER UN INTERRUPTOR DE PARADA POR BAJA<br />
PRESION DE ACEITE OPERANTE.<br />
2. NO INTENTAR AGREGAR ACEITE AL CARTER A TRAVES DEL ORIFICIO<br />
RESPIRADERO MIENTRAS EL COMPRESOR ESTA FUNCIONANDO. SE<br />
CAUSARA ESPUMA Y PARADAS INNECESARIAS POR FALTA DE FLUJO EN<br />
EL SISTEMA DE LUBRICACION A PRESION.<br />
3. COMO EL SISTEMA DE LUBRICACION A PRESION ESTA CONSTANTEMENTE<br />
USANDO ACEITE DEL CARTER, ES NECESARIO TENER UN CONTROLADOR<br />
DEL NIVEL DE ACEITE OPERANTE. ESTE DEBE ESTAR DISEÑADO PARA<br />
PERMITIR QUE EL ACEITE FLUYA AL CARTER DESDE UN DEPOSITO<br />
SUPERIOR EN CUALQUIER CONDICION DE TEMPERATURA AMBIENTE.<br />
PAGINA 4 - 24 10/98
PARA MODELOS JGK Y JGT SECCION 4 - LUBRICACIÓN Y VENTILACIÓN<br />
Perno de argolla<br />
Diafragma de<br />
empaquetadura<br />
Empaquetadura del<br />
anillo limpiador de aceite<br />
Vástago<br />
Tubo de ventilación/vaciado<br />
primario: Entubar este tubo de<br />
ventilación/vaciado al exterior de la<br />
plataforma y a una atmósfera segura.<br />
Lubricación de la empaquetadura<br />
(desde el bloque de distribución)<br />
Tubo secundario<br />
de ventilación<br />
Guía de la cruceta<br />
Aceite<br />
Aceite y gas<br />
Gas<br />
Junta de aluminio<br />
Empaquetadura<br />
de presión<br />
Tubos de vaciado: Entubarlos al<br />
exterior de la plataforma o del edificio<br />
FIGURA 4-12: PIEZA DE SEPARACION DEL COMPARTIMIENTO<br />
SIMPLE - EMPAQUETADURA, TUBERIA Y VENTILACION<br />
Perno de argolla<br />
Diafragma de<br />
empaquetadura<br />
Empaquetadura del anillo<br />
limpiador de aceite<br />
Vástago del pistón<br />
Tubo de venteo/drenaje primario:<br />
Entubar este tubo de ventilación/vaciado<br />
al exterior de la plataforma y a una<br />
atmósfera segura.<br />
Espacio<br />
venteado<br />
Espacio<br />
de venteo<br />
Junta<br />
tórica<br />
Junta<br />
tórica<br />
Lubricación de la empaquetadura<br />
(desde el bloque de distribución)<br />
Tubo secundario de venteo<br />
Guía de la cruceta<br />
Espacio venteado<br />
Diafragma<br />
Empaquetadura de presión<br />
Aro-sello o junta tórica<br />
Aceite<br />
Aceite y gas<br />
Gas<br />
Junta de aluminio<br />
Tubos de drenaje: Entubarlos al exterior<br />
de la plataforma o del edificio<br />
FIGURA 4-13: PIEZA DE SEPARACION DEL COMPARTIMIENTO DOBLE -<br />
EMPAQUETADURA, TUBERIA Y VENTILACION<br />
10/98 PAGINA 4 - 25
PARA MODELOS JGK Y JGT SECCION 4 - LUBRICACIÓN Y VENTILACIÓN<br />
Estándar - se usa como tubo de<br />
venteo secundario<br />
B<br />
B<br />
A<br />
Lubricación de la<br />
empaquetadura<br />
A<br />
SECCION A-A<br />
Tubo de venteo/<br />
drenaje primario<br />
SECCION B-B<br />
Opcional - se usa como<br />
conexión para el tubo de purga<br />
FIGURA 4-14: LUBRICACION Y VENTEO DE LA EMPAQUETADURA<br />
PIEZA DE SEPARACION DEL COMPARTIMIENTO DOBLE<br />
Junta de<br />
aluminio<br />
Vástago del pistón<br />
Aceite<br />
lubricante<br />
Aceite y gas<br />
PAGINA 4 - 26 10/98<br />
Gas<br />
Gas de purga<br />
(opcional)
PARA MODELOS JGK Y JGT SECCION 4 - LUBRICACIÓN Y VENTILACIÓN<br />
B<br />
B<br />
A<br />
Estándar - se usa como tubo<br />
de venteo secundario<br />
SECCION A-A<br />
Lubricación del<br />
empaquetadura<br />
A<br />
Tubo de venteo/<br />
drenaje primario<br />
Opcional - se usa como conexión<br />
para el tubo de purga<br />
Junta tórica<br />
SECCION B-B<br />
Junta de<br />
aluminio<br />
Vástago del pistón<br />
Aceite<br />
lubricante<br />
Aceite y gas<br />
FIGURA 4-15: LUBRICACION Y VENTEO DE LA EMPAQUETADURA - PIEZA DE<br />
SEPARACION DEL COMPARTIMIENTO DOBLE<br />
10/98 PAGINA 4 - 27<br />
Gas<br />
Gas de purga<br />
(opcional)
PARA MODELOS JGK Y JGT<br />
SECCION 5 - MANTENIMIENTO<br />
Introducción General<br />
Los componentes principales de la carcasa son el cárter, el cigüeñal y los cojinetes, las<br />
bielas, sistema de accionamiento por cadena, crucetas y guías, y piezas de separación.<br />
Hay un pasaje de aceite forjado a todo lo largo del cárter. Orificios taladrados alimentan el<br />
aceite lubricante a los engranajes de funcionamiento.<br />
Cubiertas de los extremos, una cubierta superior y las cubiertas laterales de las guías de<br />
crucetas, todas desmontables, permite fácil acceso para la inspección y extracción de los<br />
componentes internos. La cubierta superior está hecha de aluminio para fácil manipulación.<br />
La limpieza absoluta, incluido el uso de trapos libres de pelusas, es indispensable durante<br />
cualquier trabajo de mantenimiento en el compresor. Cada vez que se quiten las cubiertas<br />
de acceso, mantener la carcasa cubierta para impedir la entrada de polvo, excepto cuando<br />
se trabaje en su interior. Todo compoente extraído de la máquina debe protegerse contra<br />
objetos que puedan caer sobre el mismo y dañar las superficies de trabajo.<br />
Cada vez que se desmantele la máquina, inspeccionar cuidadosamente las<br />
empaquetaduras ubicadas en lugares no presurizados antes de reutilizarlas, si están<br />
dañadas se deben cambiar. Las empaquetaduras ubicadas en lugares presurizados se<br />
deben cambiar. Aplicar siempre un lubricante antiadhesivo a ambos lados de las<br />
empaquetaduras para poder extraerlas fácilmente en el futuro. Vaciar y lavar el cárter,<br />
durante los reacondicionamientos mayores.<br />
!<br />
PRECAUCION<br />
PARA IMPEDIR QUE OCURRAN LESIONES CORPORALES,<br />
ASEGURARSE QUE EL CIGÜEÑAL NO PUEDA SER GIRADO<br />
POR EL ACCIONADOR O LA PRESION DE GAS DEL<br />
CILINDRO DEL COMPRESOR DURANTE LOS TRABAJOS DE<br />
MANTENIMIENTO: -- EN LOS COMPRESORES ACCIONADOS<br />
A MOTOR, EXTRAER EL ACOPLADOR CENTRAL O<br />
BLOQUEAR EL VOLANTE. -- EN COMPRESORES<br />
ACCIONADOS POR MOTOR ELECTRICO, SI NO ES<br />
CONVENIENTE DESCONECTAR EL MOTOR DEL<br />
COMPRESOR, BLOQUEAR EL MECANISMO DEL<br />
INTERRUPTOR DEL ACCIONADOR DURANTE LOS<br />
TRABAJOS DE MANTENIMIENTO.<br />
ANTES DE COMENZAR CUALQUIER TRABAJO DE<br />
MANTENIMIENTO O EXTRAER ALGUN COMPONENTE,<br />
DESCARGAR TODA LA PRESION DE LOS CILINDROS DEL<br />
COMPRESOR. (PARA PURGAR TOTALMENTE EL SISTEMA,<br />
VER LAS INSTRUCCIONES DEL ENSAMBLADOR.)<br />
10/98 PAGINA 5 - 1
PARA MODELOS JGK Y JGT SECCION 5 - MANTENIMIENTO<br />
Biela - Extracción<br />
!<br />
PRECAUCION<br />
DESPUES DE TERMINADO CUALQUIER TRABAJO DE<br />
MANTENIMIENTO Y PARA EVITAR LA POSIBILIDAD DE QUE<br />
OCURRA UNA MEZCLA DE AIRE/GAS EXPLOSIVA, SE DEBE<br />
PURGAR TODO EL SISTEMA CON GAS ANTES DE<br />
HACERLO FUNCIONAR.<br />
1. Quitar la cubierta superior del cárter y las cubiertas laterales de las guías de las<br />
crucetas.<br />
2. Quitar la barra separadora central en una carcasa de 2 brazos y la barra central de<br />
cada grupo de tres en una carcasa de 4 ó 6 brazos.<br />
3. Mover el brazo a la posición de punto muerto exterior y sacar de la cruceta la<br />
contratuerca, perno, placas terminales y clavija de la cruceta.<br />
4. Extraer la cruceta (ver “Cruceta - Extracción” en la pagina 5-5). Antes de extraer<br />
la cruceta, referirse a “PRECAUCION” en la pagina 5-5. (PRECAUCION: LAS<br />
CRUCETAS SON MUY PESADAS. TENER CUIDADO CUANDO SE TRABAJE<br />
CON ELLAS PARA EVITAR LESIONES PERSONALES. EL PESO DE CADA<br />
CRUCETA APARECE EN LA HOJA QUE SE ADJUNTA EN EL MANUAL CON<br />
CADA COMPRESOR.)<br />
5. Girar el cigüeñal hasta que el brazo esté en su punto más alto. Aflojar los pernos de<br />
la biela. Utilizando una herramienta de extracción de tapas de la biela (vea la<br />
Figura 7-2 en la página 7-3), empujar contra las cabezas de los pernos para<br />
extraer la tapa libre de las clavijas. Extraiga los dos pernos superiores de la biela y<br />
el sombrerete del cojinete de la biela. Al sacar el sombrerete los dos pernos<br />
inferiores permanecen en ella.<br />
6. La mitad de la cubierta del cojinete sale con la tapa. La otra mitad se extrae<br />
deslizándola hacia afuera.<br />
7. Girar el cigüeñal hasta que se pueda extraer la biela por los huecos de las<br />
cubiertas laterales en la guía de la cruceta.<br />
8. Después de extraer las bielas, proteger los muñones del cigüeñal para que no se<br />
mellen o rayen.<br />
NOTA: ES MAS RAPIDO EXTRAER EL CIGÜEÑAL ANTES DE EXTRAER LAS BIELAS,<br />
SI SE VAN A EXTRAER TODAS LAS BIELAS.<br />
PAGINA 5 - 2 10/98
PARA MODELOS JGK Y JGT SECCION 5 - MANTENIMIENTO<br />
Extracción e instalación del cojinete del muñón del<br />
cigüeñal y el buje de la biela<br />
Cojinete del muñón del cigüeñal<br />
Este es un cojinete partido trimetálico (acero, bronce y babbit con un recubrimiento de<br />
estaño) de precisión. Una inspección visual es suficiente para determinar el estado útil del<br />
cojinete. Cualquier desgaste apreciable del babbit dejará al descubierto el bronce debajo de<br />
él. Este tipo de exposición indica la necesidad de cambiar el cojinete.<br />
En la biela y sombrerete hay muescas para las aletas del cojinete con el fin de colocar y<br />
mantener la posición de las mitades de los cojinetes.<br />
NOTA: LOS COJINETES DEL MUÑON DEL CIGÜEÑAL Y LOS COJINETES<br />
PRINCIPALES NO SON MAS FUNCIONALMENTE INTERCAMBIABLES. LOS<br />
COJINETES DEL MUÑON DEL CIGÜEÑAL (BIELA) TIENEN UNA RANURA<br />
MAS ESTRECHA. NO COLOQUE UN COJINETE DE MUÑON DEL CIGÜEÑAL<br />
EN UNA UBICACION DE COJINETE PRINCIPAL.<br />
Buje de la biela<br />
Comprobar el espacio entre el pasador de la cruceta y el buje (ver la Tabla 1-3 en la<br />
página 1-9 para los espacios recomendados). El desgaste del pasador se puede<br />
determinar por inspección visual. Si es necesario, cambiar la clavija.<br />
Si es necesario instalar un buje de repuesto, el buje existente se debe limar o cortar con<br />
sierra hasta 1/32 pulgadas (1mm) de espesor. A continuación puede extraerse fácilmente.<br />
Para instalar el buje nuevo, es muy útil el uso de una prensa. No usar un martillo para<br />
empujar al buje en su lugar ya que se deformaría la cavidad del buje. Colocar la biela sobre<br />
la superficie de la prensa de modo que el borde biselado del orificio del buje permanezca<br />
situado arriba. Localizar el orificio de aceite lubricante en el pasaje de aceite de la biela<br />
antes de empujar el buje hacia adentro. El buje tiene una ranura anular alrededor de su<br />
superficie exterior en línea con el orificio de aceite; por lo tanto, si el buje se desplazara<br />
circunferencialmente durante el funcionamiento, el aceite todavía podrá fluir a su superficie<br />
interior y a la clavija de la cruceta. Sin embargo, durante la instalación del buje nuevo, no<br />
más de 1/3 del orifico de aceite en la biela debe permanecer cubierto por el buje.<br />
Para instalar el buje en la biela es necesario enfriarlo en una solución de alcohol e hielo<br />
seco. Dejar el buje en la solución el tiempo suficiente para que alcance la misma<br />
temperatura que la solución, aproximadamente -120°F (-85°C). PARA IMPEDIR<br />
LESIONARSE NO TOCAR LAS SUPERFICIES FRIAS CON LAS MANOS EXPUESTAS<br />
SIN UNA PROTECCION ADECUADA.<br />
NOTA: SE REQUIERE LIMPIEZA ABSOLUTA PARA EL BUJE Y LA BIELA CON EL FIN<br />
DE IMPEDIR LA ACUMULACION DE SUCIEDAD ENTRE LOS DOS<br />
COMPONENTES.<br />
10/98 PAGINA 5 - 3
PARA MODELOS JGK Y JGT SECCION 5 - MANTENIMIENTO<br />
Biela - Instalación<br />
1. Insertar la mitad de la cubierta del cojinete con la aleta del cojinete debidamente<br />
colocada en la muesca de la biela. Con el cárter sin la cubierta superior, girar el<br />
brazo hacia el punto muerto superior y deslizar la biela al interior del espacio de la<br />
guía de la cruceta.<br />
NOTA: LAS TAPAS Y BIELAS ESTAN NUMERADAS POR BRAZO COMENZANDO<br />
CON EL NUMERO UNO EN EL EXTREMO DE TRANSMISION. INSTALAR LAS<br />
BIELAS CON LOS NUMEROS HACIA ARRIBA. ASEGURARSE DE PROTEGER<br />
SIEMPRE EL MUÑON DEL CIGÜEÑAL.<br />
2. Encajar la biela en el muñón del cigüeñal y girarla a su posición más alta. Colocar<br />
el sombrerete, la mitad del cojinete bien situado en la muesca, y los pernos.<br />
Ajustar los pernos sin que lleguen al valor completo del par torsor.<br />
3. Reconectar la biela y la cruceta con el pasador. Ajustar la contratuerca al valor<br />
indicado en la Tabla 1-9 en la página 1-13.<br />
4. Apretar los pernos de la biela a 90 lb. - pie (122 Nm) siguiendo un orden<br />
entrecruzado. A continuación, ajustar cada perno exactamente un cuarto de vuelta,<br />
utilizando la herramienta indicadora de vueltas, como se muestra en la Figura 5-1.<br />
5. Medir el espacio de empuje entre el cigüeñal y el cojinete de la biela, utilizando un<br />
indicador de cuadrante y un apoyo magnetico según lo indicado en la Tabla 1-3 en<br />
la página 1-9. Girar la clavija del cigüeñal hacia arriba y montar el apoyo del<br />
indicador en un brazo adyacente con el vástago del indicador apoyado en la biela<br />
sobre la línea central de la clavija. Hacer presión sobre la biela, poner a cero el<br />
indicador, palanquear hacia arriba la biela con una barra, observar y anotar la<br />
lectura.<br />
1/4 de vuelta<br />
(90°)<br />
Casquillo<br />
Apretar el empernado de la biela al valor del par torsor en la Tabla 1-9 en la página 1-13.<br />
A continuación, comenzar con la ampolla de primer nivel orientada hacia arriba con la<br />
burbuja centrada. Ajustar el tornillo manual en el casquillo y girar el perno con el<br />
casquillo 1/4 de vuelta, hasta que la segunda ampolla esté vertical y la burbuja centrada<br />
NOTA: Instalar con las<br />
marcas de alineación<br />
en la parte superior.<br />
La orientación correcta de la biela es con las<br />
muescas del cojinete en la unión superior.<br />
FIGURA 5-1: BIELA - TIPICA<br />
6. Reinstalar las barras separadoras. Todas las barras separadoras tienen marcas de<br />
alineación para su colocación correcta. Es indispensable colocarlas en su lugar<br />
original. Ajustar todos los pernos de las barras separadoras al valor indicado en la<br />
Tabla 1-9 en la página 1-13.<br />
7. Revisar las empaquetaduras de las cubiertas laterales y de la cubierta superior,<br />
que han sido desmontadas. En caso de dudas acerca de su estado, instalar<br />
PAGINA 5 - 4 10/98
PARA MODELOS JGK Y JGT SECCION 5 - MANTENIMIENTO<br />
empaquetaduras nuevas. Antes de instalar las empaquetaduras viejas o nuevas<br />
aplicar lubricante antiadhesivo a ambos lados para facilitar su extracción en el<br />
futuro. Volver a colocar la cubierta superior y la cubierta de la guía de la cruceta.<br />
Ajustar todos los pernos.<br />
Cruceta - Extracción<br />
Area de zapata<br />
Clavija de rodillo<br />
Placa terminal<br />
Perno pasante<br />
FIGURA 5-2: CRUCETA - TIPICA<br />
!<br />
Placa terminal<br />
PRECAUCION<br />
ANTES DE EXTRAER LA CULATA, DESTORNILLAR TODOS<br />
LOS TORNILLOS DE CASQUETE HASTA 1/8 PULGADAS<br />
(3 mm). ASEGURARSE QUE LA CULATA ESTE SUELTA Y SE<br />
HAYA DESCARGADO LA PRESION DEL CILINDRO. LEER LAS<br />
PLACAS DE INFORMACION DE SEGURIDAD IMPORTANTE<br />
EN LA CUBIERTA SUPERIOR DE LA UNIDAD. (REFERENCIA<br />
Figura 1-3 en la página 1-4 PARA LA UBICACION DE LAS<br />
PLACAS.)<br />
!<br />
Clavija de<br />
la cruceta<br />
Buje<br />
Clavija de rodillo<br />
Perno pasante<br />
PRECAUCION<br />
Contratuerca del<br />
perno pasante<br />
Placa<br />
terminal<br />
LAS CRUCETAS SON MUY PESADAS. TENER CUIDADO<br />
CUANDO SE TRABAJE CON ELLAS PARA EVITAR<br />
LESIONES PERSONALES. EL PESO DE CADA CRUCETA SE<br />
INDICA EN LA HOJA ADJUNTA CON CADA COMPRESOR.<br />
Tuerca de la cruceta<br />
Tornillo de ajuste -<br />
Aflojarlo antes de<br />
girar la tuerca<br />
10/98 PAGINA 5 - 5
PARA MODELOS JGK Y JGT SECCION 5 - MANTENIMIENTO<br />
1. Quitar las cubiertas laterales de las guías de la cruceta y extraer la culata.<br />
2. Mover la cruceta a su punto muerto superior y destornillar, pero no extraer los<br />
tornillos de ajuste de la tuerca de la cruceta. Aflojar la tuerca de la cruceta con la<br />
llave especial Peg o de extremo abierto que se muestra en la Figura 7-1 en la<br />
página 7-2, dependiendo del estilo de la tuerca.<br />
3. Usar el adaptador de par torsor de la tuerca del pistón mostrado en la Figura 7-1<br />
para atornillar la varilla del pistón fuera de la cruceta. Las dos espigas del<br />
adaptador encajan en los orificios de la tuerca del pistón. Desenroscar la tuerca de<br />
la cruceta fuera del vástago del pistón. Empujar el extremo del vástago hacia<br />
adelante hasta el borde de la empaquetadura con el fin de dejar espacio libre para<br />
poder extraer la cruceta.<br />
4. Con la cruceta en su punto muerto superior, extraer el pasador de la cruceta, el perno<br />
pasante, la contratuerca, las placas terminales y el pasador.<br />
5. Girar el cigüeñal a su punto muerto superior. Mover la cruceta a su punto muerto<br />
inferior para soltarla de la biela. Asegurarse que la biela no se caiga y dañe la<br />
superficie de la guía de la cruceta.<br />
6. Extraer el limpiador de aceite del diafragma de la guía de la cruceta. Colocar la<br />
herramienta de instalación/extracción de la cruceta como se muestra en la<br />
Figura 5-4.<br />
7. Empujar la cruceta contra la herramienta de instalación de la cruceta (ver la<br />
Figura 5-4) y girar la cruceta 90 grados.<br />
8. Deslizar una lámina de 3/16 de pulgada (5 mm) de espesor en el espacio entre la<br />
cruceta y la guía (como se muestra en la Figura 5-4).<br />
9. Extraer el diafragma de la guía y deslizar la cruceta hacia afuera de la guía sobre la<br />
placa.<br />
10. Comprobar el espacio entre el pasador de la cruceta y el buje. (Vea la Tabla 1-3 en la<br />
página 1-9). El desgaste del pasador puede determinarse por inspección visual.<br />
Reemplazar si fuera necesario. Si es necesario cambiar los bujes, limarlos o<br />
cortarlos con sierra hasta 1/32 pulgadas (1 mm) de su espesor. Después se<br />
pueden extraer fácilmente. Para instalar bujes nuevos se requiere una prensa.<br />
Para instalar el buje es necesario enfriarlo en una solución de alcohol y hielo seco.<br />
Dejar el buje en la solución el tiempo suficiente para que alcance la misma<br />
temperatura que la solución, aproximadamente -120°F (-85°C). PARA IMPEDIR<br />
LESIONARSE NO TOCAR LAS SUPERFICIES FRIAS CON LAS MANOS<br />
EXPUESTAS SIN UNA PROTECCION ADECUADA.<br />
NOTA: EL COSTADO DE LA CRUCETA QUE RECIBE EL BUJE NUEVO DEBE ESTAR<br />
BIEN APOYADO PARA IMPEDIR LA POSIBILIDAD QUE LA PRENSA APLASTE<br />
LA CRUCETA. (VER LA Figura 5-3.)<br />
SE REQUIERE UNA LIMPIEZA ABSOLUTA DEL BUJE Y LA CRUCETA PARA<br />
IMPEDIR QUE SE ACUMULE SUCIEDAD ENTRE EL PASADOR DE LA<br />
CRUCETA Y EL EJE.<br />
11. Inspeccionar visualmente las superficies de las zapatas en busca de rayaduras ya<br />
que están siendo constantemente lubricadas a presión durante el funcionamiento,<br />
casi no deberían tener desgaste alguno.<br />
PAGINA 5 - 6 10/98
PARA MODELOS JGK Y JGT SECCION 5 - MANTENIMIENTO<br />
FIGURA 5-3: REEMPLAZO DEL BUJE DE LA CRUCETA<br />
Cruceta - Instalación<br />
Se requiere una fuerza de aproximadamente 3 toneladas (27kN)<br />
NOTA: ASEGURARSE DE VOLVER A COLOCAR LAS CRUCETAS EN SU BRAZO<br />
ORIGINAL.<br />
1. Colocar una placa de 3/16 pulgadas (5 mm) de espesor en la parte inferior de la<br />
guía y apoyar la cruceta de costado como se muestra en la figura de más abajo.<br />
2. Montar la herramienta de instalación de la cruceta en el diafragma de la guía de la<br />
cruceta. Instalar el diafragma con esta herramienta montada contra la guía de la<br />
cruceta. Deslizar la cruceta sobre la herramienta.<br />
3. Quitar la placa de 3/16 pulgadas (5 mm). Girar la cruceta en 90° y empujarla dentro<br />
de la guía. Asegurarse que no se tuerza. Si la cruceta llegara a trabarse, no<br />
forzarla. Aflojarla y comenzar nuevamente. Tener cuidado de no dañar la superficie<br />
de la zapata de la cruceta durante la instalación. Retirar la herramienta de<br />
instalación de la cruceta y reinstalar el limpiador de aceite.<br />
4. Girar el cigüeñal a su punto muerto inferior para colocar la biela en posición e<br />
insertar la clavija de la cruceta. Use la herramienta de alineación B-1989 (mostrada<br />
en la Figura 5-5 en la página 5-8) en el lado opuesto de la cruceta para ayudar a<br />
insertar el pasador. Instalar el perno pasante, contratuerca y placas terminales de<br />
la cruceta. Apretar el perno pasante y la tuerca al valor indicado en la Tabla 1-9 en<br />
la página 1-13. (CONSEJO: Si es difícil insertar el pasador, enfriarlo primero.)<br />
5. Reinstalar la tuerca de la cruceta en el vástago del pistón. Asegurarse que las<br />
puntas de los tornillos de ajuste en el lado de la tuerca correspondiente a la<br />
cruceta. Atornillar el vástago del pistón con la herramienta para girar pistones.<br />
Todas las roscas tienen que estar bien lubricadas con aceite fresco y limpio para<br />
facilitar la instalación. No olvidar de retirar la herramienta para girar pistones.<br />
NOTA LA SEPARACION DEL EXTREMO DEL PISTON DEBE GRADUARSE AHORA O<br />
PUEDEN OCURRIR DAÑOS SERIOS. (VEA LA Tabla 1-3 en la página 1-9 PARA<br />
LA GRADUACION DE LA SEPARACION DEL EXTREMO DEL PISTON).<br />
6. Apretar la tuerca de la cruceta usando la llave especial que se muestra en la<br />
Figura 7-1 en la página 7-2.<br />
10/98 PAGINA 5 - 7<br />
Buje<br />
No apoyar aquí<br />
Cruceta<br />
Apoyo interno
PARA MODELOS JGK Y JGT SECCION 5 - MANTENIMIENTO<br />
7. Antes de instalar las cubiertas laterales, aplicar lubricante antiadhesivo a las<br />
empaquetaduras. Esto facilitará la extracción en el futuro.<br />
8. Volver a colocar las cubiertas laterales de las guías de la cruceta; apretar todos los<br />
pernos.<br />
Cruceta<br />
FIGURA 5-4: INSTALACION DE LA CRUCETA<br />
Herramienta de alineación<br />
Clavija de la cruceta<br />
Herramienta para instalar<br />
la cruceta (A-1858)<br />
Placa de 3/16” (5 mm)<br />
de espesor<br />
FIGURA 5-5: HERRAMIENTA DE ALINEACION DE LA CLAVIJA DE LA CRUCETA<br />
(B-1989) - TIPICA<br />
PAGINA 5 - 8 10/98<br />
Biela
PARA MODELOS JGK Y JGT SECCION 5 - MANTENIMIENTO<br />
Cigüeñal - Extracción<br />
1. Extraer el conjunto de discos del acoplador. Extraer el cubo del acoplador. (Para<br />
poder extraer el cubo hay que calentarlo. Protegerse las manos con guantes<br />
aisladores.) Si no se extrae el cubo, no se puede extraer la cubierta del extremo de<br />
transmisión y será necesario izarlo junto con el cigüeñal.<br />
2. Extraer la cubierta superior, las barras separadoras y la cubierta del extremo de<br />
transmisión (si se extrajo el cubo acoplador). Consejo: Si es difícil extraer los pernos<br />
de las barras separadoras, usar una llave de martillo de 12 puntas para tuercas.<br />
3. Tener cuidado de no dañar las esquinas agudas en cada extremo de la parte<br />
superior del cárter. Estas esquinas forman la unión entre las cubiertas de los<br />
extremos, cubierta superior y la base; por eso deben mantenerse agudas y sin<br />
rayaduras para impedir la pérdida de aceite.<br />
4. Desconectar las bielas. (Ver “Biela - Extracción” en la pagina 5-2.) Mover las<br />
bielas a su posición externa máxima.<br />
Dispensador<br />
de aceite<br />
Extremo de<br />
transmisión<br />
Muñones de cojinetes<br />
de bancada<br />
Muñones del cigüeñal<br />
Contrapesos<br />
FIGURA 5-6: CIGÜEÑAL<br />
Piñón<br />
10/98 PAGINA 5 - 9
PARA MODELOS JGK Y JGT SECCION 5 - MANTENIMIENTO<br />
Varilla roscada<br />
5/8-11 UNC de<br />
11” (28 cm) de<br />
largo<br />
Contratuerca<br />
de 5/8-11 UNC<br />
Cigüeñal<br />
(Tuerca elevadora)<br />
5/8-11 UNC<br />
Girar esta tuerca para levantar verticalmente<br />
el sombrerete del cojinete<br />
Orificio taladrado de 11/16” (18mm)<br />
Barra de acero de 20-<br />
1/2´´ (52cm) de largo<br />
Orificio<br />
extractor de<br />
5/8-11 UNC<br />
FIGURA 5-7: EXTRACTOR DE TAPA DE COJINETE<br />
5. Extraer los pernos de la tapa de ajuste de la cadena. Girar la tapa para aflojar<br />
la cadena. Extraer la cadena del piñón del cigüeñal.<br />
6. Extraer los pernos de las tapas de cojinetes. Extraer las tapas verticalmente<br />
para no dañar el ajuste de la espiga. Si la tapa está muy ajustada, usar un<br />
extractor de tapas de cojinetes como se muestra.<br />
7. Antes de extraer el cigüeñal del cárter se deben preparar unos apoyos de madera o<br />
una caja de madera con muescas y de lados suficientemente altos como para<br />
guardar el cigüeñal durante el mantenimiento e impedir que los brazos o los<br />
dispensadores de aceite toquen el fondo, aunque vaya a estar afuera por un breve<br />
tiempo. Además, se debe proteger el cigüeñal desde arriba para impedir que la<br />
caída de alguna herramienta o equipo dañe la superficie de las clavijas y muñones.<br />
8. Girar el cigüeñal de manera que los puntos elevadores del dispensador estén<br />
sobre el centro de gravedad del eje, de manera que no gire al elevarse. Izarlo<br />
verticalmente con los extremos del cárter paralelos a la carcasa. Para extraer sin<br />
peligro el cigüeñal se necesitarán dos personas así también como un güinche ya<br />
que es sumamente pesado (ver pesos más abajo). Durante esta operación se<br />
deben usar cuerdas de nilón de capacidad apropiada para no dañar la superficie de<br />
trabajo del cigüeñal. Tener cuidado durante esta operación pues el eje podría<br />
atascarse y dañarse.<br />
NOTA: LAS MITADES DE LAS CUBIERTAS DE LOS COJINETES INFERIORES<br />
ALGUNAS VECES TIENEN TENDENCIA A ADHERIRSE A LOS MUÑONES<br />
DEBIDO A LAS SUPERFICIES ACEITOSAS AJUSTADAS DE LAS DOS<br />
PIEZAS. UNA VEZ QUE SE HAYA LEVANTADO EL CIGÜEÑAL DE LOS<br />
CABALLETES (1/4” ó 6 mm). ASEGURARSE QUE LAS MITADES DE LAS<br />
CUBIERTAS DE LOS COJINETES INFERIORES NO HAYAN SALIDO CON EL<br />
EJE. EN CASO AFIRMATIVO, MARTILLARLOS SUAVEMENTE PARA<br />
COLOCARLOS EN LOS APOYOS ANTES DE CONTINUAR LEVANTADO EL<br />
CIGÜEÑAL.<br />
PAGINA 5 - 10 10/98
PARA MODELOS JGK Y JGT SECCION 5 - MANTENIMIENTO<br />
9. Mientras una persona opera la grúa, elevando muy lentamente, la otra debe sujetar<br />
el cigüeñal del extremo de transmisión con una mano en el contrapeso o uno de los<br />
brazos y la otra mano en el extremo del eje para mantener el cigüeñal nivelado.<br />
Usar guantes para no cortarse las manos con el dispersador de aceite y para<br />
sujetar firmemente el cigüeñal. (Al igual que con toda operación, los guantes deben<br />
estar limpios para evitar rayar la superficie de trabajo.) A medida que se levanta<br />
lentamente el cigüeñal, los extremos de transmisión y auxiliar deben levantarse a la<br />
misma velocidad, teniendo cuidado de no rayar las superficies del cigüeñal.<br />
TABLA 5-1: PESOS APROXIMADOS DE LOS CIGÜEÑALES SOLOS<br />
CANTIDAD DE BRAZOS LIBRAS (KG)<br />
2 450 (200)<br />
4 900 (400)<br />
6 1350 (600)<br />
10/98 PAGINA 5 - 11
PARA MODELOS JGK Y JGT SECCION 5 - MANTENIMIENTO<br />
Cigüeñal - Dispersador de aceite<br />
Extracción<br />
Aunque el dispersador de aceite debería durar indefinidamente con el cuidado apropiado,<br />
se puede mellar. Si fuera necesario cambiarlo, suspender el cigüeñal como se explica en<br />
“PROCEDIMIENTO DE EXTRACCION DEL CIGÜEÑAL y calentar el anillo a 400°F<br />
(240°C),. A esta temperatura se colorea de un color amarillo brillante. Al expandirse se<br />
caerá solo. NO TOCAR LAS SUPERFICIES CALIENTES CON LAS MANOS EXPUESTAS.<br />
Instalación<br />
Pasar una varilla de por lo menos 1/2 de pulgada (13 mm) a través del dispersador de<br />
aceite. (Se debe ser muy precavido al manejar el anillo, no sólo para evitar rayar las<br />
superficies, sino para no cortarse con el borde afilado externo.) Una vez que se tiene<br />
suspendido el anillo, calentarlo con un soplete pequeño. Cuando se colorea de color<br />
amarillo brillante, a 400°F (240°C), se puede deslizar sobre el extremo de transmisión del<br />
cigüeñal. Sujetarlo en posición con guantes de asbesto o con dos trozos de madera limpia,<br />
girándolo un poco para asegurarse que esté recto, hasta que esté suficientemente frío para<br />
contraerse contra el cigüeñal. NO TOCAR LAS SUPERFICIES CALIENTES CON LAS<br />
MANOS EXPUESTAS PARA EVITAR LESIONES.<br />
PAGINA 5 - 12 10/98
PARA MODELOS JGK Y JGT SECCION 5 - MANTENIMIENTO<br />
Cigüeñal - Piñón de la cadena<br />
Extracción<br />
Revisar cuidadosamente el piñón en busca de desgaste. Si ha estado en servicio por cinco<br />
años o más, puede ser conveniente reemplazarlo si se extrajo el cigüeñal de la carcasa.<br />
Taladrar un agujero o en el cubo del piñón. El orificio debe ser paralelo a la línea central del<br />
eje y lo bastante grande para eliminar gran parte de la sección transversal del cubo.<br />
(Referirse a la Figura 5-8). Tener cuidado de no tocar el eje con el taladro. Marcar la<br />
barrena con cinta para no perforar el piñón hasta la superficie del cigüeñal.<br />
El agujero taladrado eliminará gran parte de la contracción, y un par de golpes radiales con<br />
martillo y cincel abrirán el pistón lo suficiente como para poder extraerlo fácilmente.<br />
Instalación<br />
Rodear el piñón con alambre. Suspenderlo del alambre y calentarlo con un soplete pequeño<br />
a gas propano. Cuando se colorea de color amarillo brillante, a 400°F (240°C)<br />
aproximadamente, se puede deslizar sobre el extremo auxiliar del cigüeñal. Sujetar el piñón<br />
en posición con guantes de asbesto o con dos trozos de madera limpia, girándolo un poco<br />
para asegurarse que esté recto, hasta que esté suficientemente frío para contraerse contra<br />
el cigüeñal. NO TOCAR LAS SUPERFICIES CALIENTES CON LAS MANOS EXPUESTAS<br />
PARA EVITAR LESIONES.<br />
Golpear aquí con un<br />
martillo y cincel<br />
FIGURA 5-8: PIÑON DE LA CADENA DEL CIGÜEÑAL - TIPICO<br />
Cojinetes principales - Extracción e instalación<br />
Deben reemplazarse los cojinetes si están desgastados o rayados. El desgaste estará<br />
indicado por el bronce al descubierto debajo de la superficie babbit antifricción.<br />
Si es necesario cambiar los cojinetes, es fácil deslizar hacia afuera los cojinetes viejos y<br />
luego deslizar hacia adentro los nuevos (con el extremo sin aletas primero) y calzarlos en<br />
su lugar. Ubicar las aletas en las muescas en los apoyos y tapas de cojinetes.<br />
NOTA: LOS COJINETES DEL MUÑON DEL CIGÜEÑAL Y LOS COJINETES<br />
PRINCIPALES NO SON MAS FUNCIONALMENTE INTERCAMBIABLES. LOS<br />
COJINETES DEL MUÑON DEL CIGÜEÑAL (BIELA) TIENEN UNA RANURA<br />
MAS ESTRECHA. NO COLOQUE UN COJINETE DE MUÑON DEL CIGÜEÑAL<br />
EN UNA UBICACION DE COJINETE PRINCIPAL.<br />
10/98 PAGINA 5 - 13
PARA MODELOS JGK Y JGT SECCION 5 - MANTENIMIENTO<br />
Cigüeñal - Instalación<br />
1. Mover las bielas a su posición externa máxima. Mientras se baja muy lentamente el<br />
cigüeñal al interior del cárter (suspendido por una grúa con una cuerda de nylon),<br />
una persona con las manos enguantadas debe sujetar el extremo de transmisión y<br />
maniobrar lentamente el extremo de transmisión y el extremo auxiliar directamente<br />
al interior del cárter. Los muñones de los extremos de transmisión y auxiliar deben<br />
tocar los apoyos de los cojinetes al mismo tiempo.<br />
2. Cuando el cigüeñal ya está apoyado en los apoyos de los cojinetes, fijar las tapas<br />
de cojinetes con los tornillos de casquete ligeramente ajustados. A continuación y<br />
comenzando con el extremo de empuje, apretar los pernos en orden cruzado en<br />
incrementos de 25% según los valores recomendados de par torsor en la Tabla 1-9<br />
en la página 1-13. Las tapas de los cojinetes tienen marcas de alineación que<br />
corresponden con la barra separadora y protuberancias de las barras separadoras<br />
en la carcasa.<br />
3. Asegurarse que las espigas en las tapas de los cojinetes permanezcan alineadas<br />
con los orificios en la base del cigüeñal. Un tornillo de ajuste sobre cada espiga<br />
impide que se salga.<br />
4. Medir el espacio de empuje entre el cigüeñal y el cojinete de la biela, utilizando un<br />
indicador de cuadrante y un apoyo magnético según lo indicado en la Tabla 1-3 en<br />
la página 1-9. Para medir el espacio del cojinete de bancada, girar hacia arriba la<br />
clavija adyacente del cigüeñal y montar el apoyo del indicador en la tapa del<br />
cojinete de bancada con la espiga indicadora apoyada en el brazo del cigüeñal<br />
adyacente a la tapa. Hacer presión sobre el cigüeñal, poner a cero el indicador,<br />
palanquear hacia arriba con una barra, observar y anotar la lectura. Esto se puede<br />
efectuar mejor antes de instalar las bielas, pasando una correa limpia alrededor de<br />
la clavija adyacente y tirando del cigüeñal con una grúa o barra en la correa.<br />
5. Reconectar las bielas (Ver “Biela - Instalación” en la pagina 5-4), los diafragmas<br />
de empaquetaduras y los descargadores/cabezas del extremo del cabezal.<br />
6. Reinstalar el impulsor de cadena. (Ver “Sistema de Accionamiento por Cadena”<br />
en la pagina 5-15).<br />
7. Volver a colocar las barras separadoras. Ubicar la marca de alineación en la barra.<br />
Instalar la barra separadora de manera que la marca permanezca hacia arriba y al<br />
lado de la protuberancia con la misma marca.<br />
8. Instalar juntas nuevas en las cubiertas de los extremos. En caso de cualquier duda<br />
acerca del estado de la junta, instalar una nueva. Antes de instalarlas, aplicar<br />
lubricante antiadhesivo a todas las juntas o a las superficies de metal con las que<br />
está en contacto. Esto facilitará su extracción en el futuro. Recortar al ras el exceso<br />
de las juntas nuevas con un cuchillo después de ajustar los pernos de las cubiertas<br />
de los extremos.<br />
9. Instalar la cubierta del extremo de transmisión y la cubierta superior.<br />
PAGINA 5 - 14 10/98
PARA MODELOS JGK Y JGT SECCION 5 - MANTENIMIENTO<br />
Sistema de accionamiento por cadena<br />
Descripción - JGK/2/4 y JGT/2/4<br />
El sistema de accionamiento por cadena es impulsado por el cigüeñal en el extremo auxiliar<br />
de la carcasa. La cadena impulsa la bomba de aceite lubricante y el lubricador a presión. La<br />
tensión de la cadena es regulada por el piñón loco conectado al sombrerete vernier<br />
excéntrico. La cadena se sumerge en el aceite del cárter y en consecuencia se lubrica<br />
constantemente. Ver la Figura 5-9 para los componentes del extremo auxiliar y el sistema<br />
de accionamiento por cadena de los modelos JGK/2/4 y JGT/2/4.<br />
Cadena<br />
Tapón de<br />
inspección<br />
Lubricador<br />
a presión<br />
Piñón de la<br />
cadena<br />
Bomba de<br />
aceite<br />
lubricante<br />
Tapón de plástico<br />
contra polvo<br />
Ajuste<br />
excéntrico<br />
Mirilla de nivel de<br />
aceite del cárter<br />
Regulador<br />
opcional del<br />
nivel de aceite<br />
del cárter<br />
FIGURA 5-9: SISTEMA DE ACCIONAMIENTO POR CADENA JGK/2/4 Y JGT/2/4<br />
10/98 PAGINA 5 - 15
PARA MODELOS JGK Y JGT SECCION 5 - MANTENIMIENTO<br />
Descripción - JGK/6 y JGT/6<br />
El sistema de accionamiento por cadena es impulsado por el cigüeñal en el extremo auxiliar<br />
de la carcasa. La cadena impulsa la bomba de aceite lubricante y el lubricador a presión. La<br />
tensión de la cadena es regulada por el piñón tensor conectado al sombrerete vernier<br />
excéntrico. La cadena se sumerge en el aceite del cárter y en consecuencia se lubrica<br />
constantemente. Ver la Figura 5-10 para los componentes del extremo auxiliar y el sistema<br />
de accionamiento por cadena de los modelos JGK/6 y JGT/6.<br />
Excéntrico<br />
de aceite<br />
lubricante<br />
Cadena de<br />
aceite<br />
lubricante<br />
Piñón de<br />
aceite<br />
lubricante<br />
Cadena de alimentación<br />
a presión<br />
Piñón de alimentación<br />
a presión<br />
Excéntrico de<br />
alimentación<br />
a presión<br />
Piñón de la<br />
cadena<br />
Mirilla de vidrio<br />
del nivel de<br />
aceite<br />
FIGURA 5-10: SISTEMA DEL IMPULSOR A CADENA JGK/6 Y JGT/6 - TIPICO<br />
(ROTACION TIPICA)<br />
El reemplazo de las piezas que pueden cambiar la posición del piñón impulsor en el<br />
cigüeñal (por ej. cigüeñal, piñón impulsor, placas de empuje), y/o pérdida de la posición<br />
establecida del piñón en los componentes impulsados, puede requerir cambiar la posición<br />
del excéntrico, y los piñones de la bomba de aceite lubricante y el lubricador a presión.<br />
Centrar el cigüeñal en el extremo. Con un buen borde recto, inspeccionar para verificar que<br />
los piñones estén alineados dentro de 1/32 pulgadas (1 mm). O medir la distancia entre la<br />
superficie interior de la cubierta auxiliar del extremo a las superficies más cercanas de los<br />
piñones impulsores con una buena regla de maquinista. Inspeccionar los piñones<br />
impulsados en el sistema impulsor a cadena contra las dimensiones medidas en los<br />
piñones impulsores del cigüeñal. Se debe tener mucho cuidado al medir y ajustar el piñón<br />
tensor de alimentación a presión. Este piñón es más delgado que los piñones del lubricador<br />
a presión e impulsores. Para compensar, agregar un valor de un medio (1/2) de la diferencia<br />
entre el espesor del piñón impulsor y el espesor del piñón tensor de alimentación a presión<br />
a la medida desde la superficie interior de la cubierta del extremo auxiliar a la superficie<br />
exterior del piñón tensor de alimentación a presión. Ajustar los piñones impulsados a la<br />
medida del piñón impulsor a ser alineados dentro de 1/32 de pulgada (1mm). Si no están<br />
alineados, se puede requerir desarmar y acuñar los excéntricos.<br />
PAGINA 5 - 16 10/98
PARA MODELOS JGK Y JGT SECCION 5 - MANTENIMIENTO<br />
Ajuste de la cadena<br />
1. Rodar la máquina a la posición más ajustada de la cadena. Esto evita que la<br />
cadena esté muy ajustada en una posición floja y rompa los rodillos o arruine los<br />
rodamientos de la bomba y el lubricador cuando la cadena llega a su posición más<br />
ajustada.<br />
2. Extraer los dos pernos y ocho tapones de la tapa excéntrica. Girar la tapa 6 grados<br />
en el sentido de las agujas del reloj enfrentando la tapa desde el exterior para<br />
alinear los dos nuevos orificios de los tornillos de casquete. Si esto ajusta demasiado<br />
la cadena, trate de girar la tapa en una dirección contraria a las agujas del reloj<br />
para una alineación diferente de los orificios.<br />
3. Ajustar los dos tornillos de casquete (para el par torsor recomendado ver la Tabla<br />
1-9 en la página 1-13) y rodar la máquina para inspeccionar el ajuste en una<br />
cantidad de posiciones. En su posición más ajustada, la cadena debe ajustarse de<br />
manera que la deflección con respecto a una línea recta esté dentro de los límites<br />
de deflección de la cadena mostrados en la Tabla 5-2 entre los piñones tensor y<br />
del lubricador a presión y también entre los piñones del cigüeñal y los piñones<br />
tensor o de la bomba de aceite lubricante. Para compresores de 6 brazos (JGK/6 y<br />
JGT/6) asegurarse de identificar la dirección de giro (estándar o inverso) para<br />
asegurarse que se usan los valores correctos de deflección (el tramo más<br />
accesible). Esta deflección puede medirse desde un borde recto colocado sobre los<br />
dos piñones. La deflección permisible se mide en el centro del tramo, mientras se<br />
aplica a la cadena una fuerza de la presión del dedo de 2 a 10 lbs. (9 a 45 N).<br />
TABLA 5-2: LIMITES DE DEFLECCION DE LA CADENA<br />
MODELO DE COMPRESOR Y<br />
ROTACION A<br />
a. El giro estándar es en el sentido de las agujas del reloj al enfrentar el compresor en el extremo<br />
impulsor (por ej. frente al acople). El reverso es contrario a las agujas del reloj.<br />
4. Reemplazar los tapones en la tapa de ajuste del excéntrico para prevenir que<br />
penetre la suciedad de los orificios no usados en la cubierta del extremo.<br />
Reemplazo de la cadena y el piñón<br />
LUBRICADOR A PRESION A<br />
TENSOR PULG. (MM)<br />
LIMITES DE DEFLECCION<br />
LUBE OIL PUMP OR IDLER<br />
TO CRANKSHAFT IN. (MM)<br />
Giro estándar JGK/2/4 y JGT/2/4 0.060 a 0.100 (1.52 a 2.54)<br />
Giro inverso JGK/2/4 y JGT/2/4 0.066 a 0.110 (1.68 a 2.80)<br />
Giro estándar JGK/6 y JGT/6 0.024 a 0.041 (0.61 a 1.04) 0.034 a 0.056 (0.86 a 1.42)<br />
Giro inverso JGK/6 y JGT/6 0.032 a 0.054 (0.81 a 1.37) 0.043 a 0.072 (1.09 a 1.83)<br />
La cadena(s) debe reemplazarse si la elongación excede 0.084 pulgadas (2.13 mm) en un<br />
tramo de 10 pasos. La sección de la cadena a medirse debe estirarse ajustada, en su lugar,<br />
en el compresor y medida con calibres vernier. Una lectura efectuada fuera de los rodillos a<br />
10 pasos debe agregarse a una lectura entre el interior de los mismos rodillos y ser dividido<br />
por dos. Si este cálculo excede 5.084 pulgadas (129.1 mm) para un 1/2 paso, la cadena<br />
debe reemplazarse. Todo piñón que presente evidencia de cortaduras debe reemplazarse.<br />
10/98 PAGINA 5 - 17
PARA MODELOS JGK Y JGT SECCION 5 - MANTENIMIENTO<br />
Reemplazo de los Piñones del Tensor de la Cadena - (Tapas de<br />
Ajuste del Excéntrico)<br />
1. El piñón tensor de la cadena de JGK/2/4 y JGT/2/4 se muestra en la Figura 5-11 y<br />
se muestran los dos piñones tensores de la cadena de JGK/6 y JGT/6 en la<br />
Figura 5-12. También, variará la ubicación de los piñones tensores de la cadena<br />
para un giro estándar versus el giro inverso con el giro estándar definido como el<br />
sentido de las agujas del reloj cuando se observa desde el extremo impulsor<br />
(enfrentando al acople).<br />
2. El procedimiento para el reemplazo del piñón es similar para las configuraciones de<br />
cadena simple (JGK/2/4 y JGT/2/4) y de 2 cadenas (JGK/6 y JGT/6). Una<br />
excepción es que el piñón del tensor del lubricador a presión es más delgado que<br />
los otros piñones y se debe tener cuidado al realinear los piñones después de<br />
reemplazar el piñón.<br />
3. Extraer la cubierta superior de la carcasa. Extraer los dos tornillos de casquete que<br />
sujetan la tapa vernier excéntrica a la cubierta del extremo. Girar la tapa excéntrica<br />
para aflojar la cadena para poder extraerla. Después de extraer la cadena del piñón<br />
tensor, todo el conjunto puede extraerse de la cubierta del extremo.<br />
4. Con una buena regla de maquinista, medir la distancia exacta desde la superficie<br />
del borde externo del piñón de la cadena hasta la superficie más cercana de la tapa<br />
del excéntrico. Anotar la medida para colocar correctamente el piñón nuevo.<br />
5. Mover la clavija de rodillo de la tuerca tensora. Extraer la tuerca, el tornillo de<br />
sombrerete y la arandela Stat-O-Seal pues hay que reemplazarlos con piezas<br />
nuevas. Sacar y descartar el aro-sello o junta tórica de la tapa.<br />
6. Ensamblar todas las piezas usando un nuevo tornillo de casquete, arandela Stat-O-<br />
Seal, piñón y tuerca. Comparar la medida entre el piñón y la tapa con la medida<br />
tomada anteriormente. Si es necesario, rellenar con cuñas entre la tapa y el<br />
separador tensor para igualar la medida.<br />
7. Instalar el conjunto en la cubierta del extremo. No colocar la cadena. Primero<br />
comprobar la alineación con los otros piñones utilizando una regla.<br />
8. Si no está alineada dentro de 1/32 de pulgada (1mm), acuñar según sea necesario,<br />
ver la Figura 5-11 y Figura 5-12. Si la alineación está dentro de 1/32 de pulgada<br />
(1mm), extraer nuevamente todo el conjunto. Ajustar la tuerca del tensor al par<br />
torsor recomendado en la Tabla 1-9 en la página 1-13 y taladrar un orificio de 1/8<br />
de pulgada (3.175mm) a través de la tuerca. Golpear suavemente para introducir la<br />
clavija de rodillo.<br />
PAGINA 5 - 18 10/98
PARA MODELOS JGK Y JGT SECCION 5 - MANTENIMIENTO<br />
9. Aplicar aceite e instalar un nuevo aro-sello ojunta tórica. Instalar el conjunto y<br />
ajustar la cadena de acuerdo con las instrucciones de “Ajuste de la Cadena”<br />
en la página 5-17.<br />
Aceitar la junta tórica<br />
antes de ensamblar<br />
Rellenar con cuñas<br />
si es necesario<br />
Piñón<br />
Clavija de<br />
rodillo<br />
Tornillo de<br />
casquete (2)<br />
Arandela<br />
Stat-O-Seal<br />
Tapón<br />
plástico<br />
contra polvo<br />
FIGURA 5-11: PIÑON TENSOR DE LA CADENA - JGK/2/4 Y JGT/2/4<br />
(EXCENTRICOS)<br />
Clavija de<br />
rodillo<br />
Rellenar<br />
con cuñas<br />
si es<br />
necesario<br />
Piñón<br />
Aceitar la junta tórica<br />
antes de ensamblar<br />
Tornillo de casquete (4) Rellenar<br />
con cuñas<br />
si es<br />
necesario<br />
Tornillo de casquete (2)<br />
Arandela<br />
Stat-O-Seal<br />
Clavija de<br />
rodillo<br />
Arandela<br />
Stat-O-Seal<br />
FIGURA 5-12: PIÑONES TENSORES DE LA CADENA - JGK/6 Y JGT/6<br />
(EXCENTRICOS)<br />
10/98 PAGINA 5 - 19<br />
Piñón<br />
Aceitar la junta<br />
tórica antes de<br />
ensamblar<br />
Tensor de la cadena de la bomba del aceite de lubricación Tensor de la cadena del lubricador a presión
PARA MODELOS JGK Y JGT SECCION 5 - MANTENIMIENTO<br />
Reemplazo del piñón de la cadena de la bomba de aceite<br />
lubricante<br />
1. Desconectar toda la tubería de la bomba. Extraer los sujetadores de la brida de<br />
montaje de la bomba y el piñón saldrá libremente por el orificio en la cubierta del<br />
extremo después de extraer la cadena.<br />
2. Con una buena regla de maquinista, medir la distancia exacta entre el borde<br />
extremo del piñón y el borde extremo del adaptador para poder colocar el piñón<br />
nuevo. Anotar esta medida para referencia futura.<br />
3. Con la bomba de aceite sobre un banco de trabajo, usar una llave Allen para<br />
extraer los tornillos de ajuste del piñón, después de extraer el piñón del eje.<br />
4. Extraer del eje, la chaveta cuadrada de 3/16 x 1 pulgada (4.8 x 25 mm) de largo, y<br />
limar el eje hasta suavizarlo eliminando todas las rebabas dejadas por la punta del<br />
tornillo de ajuste.<br />
5. Instalar una chaveta cuadrada nueva de 3/16 x 1 pulgada (4.8 x 25 mm) de largo,<br />
después de haber verificado que la chaveta calzaba bien en el piñón nuevo. Si la<br />
chaveta es demasiado gruesa, se puede pulir con tela de esmeril sobre una<br />
superficie plana hasta que se pueda deslizar fácilmente en la muesca. En caso de<br />
ser un poco alta, limar el borde superior.<br />
6. Instalar un piñón nuevo y comparar la distancia entre el piñón y la superficie<br />
exterior del adaptador con la medida tomada previamente. Cuando esté colocado<br />
en posición exacta, apretar los tornillos de ajuste.<br />
7. Instalar juntas nuevas. Antes de reinstalar la bomba, aplicar un lubricante<br />
antiadhesivo a las superficies de la junta. Esto facilitará su extracción en el futuro.<br />
8. Reinstalar la bomba sobre la cubierta del extremo. Inspeccionar la alineación del<br />
piñón impulsor del cigüeñal con el cigüeñal centrado en el espacio del extremo,<br />
usando un borde recto dentro de 1/32 de pulgada (1 mm). Si no está alineado,<br />
alinear la posición del piñón según sea necesario.<br />
9. Ajustar la cadena de acuerdo con las instrucciones impartidas en la sección de<br />
“Ajuste de la Cadena” en la pagina 5-17.<br />
10. Reinstalar toda la tubería en la bomba.<br />
Bomba<br />
Juntas<br />
Adaptador<br />
Tornillos de ajuste<br />
Chaveta<br />
cuadrada<br />
FIGURA 5-13: PIÑON DE LA CADENA DE LA BOMBA DE ACEITE LUBRICANTE - TIPICO<br />
PAGINA 5 - 20 10/98<br />
Piñón
PARA MODELOS JGK Y JGT SECCION 5 - MANTENIMIENTO<br />
Reemplazo del Piñón de la Cadena del Lubricador a Presión -<br />
JGK/2/4 y JGT/2/4 (Anillo de Ajuste y Chaveta)<br />
1. Para los pasos siguientes referirse a la Figura 5-14.<br />
2. Con una buena regla de maquinista, medir la distancia exacta entre la superficie<br />
interior de la cubierta del extremo auxiliar a la superficie más cercana del piñón del<br />
lubricador. Anotar la medida para colocar en posición apropiada el nuevo piñón.<br />
Extraer la cadena.<br />
3. Extraer el tornillo de ajuste y el piñón. Desconectar la tubería del lubricador.<br />
4. Extraer los cuatro tornillos de casquete del soporte de montaje y extraer el<br />
lubricador.<br />
5. Con el lubricador sobre un banco de trabajo, extraer la chaveta Woodruff del eje y<br />
limar éste para eliminar cualquier rebaba dejada por la punta del tornillo de ajuste,<br />
instalar una junta tórica nueva.<br />
6. Instalar una chaveta Woodruff no. 204 nueva después de haber verificado que la<br />
chaveta calzaba bien en el piñón. Si es demasiado gruesa, se puede limar con tela<br />
de esmeril sobre una superficie plana hasta que se deslice fácilmente en la<br />
muesca. Limar el borde superior si es un poco elevada.<br />
7. Después de instalar la chaveta nueva y determinar que calza en el piñón nuevo,<br />
aceitar la junta tórica y volver a instalar el lubricador en la cubierta del extremo.<br />
8. Colocar el piñón nuevo en el eje e instalarlo en la dimensión medida. Ajustar el<br />
tornillo de ajuste.<br />
9. Inspeccionar la alineación del piñón impulsor del cigüeñal con el cigüeñal centrado<br />
en el extremo, usando un borde recto, dentro de 1/32 de pulgada (1 mm). Al alinear<br />
este piñón con el piñón tensor, asegurarse de tener en cuenta que el piñón tensor<br />
es más delgado que los otros piñones. Si no está alineado, ajustar la posición del<br />
piñón según sea necesario.<br />
10. Instalar la cadena y ajustar la cadena utilizando las instrucciones impartidas en<br />
“Ajuste de la Cadena” en la pagina 5-17.<br />
11. Reinstalar toda la tubería en la bomba.<br />
10/98 PAGINA 5 - 21
PARA MODELOS JGK Y JGT SECCION 5 - MANTENIMIENTO<br />
Vástago de ceba<br />
Tornillo de ajuste de la<br />
carrera del émbolo<br />
Contratuerca<br />
Mirilla<br />
Tubo de vaciado<br />
al cárter<br />
Tapón de<br />
vaciado<br />
Aceitar la junta<br />
tórica antes de<br />
ensamblar<br />
Conexión para una<br />
bomba de ceba<br />
Salida de la<br />
bomba al bloque<br />
de distribución<br />
Conexión de llenado de<br />
aceite del lubricador<br />
Entrada de la bomba<br />
desde el cabezal<br />
Chaveta<br />
Woodruff<br />
no. 204<br />
Tornillo de ajuste<br />
FIGURA 5-14: PIÑON DE LA CADENA DEL LUBRICADOR A PRESION<br />
PAGINA 5 - 22 10/98<br />
Piñón<br />
Espesor del piñón<br />
entre superficies
PARA MODELOS JGK Y JGT SECCION 5 - MANTENIMIENTO<br />
Reemplazo del Piñón de la Cadena del Lubricador a Presión -<br />
JGK/6 y JGT/6 (Acople Fenner)<br />
1. En los modelos JGK/6 y JGT/6, el piñón en el lubricador a presión está asegurado<br />
por un acople impulsor Fenner en lugar de tornillos de ajuste y una chaveta<br />
Woodruff. Se muestra un acople impulsor Fenner en la Figura 5-15.<br />
2. Con una buena regla de maquinista, medir la distancia exacta entre la superficie<br />
interior de la cubierta del extremo auxiliar a la superficie más cercana del piñón de<br />
la cadena. Anotar la medida para colocar en posición apropiada el nuevo piñón.<br />
Extraer la cadena.<br />
3. Aflojar la tuerca hexagonal en el acople Fenner. Extraer el piñón y el acople del<br />
impulsor Fenner. Desconectar la tubería del lubricador.<br />
4. Extraer los cuatro tornillos de casquete del soporte de montaje y extraer el<br />
lubricador.<br />
5. Con el lubricador sobre un banco de trabajo, instalar y aceitar una junta tórica<br />
nueva.<br />
6. Desarmar, limpiar e inspeccionar el acople del impulsor Fenner. Aceitar las roscas<br />
y volver a armar el acople del impulsor Fenner.<br />
7. Volver a instalar el lubricador en la cubierta del extremo.<br />
8. Montar el acople del impulsor Fenner y el nuevo piñón sobre el eje.<br />
9. Instalar el piñón del lubricador en la dimensión medida.<br />
10. Ajustar la tuerca hexagonal del acople del impulsor Fenner. Notar que la acción de<br />
ajuste puede causar que el piñón se desplace ligeramente hacia adelante.<br />
Después de ajustar, inspeccionar la dimensión del extremo auxiliar de la cubierta,<br />
ajustar según sea requerido hasta que la nueva medida iguale la medida original.<br />
11. Inspeccionar la alineación del piñón impulsor del cigüeñal con el cigüeñal centrado<br />
en el extremo, usando un borde recto, dentro de 1/32 de pulgada (1 mm). Al alinear<br />
este piñón con el piñón tensor, asegurarse de tener en cuenta que el piñón tensor<br />
es más delgado que los otros piñones. Si no está alineado, ajustar la posición del<br />
piñón según sea necesario.<br />
12. Instalar la cadena y ajustar la cadena utilizando las instrucciones impartidas en<br />
“Ajuste de la cadena” en la “Ajuste de la Cadena” en la pagina 5-17.<br />
13. Reinstalar toda la tubería en la bomba.<br />
FIGURA 5-15: ACOPLE DEL IMPULSOR FENNER<br />
10/98 PAGINA 5 - 23
PARA MODELOS JGK Y JGT SECCION 5 - MANTENIMIENTO<br />
Pistón y vástago - Extracción<br />
!<br />
PRECAUCION<br />
PARA IMPEDIR QUE OCURRAN LESIONES PERSONALES,<br />
ASEGURARSE QUE EL CIGÜEÑAL NO PUEDA SER GIRADO POR EL<br />
ACCIONADOR O LA PRESION DE GAS DEL CILINDRO DURANTE LOS<br />
TRABAJOS DE MANTENIMIENTO: - EN LOS COMPRESORES<br />
ACCIONADOS POR EL MOTOR, EXTRAER EL ACOPLADOR CENTRAL<br />
O BLOQUEAR EL VOLANTE. - EN COMPRESORES ACCIONADOS POR<br />
MOTOR ELECTRICO, SI NO ES CONVENIENTE DESCONECTAR EL<br />
MOTOR DEL COMPRESOR, BLOQUEAR EL MECANISMO DEL<br />
INTERRUPTOR DEL ACCIONADOR DURANTE LOS TRABAJOS DE<br />
MANTENIMIENTO.<br />
ANTES DE COMENZAR CUALQUIER TRABAJO DE MANTENIMIENTO,<br />
DESCARGAR TODA LA PRESION DE LOS CILINDROS DEL<br />
COMPRESOR. ANTES DE EXTRAER LA CULATA, DESTORNILLAR<br />
TODOS LOS TORNILLOS DE 1/8 DE PULGADA (3 mm). ASEGURARSE<br />
QUE LA CULATA ESTE SUELTA Y EL CILINDRO ESTE TOTALMENTE<br />
DESPRESURIZADO.<br />
1. Extraer las cubiertas laterales de las guías de la cruceta y la culata. Primero aflojar<br />
la culata tomando las precauciones arriba indicadas.<br />
2. Mover la cruceta a su posición de punto muerto central. Destornillar, pero sin<br />
extraer, los tornillos de ajuste de la tuerca de la cruceta. Aflojar la tuerca de la<br />
cruceta con la llave especial. (Ver la Figura 7-1 en la página 7-2.)<br />
3. Extraer la culata. En el caso de cilindros en tándem donde el diámetro exterior del<br />
cilindro es más pequeño que el diámetro interior, es necesario extraer el cilindro<br />
exterior. Sostener los cilindros durante la extracción e instalación, para no colocar<br />
demasiado peso en el conjunto de pistón y vástago, lo que podría causar<br />
torcedura.<br />
4. Usando la herramienta para girar pistones, destornillar el conjunto del pistón y<br />
vástago fuera de la cruceta. (Ver la Figura 5-18 en la página 5-29.) Las dos<br />
espigas en la herramienta caben en los orificios de la tuerca del pistón.<br />
Desenroscar la tuerca de la cruceta fuera del vástago del pistón.<br />
5. Cuando el pistón salga del cilindro, tener cuidado con los anillos del pistón. A pesar<br />
de ser tan resistentes durante el funcionamiento, los anillos son frágiles al tratar de<br />
extraerlos. Manejarlos siempre con herramientas y las manos limpias,<br />
protegiéndolos de mellas, rayaduras y torceduras. Extraer el pistón del cilindro<br />
hasta que una fracción del primer anillo esté separada del cilindro. Rodear el anillo<br />
con la mano (usar una banda para los tamaños más grandes) hasta que esté libre y<br />
extraerlo. Emplear el mismo procedimiento para extraer los otros anillos y la banda<br />
de desgaste.<br />
6. Deslizar el vástago del pistón fuera del extremo del cabezal. El extremo roscado<br />
del vástago correspondiente a la cruceta tiene un diámetro de 1/4 de pulgada<br />
(6 mm) más pequeño que el diámetro interior de la empaquetadura. Con mucho<br />
cuidado, deslizar lentamente el vástago del pistón a través de la empaquetadura<br />
para no dañar las roscas del vástago o los anillos de la empaquetadura.<br />
PAGINA 5 - 24 10/98
PARA MODELOS JGK Y JGT SECCION 5 - MANTENIMIENTO<br />
Pistón y vástago - Desarmado y armado<br />
Desarmado<br />
Los vástagos más viejos no taladrados y roscados para la herramienta de ajuste de par<br />
torsor A-6799 (ver la Figura 5-17), requieren un aparato de fijación hidráulico y<br />
herramientas especiales para el desarmado/armado apropiados del pistón y vástagos. Los<br />
vástagos que no tienen el orificio roscado pueden trabajarse por un taller calificado.<br />
Consultar con el ensamblador o <strong>Ariel</strong> para los detalles.<br />
Armado<br />
1. Limpiar bien todas las piezas del conjunto de pistón y vástago. Asegurarse que el<br />
interior del pistón esté limpio y seco.<br />
2. Inspeccionar el collar (o el área del collar en el vástago cuando el collar es una<br />
parte integral y no separable), pistón y tuerca del pistón en busca de melladuras,<br />
rebabas o rayaduras. Pulir las superficies con una piedra de grano fino según sea<br />
necesario. Calzar la empaquetadura y la tuerca en el pistón para verificar si el<br />
diámetro interior calza y gira libremente.<br />
3. Inspeccionar las roscas del vástago del pistón y el reborde de la empaquetadura.<br />
Las roscas deben estar limpias y sin rebabas. Instalar la empaquetadura y la tuerca<br />
en el vástago del pistón para verificar que calza el diámetro interior y gira<br />
libremente. Enroscar la tuerca del pistón a mano hasta que las roscas del vástago<br />
sobresalgan para verificar si engranan sin atascarse. Extraer la tuerca y la<br />
empaquetadura.<br />
4. Determinar el desgaste de los anillos de pistón y de la banda de desgaste (ver<br />
“Determinación del Desgaste de los Anillos” en la pagina 5-31 y<br />
“Determinación del Desgaste de las Banda de Desgaste” en la pagina 5-32).<br />
Reemplazar los anillos y la banda si es necesario.<br />
5. Si el vástago del pistón no está taladrado para la herramienta de ajuste del par<br />
torsor A-6799 (ver la Figura 5-17), fijar el vástago con un aparato de fijación<br />
hidráulico adecuado, usando fundas de PVC limpias y sin aceite (ver la<br />
Figura 5-16). Fijar el vástago del pistón lo más cerca posible del collar, pero en un<br />
punto donde el aparato de fijación no interfiera con el pistón. Un centro de servicio<br />
especializado es el más indicado para efectuar el trabajo de los vástagos más<br />
viejos no taladrados y roscados para la herramienta A-6799.<br />
6. Aplicar una capa delgada de “Never-Seez” (compuesto lubricante y antiadhesivo)<br />
al reborde del vástago del pistón y bandas posicionadoras del collar del vástago, y<br />
la superficie del collar en contacto con el pistón, y a continuación deslizar el collar<br />
en el vástago . “Never-Seez” es fabricado por Bostick, Boston Street, Middleton,<br />
MA 01949 USA, teléfono: 508-777-0100.<br />
7. Aplicar una capa delgada de “Never-Seez” a las roscas del vástago del pistón en el<br />
extremo del pistón y después deslizar el pistón a su lugar en el vástago y el collar.<br />
NOTA: UN EXTREMO DEL PISTON ESTA MAQUINADO A 0.002 PULGADAS (0,05 mm)<br />
EN UNA FRANJA TORNEADA A UN DIAMETRO MENOR DE 3/4 DE PULGADA<br />
(19 mm) PARA PROPOSITOS DE FABRICACION. SI EL PISTON ESTA<br />
SIMETRICO Y SE PUEDE INSTALAR EN CUALQUIERA DE LAS DOS<br />
DIRECCIONES, ARMARLO CON LA FRANJA HACIA EL EXTREMO DEL<br />
CABEZAL.<br />
8. Aplicar una capa delgada de “Never-Seez” a las roscas de la tuerca del pistón y<br />
superficie coincidente del pistón. Instalar la tuerca y ajustar a mano.<br />
10/98 PAGINA 5 - 25
PARA MODELOS JGK Y JGT SECCION 5 - MANTENIMIENTO<br />
9. Para los vástagos de pistón no taladrados y roscados para la herramienta de ajuste<br />
de torque A-6799, ajustar la tuerca del pistón al par torsor recomendado indicado<br />
en la Tabla 1-9 en la página 1-13, usando el girador de la tuerca del pistón (ver la<br />
Figura 7-1) y la herramienta de ajuste del pistón (ver la Figura 5-16).<br />
Probablemente será necesario usar una llave torsiométrica hidráulica para lograr el<br />
par torsor requerido. Para los vástagos de pistones no taladrados y roscados para<br />
la herramienta de ajuste de par torsor A-6799 (ver la Figura 5-17), colocar en su<br />
lugar la herramienta opcional de ajuste del par torsor, con dos espigas colocadas<br />
en la tuerca del vástago del pistón. Ajustar la cabeza del extractor, hasta que la<br />
herramienta de ajuste del par torsor esté bien ajustada contra el conjunto del<br />
vástago del pistón. (mínimo de 8 vueltas), y a continuación retroceder 1/4 de vuelta.<br />
Nótese que la cabeza del extractor tiene orificios de palanqueo para insertar una<br />
varilla de 3/8” (9.5 mm), para ayudar a ajustar o aflojar el extractor si fuera<br />
necesario. Se debe aplicar una presión hidráulica de 3,500 psi (24.1 MPa) a la<br />
herramienta de ajuste del par torsor, para estirar el vástago del pistón. A<br />
continuación se debe aplicar una presión hidráulica de 3500 psi (24.1 Mpa) a<br />
la herramienta de ajuste del par torsor para estirar el vástago del pistón. A<br />
continuación se debe aplicar un par torsor de 50 lb-pie (68 Nm) al impulsor de<br />
engranajes del piñón hexagonal de 9/16 de pulgada. Se escapa la presión<br />
hidráulica y se retira la herramienta de ajuste del par torsor. La herramienta de<br />
ajuste del par torsor A-6799 también se usa y presuriza para desarmar un pistón y<br />
vástago.<br />
!<br />
PRECAUCION<br />
NO EXCEDER LA PRESION DE LA HERRAMIENTA DE<br />
AJUSTE DEL PAR TORSOR. LA PRESION EXCESIVA PUEDE<br />
CAUSAR LA FALLA DE LA MISMA Y/O RESULTAR EN UNA<br />
PRECARGA EXCESIVA DEL VASTAGO DEL PISTON. LA<br />
FALLA DEL PISTON PUEDE OCURRIR DEBIDO AL EXCESO<br />
DE PRECARGA. TALES FALLAS PUEDEN CAUSAR<br />
LESIONES PERSONALES.<br />
Herramienta de ajuste del par<br />
torsor del pistón D-0961<br />
FIGURA 5-16: REQUERIMIENTOS DE FIJACION DEL PISTON Y VASTAGO<br />
PAGINA 5 - 26 10/98
PARA MODELOS JGK Y JGT SECCION 5 - MANTENIMIENTO<br />
Vástago del<br />
pistón del<br />
compresor<br />
Pistón del<br />
compresor<br />
Collar<br />
Tuerca del pistón<br />
con (2) tornillos<br />
de fijación<br />
Clavijas (2) de espiga<br />
del impulsor<br />
Franja maquinada de 3/4” (19 mm)<br />
Engranaje<br />
cónico<br />
Cojinete de<br />
rodillo cónico<br />
Herramienta de apriete del par torsor<br />
N/P A-6799 (No forma parte de la caja<br />
de herramientas estándar)<br />
Conexión<br />
hidráulica<br />
Cabezal del<br />
extractor<br />
Pistón de la<br />
herramienta<br />
Resortes de<br />
retorno del<br />
pistón<br />
Impulsor de engranaje de piñón<br />
hexagonal de 9/16”<br />
FIGURA 5-17: HERRAMIENTA DE APRIETE DEL PAR TORSOR DE LA TUERCA DEL<br />
PISTON (N/P A-6799)<br />
10. Después de apretar, el vástago del pistón no debe sobresalir más de 0.010<br />
pulgadas (0.25 mm) de la superficie del pistón.<br />
11. Aplicar una capa delgada de “Never-Seez” a dos tornillos de ajuste Allen nuevos.<br />
También se necesitarán dos llaves Allen nuevas por tuerca en cada ajuste y se<br />
descartan después de usarlas una sola vez ya que se deforman. Instalar los<br />
tornillos de ajuste y apretarlos de modo que la llave Allen permanezca<br />
permanentemente deformada al apretar pasado su límite de resistencia (retorcida<br />
en un arco de 15 grados).<br />
12. Granetear la tuerca del pistón a 1/16 pulgada (1.5 mm) de las roscas de los tornillos<br />
de ajuste, para trabar los tornillos en su lugar.<br />
13. Pesar el conjunto de vástago y pistón con los anillos del pistón y bandas de<br />
desgaste incluidos. Grabar el peso en el extremo del cabezal del pistón. Aplastar<br />
los rebordes para evitar errores en las medidas de los espacios libres. Anotar este<br />
peso para referencia futura.<br />
10/98 PAGINA 5 - 27
PARA MODELOS JGK Y JGT SECCION 5 - MANTENIMIENTO<br />
Pistón y Vástago - Instalación<br />
1. Instalar el conjunto de pistón y vástago con los anillos de pistón y las banda de<br />
desgaste en el cilindro. El extremo roscado de la cruceta del vástago es 1/4<br />
pulgada (6 mm) menor que el diámetro interior de la empaquetadura. No es<br />
necesario usar una camisa de entrada si se es precavido, pero una camisa puede<br />
ser útil. El usar una camisa no metálica del lado de la cruceta ayudará a asegurar<br />
que los anillos de empaquetadura no estén dañados.<br />
2. Atornillar la tuerca de la cruceta al vástago del pistón. Asegúrese que todas las<br />
roscas y las superficies de asiento de la tuerca estén bien lubricados con aceite<br />
limpio y fresco para asegurar un ensamblado apropiado. Coloque el cigüeñal en su<br />
posición de punto muerto superior. Extraer la válvula de descarga del extremo del<br />
cigüeñal. Determinar el espacio libre requerido del extremo de la manivela del<br />
pistón según indicado en la placa de identificación del cilindro. Referirse a la Tabla<br />
1-3 en la página 1-9. Insertar un calibre palpador, igual al espacio libre requerido<br />
del extremo de la manivela, a través de la cavidad de la válvula de descarga. Usar<br />
las herramientas ilustradas en la Figura 5-18 en la página 5-29 para atornillar el<br />
vástago del pistón dentro de la cruceta hasta que el pistón esté ajustado contra el<br />
calibre palpador. Apretar la tuerca de la cruceta, pero no demasiado. Extraer el<br />
calibre palpador.<br />
3. Asegurarse que se ha extraído la herramienta para girar el pistón. Volver a colocar<br />
el cilindro, culata y junta. Apretar uniformemente los pernos de la culata del cilindro<br />
al valor apropiado del par torsor listado en la Tabla 1-9 en la página 1-13.<br />
4. Extraer una válvula de aspiración de la culata. Determinar el espacio libre<br />
requerido del extremo del cabezal del pistón según indicado en la placa de<br />
identificación del cilindro. Referirse a la Tabla 1-9 en la página 1-13. Girar el<br />
cigüeñal 180° a la posición del punto muerto inferior, y usando los calibres<br />
palpadores a través de la cavidad de la válvula, inspeccionar la tolerancia del<br />
extremo del cabezal. Determinar si la tolerancia medida esté dentro de los<br />
límites requeridos de tolerancias.<br />
5. Apretar la tuerca de la cruceta al valor apropiado del par torsor listado en la Tabla<br />
1-9 en la página 1-13.<br />
6. Apretar los tornillos de ajuste en la tuerca de la cruceta.<br />
7. Aplicar un lubricante antiadhesivo a las juntas, antes de instalar las cubiertas<br />
laterales. Esto ayudará a la extracción posterior.<br />
8. Reemplace las cubiertas laterales de la guía de la cruceta y ajustar todos los pernos.<br />
9. Reemplace los conjuntos de válvula, apretar todos los pernos de las válvulas<br />
válvula uniformemente al valor apropiado del par torsor listado en la Tabla 1-9 en<br />
la página 1-13.<br />
PAGINA 5 - 28 10/98
PARA MODELOS JGK Y JGT SECCION 5 - MANTENIMIENTO<br />
Tuerca de la<br />
cruceta<br />
Cruceta<br />
Tornillo de<br />
ajuste<br />
Herramienta para girar el pistón<br />
B-1410 (o herramienta de giro<br />
A-1678)<br />
FIGURA 5-18: INSTALACION DE PISTON Y VASTAGO - TIPICA<br />
Herramienta de apoyo<br />
de extensión de<br />
trinquete B-1240<br />
10/98 PAGINA 5 - 29
PARA MODELOS JGK Y JGT SECCION 5 - MANTENIMIENTO<br />
Desviación del vástago del pistón<br />
Inspeccionar la desviación del vástago del pistón después de instalar la unidad, de<br />
cambiarla de lugar o de cualquier trabajo de mantenimiento que pudiera afectar la<br />
desviación del vástago.<br />
Verificar que las guías de la cruceta tengan los suplementos suficientes para estar<br />
niveladas. Ver “Procedimientos el emplazamiento y alineación” en la pagina 2-1.<br />
Verificar que las crucetas estén en contacto directo con la guía inferior. No se deberá<br />
poder insertar una lámina de 0.0015 pulgadas (0.04 mm) más de 1/2 pulgada (13 mm)<br />
en las cuatro esquinas de la cruceta.<br />
Colocar el vástago del indicador del cuadrante 1 contra el vástago del pistón, cerca de la<br />
empaquetadura. Calibrar a cero el indicador con el pistón hacia el extremo de la manivela.<br />
Tomar las lecturas en sentido vertical y horizontal. Cuando se mida el movimiento vertical<br />
del vástago, el movimiento ascendente será registrado como positivo, el descendente como<br />
negativo. Cuando se mide el movimiento horizontal del vástago, el movimiento hacia el<br />
extremo auxiliar de la carcasa será registrado como una lectura positiva, el movimiento<br />
hacia el extremo de transmisión de la carcasa será registrado como negativo. Copiar la<br />
Tabla 5-3 para anotar las lecturas. Girar a mano el cigüeñal y anotar las lecturas en la mitad<br />
de la carrera y con el pistón en el extremo del cabezal.<br />
TABLA 5-3: DESVIACION DEL VASTAGO DEL PISTON<br />
VERTICAL<br />
HORIZONAL<br />
NUMERO DE BRAZO 1 2 3 4 5 6<br />
Comparar las lecturas con la Tabla 5-4.<br />
Pistón en EM<br />
Mitad carrera<br />
Pistón en EC<br />
0 0 0 0 0 0<br />
Pistón en EM<br />
Mitad carrera<br />
Pistón en EC<br />
0 0 0 0 0 0<br />
TABLA 5-4: LECTURAS DE LA DESVIACION MAXIMA ACEPTABLE DEL VASTAGO DEL<br />
PISTON<br />
SENTIDO PULGADAS (mm)<br />
Vertical 0.0020 (0.051)<br />
Horizontal 0.0010 (0.025)<br />
1. Usar un indicador de cuadrantes con incrementos de 0.0001 pulgada (0.001 mm).<br />
PAGINA 5 - 30 10/98
PARA MODELOS JGK Y JGT SECCION 5 - MANTENIMIENTO<br />
Si la lectura vertical es mayor que la lectura máxima aceptable, proceder de la manera<br />
siguiente para determinar la aceptabilidad: Con el pistón en el extremo del cabezal, usar un<br />
lámina calibrada para determinar la tolerancia en la parte superior del pistón. En los<br />
pistones con banda de desgaste o anillos de soporte, este espacio se mide sobre los anillos<br />
o bandas. La tolerancia superior medido con la lámina calibrada se divide por (÷) 2 y a<br />
continuación restar (-) 0.005 pulgadas (0.13 mm). Colocar la lámina calibrada de espesor<br />
calculado debajo de la parte inferior del pistón. Colocar la lámina calibrada debajo de la<br />
banda de desgaste o anillo de soporte en los pistones con banda de desgaste o con anillos<br />
de soporte. Este lámina calibrada debe ser suficientemente larga para permanecer debajo<br />
del pistón cuando éste completa toda su carrera. Volver a medir la desviación vertical y<br />
compararla con los límites aceptables indicados en la tabla anterior. Las lecturas<br />
horizontales, tomadas sin el uso de calibradores deberán aceptarse para la aceptación.<br />
Copiar la Tabla 5-5 y anotar los cálculos y las lecturas.<br />
TABLA 5-5: ESPESOR DE LA LAMINA CALIBRADA CORREGIDO POR EL PESO DEL PISTON<br />
LINEA NUMERO DE BRAZO 1 2 3 4 5 6<br />
1 Espacio libre superior calibr.<br />
2 Línea 1 (÷2)<br />
3 Línea 2 - 0.005 pulg. - 0.005” - 0.005” - 0.005” - 0.005” - 0.005” - 0.005”<br />
(-0.13mm) (-0.13mm) (-0.13mm) (-0.13mm) (-0.13mm) (-0.13mm) (-0.13mm)<br />
4 Espesor inferior calibr.<br />
5 Vertical-pistón en EM 0 0 0 0 0 0<br />
6 Vertical-pistón en EC<br />
Si las lecturas no están dentro de los límites aceptables después de cambiar las piezas<br />
desgastadas y corregir la desalineación de la tubería, se deberá cambiar el conjunto de<br />
pistón y vástago.<br />
Anillos del pistón<br />
Todos los cilindros JGK y JGT usan anillos de pistón de teflón rellenos de una sola pieza<br />
biselados.<br />
Determinación del desgaste de los anillos<br />
<strong>Ariel</strong> recomienda cambiar los anillos cuando la luz de sus extremos ha aumentado en tres<br />
veces la dimensión de los anillos nuevos. Para medir la luz de los extremos, insertar los<br />
anillos en los cilindros sin los pistones. (Ver la Tabla 1-7 en la página 1-11 para la<br />
dimensión de la luz de los extremos de los anillos nuevos.)<br />
Extracción<br />
Ver el párrafo 4 en la sección “Pistón y vástago - Extracción” en la pagina 5-24.<br />
Bandas de Desgaste<br />
Todos los cilindros JGK y JGT tienen bandas de desgaste de Teflón rellenas de una sola<br />
pieza biseladas.<br />
10/98 PAGINA 5 - 31
PARA MODELOS JGK Y JGT SECCION 5 - MANTENIMIENTO<br />
Determinación del desgaste de las bandas de desgaste<br />
Como la banda de desgaste no tiene la función de un anillo obturador, la luz de sus<br />
extremos no es crítica. La cantidad que la banda de desgaste sobresale del diámetro<br />
exterior del pistón es importante. Se puede comprobar la proyección de la banda midiendo<br />
la tolerancia entre el pistón y la pared interior del cilindro en la parte inferior de esta<br />
última. Esto se puede hacer sin extraer el pistón del cilindro. Cambiar la banda de desgaste<br />
si está lo suficientemente desgastada para permitir que el pistón toque la pared interior del<br />
cilindro.<br />
Anillos del pistón - Instalación<br />
1. Colocar los anillos en la ranura del pistón. Comprimir a mano los anillos de teflón<br />
de una sola pieza.<br />
2. Con los anillos totalmente comprimidos en las ranuras, insertar el vástago y el<br />
pistón en el cilindro. Asegurarse que los anillos de una sola pieza permanezcan en<br />
su lugar mientras se inserta el pistón y el vástago.<br />
NOTA: LA TOLERANCIA DE LOS EXTREMOS DE LOS ANILLOS SE DEBE ESCALONAR<br />
ALREDEDOR DEL PISTON, EN LUGAR DE EN LINEA.<br />
3. Seguir los pasos descritos en la sección “Pistón y vástago - Instalación” en la<br />
pagina 5-28.<br />
Banda de desgaste - Instalación<br />
Instalar la banda de desgaste como si fuera otro anillo de pistón según se explicó<br />
anteriormente.<br />
Empaquetadura de presión del vástago del pistón -<br />
Extracción<br />
1. Extraer el pistón y el vástago del pistón. Vea la sección “Pistón y vástago -<br />
Extracción” en la pagina 5-24.<br />
2. Extraer el diafragma de la empaquetadura y el anillo limpiador de aceite.<br />
3. Desconectar el tubo de aceite lubricante y lo el tubo de refriante de la parte superior<br />
del casquillo de la empaquetadura y el tubo de ventilación primario de la parte<br />
inferior del casquillo. Sacar los tornillos de casquete de doce puntas que sujetan el<br />
casquillo de la empaquetadura de presión, al cilindro.<br />
4. No extraer las tuercas pequeñas de los pernos en este momento. Estos pernos<br />
sujetan toda la empaquetadura junta para poder extraerla como un conjunto.<br />
5. Sacar de toda la empaquetadura de presión al interior de la guía de la cruceta.<br />
Saldrá entonces a través de la abertura lateral grande de la guía. Ahora se puede<br />
trasladar la empaquetadura de presión a un lugar limpio, para desarmarla.<br />
6. Colocar la empaquetadura de presión sobre una superficie limpia apoyada sobre<br />
su extremo de cilindro o cono. Tres pernos largos sujetan junta a la empaquetadura<br />
de presión. Los orificios de los pernos no están equidistantes. Esto impide que la<br />
pila de piezas permanezcan incorrectamente alineadas. Extraer las tuercas de los<br />
pernos y se puede extraer la empaquetadura de presión. Cambiar estas tuercas<br />
cada vez que se repara la empaquetadura de presión.<br />
PAGINA 5 - 32 10/98
PARA MODELOS JGK Y JGT SECCION 5 - MANTENIMIENTO<br />
7. Se puede determinar el desgaste del anillo colocando los anillos ensamblados<br />
(notar las marcas de alineación) en el vástago del pistón. Verificar la luz de los<br />
extremos de los anillos. Si los extremos están a tope, o casi a tope, cambiarlo por<br />
anillos nuevos.<br />
8. Las aletas o bordes de alambre en los anillos causados por el desgaste se deben<br />
limar para que todos los bordes coincidentes estén a ángulos rectos.<br />
9. La junta metálica en el cono se puede soltar utilizando una lezna afilada. Tener<br />
cuidado de no rayar los lados de la ranura de la junta.<br />
10. Antes de volver a armar, asegurarse que todas las piezas estén perfectamente<br />
limpias.<br />
Empaquetadura del vástago del pistón - Ensamblado<br />
1. Asegurarse de referirse al conjunto de la empaquetadura de presión en el manual<br />
de piezas. <strong>Ariel</strong> suministra cuatro manuales de piezas con cada compresor. Si no<br />
tiene un manual de piezas disponible, rogamos consultar con el distribuidor local.<br />
Con cada juego reconstruido de la empaquetadura de presión se incluye un dibujo<br />
del conjunto de la empaquetadura de presión.<br />
2. Si se instala un nuevo juego de anillos de vástago en una caja de empaquetadura<br />
existente, las piezas de la caja deben inspeccionarse por desgaste. Las copas<br />
deben ser lisas y aplanadas en la parte posterior donde deben sellarse los anillos<br />
del vástago. Si las copas o ranuras se han desgastado a una forma cóncava o<br />
cónica, deben rectificarse o esmerilarse. Rara vez es necesario modificar el lado<br />
de la cruceta de las copas, sin embargo, si se determina que esto es necesario, se<br />
debe ser cuidadoso de manera de no destruir el espacio libre correcto para los<br />
anillos nuevos.<br />
NOTA: SI SE SOSPECHA UN DESGASTE PREMATURO, REFERIRSE A<br />
“Requerimientos de lubricación de los cilindros y empaquetaduras” en la<br />
pagina 4-5.<br />
3. Antes de instalar la caja de la empaquetadura de presión, debe siempre<br />
desarmarse y limpiarse bien en un solvente apropiado para el servicio previsto.<br />
4. Asegurarse que cada anillo y copa del vástago estén colocados apropiadamente y<br />
que los anillos se hayan recubierto completamente con un lubricante limpio antes<br />
de armar. Revisar todas las piezas por melladuras o rebabas poco comunes que<br />
pudieran interferir con la flotación libre del anilllo del vástago en las copas. Debe<br />
tenerse especial cuidado con anillos de vástago hechos de materiales blandos,<br />
tales como bronce o TFE, y es extremadamente importante que los anillos<br />
limpiadores se manejen cuidadosamente para evitar daños a los bordes<br />
raspadores durante la instalación.<br />
5. Las piezas deben desplegarse sobre un banco de trabajo de manera que puedan<br />
instalarse progresivamente con cada una en su posición correcta y los anillos del<br />
vástago con sus superficies apropiadas orientadas hacia la presión. Notar que<br />
todos los segmentos de los anillos del vástago están cuidadosamente marcados<br />
con letras y deben armarse en este orden. Esto es lo más importante para asegurar<br />
un sellado apropiado. Después de ajustar todas las tuercas de los pernos, todos los<br />
anillos deben poder flotar radialmente en cada copa.<br />
10/98 PAGINA 5 - 33
PARA MODELOS JGK Y JGT SECCION 5 - MANTENIMIENTO<br />
6. Para instalaciones nuevas, se debe tener cuidado en limpiar toda la suciedad<br />
acumulada en las tuberías y el compresor ya que el material extraño penetrará a la<br />
empaquetadura convirtiendose en destructivamente abrasivo.<br />
7. Previamente a instalar la caja de empaquetadura dentro del cilindro, la junta del<br />
extremo de la copa debe inspeccionarse por melladuras y el daño que puede<br />
causar que pierda durante el servicio. Reemplazar la junta con una nueva , si<br />
hubiera dudas.<br />
8. También, antes de instalar la caja de la empaquetadura dentro del cilindro,<br />
asegurarse que la superficie de la junta en el diámetro interior de la empaquetadura<br />
del extremo de la manivela del cilindro esté limpia y no rayada.<br />
9. Reinstalar el conjunto completo con la punta de suministro de aceite en la parte<br />
superior. Utilizando los pernos de la empaquetadura del vástago, para colocarla en<br />
su lugar.<br />
10. Reinstalar el diafragma de la empaquetadura y el anillo limpiador de aceite.<br />
11. Volver a instalar el pistón y el vástago. Siga los pasos bajo “Pistón y vástago -<br />
Instalación” en la pagina 5-28.<br />
12. Después de haber apretado la tuerca de la cruceta, apretar uniformemente los<br />
pernos de la empaquetadura del vástago al par torsor recomendado en la Tabla<br />
1-9 en la página 1-13. Este procedimiento asegurará que la empaquetadura de<br />
presión permanezca perpendicular con su junta delantera. Se obtiene la alineación<br />
mediante el uso de láminas calibradas para mantener una tolerancia uniforme<br />
todo alrededor entre el diámetro interior de la caja y el vástago.<br />
13. Apretar las tuercas de los pernos pequeños. Reinstalar las conexiones de<br />
tubería para el suministro de aceite, tubo de ventilación primario y/o refrigerante.<br />
Tener cuidado en no romper las roscas de las tuercas de la tubería. Estas tuercas<br />
deben estar apretadas.<br />
NOTA: DESPUES DE INSTALAR LOS ANILLOS DE LA EMPAQUETADURA DE<br />
PRESION, REFERIRSE A “Sistema de lubricación a presión” en la pagina 4-<br />
17, PARA LAS INSTRUCCIONES DE CEBADO DEL SISTEMA DE<br />
LUBRICACION A PRESION. EL CEBADO DEBE REPETIRSE CADA VEZ QUE<br />
SE ARRANCA UN COMPRESOR YA QUE LAS TUBERIAS DE ACEITE PUEDEN<br />
HABER SIDO PURGADAS DURANTE EL TIEMPO DE PARADA. SEGUIR LAS<br />
INSTRUCCIONES EN “Ajuste del lubricador a presión” en la pagina 3-8<br />
PARA LAS VELOCIDADES DE LUBRICACION RECOMENDADAS PARA EL<br />
RODAJE DE UNA MAQUINA NUEVA. ESTAS VELOCIDADES SON EL DOBLE<br />
DE LAS VELOCIDADES DE LUBRICACION NORMALES - O LA MITAD DEL<br />
TIEMPO DEL CICLO NORMAL DE LA ESPIGA INDICADORA.<br />
PAGINA 5 - 34 10/98
PARA MODELOS JGK Y JGT SECCION 5 - MANTENIMIENTO<br />
Tipos de anillo de empaquetadura del vástago del<br />
pistón<br />
Ruptura de presión tipo “P”<br />
Este es un solo anillo. Está cortado radialmente en tres segmentos iguales. La luz total de<br />
los extremos del anillo es de 0.050 pulgadas (1.27mm) y esto rompe o aminora la velocidad<br />
del flujo de gas sin cerrarlo completamente. Esta luz de los extremos se debe mantener ya<br />
sea ajustándola o cambiando el anillo. Ver la Figura 5-19:<br />
FIGURA 5-19: RUPTURA DE PRESION TIPO “P”<br />
Juego de anillos de acción sencilla tipo “BTR”<br />
Este juego está formado por tres anillos. Forma un sello de gas en una sola dirección. El<br />
primer anillo (lado de presión) está cortado radialmente. La luz total instalada de los extremos,<br />
es de aproximadamente 5/64 pulgadas (8 mm). El material de este anillo es teflón. El segundo<br />
anillo está cortado escalonado tangencialmente y también está hecho de teflón. Los dos<br />
primeros anillos tienen espigas de alineación de modo que los cortes permanezcan<br />
escalonados de un anillo a otro. El tercer anillo es el de refuerzo y está cortado radialmente.<br />
El diámetro interior de este anillo es más grande que el diámetro del vástago. Esto permite<br />
que las uniones radiales permanezcan bien ajustadas juntas formando un sello contra el<br />
gas. En este anillo no se necesita una espiga. Ver la Figura 5-20:<br />
Corte radial<br />
Espiga de<br />
alineación<br />
Material: PEEK<br />
Corte radial<br />
Letras hacia el lado de presión/cilindro<br />
Corte tangencial<br />
escalonado<br />
B T R<br />
Anillo del lado de presión<br />
Material: Teflón<br />
Anillo del medio<br />
Material: Teflón<br />
Las letras hacia el lado de presión/cilindro<br />
Corte radial<br />
Anillo de refuerzo<br />
Material: Hierro fundido<br />
FIGURA 5-20: JUEGO DE ANILLOS DE SECCION SENCILLA TIPO “BTR”<br />
10/98 PAGINA 5 - 35<br />
BTR
PARA MODELOS JGK Y JGT SECCION 5 - MANTENIMIENTO<br />
Juego de anillos de acción doble tipo “BD”<br />
Este juego consiste de dos anillos cortados escalonados tangencialmente. Los anillos<br />
tienen espigas de alineación de modo que los cortes tangenciales permanezcan<br />
escalonados de un anillo a otro. El juego es de acción doble, o sea que sella en ambos<br />
sentidos. Se usa en cilindros que operan casi a la presión atmosférica para impedir que el<br />
aire penetre en el cilindro. Instálelos con las letras de alineación hacia el lado de presión.<br />
Ver la Figura 5-21.<br />
B D<br />
Corte tangencial<br />
escalonado<br />
Espiga de<br />
alineación<br />
FIGURA 5-21: ACCION DOBLE TIPO “BD”<br />
Juego de anillos limpiadores de aceite tipo “3RWS”<br />
Este juego consta de anillos de corte radial. Tienen espigas de alineación para verificar la<br />
colocación escalonada. Su propósito es impedir el paso de aceite del cárter a la<br />
empaquetadura y el cilindro. Armarlo con la cara en blanco hacia el aceite (cárter) y el lado<br />
ranurado hacia la empaquetadura de presión. Ver Figura 5-22.<br />
Este lado hacia el lado de presión/cilindro<br />
Material: Teflón<br />
Las letras hacia el lado de presión/cilindro<br />
Material: Hierro fundido<br />
Lado del cárter<br />
FIGURA 5-22: JUEGO DE ANILLOS TIPO “3RWS”<br />
PAGINA 5 - 36 10/98<br />
BD<br />
Corte radial
PARA MODELOS JGK Y JGT SECCION 5 - MANTENIMIENTO<br />
Juego de anillos de acción doble tipo “WAT”<br />
Este juego está compuesto de tres anillos. Los dos primeros anillos (lado de presión) están<br />
cortados radialmente. El tercero es un anillo de corte tangencial escalonado. Los últimos<br />
dos anillos tienen espigas de alineación de modo que los cortes permanezcan escalonados<br />
de un anillo a otro. El primer anillo, junto con el anillo central, forma una cuña que supera la<br />
fricción del vástago y sujeta el juego de anillos contra las dos caras de la ranura durante<br />
cualquiera de los dos sentidos de recorrido del vástago. Este juego de anillos está diseñado<br />
principalmente para aplicaciones de baja presión. Instalarlo con las letras de alineación<br />
hacia el lado de presión. Ver Figura 5-23.<br />
Corte radial Corte radial<br />
Anillo externo de cuña<br />
(lado de presión)<br />
Anillo central de cuña<br />
Corte<br />
tangencial<br />
escalonado<br />
W A T<br />
Material: Teflón<br />
Las letras hacia el lado de presión/cilindro<br />
FIGURA 5-23: ACCION DOBLE TIPO “WAT”<br />
Juego de anillos de acción doble tipo “AL”<br />
Anillo tangencial a tope<br />
Este juego de anillos está compuesto de cinco anillos los cuales funcionan como el juego de<br />
anillos de diseño “WAT” de extremo doble. Está diseñado para ser utilizado en una ranura a<br />
la cual se suministra líquido a baja presión para bloquear totalmente la pérdida de aceite.<br />
Material: Teflón<br />
FIGURA 5-24: ACCION DOBLE TIPO “AL”<br />
Espiga de<br />
alineación<br />
10/98 PAGINA 5 - 37<br />
WAT
PARA MODELOS JGK Y JGT SECCION 5 - MANTENIMIENTO<br />
Configuración de los anillos de empaquetadura del<br />
vástago del pistón<br />
<strong>Ariel</strong> ofrece empaquetaduras JGK y JGT en cinco gamas de presión. La configuración<br />
general de la ubicación del suministro de aceite, anillos obturadores y ventilación se<br />
muestra a continuación:<br />
Lado de Presión<br />
Dos Anillos<br />
Suministro de Aceite<br />
El tipo de anillo utilizado dependerá de la aplicación de presión.<br />
Los anillos raspadores de aceite y un juego de anillos obturadores están en un diafragma<br />
separado de la guía de la cruceta.<br />
NOTA: REFERIRSE AL CONJUNTO DE LA EMPAQUETADURA EN SU MANUAL DE<br />
PIEZAS. VER LAS Figura 4-12 Y Figura 4-13 PARA LA VENTILACION DE LA<br />
TUBERIA DE LA EMPAQUETADURA Y PIEZA DE SEPARACION; Y Figura 4-14<br />
Y Figura 4-15 PARA LA LUBRICACION Y VENTILACION DE LA<br />
EMPAQUETADURA.<br />
Material del anillo de empaquetadura del vástago del<br />
pistón<br />
Tres a Cinco Anillos Obturadores<br />
Hace algunos años el bronce era el material estándar para todas las empaquetaduras <strong>Ariel</strong>.<br />
Sin embargo, el bronce no es satisfactorio para servicio de gas corrosivo, (sulfuro<br />
hidrogenado en el gas). El PEEK, hierro fundido y teflón proveen un servicio notable con<br />
gas corrosivo y dado que se desempeñan igualmente bien con gases no corrosivos, son<br />
ahora materiales estándar.<br />
Una empaquetadura típica tendrá un interruptor de presión de PEEK. Los anillos de acción<br />
simple de teflón/hierro fundido, todos los anillos de acción doble de teflón, y un juego<br />
limpiador de hierro fundido. El teflón es vidrio reforzado e impregnado con disulfuro de<br />
molibdeno. Esto provee un material resistente y resbaladizo para reducir la fricción y el<br />
desgaste.<br />
PAGINA 5 - 38 10/98<br />
Ventilación Primaria<br />
Anillo Obturador<br />
Lado del Cárter
PARA MODELOS JGK Y JGT SECCION 5 - MANTENIMIENTO<br />
Válvulas<br />
La mayoría de las válvulas en los cilindros JGK y JGT usan placas no metálicas.<br />
Válvulas - Extracción<br />
!<br />
PRECAUCION<br />
ANTES DE INTENTAR EXTRAER CUALQUIER BONETE O<br />
TAPA DE VALVULA, ASEGURARSE QUE SE HAYA<br />
DESCARGADO TODA LA PRESION DEL CILINDRO DEL<br />
COMPRESOR. SE DEBERA DESCARGAR TOTALMENTE LA<br />
PRESION DE LOS PASAJES DE ASPIRACION Y DE<br />
DESCARGA DEL CILINDRO. VER LA Figura 1-3 en la<br />
página 1-4 PARA LA UBICACION DE LAS PLACAS CON<br />
INFORMACION IMPORTANTE DE SEGURIDAD.<br />
1. Aflojar un poco todos los pernos, en cada tapa de válvula. Con todos los pernos<br />
sueltos, la tapa debe permanecer en su posición original. ¡Si empuja hacia<br />
afuera por sí solo, detenerse! Descargar totalmente la presión del cilindro. Ver<br />
Precaución más arriba. En la Figura 5-25 en la página 5-41 se muestra un<br />
conjunto típico de válvula.<br />
Después de haber tomado todas las precauciones de seguridad arriba indicadas,<br />
extraer los pernos de la tapa de la válvula. Un par de barras (o destornilladores),<br />
uno a cada lado de la tapa, ayudará a soltarlo. Con el retenedor todavía instalado,<br />
atornillar una herramienta para válvulas en el perno central de la válvula. (Ver la<br />
Figura 7-1 en la página 7-2). Ahora se puede extraer la válvula y el retenedor juntos.<br />
Para los cilindros en tándem de clase 2-5/8K-FS-HE y 2-5/8T-FS-HE, se debe<br />
extraer la tubería de aspiración y descarga y la culata del cilindro para tener acceso<br />
a la válvula concéntrica. Una válvula concéntrica combina las válvulas de aspiración<br />
y de descarga en un solo conjunto. Ver la precaución en la sección “Pistón<br />
y vástago - Extracción” en la pagina 5-24.<br />
2. En la mayoría de los casos, la junta metálica plana permanecerá en la cavidad. Es<br />
difícil de ver. Las mejores herramientas para ver claramente la junta son una<br />
linterna y un espejo pequeño con una varilla ajustable. En los cilindros con válvulas<br />
horizontales, la junta puede caerse en el pasaje de gas. Se puede recoger usando<br />
un imán pequeño colocado en una varilla de extensión flexible. Esta junta se debe<br />
cambiar después de varios usos.<br />
10/98 PAGINA 5 - 39
PARA MODELOS JGK Y JGT SECCION 5 - MANTENIMIENTO<br />
Válvulas - Mantenimiento<br />
<strong>Ariel</strong> utiliza válvulas fabricadas por Hoebirger <strong>Corporation</strong>. Antes de reparar cualquiera de<br />
las válvulas, consultar el dibujo del conjunto de válvulas y la lista de piezas correctas y la<br />
literatura de Hoerbirger en el manual de piezas. En el dibujo de conjunto de válvulas se<br />
notará que las válvulas tienen distintos resortes para los distintos niveles de presión. En la<br />
hoja de introducción de los cilindros en el manual de piezas se listan las válvulas<br />
originalmente suministradas con cada cilindro. Si se encuentran presiones de<br />
funcionamiento diferentes, entonces probablemente se necesitarán resortes diferentes.<br />
Se puede seleccionar la válvula de succión en base a la presión de succión de operación<br />
y la válvula de descarga en base a la presión de descarga de operación. La selección del<br />
resorte apropiado para la válvula también está basada en la velocidad (rpm) de operación,<br />
la gravedad específica del gas y la temperatura de succión del gas.<br />
Para asistencia en la selección de la válvula, consultar con <strong>Ariel</strong> en Mount Vernon.<br />
Válvulas - Armado<br />
1. Revesta la junta metálica plana blanda de 1/32 pulgadas (0.8 mm) de espesor<br />
con un lubricante antiadhesivo. Se puede insertar en la cavidad de la válvula o<br />
pegar en la válvula. En cualquier caso tener cuidado de evitar que esta junta se<br />
caiga en el pasaje de gas.<br />
2. El sujetador del retenedor es un tornillo plástico en un agujero roscado en los<br />
retenedores inferiores de la válvula. Este se debe atornillar sólo lo suficiente para<br />
proporcionar fricción de modo que los retenedores inferiores no se caigan mientras<br />
se instale la tapa.<br />
3. Con la ayuda de la herramienta para válvulas, ilustrada en la Figura 7-1 en la<br />
página 7-2, la válvula y el retenedor pueden insertarse juntos en la cavidad.<br />
Cuando se instalan correctamente, la distancia entre la superficie externa del<br />
retenedor y la superficie de la protuberancia de la válvula en el cilindro será de 1/8<br />
pulgadas (3 mm) más corta que el largo de la punta en la tapa de la válvula.<br />
4. Inspeccionar el aro-sellode la tapa de la válvula en busca de cortes o huecos y,<br />
si es necesario, cambiarlo. Lubricar el aro-sello y la punta de la tapa de la<br />
válvula. Algunos cilindros de alta presión tienen una junta metálica de alambre<br />
blando en lugar del aro-sello. Insertar la tapa y apretar los pernos uniformemente<br />
al valor recomendado en la Tabla 1-9 en la página 1-13. Ver “Apriete pernos<br />
para las tapas de válvulas” en la pagina 5-42. Si el armado es correcto, la<br />
distancia entre el lado inferior del bonete y la protuberancia de la válvula en el<br />
cilindro será 1/8 pulgadas (3 mm).<br />
NOTA: ASEGURARSE QUE TODAS LAS PIEZAS, SUPERFICIES DE LAS JUNTAS Y<br />
SUPERFICIES COINCIDENTES ESTEN ABSOLUTAMENTE LIMPIAS Y USAR<br />
SIEMPRE ACEITE LIMPIO Y FRESCO EN LAS ROSCAS ANTES DE<br />
REINSTALAR LOS PERNOS.<br />
PAGINA 5 - 40 10/98
PARA MODELOS JGK Y JGT SECCION 5 - MANTENIMIENTO<br />
Perno de 12 puntas<br />
(perno central)<br />
Arandela roscada<br />
Retenedor de la<br />
válvula<br />
Placa de la<br />
válvula de<br />
succión<br />
Asiento<br />
Guarda<br />
Ar-sello de la<br />
tapa de la válvula<br />
Diámetro<br />
interior del<br />
cilindro<br />
VALVULA DE SUCCIÓN<br />
Resorte<br />
wafer<br />
Placa<br />
amortiguadora<br />
Tapa de<br />
válvula<br />
Asiento<br />
Anillo guía<br />
Placa de la<br />
válvula de<br />
descarga<br />
Sujetador de plástico del<br />
retenedor<br />
VALVULA DE DESCARGA<br />
FIGURA 5-25: ENSAMBLES TIPICOS DE VALVULA<br />
1/8” (3 mm)<br />
Resorte wafer<br />
Resorte de válvula<br />
de descarga<br />
Guarda<br />
Placa amortiguadora<br />
Placa de la<br />
válvula de<br />
descarga<br />
10/98 PAGINA 5 - 41
PARA MODELOS JGK Y JGT SECCION 5 - MANTENIMIENTO<br />
Apriete pernos para las tapas de válvulas<br />
La técnica empleada para ajustar los pernos es esencial para sellar las tapas de las<br />
válvulas con las juntas metálicas de alambre blando utilizadas en algunos cilindros de alta<br />
presión. Es importante ajustar los pernos hasta el par torsor máximo en pasos uniformes y<br />
graduales. No dejar que la tapa de la válvula se apriete con preferencia en un perno o<br />
que se atasque en el diámetro interior. Esta preferencia o atascamiento puede causar el<br />
aplastamiento disparejo de la junta, lo que podría causar un escape y también la falla del<br />
perno. Este procedimiento de apriete gradual también es recomendable para todos las<br />
tapas de válvulas.<br />
Instalar el ensamble de válvula (y separador de espacio libre grande, cuando es aplicable),<br />
con la junta(s) plana y el retenedor de válvula, en la cavidad de la válvula. Ver la sección<br />
“Válvulas - Armado” en la pagina 5-40. Para aplicaciones de alta presión, colocar una<br />
junta metálica de alambre blando apropiada en el retenedor e instalar el bonete de válvula.<br />
Tener cuidado de no estriar el diámetro interior, deformar o dañar la junta metálica. Usar<br />
siempre una junta metálica nueva ya que las mismas no son reutilizables.<br />
Lubricar las roscas y las superficies de asiento de los pernos con lubricantes a base de<br />
petróleo e instalar los pernos. No usar compuestos antiadhesivos en los pernos de bonetes<br />
de válvulas. Ajustar cada perno hasta que esté ajustado siguiendo un orden cruzado. A<br />
continuación, ajustar cada perno hasta 25% del par torsor máximo, avanzando de un perno<br />
a otro en orden cruzado. Ver la Figura 5-26 1-2-3-4-5. Repetir este paso para 50%, 75% y<br />
100% del par torsor máximo.<br />
Tapa de<br />
válvula<br />
Junta metálica<br />
de alambre<br />
Retenedor<br />
de válvula<br />
Conjunto<br />
de válvula<br />
Junta(s) metálica plana<br />
FIGURA 5-26: ENSAMBLE DE LA TAPA DE VALVULA DE ALTA PRESION<br />
Separador<br />
de espacio<br />
libre grande,<br />
cuando<br />
corresponda<br />
El ajuste apropiado al valor correcto del par torsor es importante para todos las tapas de<br />
válvulas, pero es todavía más importante para los conjuntos de tapas de válvulas de alta<br />
PAGINA 5 - 42 10/98
PARA MODELOS JGK Y JGT SECCION 5 - MANTENIMIENTO<br />
presión. Las aplicaciones de alta presión tienen placas de precaución en el cilindro en las<br />
cuales están estampadas con los valores apropiados del par torsor.<br />
VVCP - Descargador del extremo del cabezal de la<br />
cavidad de espacio libre de volumen variable<br />
Extracción<br />
Desconecte el venteo de la empaquetadura VVCP. Quite el VVCP del cilindro usando<br />
procedimientos similares a los usados al extraer una culata de cilindro. Los pesos<br />
aproximados del VVCP para propósitos de manejo pueden hallarse en el Libro de datos.<br />
Desarmado<br />
!<br />
PRECAUCION<br />
PUEDEN RESULTAR LESIONES PERSONALES GRAVES Y<br />
DAÑOS A LA PROPIEDAD SI EL EMPERNADO DE LA TAPA<br />
DE LA VALVULA NO SE HA INSTALADO AL VALOR<br />
APROPIADO DEL PAR TORSOR DE ______ PIE-LBS<br />
(______ N-m). REFERIRSE AL MANUAL TECNICO PARA EL<br />
PROCEDIMIENTO APROPIADO DE AJUSTE DEL PAR<br />
TORSOR.<br />
Suelte las cubiertas protectoras de roscas del espacio, en el volante manual. Con el mango<br />
de bloqueo trabada, extraiga la contratuerca y el volante manual. Puede requerirse un martillo<br />
o herramienta para tirar para separar la manivela del vástago. Afloje el mango de bloqueo<br />
y destornille para extraer el mango. Extraer los tornillos del cabezal del cubo en el interior<br />
de la brida del perno y separar las mitades del VVCP. Para extraer desatornille el conjunto<br />
de vástago y pistón del VVCP.<br />
!<br />
PRECAUCION<br />
LA PRESION DEL GAS ATRAPADO PUEDE PRESENTAR UN<br />
PELIGRO AL REALIZAR SERVICIO AL VVCP. TRABAJE<br />
EN UN AREA BIEN VENTILADA Y LIBRE DE CHISPAS<br />
NO RESPIRE EL GAS EMITIDO DEL VVCP AL VENTILAR<br />
EL GAS ATRAPADO.<br />
10/98 PAGINA 5 - 43
PARA MODELOS JGK Y JGT SECCION 5 - MANTENIMIENTO<br />
Mantenimiento<br />
Para reemplazar o limpiar la empaquetadura del VVCP, comprimir mecánicamente el<br />
resorte del conjunto de la empaquetadura y extraer el anillo de calce. Puede usarse una<br />
pieza de una vara roscada, dos tuercas hexagonales, y dos arandelas pesadas, para<br />
comprimir el conjunto de la empaquetadura. La arandela interior debe ser suficientemente<br />
grande como para retener el conjunto de la empaquetadura y suficientemente pequeña<br />
como para permitir comprimir y extraer el anillo de calce. Usar pinzas apropiadas para<br />
anillos de calce. Reemplazar la empaquetadura cuando se note una pérdida excesiva en el<br />
tubo de ventilación. Extraer el anillo del pistón del VVCP; reemplazar según sea necesario.<br />
Limpiar todas las piezas para eliminar todos los desechos, óxido, etc. El vástago y pistón<br />
están permanentemente fijados, no intente desarmar.<br />
Volver a armar el VVCP en orden inverso, usando un aro-sello en la brida del perno.<br />
Asegurarse que la cubierta protectora de la rosca esté apropiadamente alineada al<br />
instalar el volante manual. Lubricar el vástago con 3-4 bombas de grasa de petróleo de uso<br />
múltiple con un revólver engrasador de bomba manual en el engrasador.<br />
Para reinstalar el VVCP en el cilindro, usar una nueva junta de la culata. Lubricar las roscas<br />
y las superficies de asiento del empernado con un lubricante de tipo de base de petróleo e<br />
instale el empernado. Ajustar cada perno usando un patrón cruzado. A continuación ajuste<br />
cada tornillo de casquete a un 25% del par torsor completo, pasando de tornillo a tornillo en<br />
un patrón cruzado. Repetir este paso para el 50%, 75% y 100% del par torsor completo.<br />
Ver la Tabla 1-9 en la página 1-13 para el valor de ajuste del par torsor.<br />
Reconectar el tubo de ventilación de la empaquetadura del VVCP. Al instalar un nuevo<br />
VVCP, inspeccionar el espacio libre total del extremo del pistón y reajustar los espacios<br />
libres con una lámina calibrada del extremo de la manivela/extremo de la culata con el<br />
VVCP completamente cerrado. Ver la Tabla 1-3 en la página 1-9 para los espacios libres.<br />
PAGINA 5 - 44 10/98
PARA MODELOS JGK Y JGT SECCION 5 - MANTENIMIENTO<br />
Ajuste<br />
El volumen del espacio libre del VVCP puede cambiarse con el compresor funcionando o<br />
parado. Consultar las instrucciones del ensamblador con respecto a donde calibrar el<br />
VVCP. También, referirse a la hoja de datos de VVCP en el manual técnico de piezas de<br />
<strong>Ariel</strong>.<br />
El anillo del pistón VVCP no está diseñado para ser hermético para el gas, con el fin de<br />
permitir una presión casi equilibrada de gas para facilitar el ajuste del VVCP con el cilindro<br />
presurizado. La presión de gas detrás del pistón del VVCP generalmente se descarga<br />
cuando se ventila el cilindro. Los desechos del proceso u óxido alrededor del anillo del<br />
pistón pueden formar un sello que toma tiempo en ventilarse. Si hay gas atrapado detrás<br />
del pistón, el VVCP puede ajustarse cuando se presuriza el cilindro, pero es difícil de girar<br />
cuando se ventila el cilindro. Este problema se corrige desarmando el VVCP y limpiando.<br />
Para ajustar el volumen, aflojar el mango de bloqueo del vástago, de manera que el vástago<br />
esté libre para girar. Girar el vástago usando el volante manual al extremo de la saliente del<br />
eje. Girar el volante en sentido horario para cargar; contrario al sentido horario para<br />
descargar. Reajustar el mango trabador del vástago a un par torsor de 150 lbs-pie<br />
(203 N-m).<br />
Cilindro del<br />
compresor<br />
Conjunto de<br />
pistón y<br />
vástago del<br />
compresor<br />
Anillo del pistón del VVCP<br />
(no es un sello hermético<br />
para el gas)<br />
Conjunto<br />
del VVCP<br />
Empaquetadura<br />
del VVCP<br />
Presión del<br />
gas atrapado<br />
Junta<br />
tórica<br />
FIGURA 5-27: CILINDRO CON VVCP<br />
Venteo de la<br />
empaquetadura del VVCP<br />
Mango<br />
de bloqueo<br />
Engrasador<br />
Vástago y pistón<br />
Cubierta<br />
protectora<br />
de la rosca<br />
Contratuerca<br />
Volante<br />
manual<br />
10/98 PAGINA 5 - 45
PARA MODELOS JGK Y JGT<br />
SECCION 6 - ASISTENCIA TECNICA<br />
Intervalos de Mantenimiento Recomendados<br />
Al igual que todo tipo de equipo, los compresores de <strong>Ariel</strong> requieren mantenimiento. La frecuencia<br />
del mantenimiento es determinada por el medio ambiente en que se encuentre<br />
instalado el compresor, las cargas impuestas por el usuario y la pureza del gas.<br />
Lo primero y más importante en la lista del mantenimiento preventivo es la realización y el<br />
cumplimiento de las normas del ensamblador de <strong>Ariel</strong> <strong>Corporation</strong> y la lista de comprobación<br />
para el arranque del compresor. Se deberá cumplir todo lo indicado tanto antes como<br />
después del arranque.<br />
La información siguiente es solamente una guía y, como se indica más arriba puede variar<br />
debido a las condiciones de funcionamiento. Los intervalos comienzan desde la fecha de<br />
arranque del compresor. Si el servicio de aceite recomendado por el proveedor del aceite es<br />
distinto al recomendado por <strong>Ariel</strong>, entonces se deberá seguir el de aquél. Se recomienda<br />
efectuar periódicamente un análisis del aceite. En caso de encontrarse algún problema, se<br />
debe cambiar inmediatamente el aceite, determinar la causa, y corregirla.<br />
Cada unidad debe tener un cuaderno de trabajo. En él se debe anotar cada trabajo de mantenimiento<br />
en detalle con el fin de tener todos los antecedentes disponibles para llevar la<br />
cuenta del costo de mantenimiento de cada compresor como también localizar las averías.<br />
Los cuadernos de los operadores deben ser revisados por personal competente para determinar<br />
las tendencias en el funcionamiento y/o mantenimiento del compresor.<br />
Diario<br />
1. Verificar la presión de aceite de la carcasa. Debe ser de 50 a 60 psig (350 a<br />
420 kPa) cuando está a temperatura de funcionamiento. La temperatura máxima<br />
del aceite de entrada del compresor es de 190°F (88°C).<br />
2. Revisar el nivel de aceite de la carcasa. Debe estar en la mitad de la mirilla de<br />
nivel, si no, determinar la causa y corregirla. No llenar en exceso. Comprobar que<br />
el depósito de relleno de aceite tenga suficiente aceite.<br />
3. Inspeccionar la aguja indicadora del ciclo del bloque lubricador. Referirse a la<br />
placa de información sobre la caja del lubricador para el tiempo de ciclo correcto.<br />
El gas muy sucio o húmedo requiere un tiempo de ciclo más frecuente que lo normal.<br />
4. Inspeccionar los tubos de venteo primario y secundario de la empaquetadura.<br />
Si hay escape determinar la causa, y si es necesario, cambiar las piezas internas<br />
de la empaquetadura.<br />
5. Inspeccionar por pérdidas de gas y corregir.<br />
6. Inspeccionar por pérdidas de aceite y corregir.<br />
10/98 PAGINA 6 - 1
PARA MODELOS JGK Y JGT SECCION 6 - ASISTENCIA TECNICA<br />
7. Verificar la presión y temperatura de funcionamiento. Si no es normal, determinar la<br />
causa. Se recomienda tener un registro diario de las temperaturas y presión de funcionamiento<br />
para referencia.<br />
8. Verificar los puntos prefijados de parada.<br />
9. La presión baja del aceite es de 35 psi (240 kPa) mínimo.<br />
10. La parada por alta temperatura debe ajustarse dentro de 25°F(14°C) de la temperatura<br />
real de funcionamiento.<br />
11. La presión alta-baja calibradas tan cerca como sea posible. Se debe tener en<br />
cuenta la capacidad de carga en el vástago de la máquina.<br />
12. Revisar el nivel de aceite de la caja del lubricador.<br />
13. Inspeccionar si hay ruidos o vibraciones fuera de lo normal.<br />
Mensual (Además de los requerimientos diarios)<br />
1. Inspeccionar y confirmar las funciones de parada por seguridad.<br />
2. Para cilindros de una clasificación nominal mayor que 3500 psi (24,000 kPa),<br />
extraer los cabezales de los cilindros e inspeccionar el cilindro por presencia de<br />
aceite para verificar que la lubricación es adecuada.<br />
Cada 6 meses ó 4000 horas (además de los requerimientos<br />
diarios/mensuales)<br />
1. Vaciar y cambiar el aceite de la caja del lubricador.<br />
2. Cambiar el filtro de aceite o cuando la presión diferencial excede 10 psi (70 kpA)<br />
para JGK/2/4 y JGT/2/4.<br />
3. Cambiar el aceite. Podría ser necesario un intervalo de cambio de aceite más frecuente<br />
en el caso de funcionamiento en un ambiente muy sucio o si el proveedor<br />
de aceite lo recomienda o si el análisis del aceite así lo indica. Podría requerirse un<br />
intervalo menos frecuente si se llena de aceite regularmente debido al uso del lubricador<br />
a presión.<br />
4. Limpiar el colador cuando se cambie el aceite.<br />
5. Abrir la carcasa cuando se cambie el aceite e inspeccionar visualmente en busca<br />
de materia extraña. No se recomienda desarmar salvo en el caso de encontrarse<br />
algún motivo.<br />
6. Revisar el nivel de aceite en el antivibrador (si es aplicable).<br />
7. Volver a apretar las tuercas de los pernos fijadores al valor apropiado e inspeccionar<br />
la base. Una tracción mayor de 0.002 pulg (0.05 mm) requiere colocar cuñas.<br />
Si se requiere colocar cuñas, realinear si fuera necesario para mantener la alineación<br />
del acople dentro de 0.005 pulgadas (0.13 mm) TIR.<br />
8. Para los cilindros de una clasificación nominal mayor de 3500 psi (24,000 kPa)<br />
inspeccionar la luz del extremo del anillo del pistón. Reemplazar los anillos que<br />
estén fuera de los límites máximos listados en Tabla 1-7 en la página 1-11 y Tabla<br />
1-8 en la página 1-12.<br />
PAGINA 6 - 2 10/98
PARA MODELOS JGK Y JGT SECCION 6 - ASISTENCIA TECNICA<br />
Anual u 8,000 horas (Además de los requerimientos diarios/<br />
mensuales/6 meses)<br />
1. Cambiar el filtro de aceite o cuando la diferencia de presión excede 15 psi<br />
(105 kPa) para JGK/6 y JGT/6.<br />
2. Verificar las tolerancias de los cojinetes de bancada, cojinetes de bielas y<br />
empuje del cigüeñal utilizando una barra y un indicador. Si están fuera de los<br />
límites indicados en Tabla 1-3 en la página 1-9, reemplazar los cojinetes afectados.<br />
3. Verificar las tolerancias de las guías de las crucetas con láminas calibradas, y si<br />
están fuera de los límites indicados en Tabla 1-3 en la página 1-9, reemplazar las<br />
piezas afectadas.<br />
4. Inspeccionar las válvulas en busca de placas rotas o pernos centrales sueltos.<br />
Reemplazar las piezas rotas y ajustar los pernos centrales a los valores indicados<br />
en Tabla 1-10 en la página 1-16.<br />
5. Inspeccionar el diámetro interior de los cilindros en busca de daño y desgaste<br />
excesivo. Si está estriado, de manera que el área transversal de las estrías es<br />
mayor de 0.001 pulgada cuadrada por pulgada de circunferencia del cilindro<br />
(0.025 mm2 de circunferencia del cilindro), cambiar el cilindro o rectificarlo a un<br />
sobretamaño máximo de 0.020 pulgadas (0.50 mm). También se deberá cambiar o<br />
rectificar el cilindro si el diámetro interior es mayor de 0.001 pulgada por pulgada<br />
(0.001 m/m del diámetro interior) de ovalización o conicidad.<br />
NOTA: EL RECTIFICADO ELIMINA LA SUPERFICIE DE NITRURO DEL DIAMETRO<br />
INTERIOR DEL CILINDRO. CONSULTAR CON ARIEL PARA VOLVER A RECU-<br />
BRIR CON NITRURO.<br />
6. Inspeccionar la luz del extremo del anillo del pistón. Cambiar los anillos que estén<br />
fuera del límite máximo indicado en Tabla 1-7 en la página 1-11 o Tabla 1-8 en la<br />
página 1-12.<br />
7. Inspeccionar los vástagos de los pistones en busca de daño y desgaste excesivo.<br />
Si están estriados o rayados, cambiar el vástago. Si el tamaño del vástago se ha<br />
reducido más de 0.005 pulgadas (0.13 mm), ovalizado más de 0.001 pulgada (0.03<br />
mm) o tiene una conicidad mayor de 0.002 pulgadas (0.05 mm), cambiar el vástago.<br />
8. Reconstruir las cajas de la empaquetadura del cilindro.<br />
9. Revisar las cuñas en los pies del compresor para verificar si la carcasa está torcida<br />
o doblada.<br />
10. Si es necesario, realinear para mantener la alineación del acoplador dentro de una<br />
lectura total del indicador de 0.005 pulgadas (0.13 mm).<br />
11. Verificar y volver a calibrar todos los indicadores de temperatura y presión.<br />
12. Verificar y anotar la desviación de la biela del compresor.<br />
13. Engrasar las roscas del vástago del VVCP en el engrasador, con 2 ó 3 bombas de<br />
grasa de uso múltiple usando un revólver engrasador estándar de bomba manual.<br />
14. Limpiar el filtro del respiradero del cárter.<br />
15. Ajustar las cadenas impulsoras.<br />
10/98 PAGINA 6 - 3
PARA MODELOS JGK Y JGT SECCION 6 - ASISTENCIA TECNICA<br />
Cada 2 años ó 16,000 horas (Además de los requerimientos<br />
diarios/mensuales/6 meses/anuales)<br />
1. Inspeccionar el impulsor auxiliar y de cadena para verificar si hay desgaste de los<br />
dientes de los piñones y estiramiento excesivo de la cadena.<br />
2. Reconstruir las cajas de los limpiadores de aceite.<br />
Cada 4 años ó 32,000 horas (Además de los requerimientos<br />
diarios/mensuales/6 meses/anuales/2 Años)<br />
1. Inspeccionar las tolerancias de los cojinetes de bancada y de la biela usando<br />
un indicador de cuadrante y una barra. No se recomienda desarmar para verificar<br />
las tolerancias. Se debe desarmar si la verificación con la barra indica una tolerancia<br />
excesiva.<br />
2. Verificar las tolerancias de las guías de crucetas con láminas calibradas.<br />
Acuñar la guía de la cruceta para apoyo, si es requerido, y reajustar los sujetadores<br />
al par torsor apropiado.<br />
3. Verificar la tolerancia de la clavija de la cruceta al diámetro interior de la clavija<br />
de la cruceta y del diámetro interior del buje de la biela extrayendo las clavijas de<br />
las crucetas.<br />
4. Inspeccionar por desgaste excesivo en el tensor de la cadena de transmisión del<br />
extremo auxiliar.<br />
5. Inspeccionar por un desgaste excesivo en las ranuras de los anillos.<br />
Cada 6 años ó 48,000 horas (Además de los requerimientos<br />
diarios/mensuales/6 meses/anuales/2/4 años)<br />
1. Reemplazar las armaduras y bujes de los cojinetes de los vástagos principales y<br />
bielas.<br />
2. Reemplazar los bloques de distribución del lubricador.<br />
3. Reemplazar los bujes de la cruceta.<br />
4. Reemplazar el DNFT.<br />
PAGINA 6 - 4 10/98
PARA MODELOS JGK Y JGT SECCION 6 - ASISTENCIA TECNICA<br />
Localización de Averías<br />
Es probable encontrar problemas menores durante el funcionamiento regular de un compresor<br />
<strong>Ariel</strong>. La mayoría de las veces estos problemas se deben a líquido, suciedad, ajustes<br />
incorrectos o falta de capacitación del operador en compresores <strong>Ariel</strong>. Por lo general, este<br />
tipo de dificultades puede solucionarse mediante limpieza, ajustes correctos, eliminación de<br />
una condición desfavorable, reemplazo de una pieza de relativamente poca importancia o la<br />
capacitación del personal encargado.<br />
Los problemas mayores generalmente pueden deberse a períodos de funcionamiento con<br />
con lubricación inadecuada, manejo descuidado, falta de mantenimiento periódico o el uso<br />
del compresor en aplicaciones para las cuales no fue diseñado.<br />
El registrar las presiones y temperaturas entre etapas en los compresores de varias etapas<br />
es muy valiosa porque cualquier variación, cuando se hace funcionar a un valor de carga<br />
dado, indica el problema en una de las etapas. Normalmente si la presión entre etapas disminuye,<br />
la falla está en el cilindro de más baja presión. Si aumenta, normalmente está en el<br />
cilindro de más alta presión.<br />
Ya que sería imposible elaborar una lista completa de cada problema o avería posible, a<br />
continuación presentaremos algunos de los más comunes con sus causas posibles.<br />
PROBLEMA CAUSAS POSIBLES<br />
Baja presión de aceite<br />
Ruido en el cilindro<br />
Escape excesivo en la<br />
empaquetadura<br />
Falla de la bomba de aceite.<br />
Espuma en el aceite debido al choque de los contrapesos con la<br />
superficie del aceite (nivel de aceite demasiado alto).<br />
Aceite frío.<br />
Filtro de aceite sucio.<br />
Escape de aceite dentro de la carcaza.<br />
Escape excesivo en los cojinetes.<br />
Ajuste incorrecto del interruptor por baja presión de aceite.<br />
Válvula de alivio de la bomba de aceite ajustada muy baja.<br />
Indicador de presión defectuoso.<br />
Colador del colector de aceite taponado.<br />
Tolerancia incorrecta en la bomba de aceite.<br />
Pistón suelto.<br />
Pistón golpea la cabeza del extremo cabezal del cilindro o cabezal del<br />
extremo del cárter.<br />
Tuerca de equilibrio de la cruceta está suelta.<br />
Válvula(s) rota o con escape.<br />
Anillos de pistón o bandas de desgaste rotos o desgastados.<br />
Válvula mal asentada o junta del asiento dañada<br />
Líquidos en el cilindro<br />
Anillos de empaquetadura desgastados.<br />
Aceite lubricante incorrecto o flujo de lubricación insuficiente.<br />
Suciedad en la empaquetadura.<br />
Anillos de empaquetadura mal ensamblados.<br />
Luz de extremos de anillos o tolerancia lateral de anillos incorrecta<br />
Sistema de ventilación de la empaquetadura taponado<br />
Vástago de pistón rayado, cónico u ovalizado.<br />
Desviación excesiva del vástago del pistón<br />
Empaquetadura mal asentada o mal alineada.<br />
10/98 PAGINA 6 - 5
PARA MODELOS JGK Y JGT SECCION 6 - ASISTENCIA TECNICA<br />
PROBLEMA CAUSAS POSIBLES<br />
Calentamiento excesivo de la<br />
empaquetadura<br />
Exceso de carbón en las<br />
válvulas<br />
Apertura de la válvula de<br />
escape<br />
Falla de la lubricación.<br />
Aceite lubricante incorrecto y/o flujo de lubricación insuficiente.<br />
Anillos de empaquetadura desgastados.<br />
Suciedad en la empaquetadura.<br />
Luz de extremos de anillos o espacio libre lateral de anillos incorrecta<br />
Vástago de pistón rayado, cónico u ovalizado.<br />
Desviación excesiva del vástago del pistón.<br />
Exceso de aceite lubricante.<br />
Aceite lubricante incorrecto.<br />
Desborde de aceite del sistema de entrada o etapa previa.<br />
Aumento de la temperatura causado por válvulas rotas o con escapes.<br />
Temperatura muy elevada debido a la relación de alta presión en los<br />
cilindros.<br />
Válvula de escape defectuosa.<br />
Escapes de la válvula de aspiración o anillos en la etapa más alta<br />
siguiente.<br />
Obstrucción, atascamiento o válvula cerrada en la tubería de<br />
descarga.<br />
Alta temperatura de descarga Relación excesiva en los cilindros debido a escapes en las válvulas de<br />
admisión o anillos en la etapa más alta siguiente.<br />
Tubería sucia en el interenfriador<br />
Escapes en las válvulas de descarga o anillos de pistón.<br />
Alta temperatura de entrada.<br />
Aceite lubricante y/o flujo de lubricante incorrecto.<br />
La carcasa golpetea<br />
Escape de aceite en el<br />
extremo de transmisión del<br />
cigüeñal<br />
Escape en el limpiador de<br />
aceite del vástago del pistón<br />
Pasador o tapas del pasador de la cruceta sueltas.<br />
Cojinetes de bancada, de muñón del cigüeñal o de cruceta sueltos o<br />
desgastados.<br />
Baja presión de aceite.<br />
Aceite frío.<br />
Aceite incorrecto.<br />
El golpeteo realmente se origina en el extremo del cilindro.<br />
Bajo nivel de aceite en el antivibrador.<br />
Ventilación o tubo de ventilación taponado.<br />
Escape excesivo en la empaquetadura del cilindro.<br />
Anillos limpiadores desgastados.<br />
Anillos limpiadores mal armados.<br />
Vástago desgastado o rayado.<br />
Ajuste incorrecto de los anillos al vástago/espacio libre lateral.<br />
PAGINA 6 - 6 10/98
PARA MODELOS JGK Y JGT SECCION 6 - ASISTENCIA TECNICA<br />
ANOTACIONES<br />
10/98 PAGINA 6 - 7
PARA MODELOS JGK Y JGT SECCION 6 - ASISTENCIA TECNICA<br />
PAGINA 6 - 8 10/98
PARA MODELOS JGK Y JGT<br />
SECCION 7 - APPENDICES<br />
Herramientas de <strong>Ariel</strong><br />
Herramientas Suministradas por <strong>Ariel</strong><br />
<strong>Ariel</strong> suministra una caja de herramientas con cada compresor en la que se incluyen las<br />
herramientas que se indican más abajo (ver la Figura 7-1).<br />
Llave de clavija para tuercas redondas de la cruceta (A-4996)<br />
Llave de extremo abierto para tuercas hexagonales de la cruceta 4” (C-0618)<br />
Soporte de extensión de trinquete (B-1240)<br />
Herramienta para instalar o extraer válvulas 5/16” x 1/2” UNF (A-0135)<br />
Herramienta para instalar o extraer válvulas 1/4” x 3/8” UNF (A-0409)<br />
Herramienta para instalar o extraer válvulas 5/8” x 3/4” UNF (A-0626)<br />
Herramienta para instalar o extraer válvulas de tipo CT 3/4” x 1” UNC (A-2289)<br />
Herramienta indicadora de vueltas de perno de la biela (B-1495)<br />
Connecting Rod Bolt Turn Indicator Tool (B-1495)<br />
Llave de tuerca de pistón para un trinquete de punta cuadrada de 1” (B-1410)<br />
Herramienta para girar pistones para trinquete cuadrado de 9/16” (A-1678) suministrado<br />
solamente con los cilindros en tándem pequeños (no ilustrado).<br />
Adaptador de par torsor de perno del cilindro (A-6393)<br />
Herramienta para instalar la cruceta (A-1858)<br />
Tabla de pares torsores (D-2159)<br />
Extractor de sombreretes de bielas (C-2106) (ver la Figura 7-2)<br />
Herramienta para alinear la clavija de la cruceta (B-1989)<br />
<strong>Ariel</strong> suministra estas herramientas con cada compresor. En caso de no tener estas<br />
herramientas, rogamos consultar con el distribuidor.<br />
Estas herramientas están especialmente diseñadas para utilizar en los compresores de<br />
<strong>Ariel</strong>. Limpiar todas las herramientas antes de usarlas. Asegurarse que la herramienta y la<br />
pieza a extraerse o instalarse esté bien sujeta durante el proceso. Si una de las<br />
herramientas falta, está desgastada o rota, consultar con el distribuidor para solicitar un<br />
repuesto. No usar herramientas sustitutas, desgastadas o rotas.<br />
En la caja de herramientas también se incluye las siguientes herramientas comerciales corrientes:<br />
Argollas forjadas: 3/8” - 16, UNC y 1/2” - 13 UNC<br />
Llaves Allen: 5/32”, 3/16”, 3/8”, 1/2” y 3/4”<br />
Tornillos de bonete hexagonales, grado 5, 1/4 - 20 UNC x 1 (A-1858 al diafragma<br />
de la guía de la cruceta)<br />
10/98 PAGINA 7 - 1
PARA MODELOS JGK Y JGT SECCION 7 - APPENDICES<br />
Herramientas Opcionales de <strong>Ariel</strong><br />
Herramienta de ajuste del par torsor de la tuerca del pistón (A-6799) (ver la<br />
Figura 5-17 en la página 5-27)<br />
Juego de bomba hidráulica para accionar A-6799 (G-6362) (bomba manual,<br />
manguera, acoplador y indicador)<br />
Herramienta de ajuste del par torsor (D-0961) (ver la Figura 5-16 en la página 5-26)<br />
Llave para<br />
las tuercas<br />
de la cruceta<br />
A-4996<br />
Herramienta<br />
indicadora<br />
de vueltas<br />
del perno de<br />
la biela<br />
B-1495<br />
Llave de extremo<br />
abierto para tuercas<br />
hexagonales de la<br />
cruceta C-0618<br />
Llave de<br />
tuerca del<br />
pistón<br />
B-1410<br />
Adaptador del<br />
par torsor del<br />
perno del<br />
cilindro A-6393<br />
Soporte de<br />
extensión del<br />
trinquete B-1240<br />
Herramienta<br />
de instalación<br />
de la cruceta<br />
A-1858<br />
FIGURA 7-1: HERRAMIENTAS ARIEL<br />
Herramienta<br />
de válvula<br />
A-0135<br />
A-0409<br />
A-0626<br />
A-2289<br />
Herramienta de<br />
alineación de la<br />
clavija de la<br />
cruceta B-1989<br />
PAGINA 7 - 2 10/98
PARA MODELOS JGK Y JGT SECCION 7 - APPENDICES<br />
FIGURA 7-2: EXTRACTOR DE SOMBRERETES DE BIELAS - TIPICO (C-2106)<br />
10/98 PAGINA 7 - 3
PARA MODELOS JGK Y JGT SECCION 7 - APPENDICES<br />
Herramientas Estándar<br />
Normalmente, las únicas herramientas estándar necesarias para trabajar en los<br />
compresores de <strong>Ariel</strong> son las indicadas a continuación. Estas son además de las<br />
herramientas de <strong>Ariel</strong> indicadas anteriormente. Rogamos consultar con <strong>Ariel</strong>, ante<br />
cualquier duda con respecto a las herramientas para los compresores de <strong>Ariel</strong>.<br />
Llave de trinquete cuadrada de 1/2”<br />
Extensiones de 2” y 6” para la llave anterior<br />
Barra rompedora cuadrada de 1/2”<br />
Llave rápida de 1/2”<br />
Adaptadores hembra de 1/2” x macho de 3/4”<br />
Junta universal cuadrada de 1/2”<br />
Llaves torsiométricas cuadradas de 3/8” (10 lbs-pulg a 250 lbs-pulg)<br />
Llaves torsiométricas cuadradas de 1/2” (15 lbs-pulg a 250 lbs-pulg)<br />
Llaves torsiométricas cuadradas de 3/4” (hasta 1590 lbs-pie)<br />
Casquillos de 7/16”, 1/2”, 9/16”, 3/4” y 15/16” para llaves de trinquete cuadrada de<br />
1/2”<br />
Llave hexagonal de 1/2” y de 1/4” (Allen) para llave de trinquete cuadrada<br />
Llave de tubo de 12 puntos - 5/16”<br />
Llave de extremo abierto de 1/2” x 9/16”<br />
Llave de extremo abierto de 3/8” x 7/16”<br />
Llave de extremo abierto de 7/8” x 15/16”<br />
2 destornilladores de tamaño mediano<br />
Martillo para tuercas<br />
Juego de casquillos de 3/8”<br />
Llave de trinquete cuadrada de 3/8”<br />
Casquillos de 7/8”, 1”, 1-1/8” y 1-3/8”, 3/4”, 12 puntas<br />
Casquillos de 1-5/16” y 1-1/2”, 3/4”<br />
Llave de trinquete cuadrada de 3/4”<br />
Adaptador hembra de 3/4” a macho de 1”<br />
PAGINA 7 - 4 10/98
PARA MODELOS JGK Y JGT SECCION 7 - APPENDICES<br />
Términos, Abreviaturas 1 y Conversiones al Sistema<br />
Métrico SI 2<br />
Superficie<br />
pulgadas cuadradas x 0.00064516 = metros cuadrados o m 2<br />
pulgadas cuadradas x 6.4516 = centímetros cuadrados o cm 2<br />
Flujo - Gas<br />
MMSCFD o millón de pies cúbicos estándar por día x 0.310 = metros normales/segundo o<br />
m 3 /sn pies cúbicos estándar por minuto x 1.607= metros 3 /hora o m 3 /h n<br />
SCFM o pies cúbicos estándar por minuto (a 14.696 psia y 60°F) x 1.607 = metro3 normal/<br />
hora (a 1.01325 baria y 0°C) o m 3 /hn Flujo - Líquido<br />
galones por minuto x 0.0630902 = litros/segundo o l/s = dm 3 /s<br />
galones por minuto x 0.227125 = metros 3 /hora o m 3 /h n<br />
Fuerza<br />
libras (fuerza) x 4.44822 = Newton o N<br />
Calor<br />
BTU o Unidades térmicas británicas x 1.05506 = kilojulio o kJ<br />
Longitud<br />
pulgadas x 25.4000 = milímetros o mm<br />
pies x 0.304800 = metro o m<br />
Masa<br />
libras (masa) x 0.453592 = kilogramo o kg<br />
Momento o Par Torsor<br />
lbs x pie o Libras-pie (fuerza) x 1.35583 = Newton-metro o N. m<br />
lbs x pulg o libras-pulgada (fuerza) x 0.112985 = Newton-metro o N. m<br />
1. Las unidades de medida de EE.UU. pueden figurar abreviadas en mayúsculas o minúsculas.<br />
2. Mantener las letras en mayúscula y minúscula en métrico SI según se muestra.<br />
10/98 PAGINA 7 - 5
PARA MODELOS JGK Y JGT SECCION 7 - APPENDICES<br />
Potencia 1<br />
HP o potencia x 0.745700 = kilovatio o kW<br />
Presión 2 o Esfuerzo<br />
psi x 6894.757 = Pascal o Pa<br />
Pa x 0.000145 = psi<br />
psi x 6.894757 = kilo Pascal o k Pa<br />
kPa x 0.145 = psi<br />
bar x 100.000 = Pascal o Pa<br />
Pa x 0.00001 = bar<br />
bar x 100 = kPa<br />
kPa x 0.01 = bar<br />
psi x 68.94757 = mbar o milibar<br />
mbar x 0.0145 = psi<br />
psi x 0.06894757 = bar<br />
bar x 14.5 = psi<br />
Velocidad<br />
fpm o pies por minuto x 0.005080 = metros por segundo o m/s<br />
rpm o r/min o revoluciones por minuto x 60 = revoluciones por segundo o rev/s<br />
Temperatura<br />
°F o grados Fahrenheit (°F - 32)/1.8 = centígrados o Celcius o °C<br />
Tiempo<br />
sec = segundo o s<br />
min o minuto x 60 = segundos o s<br />
hr o h u hora x 3600 = segundos o s<br />
Viscosidad<br />
SSU, SUS o segundos Saybolt Universal x 0.22 - (180/SSU) = mm2/s = centistoke, o cSt<br />
(para una gama de 33 a 200,00 SUS)<br />
Volumen<br />
gal o galones (US líquido) x 3.78541 = litros o l<br />
1. La potencia se basa en 550 pie-lb/s<br />
2. El sufijo G (PSIG) indica presión manométrica, A indica absoluta<br />
PAGINA 7 - 6 10/98
PARA MODELOS JGK Y JGT SECCION 7 - APPENDICES<br />
Otras Abreviaturas<br />
CE = Extremo manivela<br />
CI = Hierro fundido<br />
CL. = Espacio libre<br />
CU = Cúbico<br />
CYL = Cilindro<br />
6 = Centerline<br />
DNFT = Interruptor sincronizador digital por falta de flujo<br />
ESNA = Marca registrada de Elastic Stop Nut Division, Harvard Industries<br />
HE = Extremo cabezal<br />
HEX = Hexagonal<br />
MAWP = Presión de trabajo máxima permitida<br />
MAX. = Máximo<br />
MIN. = Mínimo<br />
NO. = Número<br />
NPT = Roscas de tubería nacional<br />
PEEK = Plástico de poli-éter-éter-cetona<br />
% = Por ciento<br />
PIST = Pistón<br />
SAE = Sociedad de Ingenieros de Automóviles<br />
SG = Gravedad específica<br />
SI = International System, as applied to the modern metric system<br />
S. N. or S/N = Número de serie<br />
TFE = Teflón<br />
THD = Rosca<br />
TIR = Lectura del indicador total<br />
TPI = Roscas por pulgada<br />
TRAV = Movimiento<br />
UNC = Roscas gruesas - unificada nacional (pulgadas)<br />
UNF = Roscas finas - unificada nacional (pulgadas)<br />
UNL = Descargador<br />
VOL = Volumen<br />
W/ = Con<br />
10/98 PAGINA 7 - 7
PARA MODELOS JGK Y JGT SECCION 7 - APPENDICES<br />
TABLA 7-1: FACTORES UTILES DE MULTIPLOS Y SUBMULTIPLOS<br />
METRICOS SI<br />
FACTOR DE MULTIPLICACION PREFIJO SIMBOLO SI A<br />
1 000 000 = 10 6 mega M<br />
1 000 = 10 3 kilo k<br />
100 = 10 2<br />
hecto B h<br />
10 = 101 dekaB da<br />
.1 = 10 -1<br />
deci B d<br />
.01 = 10 -2<br />
centi B c<br />
.001 = 10 -3 milli m<br />
.000 001 = 10 -6 micro µ<br />
A. Mantener las letras mayúsculas y minúsculas como se<br />
muestran.<br />
B. No recomendado pero usado ocasionalmente.<br />
Cursos Técnicos y de Servicio Sobre Compresores <strong>Ariel</strong><br />
Todos los años, <strong>Ariel</strong> organiza varios cursos en la fábrica, los cuales incluyen clases<br />
teóricas y entrenamiento práctico. Además, <strong>Ariel</strong> puede enviar un representante para que<br />
dicte cursos de entrenamiento especiales en el lugar de la instalación. Consultar con <strong>Ariel</strong><br />
para más información.<br />
Números Telefónicos y de Fax de <strong>Ariel</strong><br />
Conmutador Principal 740-397-0311 Días hábiles de 8:00 am a 5 pm hora del este de EE.UU. excepto<br />
feriados<br />
Fax General 740-397-3856<br />
Servicio de Campo 740-393-5052 Emergencia de 5 pm a 8 am, fines de semana y feriados<br />
Repuestos A<br />
Fax para repuestos 740-393-5054<br />
740-397-3602 Para todo pedido de repuestos, día o noche<br />
A. El usuario deberá solicitar todos los repuestos a través de los distribuidores autorizados.<br />
Después de las horas de oficina, el sistema funciona de la manera siguiente:<br />
1. Marcar el número.<br />
2. Las llamadas son contestadas automáticamente (voice mail).<br />
3. Deje el mensaje: nombre, número telefónico, número de serie del equipo. particular<br />
(carcasa, cilindro, descargador) y una breve descripción de lo sucedido.<br />
4. La llamada será transferida automáticamente a una persona encargada quién<br />
devolverá la llamada a la brevedad posible.<br />
PAGINA 7 - 8 10/98
PARA MODELOS JGK Y JGT SECCION 7 - APPENDICES<br />
ANOTACIONES<br />
10/98 PAGINA 7 - 9