Descargar - Metalmecánica
Descargar - Metalmecánica
Descargar - Metalmecánica

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
1 3<br />
2<br />
Nuestro inserto<br />
triangular de 55º<br />
cuenta con dos filos más de corte y<br />
cuesta menos que un DNMG convencional.<br />
Una alternativa razonable para un inserto DNMG, es nuestro inserto triangular de<br />
55º SumiTurn T-REX, gracias a que posean seis filos de corte, en comparación con los<br />
cuatro filos de un DNMG. El T-REX incluso cuesta menos por inserto que el DNMG.<br />
El diseño exclusivo ondulado del T-REX, permite la sujetación rígida y la fijación<br />
precisa del inserto. Los insertos rompeviruta LU y GU permiten los cortes medianos<br />
y de terminacón. El T-REX se ofrece en los grados AC700G, AC2000 y AC3000, que<br />
se ajustan tanto para el acero y el acero inoxidable, como para los hierros fundidos<br />
ductiles y grises. La máxima profundidad del corte es 2.5 mm (0.100”). Los insertos<br />
T-REX son compatibles exclusivamente con las barras de perforación y<br />
tornación T-REX. Para más información, llámenos ahora. Sistema de torneado T-REX<br />
5<br />
6<br />
1<br />
2<br />
3<br />
4<br />
4<br />
DNMG convencional<br />
1001 Business Center Drive • Mount Prospect, Illinois 60056<br />
Teléfono (847) 635-0044 • Fax (847) 635-9335<br />
Mexico: Teléfono 722-2119999 • Fax 722-2165908<br />
Email: sumimex@prodigy.net.mx<br />
www.sumicarbide.com Servicio al Lector: 1
16<br />
INFORMACIÓN TÉCNICA Y DE NEGOCIOS PARA LA INDUSTRIA METALMECÁNICA EN AMÉRICA LATINA<br />
Portada:<br />
Cómo perfeccionar<br />
un proceso de mecanizado<br />
Foto cortesía de Makino<br />
Diseño:<br />
Martha C. Sarmiento S.<br />
ESPECIAL SOBRE MECANIZADO<br />
▼ ▼ ▼<br />
▼<br />
▼<br />
▼<br />
▼<br />
CONTENIDO<br />
Edición 2 Vol. 11 • Abril-Mayo 2006<br />
SECCIONES<br />
Editorial 4<br />
Únicamente en www.metalmecanica.com 6<br />
Novedades industriales 8<br />
Calendario 22<br />
Eventos 49 y 56<br />
Zona CAD/CAM 42<br />
Noticias de la industria 52<br />
METALMECÁNICA INTERNACIONAL (ISSN 0124-3969) Impreso en Colombia. Se publica seis veces al año, en febrero, abril, junio, agosto, octubre, diciembre por B2Bportales, Inc., con<br />
oficinas en 901 Ponce de Leon Blvd, Suite 601, Coral Gables, Fla. 33134 USA. B2Bportales es una empresa del Grupo Carvajal. Envíe todos los cambios de dirección a METALMECÁNICA<br />
INTERNACIONAL, Departamento de Circulación, Apartado Aéreo 46, Cali, Colombia. Los cambios de dirección se hacen efectivos al término de seis semanas.<br />
Cómo perfeccionar un proceso de mecanizado<br />
La práctica de inspeccionar para medir el proceso en lugar de las piezas a mecanizar se ha<br />
vuelto más común, porque los fabricantes reconocen cuánto pueden ahorrar no sólo inspeccionando<br />
con menor frecuencia, sino también evitando desechar esos resultados por no saber<br />
exactamente lo que el proceso puede hacer.<br />
20 Mecanizar fuera del taller<br />
Las máquinas-herramienta han reducido su tamaño y costos, además de que el software<br />
CAD/CAM y las tecnologías de escaneado 3D se han vuelto más fáciles de usar. Por eso, no<br />
será extraño ver trabajar estos equipos por personas no especializadas en hospitales, laboratorios<br />
dentales y talleres de joyería.<br />
24 Una reconsideración de los centros de mecanizado<br />
La constante demanda de trabajos llevó a este taller a descubrir nuevas formas de producir<br />
los componentes que requieren sus clientes de la industria médica y aerospacial. Labores que<br />
antes realizaban en diferentes máquinas, ahora las llevan a cabo de una manera distinta en<br />
centros de mecanizado horizontales, que requieren menos intervención del operador.<br />
36 Consideraciones de CAD/CAM para microfresado<br />
A diferencia de las operaciones de fresado estándar, es complicado para el operador de una<br />
máquina saber cómo se está comportando una herramienta mientras corta para hacer los<br />
cambios necesarios y así optimizar el proceso. Este software de CN ofrece estrategias para<br />
crear patrones de herramientas seguros y optimizados para microfresado.<br />
A2 La clave de la servoalimentación en el estampado<br />
Esta empresa mexicana, que realiza procesos de estampado, necesitaba incrementar su producción,<br />
con tasas de procesamiento más rápidas y tiempos mínimos de cambio para las bobinas<br />
y las tareas por ejecutar. Los alimentadores de prensa y los enderezadores que utilizan actualmente<br />
fueron de gran ayuda para sacar adelante sus trabajos de manufactura.<br />
50<br />
AMÉRICA LATINA<br />
Industria automotriz brasileña volvió a batir record de producción y<br />
exportación en 2005<br />
Impulsadas por el aumento de las exportaciones y la difusión de promociones<br />
y programas de financiamiento en el mercado interno, las terminales radicadas<br />
en Brasil ensamblaron un total de 2.447.000 unidades en 2005. Para<br />
este año, según estimaciones del sector, la fabricación de automóviles crecería<br />
4,5% (2.550.000 unidades) y las exportaciones 2,7% (US$ 11.500 millones).<br />
www.metalmecanica.com Edición 2 - Vol. 11 - Abril/Mayo 2006 3
EDITORIAL<br />
Las exposiciones industriales se han consolidado<br />
como un gran medio de interacción entre<br />
los fabricantes de maquinaria y los usuarios<br />
de dicha tecnología.<br />
En el sector metalmecánico, los eventos por excelencia<br />
en donde se dan cita los industriales, son las exposiciones<br />
de máquinas-herramienta. En el ámbito mundial,<br />
la más grande y conocida es la EMO de Hannover,<br />
Alemania (bienal realizada en los años impares), que<br />
cada ocho años tiene como sede a Milán. La otra exposición<br />
más reconocida es la IMTS de Chicago, bienal que<br />
se efectúa en los años pares.<br />
Estas son las dos grandes citas del industrial con el<br />
mundo tecnológico de la manufactura del metal. Europeos<br />
y estadounidenses han entendido que dichos eventos<br />
no deben realizarse durante el mismo año y, tácitamente,<br />
hay un acuerdo de respeto entre las fechas y los<br />
alcances de sus exposiciones.<br />
No podemos decir lo mismo de América Latina. En<br />
Sudamérica, los eventos a los que el sector ha estado acostumbrado<br />
han sido la Feimafe de São Paulo (Feria Internacional<br />
de la Máquina-Herramienta) y la EMAQH<br />
de Buenos Aires (Exposición de la Máquina-Herramienta).<br />
La primera tiene lugar en los años pares y la otra en<br />
los impares, al estilo de la EMO y la IMTS.<br />
Sin embargo, hace tres años se rompió esa costumbre<br />
y tenemos dos exposiciones de máquinas-herramienta<br />
en Buenos Aires (EMAQH y FIMAQH) en el<br />
mismo mes y el mismo año. Sin contar que durante la<br />
tercera semana de mayo también está la feria Mecánica<br />
de São Paulo, menos reconocida que la Feimafe, pero<br />
que atrae mucho público del mismo sector.<br />
Por una diferencia entre las cámaras de industriales<br />
argentinos se rompió la tradición de hacer una exposición<br />
por año. AAFMHA (Asociación Argentina de<br />
Fabricantes de Máquinas-Herramienta, Accesorios y<br />
Afines), CARMAHE (Cámara Argentina de la Máquina-Herramienta,<br />
Bienes de Capital y Servicios para la<br />
Producción) y CAFHIM (Cámara Argentina de Fabricantes<br />
de Herramientas e Instrumentos de Medición)<br />
organizaban EMAQH desde hacía cuatro décadas. Sin<br />
embargo, esa tradición se disolvió hace tres años por<br />
diferencias de intereses y conceptos entre las tres asociaciones,<br />
lo que llevó a CARMAHE a organizar toldo<br />
aparte y comenzar con FIMAQH, la primera feria del<br />
sector que se realizó en Argentina y que, con el tiempo,<br />
se transformó en EMAQH.<br />
Respetables las diferencias que hayan surgido entre<br />
las cámaras, pero para el resto de la gente, industriales y<br />
Qué pasa<br />
con nuestras exposiciones<br />
proveedores, resulta insólita esta situación. Además,<br />
una pena, pues un sector que necesita andar unido frente<br />
a una realidad tan grande como la globalización, decide<br />
abrir caminos separados.<br />
El factor común de todas las exposiciones que hasta<br />
ahora he citado es el hecho de ser organizadas por asociaciones<br />
del sector industrial. Su principal propósito es<br />
fomentar la tecnología y el desarrollo de sus asociados,<br />
los fabricantes de máquinas-herramienta, equipos y herramientas.<br />
Y esto viene al caso para compararlo con México,<br />
en donde se presenta otra situación semejante a la de<br />
Argentina; sólo difiere en que la mayoría de los organizadores<br />
de exposiciones para la industria metalmecánica<br />
son empresas privadas, cuyo fin principal radica en la<br />
organización de eventos. Es decir, la proliferación de<br />
exposiciones en México sería más comprensible, aunque<br />
no más razonable, ya que las exposiciones de máquinasherramienta<br />
no las organizan asociaciones del sector.<br />
Con excepción de Tecma, la bienal mexicana de la máquina-herramienta,<br />
organizada por la Asociación Mexicana<br />
de Distribuidores de Maquinaria (AMDM). Si<br />
bien otros eventos como la Expometalmecánica de<br />
Guadalajara y la Expomanufactura de Monterrey cuentan<br />
con el apoyo de las cámaras regionales de la industria,<br />
no son organizadas por dichas asociaciones gremiales.<br />
Y, precisamente por esa razón, hace tres años en<br />
México estaban programados cuatro eventos en un mismo<br />
año: dos en Monterrey, uno en Guadalajara y otro<br />
en Ciudad de México…<br />
Esa situación puso en aprietos a más de un proveedor,<br />
que no sabía cuál exposición escoger. Prácticamente,<br />
se volvió teatro de intereses y de qué evento ofrecía<br />
precios más cómodos para el expositor y mayor afluencia<br />
de público especializado.<br />
Se entiende que en México, un país grande, pueden<br />
existir exposiciones regionales, pero es fundamental<br />
que industriales y proveedores hagan sentir su peso para<br />
que un país industrialmente importante cuente con<br />
exposiciones de máquinas-herramienta importantes,<br />
bien organizadas y que promuevan el desarrollo del<br />
sector. Eventos al estilo de las exposiciones de Estados<br />
Unidos y Europa, y a la altura de la industria mexicana,<br />
que hace rato dejó los pañales. ■<br />
Eduardo Tovar<br />
Director de contenido<br />
etovar@metalmecanica.com<br />
www.metalmecanica.com<br />
Vol. 11 Edición No. 2<br />
Abril/Mayo 2006<br />
ISSN 0124-3969<br />
DIRECTOR DE CONTENIDO<br />
Eduardo Tovar<br />
e-mail: etovar@metalmecanica.com<br />
CONSEJO EDITORIAL INTERNACIONAL<br />
ARGENTINA: Gregorio Hernández, Gerente Ejecutivo<br />
Carmahe; BRASIL: Newton de Mello, Presidente<br />
de Abimaq; E.U.: Richard G. Kline, Presidente,<br />
Gardner Publications; David Igdaloff,<br />
Presidente Intertech Worldwide Corporation<br />
EDITORA WEB<br />
Renata Rincón<br />
COLABORAN EN ESTE NÚMERO<br />
• Derek Korn • Peter Zelinski<br />
DISEÑO<br />
Martha Cecilia Sarmiento S.<br />
marcesas@cable.net.co<br />
CORRECCIÓN<br />
Jesús Delgado A.<br />
<strong>Metalmecánica</strong> es una publicación de<br />
www.b2bportales.com<br />
GERENTE GENERAL<br />
David Ashe • dashe@b2bportales.com<br />
GERENTE DIVISIÓN COMERCIAL<br />
Terry Beirne • tbeirne@b2bportales.com<br />
GERENTE DIVISIÓN EDITORIAL,<br />
CIRCULACIÓN Y MERCADEO<br />
Alfredo Domador<br />
adomador@b2bportales.com<br />
DIRECTOR EDITORIAL<br />
Miguel Garzón • mgarzon@b2bportales.com<br />
GERENTE DE OPERACIONES<br />
Holger Hilkinger<br />
hhilkinger@b2bportales.com<br />
ADMINISTRADOR DE PRODUCCIÓN<br />
Oscar Higuera<br />
ADMINISTRADOR GUÍA DE PROVEEDORES<br />
Carlos Giraldo • cgiraldo@b2bportales.com<br />
PRODUCTOR<br />
Jorge Orlando Sanchez Cubides<br />
MATERIAL PUBLICITARIO<br />
Martha Carvajal Viloria<br />
PRODUCTOR WEB<br />
Jairo Galindo<br />
ADMINISTRADOR DE CIRCULACIÓN<br />
Tomás Gómez • tgomez@metalmecanica.com<br />
Nuestras publicaciones: El Hospital, TV y Video, Artes Gráficas, Tecnología<br />
del Plástico, <strong>Metalmecánica</strong> Internacional, Conversión de Películas,<br />
Foil, Papel y Cartón, Reportero Industrial,World Industrial Reporter,<br />
Laboratorio y Análisis, El Empaque, Petróleo Internacional.<br />
COPYRIGHT © B2Bportales, Inc. Queda prohibida la reproducción total<br />
o parcial de los materiales aquí publicados. El editor no se hace<br />
responsable por daños o perjuicios originados en el contenido de<br />
anuncios publicitarios incluidos en esta revista. Las opiniones expresadas<br />
en los artículos reflejan exclusivamente el punto de vista de sus<br />
autores.<br />
Registro RM-DF-011-95 (041-96)<br />
CIRCULACIÓN CERTIFICADA POR:<br />
4 Edición 2 - Vol. 11 - Abril/Mayo 2006 www.metalmecanica.com
Servicio al Lector: 2
SERVICIO AL LECTOR EN LÍNEA<br />
Solicite información sobre los productos o empresas<br />
mencionados en la revista <strong>Metalmecánica</strong> Internacional. Las<br />
noticias, los artículos y los anuncios publicitarios tienen un<br />
número de Servicio al Lector que los identifica y que le permitirán<br />
contactar directamente las empresas proveedoras de las<br />
tecnologías o productos de su interés. Encuentre en<br />
www.metalmecanica.com/servicio las instrucciones para enviar<br />
su requerimiento en línea.<br />
SHOWROOMS<br />
La sección de showrooms de metalmecanica.com le brinda la<br />
oportunidad de solicitar información de cada producto, directamente<br />
del fabricante o distribuidor, y resolver las dudas tecnológicas y de<br />
aplicación sobre las empresas que tienen salas de exposición virtual<br />
dentro del portal. Además de estas utilidades, también tiene la<br />
posibilidad de imprimir la página que esté consultando, enviarle la<br />
información a un colega, obtener el listado de precios o solicitar<br />
catálogos sobre algún producto.<br />
INFORMES ESPECIALES<br />
Consulte en nuestro portal los informes especiales publicados<br />
por <strong>Metalmecánica</strong> Internacional sobre los diversos aspectos<br />
técnicos y económicos de la industria. En esta sección encuentra<br />
las clasificaciones de los autopartistas y fabricantes de moldes<br />
más reconocidos de América Latina, los pronósticos sobre el<br />
desempeño del sector, y análisis sobre los sectores más<br />
destacados de la industria metalmecánica.<br />
6 Edición 2 - Vol. 11 - Abril/Mayo 2006 www.metalmecanica.com
Servicio al Lector: 3
NOVEDADES INDUSTRIALES<br />
Servicio al Lector: 4<br />
Centro de mecanizado horizontal de alto torque<br />
y rigidez<br />
Toyoda introdujo el<br />
nuevo centro de mecanizado<br />
horizontal<br />
Serie FH-SX, diseñado<br />
para ofrecer la<br />
fuerza de corte de una<br />
máquina con guías<br />
cuadradas con tasas<br />
de alimentación 20%<br />
más rápidas. Las características<br />
de la serie SX incluyen un husillo de alto torque, 40HP<br />
y 6.000 rpm que permiten acelerar el corte en acero sin comprometer<br />
la rigidez. El husillo tiene el doble de fuerza motriz en el eje<br />
Y, con un tornillo de bolas y un motor a cada lado del mismo. El software<br />
de la serie ofrece compensación automática para proteger contra<br />
dilatación térmica en el tornillo de bolas; así, la integridad del<br />
tornillo de bolas no se compromete con los mecanismos de refrigeración<br />
interna. La columna del SX ha sido rediseñada para soportar la<br />
fuerza de corte del husillo, mantener la precisión en materiales ferrosos<br />
duros y maximizar la vida y desempeño de la herramienta. Las<br />
nuevas máquinas están disponibles con tamaños de pallet de 550<br />
mm o 630 mm. La capacidad de carga de la mesa es 2.860 lb. Está<br />
disponible una opción de husillo de 40HP y 15.000 rpm para una<br />
gama más amplia de aplicaciones.<br />
Servicio al Lector: 201<br />
Servicio al Lector en línea<br />
En www.metalmecanica.com/servicio<br />
ingrese el número asignado a cada<br />
producto para solicitar mayor información.<br />
Máquina virtual con simulación 3D<br />
Index Corporation anunció que todos sus controles de máquina se ofrecerán<br />
con la función Virtual Machine, la cual simula completamente en<br />
un PC todos los movimientos de máquina y funciones relacionadas con<br />
cualquier programa de máquina-herramienta. Esto le permite al usuario<br />
probar programas completos y cambios en la programación sin ningún<br />
riesgo, evitar problemas potenciales durante un ciclo de mecanizado<br />
y asegurar que las horas de máquina sean dedicadas a la producción<br />
en lugar de hacerlo con pruebas de programa. El software de control de<br />
máquina y un espejo con los datos de configuración de máquina, le permiten<br />
al usuario programar, alistar y operar la “máquina virtual” de la<br />
misma forma que lo haría con la máquina real. Esta “máquina virtual”<br />
contiene una copia del núcleo CNC Siemens del control Sinumerik<br />
S840D, permitiéndole<br />
desarrollar modelamientos<br />
de máquina<br />
3D con alto<br />
grado de precisión<br />
en el sistema de simulaciónTecnomatix,<br />
y ejecutar directamente<br />
el programa<br />
CNC sin modificar.<br />
Esta es la única<br />
forma de garantizar que el mecanizado de<br />
la pieza de trabajo y la ejecución de programa<br />
sean iguales que en la máquina, y permite<br />
que los programas CNC existentes sean “editados” sin ninguna otra<br />
adaptación necesaria.<br />
Servicio al Lector: 202<br />
8 Edición 2 - Vol. 11 - Abril/Mayo 2006 www.metalmecanica.com
· KAIZEN ·<br />
En TOYODA secundamos la<br />
práctica japonesa de mejora<br />
continua. Nuestra misión de<br />
continuamente mejorar cada<br />
máquina y cada proceso se lo<br />
debemos a la dedicación.<br />
Dedicación a nuestros clientes, y<br />
ha ayudarles a alcanzar la<br />
eficiencia y productividad en un<br />
ambiente de manufactura simple.<br />
www.toyoda.com/ci<br />
CAMBIAR PARA MEJORAR<br />
Servicio al Lector: 5
NOVEDADES INDUSTRIALES<br />
Servicio al Lector: 6<br />
Centro de torneado-fresado<br />
Mori Seiki provee el centro integrado de torneado-fresado NT3100 DCG,<br />
indicado para la manufactura de dispositivos médicos. El NT3100 está<br />
basado en el principio DCG (manejado desde el centro de gravedad) y<br />
combina completamente un torno con un centro de mecanizado. El DCG<br />
reduce vibraciones, permitiendo el incremento de las aceleraciones y<br />
mejorando la calidad superficial y las concentricidades. Esta máquina es<br />
ideal para productores de partes pequeñas y complejas, ofrece un tamaño<br />
compacto que va desde 115,3” de ancho por 114,6” de profundidad.<br />
El recorrido para el eje X es 27”, para el eje Y es 4,9” y para el Z<br />
es 22,4”. Adicionalmente, el NT3100 DCG contiene un eje B muy flexible<br />
que utiliza un motor de acople directo, eliminando los retrocesos<br />
bruscos y posibilitando la rotación a alta velocidad. Las especificaciones<br />
de indexado permiten ingresar unidades de 0,0001 grados. La máxima<br />
velocidad de husillo es 6.000 rpm con una velocidad máxima del husillo<br />
de la herramienta de 12.000 rpm. Además, la función ATC (cambio<br />
automático de herramienta) ofrece un tiempo de sólo un segundo para<br />
cambiar de herramienta a herramienta. La compañía también ofrece el<br />
centro de mecanizado vertical de alta precisión, NV1500 DCG, ideal para<br />
el mecanizado de partes pequeñas.<br />
Servicio al Lector: 203<br />
Máquina multipropósito con segundo husillo<br />
El Integrex e-410HS de Mazak es una máquina multipropósito de alto<br />
desempeño que combina un centro de mecanizado con un centro de torneado.<br />
El Integrex e-410HS es una de las máquinas “e” de Mazak, que<br />
ofrece herramientas de comunicación electrónica para funciones integradas<br />
de manejo de producción, tales como programación de trabajo y monitoreo<br />
de producción y estado de máquina, además de<br />
las funciones de operación de<br />
máquina, como comunicación<br />
de la alarma de máquina, el<br />
mantenimiento, los<br />
manuales de operación<br />
y la resolución<br />
de problemas en<br />
multimedia. El Integrex<br />
e-410HS cuenta con un<br />
poderoso husillo para fresado<br />
con eje B, eje C y ejes X, Y y Z, además de un segundo<br />
cabezal fijo que da la capacidad de manejar todas las operaciones<br />
de mecanizado posibles que se necesitan para convertir un bloque<br />
sólido de material en una pieza terminada.<br />
Servicio al Lector: 205<br />
Rectificadora universal para lotes pequeños<br />
Toyoda Machinery ofrece la rectificadora universal<br />
GE4, una máquina económica diseñada para<br />
trabajos de lotes pequeños, que ofrece<br />
alta precisión y flexibilidad. El<br />
cabezal de la rueda de la máquina<br />
rota de 90 a 60<br />
grados para acomodar<br />
ruedas de forma<br />
recta o en ángulo.<br />
La máquina<br />
sola provee amplias<br />
capacidades<br />
sin necesidad de<br />
realizar inversiones adicionales en<br />
un cabezal de rueda controlado totalmente por CNC, o en<br />
una segunda rectificadora dedicada. Además de la ventaja del cambio<br />
manual sencillo de ruedas de rectificado rectas a ruedas con<br />
ángulo, las guías aseguran un posicionamiento preciso. Recientemente,<br />
Toyoda también presentó la rectificadora universal SelectG,<br />
diseñada para trabajos de lotes pequeños. El cabezal de la rueda rota<br />
de 90 a 60 grados para acomodar muelas rectas o en ángulo de<br />
forma sencilla. La SelectG cuenta con guías que aseguran un posicionamiento<br />
preciso.<br />
Servicio al Lector: 204<br />
Software para mesa rotativa en eje B<br />
Cincinnati Machine ha desarrollado un software para detectar condiciones<br />
de desbalance en mesas rotativas del eje B, usadas en centros<br />
de mecanizado multipropósito. La característica “Balance Sensor”,<br />
de patente pendiente, detecta si existe desbalance en la mesa<br />
rotativa, la fijación y la parte, usando retroalimentación directa desde<br />
el controlador de la máquina. Integrada en el control Siemens Sinumerik<br />
840D ofrecido en los centros de mecanizado multipropósito de<br />
Cincinnati, la característica Balance Sensor monitorea el eje Z siguiendo<br />
el error para detectar con rapidez y precisión el desbalance<br />
de la mesa. El software rastrea numéricamente las irregularidades de<br />
baja frecuencia (5Hz o inferiores). Si se detecta una condición de<br />
desbalance, el programa Balance Assist realiza cálculos y genera un<br />
gráfico para identificar la ubicación del desbalance y cuánto peso de<br />
compensación se requiere para corregir el problema. La capacidad de<br />
monitorear y corregir el desbalance en las mesas rotativas es esencial<br />
para maximizar la eficiencia de la máquina-herramienta.<br />
Servicio al Lector: 211<br />
10 Edición 2 - Vol. 11 - Abril/Mayo 2006 www.metalmecanica.com
Servicio al Lector: 7
Servicio al Lector: 8<br />
NOVEDADES INDUSTRIALES<br />
Centro de mecanizado horizontal con robot<br />
El centro de mecanizado horizontal Nexus<br />
6000 de Mazak está<br />
equipado con un robot<br />
Fanuc Robotics y está<br />
diseñado para propósitos<br />
generales como<br />
en talleres de máquinas<br />
de contratistas y<br />
en aplicaciones de<br />
industria de manufactura.<br />
Las especificaciones<br />
estándar, el<br />
alto rendimiento y el<br />
tamaño compacto del<br />
Nexus 6000 proveen un<br />
valor excepcional. La máquina<br />
ofrece un husillo de alta velocidad, cono 50, 50HP y 10.000 rpm<br />
con torque de 388 lb/ft como equipo estándar. El pallet de 500 mm<br />
es la base para un generoso tamaño de trabajo de 39,3” de alto y<br />
35,4” de diámetro. Con un ancho de 111”, la Nexus 6000 es una<br />
de las máquinas más angostas en su clase. Otras características incluyen<br />
tasas de recorrido en X, Y y Z de 2362” por minuto y aceleración<br />
de 0,7G. El estándar incluye un magazín de 43 herramientas<br />
con cambiador automático de herramientas y un cambiador de 2<br />
pallets, operado por una leva de rodillo-engranaje sin sistemas hidráulicos<br />
ni sensores. El pallet indexa 90 grados en 1,9 segundos y<br />
cambia pallets en nueve segundos. El Nexus 6000 es de fácil mantenimiento<br />
y tiene un diseño con consideraciones ambientales. El<br />
sistema de lubricación es sellado en todos los ejes, lo cual reduce<br />
el consumo de aceite y extiende la vida del refrigerante.<br />
Servicio al Lector: 206<br />
Sistema vertical para pallets<br />
Toyoda Machinery ofrece el sistema de almacenamiento de pallets,<br />
VPP (Vertical Pallet Pool). El VPP es una opción económica para<br />
ampliar el almacenamiento y la producción automática en un centro<br />
de mecanizado. Los pools de pallets pueden incrementar considerablemente<br />
las eficiencias de manufactura, automatizando las<br />
tareas redundantes como la carga y descarga de la máquina. El centro<br />
de mecanizado mantiene la utilización del husillo en más de<br />
90% y se reduce la intervención del operario. El modelo básico tiene<br />
seis estaciones buffer y una estación de carga. El VPP de dos o<br />
tres niveles acomoda entre 11 y 15 estaciones buffer sin utilizar<br />
más espacio en el piso. El software automatiza la programación de<br />
producción, reduce los tiempos de alistamiento, reduce los costos<br />
de trabajo y mejora la productividad.<br />
Servicio al Lector: 210<br />
12 Edición 2 - Vol. 11 - Abril/Mayo 2006 www.metalmecanica.com
Máquina multipropósito para piezas grandes<br />
La nueva máquina Nexus QTN 450M de Mazak ofrece un torque alto<br />
que permite manejar partes grandes. Esta unidad ofrece un volteo de<br />
33,3” y un diámetro máximo de mecanizado de 22,8”. Cuenta con<br />
un husillo para torneado de 40HP con torque de 1.327 lb/ft y una torreta<br />
de 12 estaciones con un husillo para fresado de 10HP y 4.000<br />
rpm (opcional de 2.000 rpm). La máxima velocidad en la unidad integrada<br />
husillo/motor es 2.000 rpm y el agujero del husillo es de 6,5”.<br />
La tasa de alimentación para los ejes X y Z es 1.181 pulg/min. El di-<br />
Centro de mecanizado vertical<br />
de alta velocidad<br />
El centro de mecanizado vertical E33 de Makino<br />
es indicado para operaciones donde se desea<br />
fresar grafito y acero con alta precisión y a<br />
alta velocidad. El E33 ofrece rapidez en el recorrido<br />
y tasas de alimentación en todos los<br />
ejes de 1.574 pulg/min; además, mantiene características<br />
de baja vibración y permite obtener<br />
acabados superficiales superiores. Cuenta<br />
con controles avanzados que adicionan facilidad<br />
de uso y mayor tiempo de operación desatendida.<br />
La versión estándar del E33 incluye el<br />
controlador Pro.5 y el SGI.4 para tiempos de ciclo<br />
más cortos, un husillo HSK de 4.000 rpm<br />
con tecnología de refrigeración central, un<br />
cambiador automático de 30 herramientas, eje<br />
X de 650 mm y ejes Y y Z de 450mm. También<br />
cuenta con mesa de trabajo de 850 mm x 500<br />
mm y capacidad de carga de 500 kg, precisión<br />
en el posicionamiento de ±0.003 mm y repetibilidad<br />
de ±0.002mm. Este centro de mecanizado<br />
pesa 7.300 kg para proporcionar rigidez y<br />
estabilidad y mide sólo 2.284 mm de ancho x<br />
3.038 mm de alto y 2.525 mm de largo. El sistema<br />
de recolección de polvo lleva la longitud a<br />
3.465 mm. El control Pro.5 ofrece una interfaz<br />
gráfica de usuario de fácil configuración y el<br />
software SGI.4 Ultra es ideal para superficies<br />
complejas 3D. El E33 ofrece un escudo totalmente<br />
cerrado que sella la zona de trabajo para<br />
evitar el escape de virutas y salpicaduras.<br />
Servicio al Lector: 207<br />
Servicio al Lector en línea:<br />
www.metalmecanica.com/servicio<br />
Use el número asignado a cada producto<br />
para solicitar mayor información.<br />
Bill Gibbs<br />
Fundador/Presidente<br />
Modelos de superficies.<br />
Modelos sólidos.<br />
Descubrir cómo<br />
programar piezas con<br />
geometrías complejas<br />
– como las ruedas del<br />
robot explorador de Marte – puede ser retador.<br />
Descubra que su interfaz de CAM no requiere<br />
de la ciencia de cohetes espaciales para hacerlo.<br />
GibbsCAM le brinda las herramientas que usted<br />
necesita para programar geometrías complejas en<br />
un ambiente intuitivo y fácil de utilizar. Además, las<br />
capacidades de intercambio de información de<br />
GibbsCAM le garantizan que usted pueda leer<br />
cualquier formato proveniente de otro sistema CAD.<br />
¿Está usted al día sobre los retos actuales en<br />
diseño de piezas? Contáctenos y nosotros le<br />
mostraremos lo que usted puede hacer con<br />
GibbsCAM, líder industrial y fácil de usar. ¡Con<br />
GibbsCAM usted no tiene que ser un científico<br />
aeroespacial…a menos que ya lo sea!<br />
®<br />
Poderosamente Simple. Simplemente Poderoso.<br />
Gibbs and Associates<br />
805-523-0004<br />
visite http://met.GibbsCAM.com<br />
NOVEDADES INDUSTRIALES<br />
seño de la QTN 450M enfatiza en la rigidez de la construcción. De<br />
esa manera, tiene la capacidad de realizar operaciones de servicio pesado<br />
a la vez que maneja con eficiencia las fuerzas de torneado y fresado.<br />
El cabezal móvil servo-manejado ofrece una construcción en<br />
una sola pieza que soporta con precisión ejes para ser mecanizados y<br />
provee una fuerza de empuje hasta de 2.923 lb. El carro y la cama<br />
ofrecen un diseño estable térmicamente y el cabezal fijo también<br />
ofrece refrigeración para una mejor precisión dimensional.<br />
Servicio al Lector: 208<br />
Más fácil que<br />
la ciencia<br />
aeroespacial.<br />
www.metalmecanica.com Edición 2 - Vol. 11 - Abril/Mayo 2006 13<br />
®<br />
Soluciones para<br />
programación CNC:<br />
• Fresado en 2 y 1 /2 ejes<br />
• Torneado en 2 ejes<br />
• Freso/torneado<br />
• Fresado rotativo<br />
• Fresado complejo en 4 y 5 ejes<br />
• Fresado múltiple en 3 ejes de<br />
superficies y sólidos<br />
• Modelado de sólidos y<br />
mecanizado<br />
• Mecanizado multitarea<br />
• Mecanizado tipo “Tombstone”<br />
• Electroerosión por hilo<br />
Rueda del robot explorador<br />
de Marte mecanizado por<br />
Next Intent, cliente de<br />
GibbsCAM, para el<br />
Laboratorio de Propulsión a<br />
Chorro de la NASA<br />
Vea GibbsCAM en la cabina # 5348<br />
Servicio al Lector: 9
Servicio al Lector: 10<br />
NOVEDADES INDUSTRIALES<br />
Husillo para 30.000 rpm<br />
El husillo VMC 3016 de 30.000 rpm, ofrecido por Fadal Machining Centers, es una<br />
plataforma rígida diseñada para el mecanizado de alta velocidad, como las operaciones<br />
de contorneado en la industria de fabricación de moldes. El VMC 3016 utiliza herramental<br />
HSK 40 (estándar DIN) con un brazo intercambiador automático de herramientas<br />
(ATC) de 20 bolsillos. El husillo está provisto de rodamientos cerámicos para<br />
aplicaciones de alta velocidad. La capacidad de carga radial estática es de 1120 N<br />
(promedio en el rango de velocidades) y la capacidad de carga estática axial es 114<br />
N/m. Cuenta con tres opciones CNC para alta velocidad, incluido el Fadal 104/D CNC<br />
digital, la serie GE 18i MB5 CNC y el Siemens Sinumerik 840D CNC. La unidad está<br />
dotada con el sistema de enfriamiento Cool Power, que mantiene una temperatura<br />
constante, asegura un posicionamiento preciso y reduce la expansión térmica y los problemas<br />
de repetibilidad en la posición.<br />
Servicio al Lector: 225<br />
Los CMH de Makino ahora con mesa rotativa de 5 ejes<br />
Los centros de mecanizado horizontales Serie 1 de<br />
Makino ahora están disponibles con opción de mesa<br />
rotativa de 5 ejes (5XR). La opción 5XR es ideal para<br />
aplicaciones de manufactura que requieren máxima<br />
productividad y confiabilidad. Esta especificación del<br />
control 5XR está disponible actualmente en las máquinas<br />
Makino a51, a61 y a71. Puede ayudar a concentrar<br />
los procesos de mecanizado de cualquier operación<br />
para tareas con múltiples caras, partes de formas<br />
intrincadas y para el mecanizado del cuerpo de<br />
cortadores. La mesa de 5 ejes es indicada para talleres<br />
de producción baja a media-alta y para proveedores<br />
de partes médicas y de aeronaves. La carga máxima<br />
del pallet para la mesa 5XR es 330 lb (150 kg),<br />
con un diámetro de placa de disco de 12,8” (325<br />
mm). El diámetro y altura de la zona de trabajo es<br />
27,60” x 15,75” (700 mm x 400 mm). El recorrido<br />
del eje B es 210 grados (-60° a +150°), y el recorrido del eje C es 360 grados. Las unidades<br />
5XR vienen con controlador Pro 5, y el software de control Geometric Intelligence<br />
(SGI.4). El sistema estándar también incluye un control del punto central de la herramienta,<br />
compensación del radio del cortador, comando de plano de trabajo inclinado, alimentación<br />
manual, conversión de coordenadas 3D y dispositivo de separación dinámica de<br />
la mesa rotativa.<br />
Servicio al Lector: 209<br />
Soluciones técnicas de DCM para superficies.<br />
Rectificadoras rotativas.<br />
Abrasivos, Instalaciones, Desarrollo de Proceso<br />
IG 180 SD<br />
Muchos modelos para elegir<br />
Rectificadoras industriales de DCM para:<br />
• metal • vidrio • carburo<br />
• cerámica • plástico<br />
PDG Punch<br />
& Die Grinder<br />
IG 3820/5420 IG 280 SD<br />
Llame hoy para consultar más sobre<br />
nuestra gama de rectificadoras<br />
industriales.<br />
(USA) 1-507-452-4043<br />
Visite nuestra página web www.dcm-tech.com<br />
Centro de mecanizado vertical<br />
de precisión<br />
Los centros de mecanizado verticales de precisión<br />
DMC 105 V y DMC 75 V de la serie DMC<br />
V lineal de DMG America son usados en la fabricación<br />
de herramientas y moldes. Cuentan<br />
con motores lineales en todos los ejes para alcanzar<br />
aceleraciones hasta de 2 g y velocidades<br />
de recorrido hasta de 3.543 ipm. Estas máquinas<br />
tienen una estructura robusta en fundición<br />
y sistemas de medición directa del patrón, lo<br />
que entrega gran precisión de los contornos y<br />
alta calidad de la superficie. Además, integran<br />
un motor de torsión al eje B para expandir la<br />
máquina a un centro de mecanizado simultáneo<br />
en cinco ejes. Entre sus características está<br />
un espacio de trabajo amplio que permite la<br />
remoción óptima de la viruta y una geometría<br />
de cama modificada para mejorar el acceso del<br />
operador. Las puertas lateral y frontal abren de<br />
modo que las piezas puedan ser cargadas por<br />
grúas en el espacio de trabajo. Las máquinas<br />
están provistas del control 3D de alta velocidad<br />
Heidenhain iTNC 530 y del software ATC (ciclo<br />
de sintonización de la aplicación).<br />
Servicio al Lector: 224<br />
Servicio al Lector en línea<br />
En www.metalmecanica.com/servicio<br />
ingrese el número asignado a cada<br />
producto para solicitar mayor información.<br />
14 Edición 2 - Vol. 11 - Abril/Mayo 2006 www.metalmecanica.com
La prueba está en los resultados.<br />
Obtenga su folleto aquí<br />
digitalmachinetool.com/results<br />
moriseiki.com (55) 5488 3276<br />
Reduzca su costo total de mecanizado en un 48%.<br />
Industrias McNeil, una compañía que siempre ha apreciado la innovación y la visión, tiene grandes expectativas de<br />
su nuevo centro de torneado Mori Seiki NL3000. Esas expectativas fueron excedidas por mucho cuando la máquina<br />
eliminó el 48% del costo total en el mecanizado de una tolerancia dimensional muy cerrada para un componente de<br />
rodamientos de Inconel ® , reduciendo el tiempo ciclo al 45% y aumentando la vida de la herramienta hasta en un 43%<br />
más. En solo dos meses, McNeil pidió un NL2500 adicional. Para las Industrias McNeil, la disminución en la vibración y<br />
la eficiencia acrecentada en la Serie NL se veían bien sobre el papel.<br />
La prueba está en los resultados.<br />
Servicio al al Lector: 11 11<br />
THE MACHINE TOOL COMPANY
MECANIZADO<br />
Cómo perfeccionar<br />
un proceso de mecanizado<br />
En lugar de inspeccionar las<br />
partes mecanizadas se debe<br />
conocer mejor el proceso.<br />
POR PETER ZELINSKI*<br />
Siempre habrá incertidumbre. Por<br />
esta razón, no puede ser posible<br />
‘perfeccionar’ realmente un proceso<br />
de mecanizado –por lo menos,<br />
no literalmente–. Pero ¿qué pasa si el<br />
alcance de toda la incertidumbre en el proceso<br />
pudiera conocerse por anticipado?<br />
¿Qué pasa si se conoce que el error es tan<br />
pequeño que no comprometería la precisión<br />
que requiere la parte? Un proceso como<br />
tal podría considerarse ‘perfecto’<br />
mientras se considere esa pieza particular.<br />
Podría confiarse en ese proceso para hacer<br />
esa parte, y esta sola confianza podría significar<br />
ahorros sustanciales.<br />
Los usuarios de máquinas-herramienta<br />
no han confiado en sus procesos. Siempre<br />
ha existido un medidor al final (o una<br />
serie de medidores) para verificar si la parte<br />
ha sido mecanizada como se esperaba.<br />
Pero, ¿qué tal si se usa un medidor al comienzo?<br />
Es decir, ¿qué tal si se inspecciona<br />
primero el proceso, de modo que el taller<br />
pueda determinar anticipadamente si<br />
con ese proceso puede fabricarse la parte?<br />
En el escenario descrito, un medidor<br />
autónomo, como una máquina de medición<br />
por coordenadas (CMM), no tiene<br />
que vigilar el proceso en una base continua.<br />
A cambio, la inspección con CMM de<br />
partes terminadas puede usarse para proveer<br />
una validación independiente sólo en<br />
aquellos casos que requieren validación.<br />
En otros casos, el proceso puede simplemente<br />
mantenerse en producir sin el<br />
CMM –elaborando partes que el taller sabe<br />
desde ya, que el proceso puede hacer.<br />
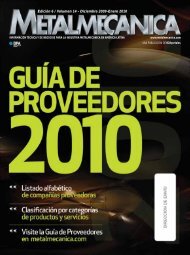
Una rápida inspección de una máquina-herramienta con un ballbar entrega gran cantidad de datos de desempeño. Este<br />
chequeo puede usarse para confirmar que una máquina se sigue comportando dentro del rango de su línea base, y también<br />
para predecir cuándo puede necesitarse el mantenimiento. Cortesía de Renishaw.<br />
Esta práctica de inspeccionar para medir<br />
el proceso en lugar de las partes se ha<br />
vuelto más común, porque los fabricantes<br />
reconocen cuánto pueden ahorrar no sólo<br />
inspeccionando con menor frecuencia, sino<br />
también evitando desechar esos resultados<br />
por no saber exactamente lo que el<br />
proceso puede hacer.<br />
Dos personas que han ayudado a implementar<br />
esta estrategia de inspección en<br />
los talleres, trabajan para GE Fanuc Automation<br />
en Charlottesville, Virginia. Ellos<br />
son Mark Brownhill, gerente de servicios<br />
para máquinas-herramienta, y Jim Spearman,<br />
gerente de soluciones de máquinasherramienta.<br />
Este artículo resume algunos<br />
de sus puntos de vista sobre medición y<br />
optimización de las capacidades de un<br />
proceso de mecanizado.<br />
El primer paso, comentan, es identificar<br />
las fuentes de variabilidad. Esto es,<br />
identificar las múltiples razones por las<br />
que ocurren los errores de mecanizado.<br />
¿Ley de Murphy?<br />
Para comenzar, la máquina-herramienta<br />
por sí sola ofrece un lugar completo para<br />
el error. Una máquina-herramienta típica<br />
de tres ejes tendrá 21 grados de libertad, lo<br />
que se traduce en 21 fuentes potenciales de<br />
imprecisión. Además, hay elementos de fijación<br />
–los accesorios, abrazaderas, mandriles,<br />
prensas de tornillo y mordazas–<br />
que añaden aún más grados de libertad.<br />
Añada a todo esto la variabilidad inherente<br />
en otros elementos del proceso. El<br />
herramental, el material y cualquier medición<br />
necesaria y entrada de datos, introdu-<br />
16 Edición 2 - Vol. 11 - Abril/Mayo 2006 www.metalmecanica.com
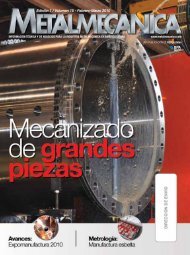
El agujero ciego en la mitad inferior de esta foto se usa para identificar el trabajo en el<br />
pallet. Cada pallet en la celda tiene un agujero con un diámetro diferente. Medir el<br />
diámetro con una sonda permite que el CNC determine cuál pallet es ese, y con ello, qué<br />
programa debe cargarse. La foto, cortesía de Toyoda Machinery, muestra un cliente de<br />
este proveedor de máquinas que usa esta técnica.<br />
cen oportunidades para la variación. Y la variación de trabajo a<br />
trabajo puede venir de la forma como se escribe el programa para<br />
la parte, así como la simple acción del programador de seleccionar<br />
un método para producir una pieza en particular.<br />
La variabilidad mencionada está presente desde antes que se<br />
mecanice la primera parte. Presione ‘Iniciar ciclo’ y muchas más<br />
fuentes de variabilidad entrarán en juego. ¿Qué tan repetible es la<br />
máquina? ¿Qué tan consistentemente se cargaron las piezas de<br />
trabajo? Y entonces, ahí está la variación que ocurre simplemente<br />
como resultado del mecanizado, tal como el desgaste de la herramienta<br />
o la fractura de la misma.<br />
En pocas palabras, es mucho lo que puede salir mal. Pero aquí<br />
está el asunto: las fuentes de error son finitas. También se pueden<br />
medir, y en muchos casos, son improbables. Para lograr un proceso<br />
que no necesite ser vigilado, el taller simplemente identifica y<br />
‘fija’ tantas fuentes de variabilidad como pueda –tal vez atacándolas<br />
en orden de dificultad–. Así, el taller establece una línea base<br />
del nivel de desempeño midiendo la variabilidad que permanece.<br />
Mejorando un proceso y luego midiendo lo que este puede hacer,<br />
el taller puede predecir con exactitud las tareas que deben ser asignadas<br />
a máquinas específicas.<br />
Aunque hay muchas fuentes de variabilidad, todas caen en dos<br />
categorías básicas. La distinción es útil cuando se trata de atacarlas.<br />
Existen errores que afectan el “rendimiento del alistamiento”;<br />
MECANIZADO<br />
estos son los errores que están presentes para la primera pieza mecanizada.<br />
Luego hay errores que afectan el “rendimiento de la<br />
producción”; estos son los errores que sólo entran en juego en el<br />
curso de la producción de un lote de partes. Mientras la primera<br />
clase de error tiene que ver con la precisión del proceso, la segunda<br />
se relaciona con la repetibilidad.<br />
Producción más precisa<br />
La precisión del proceso representa mucho más que la precisión<br />
de la máquina. Sin embargo, la precisión de la máquina es un<br />
componente fundamental.<br />
La precisión de la máquina puede ser medida con un láser.<br />
Inicialmente, la medición láser ayuda a mejorar la precisión por<br />
medio del mantenimiento. Cuando la precisión de la máquina no<br />
puede seguir siendo mejorada de esta forma, el análisis se convierte<br />
en algo valioso para caracterizar lo que la máquina puede<br />
hacer. Un trabajo particular puede ser asignado –y permanecer<br />
asignado– a una máquina-herramienta con capacidades medidas,<br />
lo suficientemente buenas para permitir que la máquina produzca<br />
cómodamente esa parte.<br />
Otra influencia sobre la precisión del proceso viene del rol humano,<br />
y todo el potencial de variabilidad y errores que esto conlle-<br />
TomeControl,<br />
EconomiceDinero!<br />
Preciso<br />
Fiable<br />
Rápido<br />
alistamiento<br />
Menos<br />
Periodos<br />
muertos<br />
Control dentro del<br />
proceso y Sistemas<br />
automatizados de<br />
calibración<br />
PHONE: +52.461.619.092 • FAX: +52.461.611.0733<br />
www.controlgaging.com • email: sales@controlgaging.com<br />
www.metalmecanica.com Edición 2 - Vol. 11 - Abril/Mayo 2006 17<br />
Servicio al Lector: 12
Servicio al Lector: 13<br />
va. Aquí el mantenimiento no ayuda. A<br />
cambio, un proceso más exacto se centra<br />
en encontrar caminos para minimizar los<br />
roles de los seres humanos.<br />
El operador no es el único humano de<br />
interés aquí. Las diferencias en la estrategia<br />
de procesamiento de un programador<br />
a otro, también representan una fuente<br />
significativa de variabilidad –y que puede<br />
ser controlada–. Para hacer este aspecto<br />
del proceso más consistente, el taller puede<br />
implementar la automatización CAM que<br />
reconoce automáticamente las características<br />
de la parte y asigna patrones de herramienta<br />
de acuerdo con las prácticas preferidas<br />
en el taller. No toda la programación<br />
puede ser automatizada de esta forma, pero<br />
mediante esta tecnología se logra, por lo<br />
menos, mejorar la consistencia en la programación.<br />
También está la automatización del<br />
hardware enfocada en el rol del operador.<br />
MICRÓMETROS DE MÉXICO<br />
*MICROMEX*<br />
Distribuidor Master - MITUTOYO - METAX<br />
Enviamos a todo Mexico, America Latina el CaribeyEspaña.<br />
MECANIZADO<br />
HERRAMIENTA INDUSTRIAL<br />
EN EL IDIOMA QUE NOS UNE<br />
www.micromex.com.mx<br />
ventas@micromex.com.mx<br />
metax@prodigy.net.mx<br />
Gustavo Baz 409, Hacienda de Cristo<br />
53138, Naucalpan, Mex MEXICO<br />
Tel: +52+(55)5393-2323<br />
Fax: +52+(55)5393-5043, (55)5393-2247<br />
DUNS: 812 605 603<br />
En la máquina-herramienta, la automatización<br />
puede tomar una variedad de formas,<br />
muchas de las cuales no requieren<br />
que el taller adquiera equipo costoso. Algunas<br />
posibilidades incluyen:<br />
Identificación incorporada de dispositivos.<br />
Un dispositivo puede incluir una característica<br />
que identifica el número de<br />
parte que posee. El CNC puede entonces<br />
usar esta identificación para confirmar de<br />
manera automática que el programa correcto<br />
ha sido llamado para esa parte, evitando<br />
un error potencialmente costoso. La<br />
característica de identificación puede tomar<br />
la forma de una etiqueta para ser leída<br />
por la máquina, tal como un código de<br />
barras, pero también puede tomar la forma<br />
de una característica que es inspeccionada<br />
durante un examen. Por ejemplo, características<br />
diferentes podrían tener agujeros<br />
de identificación con diámetros diferentes,<br />
permitiendo que la medición CNC<br />
del diámetro del agujero diga cuál número<br />
de programa debe ejecutarse.<br />
Los puntos de referencia en el dispositivo.<br />
Una bola de la herramienta, o alguna<br />
característica comparable, puede añadirse<br />
al dispositivo con el fin de establecer los<br />
puntos de referencia X-Y-Z para el trabajo.<br />
El programa puede incluir entonces<br />
una rutina de examen para localizar esta<br />
característica antes de comenzar el mecanizado,<br />
de modo que el operador no tiene<br />
que medir más e ingresar manualmente<br />
las distancias de separación de la pieza de<br />
trabajo.<br />
Transferencia automática de datos de la<br />
herramienta. También debe evitarse ingresar<br />
los datos de separación de la herramienta<br />
manualmente. Una forma de hacer esto<br />
es conectar en red el dispositivo de medición<br />
de la herramienta al CNC para transferir<br />
directamente esta información. Como<br />
alternativa, los portaherramientas pueden<br />
equiparse con etiquetas electrónicas de<br />
identificación, en las cuales se almacenan<br />
las mediciones de la herramienta un tiempo<br />
suficiente para que los datos puedan ser<br />
leídos de manera automática en el CNC.<br />
Producción más repetible<br />
La medición con láser es uno de dos métodos<br />
complementarios para inspeccionar el<br />
desempeño de las máquinas-herramienta.<br />
Una característica como esta bola puede eliminar la necesidad<br />
de ingresar manualmente las separaciones CNC. La bola<br />
está montada en el dispositivo, en donde sirve como sitio de<br />
referencia para el trabajo que sujeta el dispositivo. Al examinar<br />
esta bola para encontrar su punto de centro X-Y-Z, el CNC<br />
localiza rápidamente el trabajo sin intervención del operario.<br />
Cortesía de The Tech Group.<br />
El otro es la inspección ballbar. Mientras el<br />
láser puede usarse para establecer una línea<br />
base de desempeño de la máquina, el<br />
ballbar ofrece una forma fácil de monitorear<br />
ese desempeño durante el tiempo.<br />
Una rutina de inspección de 30 minutos<br />
con un ballbar, entrega una gran cantidad<br />
de datos de desempeño. Al desarrollar esta<br />
inspección regularmente, un taller puede<br />
chequear los cambios o confirmar que la<br />
máquina continúa su desempeño como en<br />
el nivel de la línea base. Monitoreando en<br />
el tiempo los patrones de la máquina en las<br />
inspecciones ballbar, el taller puede incluso<br />
predecir cuándo es necesario llevar a cabo<br />
las operaciones de mantenimiento.<br />
La inspección con el ballbar tiene lugar<br />
fuera del corte. Una vez comienza el corte,<br />
ciertas capacidades CNC se vuelven valiosas<br />
para contrarrestar o atacar las clases de<br />
error que varían de pieza a pieza.<br />
Estas capacidades incluyen:<br />
Control adaptativo. Puesto que una herramienta<br />
sin filo necesita más corriente, la<br />
medida de esta corriente puede determinar<br />
cuándo se requiere reemplazar la herramienta.<br />
La misma capacidad también<br />
permite al CNC responder a variaciones<br />
en las propiedades del material o el perfil<br />
de corte, disminuyendo la tasa de alimentación<br />
para compensar una carga excesiva.<br />
18 Edición 2 - Vol. 11 - Abril/Mayo 2006 www.metalmecanica.com
La medición láser en la producción con máquinas-herramienta<br />
puede usarse para mejorar la precisión de<br />
la máquina por medio del mantenimiento, o para establecer<br />
la línea base de desempeño para cada máquina.<br />
Cortesía de Kentucky Rebuild Corp.<br />
Manejo de herramienta. Un taller<br />
que ha medido la expectativa de vida de<br />
una herramienta particular puede tomar<br />
ventaja de un CNC que tiene capacidad<br />
de manejo de herramientas. El<br />
CNC sigue el uso de una herramienta<br />
dada, reemplazándola automáticamente<br />
cuando ha alcanzado su vida de corte<br />
específica.<br />
Inspección en-proceso. Además de<br />
su rol de localizar partes antes del corte,<br />
la sonda de la máquina-herramienta<br />
también puede hacer mucho del trabajo<br />
de inspeccionar una parte cuando se hace<br />
el mecanizado. Es falso que una máquina-herramienta<br />
no pueda inspeccionar<br />
su propio trabajo. Los errores resultantes<br />
del desgaste de la herramienta o<br />
de su fractura, por ejemplo, pueden<br />
detectarse mediante una sonda. Encontrar<br />
estos errores antes que el trabajo<br />
abandone la máquina facilita corregirlos,<br />
y la medición con sonda puede incluso<br />
permitir que la corrección de este<br />
error se efectúe como una parte automática<br />
del programa.<br />
Usted también puede ver este artículo en<br />
www.metalmecanica.com<br />
En Búsqueda Global digite: mm0602como<br />
MECANIZADO<br />
El inicio<br />
Uno de los problemas de realizar mejoras<br />
como estas en el proceso, es saber<br />
cuál mejora hacer. Con cualquier proceso<br />
de mecanizado, aparte de lo mucho<br />
que se puede mejorar, está la dificultad<br />
de saber por dónde comenzar.<br />
Para encontrar un problema particular<br />
con un proceso suficientemente<br />
importante para valorarlo, intente formular<br />
esta pregunta: ¿qué piensa mi<br />
cliente que es crítico para la calidad?<br />
Mientras esta pregunta puede no identificar<br />
sólo un problema para atacar,<br />
por lo menos cerrará el campo. Otras<br />
importantes preguntas que deben hacerse<br />
después de eso, inquieren si el<br />
problema puede medirse, y si es factible<br />
su solución .<br />
Una vez identificado el problema,<br />
el éxito de la operación dependerá no<br />
sólo de los méritos técnicos de la solución,<br />
sino también de cómo se acepta la<br />
solución. Involucrar diferentes intereses<br />
desde el comienzo del proyecto es<br />
una forma de impulsar esta aceptación.<br />
Para ayudar a identificar la gente relevante<br />
para un proyecto particular, las<br />
preguntas que se deben hacer incluyen:<br />
¿quién habla por producción?, ¿quién<br />
habla por el cliente?, ¿quién tiene una<br />
visión de todo el proceso, lo suficientemente<br />
amplia como para definir los<br />
asuntos importantes? Todas estas personas<br />
deben ser traídas al grupo.<br />
Eso facilita encontrar el problema<br />
correcto que se va a atacar. Una vez el<br />
equipo de mejora del proceso tiene<br />
éxito –cuando hay un manejo para mejorar<br />
el proceso– entonces ese éxito resalta<br />
con precisión cuál problema de<br />
calidad en el taller sigue en la lista.<br />
®Reproducido de Modern Machine Shop con autorización<br />
expresa del editor.<br />
Acerca del autor:<br />
Desde hace ocho años, Peter Zelinski<br />
colabora con la casa editorial de Gardner<br />
Publications. En la actualidad es el<br />
editor ejecutivo de la revista Modern<br />
Machine Shop.<br />
www.metalmecanica.com Edición 2 - Vol. 11 - Abril/Mayo 2006 19<br />
www.bigkaiser.com<br />
Visítenos<br />
en el Booth E-2005<br />
Perforado • Herramental • Sujeción de partes • Prealistamiento<br />
GARANTIZADO<br />
ALTO RENDIMIENTO<br />
Para el rendimiento garantizado llame al 888-866-5776,<br />
e-mail bigkaiser@bigkaiser.com o ingrese a<br />
www.bigkaiser.com/mm46.htm<br />
Mayor rendimiento. Garantizado.<br />
Servicio al Lector: 14<br />
R
Servicio al Lector: 15<br />
MECANIZADO<br />
Mecanizar<br />
fuera del taller<br />
Las máquinas-herramienta<br />
seguirán encontrando caminos<br />
hacia sitios inesperados, gracias<br />
no sólo a sus menores tamaños<br />
y precios sino también a su<br />
acoplamiento con la tecnología<br />
de escaneado 3D.<br />
POR DEREK KORN*<br />
Las máquinas-herramienta han<br />
reducido su tamaño y costos. El<br />
software CAD/CAM y las tecnologías<br />
de escaneado 3D se han<br />
vuelto más fáciles de usar. Mientras estos desarrollos<br />
continúen, también seguirá la tendencia<br />
de efectuar el trabajo de mecanizado<br />
fuera del taller tradicional de máquinas, por<br />
personas no especializadas en mecánica.<br />
Las máquinas-herramienta serán usadas<br />
en hospitales, en laboratorios dentales<br />
y se utilizarán también en talleres de joyería.<br />
Serán instaladas en los niveles superiores<br />
de edificios de oficinas del centro de las<br />
ciudades, sin interrumpir las actividades<br />
diarias de negocios.<br />
Boquillas selladas para desempeño de alta precisión<br />
en aplicaciones modernas con enfriamiento directo.<br />
EASTEC Booth #3104<br />
El reducido tamaño de algunas máquinas-herramienta CNC permitirá que sean ubicadas en gran variedad de sitios no tradicionales.<br />
La reducción o eliminación del trabajo<br />
manual es una de las razones por las cuales<br />
la tecnología de mecanizado se ha vuelto<br />
más atractiva fuera del dominio de la<br />
industria metalmecánica. Estos procesos,<br />
generalmente desgastadores en tiempo,<br />
son comunes en la manufactura de com-<br />
ponentes para aplicaciones médicas, dentales<br />
y de fabricación de joyas, por mencionar<br />
sólo algunos. Otra razón para su<br />
creciente popularidad es la posibilidad de<br />
eliminar cualquier desconexión o retraso<br />
que resulte de separar el diseñador y el<br />
taller de máquinas. Esta tecnología permi-<br />
¡La única fuente para boquillas portaherramienta!<br />
Boquillas diseñadas con precisión para los sistemas más usados,<br />
en pulgadas y sistema métrico, desde inventario, que incluyen:<br />
• Serie RD/ER de 8 a 50<br />
• Serie RDG/TG 75, 100, 150<br />
• Serie RDA/DA 100, 180, 200, 300<br />
• Serie RDF/AF 25, 38, 50, 75, 100<br />
• Serie RDO/Ortlieb 16, 20, 25, 30, 35, 44<br />
Todas las boquillas Centaur son fabricadas según estrictos<br />
estándares de calidad, inspeccionadas 100% y ofrecidas a<br />
precios muy competitivos.<br />
Visite nuestra página web: nuestros catálogos están en español!<br />
¡O contáctenos hoy mismo para mayor información!<br />
13098 SW 133 Court • Miami, FL USA<br />
305.232.1496 • Fax: 305.251.0756<br />
www.centaurtools.com<br />
PRECISION TOOLS INC.<br />
An ISO 9001:2000 Certified Company<br />
20 Edición 2 - Vol. 11 - Abril/Mayo 2006 www.metalmecanica.com
te que el diseñador de la pieza cree rápidamente<br />
su prototipo en una máquinaherramienta<br />
situada en un departamento<br />
CAD. Para algunos fabricantes, la capacidad<br />
de mecanizar uno mismo sus<br />
prototipos ofrece la seguridad de que los<br />
conceptos del propietario se mantendrán<br />
en reserva.<br />
Menores tamaños<br />
Los principales obstáculos para instalar<br />
máquinas-herramienta en un espacio<br />
de oficina, han sido el tamaño y peso del<br />
equipo. La mayoría de las máquinasherramienta<br />
resultan demasiado pesadas<br />
para ser manejadas en un ascensor<br />
típico de carga y demasiado voluminosas<br />
para entrar por el espacio de una<br />
puerta estándar de 36” de ancho. Haas<br />
Automation soluciona estas necesidades<br />
con sus tornos y fresas CNC Office. Dimensionadas<br />
para caber cómodamente<br />
en una oficina, estas máquinas pueden<br />
moverse con un gato para ballet o un<br />
carrito para equipos. Alternativamente,<br />
pueden instalarse ruedas en las máquinas<br />
para facilitar la maniobrabilidad.<br />
Estas máquinas, que operan con energía<br />
monofásica a 240 V, pueden acomodarse<br />
en cualquier instalación sin mucho<br />
problema.<br />
Según Dave Hayes, gerente de producto<br />
de Haas, las máquinas Office están<br />
diseñadas para ubicarse en una gran<br />
variedad de lugares en donde se requiera<br />
la capacidad de mecanizar partes<br />
muy pequeñas. Una industria no tradicional<br />
para estas máquinas es el taller de<br />
joyería. Un diseñador de joyas puede<br />
mecanizar el volumen de la forma general<br />
de un nuevo producto en un molde<br />
de cera, dejando sólo los detalles finos<br />
para acabar a mano. Otra posibilidad sería<br />
pasar por alto el proceso de fundición,<br />
y mecanizar la pieza de joyería a<br />
partir de la barra. Los anillos, por ejemplo,<br />
pueden ser trabajados en un torno y<br />
luego llevarse a una fresadora para mecanizar<br />
los detalles finos. La meta aquí<br />
es reducir o eliminar la cantidad de esculpido<br />
manual en la creación de una<br />
nueva joya.<br />
Un fabricante o un taller que usen<br />
actualmente máquinas-herramienta para<br />
crear sus partes, también podrían<br />
usar esas pequeñas máquinas para sacar<br />
el mecanizado de prototipos del taller y<br />
llevarlo al departamento CAD. El resultado<br />
podría significar un desarrollo más<br />
MECANIZADO<br />
rápido de nuevos productos y un menor<br />
tiempo de puesta en el mercado.<br />
Escanear, luego fresar<br />
La unión de máquinas-herramienta y<br />
capacidad de escaneado 3D es un matrimonio<br />
de tecnologías que está llevando<br />
las operaciones de mecanizado a lugares<br />
atípicos, generalmente para prototipeado<br />
rápido. Los hospitales y los laboratorios<br />
dentales son dos de estos sitios. La<br />
capacidad de mecanizar directamente<br />
una parte de un cuerpo o un perfil dental,<br />
o crear un molde para esas partes a<br />
partir de una característica escaneada<br />
del paciente en 3D, acelera considerablemente<br />
la generación de estas partes<br />
exclusivas.<br />
Para algunos, la expresión “prototipeado<br />
rápido” es sinónimo de procesos<br />
con adición de material, como decir estéreo-litografía.<br />
Por otro lado, los procesos<br />
substractivos pueden ser muy efectivos<br />
en generar un prototipo con rapidez<br />
y pueden incluso ser capaces de producirlo<br />
en el material especificado para la<br />
parte. Roland DGA Corporation (Irvine,<br />
California) llama a este caso “proceso<br />
de prototipeado rápido substractivo”<br />
(SRP), el cual combina un sistema de escaneado<br />
3D de banco, con una máquina<br />
fresadora de banco. Entre otras aplicaciones,<br />
el sistema lo están usando, en laboratorios<br />
médicos, cirujanos plásticos<br />
que crean prótesis para reconstrucción<br />
facial. La capacidad de fresar rápidamente<br />
la forma básica de la prótesis de<br />
un paciente, permite a los cirujanos enfocar<br />
su energía clínica en los detalles finales<br />
para hacer que la prótesis se vea<br />
tan real como sea posible. En el caso de<br />
reconstrucción de orejas, por ejemplo,<br />
una fundición de emplasto de una oreja<br />
buena del paciente puede escanearse,<br />
realizarle un espejo y luego fresarse para<br />
reconstruir la oreja afectada.<br />
Se están usando sistemas similares<br />
de fresado/escaneado para crear incrustaciones,<br />
coronas, puentes y otros componentes<br />
dentales. Estos sistemas se utilizan<br />
en laboratorios dentales para escanear<br />
un diente dañado de un paciente,<br />
luego diseñar la parte que ajusta con<br />
precisión y fresar el perfil en cerámica u<br />
otro material dental.<br />
La capacidad de escaneado enviará<br />
el trabajo de mecanizado incluso a los<br />
sitios menos probables. Estos sistemas<br />
serían apropiados para desarrollar ju-<br />
www.bigkaiser.com<br />
Visítenos<br />
en el Booth E-2005<br />
DOBLE CONTACTO<br />
RIGIDEZ<br />
SISTEMA DE HUSILLO PAT.<br />
DOBLE CONTACTO<br />
Patente E.U. No. 5.352.073<br />
Mundialmente, los fabricantes de centros<br />
de mecanizado y torneado-fresado están<br />
estandarizando sus husillos a BIG PLUS.<br />
Use las herramientas BIG PLUS para un<br />
mejor rendimiento garantizado.<br />
Para sacar ventaja de BIG PLUS, llame al 888-866-5776,<br />
e-mail bigkaiser@bigkaiser.com o ingrese a<br />
www.bigkaiser.com/mm46.htm<br />
Mayor rendimiento. Garantizado.<br />
www.metalmecanica.com Edición 2 - Vol. 11 - Abril/Mayo 2006 21 Servicio al Lector: 16<br />
R
MECANIZADO<br />
guetes nuevos, esculturas y una amplia gama<br />
de piezas artísticas. Por ejemplo, un<br />
sistema de escaneado/fresado fue utilizado<br />
para ayudar en la creación de la infame<br />
máscara negra usada por Darte Vader en<br />
‘La guerra de las galaxias – Episodio III:<br />
La venganza del Sith’.<br />
Igualmente, los desarrolladores CAD-<br />
/CAM están ayudando a cerrar la brecha<br />
entre los artistas y las máquinas-herramienta.<br />
Un gran número de estas compañías<br />
ofrece software artístico que permite<br />
a los usuarios convertir un dibujo o bosquejo<br />
2D en una pieza artística en 3D; en<br />
seguida, el software genera los patrones<br />
apropiados de la herramienta. También<br />
está disponible un software diseñado específicamente<br />
para la industria de fabricación<br />
de joyas.<br />
Usted también puede ver este artículo en<br />
www.metalmecanica.com<br />
En Búsqueda Global digite: mm0602taller<br />
El Exact JobBOSS le sirve al<br />
equipo de Carreras de Joe Gibbs<br />
permita que le sirva a usted.<br />
Exact JobBOSS<br />
7701 o York Ave. S.,<br />
Minneapolis, MN 55435-5832<br />
952-831-7182<br />
www.jobboss.com<br />
©2006 Exact Holding North<br />
America, Inc. All rights<br />
reserved. ©2006 Joe Gibbs Racing<br />
La combinación de tecnología de escaneado 3D y fresado<br />
CNC ha sido útil para llevar las máquinas-herramienta a<br />
sitios atípicos. Este dispositivo de banco es capaz de<br />
escanear y fresar partes.<br />
Retírelo<br />
Los talleres deberían tomar nota de estas<br />
nuevas oportunidades de mecanizado, pero<br />
no necesariamente porque dichos talleres<br />
deban ahondar en estas áreas de nicho y<br />
crear sus propias líneas de producto. Esta<br />
tendencia debería reforzar en los talleres el<br />
concepto de ofrecer a sus clientes mucho<br />
más que una parte completada según espe-<br />
Envíenme GRATIS un catálogo y un CD de demostración.<br />
Quiero que me llame un representante de JobBOSS.<br />
Nombre: ________________________________<br />
Empresa:________________________________<br />
Calle: ___________________________________<br />
Ciudad, Estado, Zip:_______________________<br />
E-mail: __________________________________<br />
Servicio al Lector: 17<br />
cificaciones y a tiempo. Estas ofertas pueden<br />
significar el manejo exitoso de un mercado<br />
austero, en forma de ensamble de<br />
componentes, mecanizado combinado y fabricación<br />
bajo un solo techo, para dar a los<br />
clientes más de lo que ellos piensan que necesitan<br />
de un solo vendedor.<br />
®Reproducido de Modern Machine Shop con autorización expresa<br />
del editor.<br />
Servicio al Lector<br />
Para mayor información sobre los centros<br />
de mecanizado Office de Haas Automation<br />
en www.metalmecanica.com/servicio<br />
digite: 301<br />
Acerca del autor:<br />
Derek Korn es editor asociado de la<br />
revista Modern Machine Shop.<br />
El Exact Exact JobBOSS JobBOSS es el<br />
software software para para manejo manejo de<br />
taller taller en el cual cual confían confían la<br />
mayoría mayoría de los grandes grandes<br />
talleres talleres para para ser los primeros primeros<br />
en rentabilidad.<br />
rentabilidad.<br />
Pregúntales Pregúntales al equipo equipo de<br />
Carreras Carreras de Joe Gibbs. Gibbs. Ellos Ellos<br />
confían confían en JobBOSS JobBOSS para para<br />
mantener mantener la rentabilidad rentabilidad de<br />
su taller taller en el camino camino de la<br />
victoria. victoria. JobBOSS JobBOSS Provee Provee<br />
acceso acceso en tiempo tiempo real real para para el<br />
rastreo, rastreo, la programación programación y la<br />
información información de costos. costos. Con Con<br />
Jobboss, Jobboss, el equipo equipo de Carreras Carreras<br />
de Joe Gibbs Gibbs puede puede acelerar acelerar<br />
sus rendimientos rendimientos y ¡hacer ¡hacer<br />
rugir rugir sus beneficios beneficios como como los<br />
motores motores de sus carros! carros!<br />
PRODUCTO OFICIAL PATROCINADOR DEL<br />
EQUIPO DE CARRERAS DE JOE GIBBS<br />
22 Edición 2 - Vol. 11 - Abril/Mayo 2006 www.metalmecanica.com
EVENTOS 2006<br />
CALENDARIO<br />
23 AL 27 DE MAYO. MECÁNICA. Exposición brasileña de la industria metalmecánica.<br />
Lugar: Parque Anhembi, São Paulo, Brasil. Organiza: Alcántara Machado.<br />
Patrocinador oficial: Asociación Brasileña de la Industria de Máquinas y Equipos<br />
(Abimaq).<br />
Tel. (55 11) 826- 9111<br />
Correo electrónico: info@feimafe.com.br<br />
Contacto: Patricia Lucione<br />
23 AL 25 DE MAYO. EASTEC 2006. Exposición de máquinas-herramienta de la<br />
costa este de Estados Unidos. Lugar: Eastern States Exposition, Springfield, MA,<br />
Estados Unidos. Organiza: SME (Society of Manufactruring Engineers).<br />
Tel: +1 (313) 271- 1500<br />
Correo electrónico: exposales@sme.org<br />
18 AL 23 DE MAYO. EMAQH. Exposición argentina de la máquina-herramienta.<br />
Lugar: Predio La Rural, Buenos Aires, Argentina. Organiza: Asociación Argentina de<br />
Fabricantes de Máquinas-Herramientas (AAFMHA) y Cámara Argentina de Fabricantes<br />
de Herramientas e Instrumentos de Medición (CAFHIM).<br />
Tel. +54 (11) 437-11593<br />
Correo electrónico: emaqh@expomahe.org<br />
30 DE MAYO AL 3 DE JUNIO. FIMAQH. Feria Internacional de la Máquina-Herramienta.<br />
Centro de Exposiciones Costa Salguero, Buenos Aires, Argentina. Organizador<br />
oficial: Carmahe (Cámara Argentina de la Máquina-Herramienta, Bienes de<br />
Capital y Servicios para la Producción).<br />
Tel. +54 (11) 343-9476<br />
Correo electrónico: info@carmahe.com<br />
27 AL 30 DE JULIO. EXPOMETAL 2006. VII Exposición Internacional de Máquinas<br />
y Herramientas. Lugar: Centro Internacional de Exposiciones de Caracas, Venezuela.<br />
Organiza: Confex International Corporation<br />
Patrocinador oficial: Asociación de la Industria Metalúrgica y Minera de Venezuela<br />
(AIMM).<br />
Tel: +58 (212) 243- 6434<br />
Correo electrónico: cfunk@confex-us.com<br />
Internet: http://www.expometal.com.ve/<br />
6 AL 13 DE SEPTIEMBRE. IMTS. International Manufacturing Technology Show.<br />
La exposición bienal más grande e importante de Estados Unidos dedicada a la máquina-herramienta<br />
y al mundo de la manufactura. McCormick Place, Chicago, Estados<br />
Unidos. Organiza: AMT (Association of Manufacturing Technology) y SME<br />
(Society of Manufacturing Engineers).<br />
Tel. 1 (703) 893 2900<br />
Fax 1 (703) 893 1151<br />
Correo electrónico: amt@mfgtech.org<br />
24 AL 28 DE OCTUBRE. EUROBLECH. Feria internacional tecnológica de la<br />
transformación de la chapa. Hannover, Alemania. Organizador: Mack Brooks Exhibitions<br />
Limited.<br />
Tel. +44 (1707) 278-200<br />
Correo electrónico: enquiries@mackbrooks.co.uk<br />
1 AL 8 DE NOVIEMBRE. JIMTOF. Feria internacional japonesa de la máquina-herramienta.<br />
Tokyo Big Sight. Organiza: Asociación Japonesa de Fabricantes de Máquinas-Herramienta<br />
(JMTBA), Tokio Bif Sight.<br />
Tel. +81 (3) 5530-1333.<br />
Correo electrónico: jimtof@tokyo-bigsight.co.jp<br />
Para incluir sus eventos en este listado,<br />
envíenos la información completa a<br />
etovar@metalmecanica.com. Encuentre en<br />
www.metalmecanica.com más información<br />
sobre estos y otros eventos de la industria<br />
www.metalmecanica.com Edición 2 - Vol. 11 - Abril/Mayo 2006 23<br />
www.bigkaiser.com<br />
Visítenos<br />
en el Booth E-2005<br />
GARANTÍA<br />
ESTA ES NUESTRA<br />
Pruébenos. Mejoramos el rendimiento incluso<br />
de sus más exigentes aplicaciones o retiramos<br />
nuestros productos –sin ningún costo.<br />
Por qué somos diferentes<br />
Nos especializamos en soportar ambientes de<br />
alta precisión y alta eficiencia. No ofrecemos<br />
productos para atender todo el mercado. Este<br />
enfoque nos permite mantener un alto nivel de<br />
experiencia y estándares excepcionalmente<br />
altos para los productos que representamos.<br />
El resultado es una gama de productos<br />
superiores soportados por un equipo que sabe<br />
cómo sacar el mayor provecho de ellos.<br />
Para un rendimiento garantizado llame al 888-866-5776,<br />
e-mail bigkaiser@bigkaiser.com o ingrese a<br />
www.bigkaiser.com/mm46.htm<br />
Mayor rendimiento. Garantizado.<br />
Servicio al Lector: 18<br />
R
MECANIZADO<br />
Una reconsideración<br />
de los centros de mecanizado<br />
Una relación estable con un<br />
cliente de la industria médica le<br />
dio a este taller la oportunidad<br />
de cambiar totalmente su equipo.<br />
POR PETER ZELINSKI*<br />
Una ventaja potencial de manufacturarle<br />
a la industria médica<br />
es una demanda segura. En<br />
cualquier economía la gente<br />
querrá siempre vivir más, más saludablemente,<br />
y tener siempre mejores rodillas.<br />
Mack Tool & Engineering es un fabricante<br />
contratista de South Bend, Indiana,<br />
que sirve tanto a clientes de la industria<br />
médica como de la aeroespacial –haciendo<br />
componentes íntimos para cuerpos humanos<br />
y para sistemas de combustible y control<br />
de aeronaves–. El mecanizado CNC es<br />
la principal competencia del taller, y parte<br />
de la experiencia que posee está basada en<br />
el mecanizado de formas complejas a partir<br />
de barras sólidas, de modo que los clientes<br />
no tienen que usar fundición ni forja.<br />
En contraste con el trabajo médico, el<br />
negocio aeroespacial del taller no es tan seguro.<br />
Cualquier número de factores puede<br />
ocasionar la caída de la demanda. La solidez<br />
militar puede declinar, las administraciones<br />
políticas pueden cambiar y las aerolíneas<br />
pueden quebrar en tiempos difíciles.<br />
Y aun cuando el trabajo continúa, es posible<br />
que los márgenes no, porque los clientes<br />
en este sector frecuentemente presionan<br />
por concesiones en el precio. Los ingresos<br />
son incluso menos consistentes que<br />
el mismo trabajo.<br />
Esta clase de inconsistencia lleva a un<br />
dilema común. Mientras un taller puede<br />
desear atender mejor a sus clientes con<br />
equipo diferente, no puede comprar ese<br />
equipo sin la expectativa de un flujo de ingresos<br />
que cubra los gastos.<br />
El operador puede añadir más valor y generar más ingresos al taller, cuando el equipo es moderno.<br />
Para Mack Tool, el trabajo médico<br />
ayudó a resolver ese dilema. Para ser más<br />
específicos, Mack Tool sirve normalmente<br />
sólo a un cliente en esa industria, pero el<br />
cliente ha probado ser una fuente de negocio<br />
en la que el taller puede confiar durante<br />
un período de años. Para continuar mejorando<br />
su servicio a ese cliente, hace mucho<br />
tiempo el taller tomó la decisión de invertir<br />
con agresividad los ingresos provenientes<br />
de este trabajo, de nuevo en las propias<br />
capacidades del taller. Ese compromiso<br />
probó ser un instrumento para el éxito del<br />
taller. Las demandas del mecanizado médico<br />
y del mecanizado aeroespacial son tan similares,<br />
que las capacidades que aplican en<br />
uno, aplican también en el otro. Esas capacidades<br />
mejoradas finalmente hicieron más<br />
atractivo el taller para los clientes de ambas<br />
industrias, y esas capacidades también<br />
equiparon mejor el taller para satisfacer las<br />
demandas en precio de los clientes de la industria<br />
aeroespacial.<br />
¿Qué tan agresivamente invierte el<br />
taller? Lo suficiente como para que la justificación<br />
nunca sea un problema. Por ejemplo,<br />
el vicepresidente de ingeniería, Paul<br />
Hartz, comenta que intentó documentar<br />
los ahorros que resultarían de abandonar el<br />
sistema CAD/CAM existente en el taller en<br />
pro de uno más costoso, pero finalmente,<br />
no pudo predecir a cuánto ascenderían esos<br />
ahorros. Entonces compró el software de<br />
todos modos. Para usar sus palabras, adoptar<br />
la tecnología más capaz es simplemente<br />
“el camino a seguir”.<br />
Él aprendió esa lección con la experiencia.<br />
Una de las vivencias que le ayudó a<br />
aprender el valor de la tecnología fue el dramático<br />
cambio del taller en la forma como<br />
fabricaba sus partes. Mack Tool generalmente<br />
hacía partes de vanguardia en máquinas<br />
de bajo costo, usando centros de mecanizado<br />
vertical con mesas rotatorias inclinables<br />
para producir intrincadas características<br />
por fresado en ángulos complejos.<br />
24 Edición 2 - Vol. 11 - Abril/Mayo 2006 www.metalmecanica.com
DMG – innovative technologies<br />
DMG - volando hacia el éxito!<br />
¡eficacia en productividad y calidad!<br />
El máximo rendimiento con una pequeña inversión. ¡CTX 210/310/410/510<br />
y DMC 635/835/1035 V como garantía de sus beneficios!<br />
CTX 310 V3 desde: USD 94,900<br />
(con herramientas motorizadas<br />
incl. Fanuc 32i o como opción Siemens 840D<br />
y Heidenhain Plus IT)<br />
Encontrará todas las novedades triunfales en:<br />
www.dmgmexico.com<br />
DMG México S.A. de C.V. Boulevard Díaz Ordaz No. 124, Colonia Santa María Monterrey<br />
Nuevo León 64650 México. Tel.: (+52) 81 / 8378-2900, Fax: (+52) 81 / 8378-6652<br />
DMC 635 V desde: USD 71,900<br />
(incl. Siemens 840D o como opción<br />
Heidenhain iTNC 530 y Fanuc 32i)<br />
Los precios están indicados en dólares estadounidenses y están sujetos a modificaciones sin previo aviso. Reservado el derecho de discontinuación de los productos indicados sin previo aviso. Los productos están sujetos a su<br />
disponibilidad. Las máquinas representadas pueden contener opciones, accesorios y variantes de control CNC que tienen un recargo adicional sobre el precio. Los precios indicados están sujetos a nuestros Términos y<br />
Condiciones Generales.<br />
M ONTFORT ADVERTISING<br />
Servicio al Lector: 19
Hartz estaba orgulloso de la capacidad que<br />
tenía su taller para percibir el potencial de<br />
las máquinas de bajo costo de esta forma.<br />
Pensaba que usar centros horizontales costosos<br />
era ilógico. ¿Por qué comprar una máquina<br />
horizontal por una cantidad de dinero<br />
con la que se podría comprar, a cambio,<br />
cuatro máquinas verticales?<br />
Servicio al Lector: 20<br />
MECANIZADO<br />
Pero el taller compró una horizontal<br />
de todas formas, sólo por ver qué pasaría.<br />
Ahora hay cinco centros de mecanizado<br />
horizontales en el taller. Y, además, está<br />
casi terminando su transición de los trabajos<br />
de vanguardia lejos de las máquinas<br />
anteriores.<br />
LOS BALEROS<br />
DE HUSILLO DE<br />
RECTIFICADO QUE<br />
NO DESGASTEN<br />
Los baleros de husillo STAT ® patentados por<br />
TOYODA son una mezcla híbrida de efectos<br />
hidrostáticos e hidrodinámicos diseñados para<br />
eliminar fricción, desgaste y vibración. Con<br />
mayor estabilidad y duración que los baleros<br />
de husillo convencionales Uds. pueden estar<br />
confiados que contarán con costos de<br />
mantenimiento bajos y acabados de piezas superiores. Asegurado en<br />
miles de aplicacciones mundial. Aprende mas en: www.toyoda.com/stat.<br />
www.toyoda.com/stat<br />
Un cambio<br />
La mentalidad cambió. Hartz creía que<br />
tener más máquinas significaba, obviamente,<br />
más capacidad. Sí, algunas máquinas<br />
son más eficientes que otras, pero en la<br />
superficie, no parecía que ninguna máquina<br />
horizontal pudiera ofrecer la eficiencia<br />
suficiente para justificar una diferencia de<br />
cuatro veces el precio.<br />
Comenta que este análisis subestimó<br />
las mejoras en eficiencia esperando bajo la<br />
superficie. Una vez se introdujo el primer<br />
centro horizontal en el proceso, el taller<br />
comenzó a reconocer cómo la transición<br />
de una máquina vertical a una horizontal<br />
podría afectar no sólo el tiempo de ciclo y<br />
los alistamientos, sino también la inspección,<br />
el tiempo de puesta en el mercado y<br />
el flujo de trabajo. El beneficio completo<br />
no era para buscar en detalles como las especificaciones<br />
y los pallets únicamente, sino<br />
también en la oportunidad de volver a<br />
imaginarse completamente el proceso.<br />
¿Por qué comprar una horizontal? El<br />
precio de la máquina puede verse desde<br />
un ángulo diferente, afirma Hartz. La<br />
mayoría de horizontales del taller son máquinas<br />
Mazak PFH4800 de cuatro ejes. Él<br />
comenta que con las tasas de interés actuales,<br />
si se hubiera comprado una máquina<br />
vertical en lugar de una de estas máquinas,<br />
la diferencia de precio sería de unos<br />
US$2.500 por mes. Con el pago mensual<br />
de US$2.500 más, el taller obtiene una larga<br />
lista de beneficios.<br />
Aquí algunos de los beneficios que él<br />
ha encontrado:<br />
1. Dos pallets por máquina<br />
Cargar una parte en una mesa rotatoria<br />
montada sobre un centro de mecanizado<br />
vertical solía interrumpir el mecanizado.<br />
Con uno horizontal, el operador alista una<br />
parte mientras la parte actual está en trabajo.<br />
La máquina ahorra más de su tiempo<br />
cortando.<br />
2. Uso más eficiente del trabajo<br />
Con centros horizontales, menos máquinas<br />
hacen el mismo trabajo. Eso significa<br />
menos operadores haciendo el mismo trabajo.<br />
26 Edición 2 - Vol. 11 - Abril/Mayo 2006 www.metalmecanica.com
México<br />
HI-TEC DE MÉXICO, S.A. DE C.V.<br />
Ciudad de México, 52-55-5565-9008<br />
Monterrey, 52-818-145-0473<br />
Guadalajara, 52-333-810-2403<br />
Querétaro, 52-442-215-8829<br />
www.hitec.com.mx/<br />
Central America<br />
CORPORACIÓN SIGMA S.A. DE C.V.<br />
Honduras, 504-237-4360<br />
Chile<br />
PRINMEC CIA. LTDA<br />
Santiago, 56-2-556-6818<br />
Ecuador<br />
EMSAT ECUADOR<br />
Quito, 571-258-0919<br />
Brasil<br />
SARTIEC,LTDA<br />
Sao Paulo, 55-11-4898-8588<br />
www.sartiec.com.br<br />
Born on a Haas.<br />
EL EC-300 HORIZONTAL<br />
Recorridos (xyz) de 508 x 457 x 356 mm con pallets dobles de 300 mm<br />
Compañías de todo tipo confían en la<br />
ayuda de las máquinas-herramienta CNC<br />
de Haas para entregar bienes de calidad<br />
a un mercado exigente. No importa lo<br />
que usted haga, nosotros tenemos las<br />
máquinas que lo harán exitoso.<br />
Venezuela<br />
D & W MAQUINARIAS C.A.<br />
Caracas, 58-212-963-0684<br />
www.dwcnc.com<br />
Colombia<br />
EMSAT LTDA<br />
Bogotá, 571-633-0419<br />
571-633-0420<br />
www.emsatcolombia.com<br />
Argentina<br />
MOLINARI, S.A.<br />
Buenos Aires<br />
54-11-4521-2001<br />
www.molinari.com.ar<br />
Peru<br />
GSS E.I.R.L.<br />
Lima, 51-1-279-2014<br />
www.gssperu.com<br />
Made in the USA | www.HaasCNC.com<br />
Servicio al Lector: 21<br />
Servicio al Lector: 22
Servicio al Lector: 22<br />
MECANIZADO<br />
3. Más herramientas en el magazín<br />
Hartz afirma que el significado de esta<br />
ventaja probó ser enorme. Cada centro<br />
horizontal de Mack Tool tiene capacidad<br />
para 120 herramientas. En promedio, las<br />
partes médicas del taller requieren 35 herramientas<br />
por tarea, y las partes aeroespaciales<br />
del taller requieren mucho más que<br />
esto. Ya que ese número sobrepasa la capacidad<br />
de herramientas de cualquier máquina<br />
vertical del taller, sólo la capacidad<br />
de herramientas podía forzar al taller a<br />
dividir una parte dada en múltiples operaciones.<br />
Ahora, no sólo es posible mecanizar la<br />
parte casi completamente en un solo ciclo,<br />
¿Incentivos vs. inversión?<br />
No es uno o lo otro<br />
Mack Tool paga bonos en efectivo a sus<br />
empleados según la rentabilidad de la<br />
compañía. El taller también invierte sus<br />
ganancias en nuevos equipos y software<br />
–y la tasa de esta inversión puede ser<br />
agresiva–. Este taller hace de US$7 a<br />
US$8 millones en negocios anualmente,<br />
y ha adquirido US$4 millones en equipo<br />
nuevo CNC durante los últimos tres años.<br />
Cuando el taller paga esta cantidad en<br />
nuevas máquinas, ¿los empleados tienen<br />
razón para temer que sus bonos estén<br />
siendo gastados?<br />
Paul Hartz dice que se enfrenta con esta<br />
pregunta todo el tiempo. Para un empleado<br />
cuya experiencia y atención se enfocan<br />
en obtener una pieza particular hecha<br />
correctamente, puede ser difícil reconocer<br />
todo el bien que la compra de<br />
nuevos equipos hace por la compañía.<br />
Pero Hartz dice que la inversión y los incentivos<br />
no pueden separarse.<br />
Más equipos modernos hacen que Mack<br />
Tool sea más atractivo para los clientes.<br />
El taller tiene un margen cuando se trata<br />
de satisfacer las demandas del cliente, y<br />
en algunos casos, el trabajo adicional ha<br />
llegado a Mack Tool sólo porque el taller<br />
compró una máquina y el cliente quiso<br />
saber del equipo de vanguardia mientras<br />
estaba disponible.<br />
En conclusión, no es uno o lo otro, afirma<br />
Hartz. “Comprar nuevo equipo es la razón<br />
por la que podemos pagar los bonos”.<br />
Tres máquinas<br />
Las partes de Mack Tool son complejas,<br />
pero muchas de ellas no requieren mecanizado<br />
en cinco ejes. Para aquellas<br />
que necesitan los cinco ejes, el taller utiliza<br />
centros de mecanizado verticales de<br />
cinco ejes, que replican muchas ventajas<br />
de las máquinas horizontales del taller.<br />
Por ejemplo, cada máquina de cinco ejes<br />
Mazak Variaxis 630 del taller, ofrece<br />
pallets dobles para hacer alistamientos<br />
fuera de la zona de trabajo, además de<br />
un magazín para 120 herramientas.<br />
El taller también tiene una máquina fresa-torno<br />
Mazak Integrex. Paul Hartz dice<br />
que estos tres tipos básicos de máquinas<br />
–vertical de cinco ejes, horizontal de cuatro<br />
ejes y torno multipropósito– representan<br />
la plataforma sobre la cual el taller<br />
continuará creciendo. Con estos tres tipos<br />
de máquinas, comenta, el taller puede<br />
competir efectivamente para casi<br />
cualquier tipo de trabajo de mecanizado.<br />
28 Edición 2 - Vol. 11 - Abril/Mayo 2006 www.metalmecanica.com
Hyundai-Kia Machine America Corporation<br />
30 Murray Hill Parkway, Suite 300<br />
East Rutherford, NJ 07073<br />
Servicio al Lector: 23<br />
Llame al 201-489-2887 o entre a<br />
www.hyundai-kiamachine.com
Servicio al Lector: 24<br />
MECANIZADO<br />
también es factible transportar herramientas<br />
redundantes en el magazín, de modo<br />
que una herramienta sin filo o la fractura<br />
de una herramienta no tiene que interrumpir<br />
la producción.<br />
4. Menos inspección<br />
En muchos casos, una mejor rigidez permite<br />
que las máquinas horizontales produzcan<br />
confiablemente características que<br />
de otra forma el taller tendría que medir y<br />
remecanizar. Ahora hay menos “tolerancias<br />
por verificar”.<br />
Pero aunque este no es el caso, la opción<br />
de consolidar el mecanizado de una<br />
parte en menos operaciones, produce ahorros<br />
de tiempo de inspección por sí sola. El<br />
taller debía inspeccionar una parte incompleta<br />
cuando dejaba una operación para<br />
pasar a la otra. Así, el taller medía características<br />
que no iban a existir cuando la parte<br />
estaba hecha. Hoy, esta inspección desgastante<br />
a mitad del proceso, es mucho<br />
menos común.<br />
5. Corte más pesado<br />
La rigidez mejorada de los centros de mecanizado<br />
horizontales de Mack también<br />
permite que la máquina corte más rápido<br />
y a mayor profundidad, para lograr una<br />
tasa de remoción de metal más alta.<br />
6. Tiempos de puesta más cortos<br />
Menos alistamientos, menos inspección y<br />
cortes más rápidos se combinan para hacer<br />
que el taller entregue más respuestas. El<br />
The Manufacturing World At Your Fingertips<br />
taller puede adaptarse a los cambios con<br />
mayor rapidez, y tiene mejor capacidad<br />
para cumplir las exigentes comisiones de<br />
entrega.<br />
Esta respuesta es particularmente aparente<br />
cuando el taller mecaniza prototipos,<br />
comenta Hartz. En los negocios que atiende<br />
este taller, el prototipeado es un hecho<br />
de vida, y en el pasado, este prototipeado<br />
podía ser atemorizante. El proceso de mecanizado<br />
para cualquier prototipo, por definición,<br />
no es comprobado. De modo que<br />
cuando el taller tenía que dividir una de<br />
El portal en Internet para ofrecer sus servicios de manufactura en Estados Unidos y Canadá<br />
¡Más de US$70 millones diarios en oportunidades de trabajos de manufactura!<br />
Ingrese a www.mfgquote.com e inscriba* su empresa para tener acceso a oportunidades de<br />
cotización para trabajos de mecanizado, producción de moldes, fabricación, fundición, extrusión,<br />
estampado, troquelado, ensamblaje, formado en frío, sinterización de metal, forja, entre otros.<br />
¿Cómo funciona?<br />
1. El comprador publica una solicitud de cotización en MfgQuote, sin ningún costo<br />
2. El proveedor registrado en el sistema de MfgQuote presenta su propuesta<br />
3. El comprador revisa las cotizaciones para tomar la decisión final con base en precios, calidad y tiempo de entrega<br />
Para mayor información sobre el funcionamiento de MfgQuote visite: www.metalmecanica/showrooms<br />
*La membresía tiene un costo anual (el portal está disponible sólo en inglés).<br />
Este centro de mecanizado vertical de cinco ejes ofrece<br />
360 grados de recorrido en un eje rotatorio y 150 grados<br />
en el otro.<br />
estas partes en cuatro o cinco operaciones<br />
diferentes, era probable que dos o tres operaciones<br />
ya estuvieran hechas. Para entonces,<br />
el taller había hecho una gran inversión<br />
en la pieza, y ya había usado mucho<br />
del tiempo de puesta disponible. Si la<br />
siguiente operación desechaba la parte, toda<br />
esa inversión y ese tiempo eran una<br />
pérdida.<br />
Hoy, el temor a los prototipos se ha<br />
ido. “Ahora que tenemos 120 herramientas<br />
en el magazín, puedo saber con gran<br />
rapidez si nuestro proceso producirá una<br />
parte buena”, afirma Hartz.<br />
®Reproducido de Modern Machine Shop con autorización expresa<br />
del editor.<br />
Servicio al Lector<br />
Para mayor información sobre el centro de<br />
mecanizado horizontal PFH4800 de Mazak<br />
en www.metalmecanica.com/servicio<br />
digite: 304<br />
Acerca del autor:<br />
Desde hace ocho años, Peter Zelinski<br />
colabora con la casa editorial de Gardner<br />
Publications. En la actualidad es el<br />
editor ejecutivo de la revista Modern<br />
Machine Shop.<br />
Usted también puede ver este artículo en<br />
www.metalmecanica.com<br />
En Búsqueda Global digite: mm0602centros<br />
30 Edición 2 - Vol. 11 - Abril/Mayo 2006 www.metalmecanica.com
TORNEADO<br />
DE ALTA<br />
PRODUCTIVIDAD<br />
GRADOS TP Y TK TRIPLE CERO<br />
Para acero, aceros inoxidables<br />
y hierro<br />
Estos grados con recubrimiento<br />
MTCVD le ayudarán a<br />
lograr máxima productividad,<br />
en aplicaciones con velocidades<br />
altas y grandes avances,<br />
brindando una vida de herramienta<br />
larga y predecible.<br />
■ TP1000/TP2000/TP3000 para acero y<br />
aceros inoxidables.<br />
■ TK1000/TK2000 para toda la gama de hierros<br />
grises y dúctiles.<br />
Secolor facilita la selección y aplicación del inserto.<br />
Servicio al Lector: 26<br />
Secolor: La elección es fácil.<br />
www.secocarboloy.com/insertoffer<br />
800-832-8326<br />
Servicio al Lector: 26<br />
PONGANOS A PRUEBA Y<br />
PRUEBE LO MEJOR<br />
GRATIS
TRABAJO DE CHAPA<br />
La clave de la servoalimentación<br />
en el estampado<br />
Esta empresa mexicana<br />
encontró nuevas soluciones<br />
en la productividad<br />
del procesamiento de bobinas<br />
“sin rayones”<br />
POR EL EQUIPO EDITORIAL DE METALMECANICA<br />
Enfrentadas con retos desafiantes<br />
en la productividad y calidad<br />
del estampado, las plantas<br />
de estampado y ensamble de<br />
Cooper Lighting, en Monterrey, México,<br />
se vieron forzadas a renovar y mejorar las<br />
técnicas y los equipos de manufactura. Específicamente,<br />
tuvieron que buscar equipos<br />
precisos de servoalimentación para<br />
prensas con el fin de reemplazar sus antiguas<br />
líneas neumáticas de alimentación<br />
para una docena de prensas mecánicas que<br />
podían aumentar su marcha.<br />
El resultado final de este cambio buscaba<br />
cumplir con los volúmenes de producción<br />
siempre crecientes y los ajustados<br />
programas de entrega. Además, necesitaban<br />
flexibilizar sus procesos para correr<br />
hasta cuatro o cinco números diferentes de<br />
parte por turno y ser eficientes de manera<br />
que lograran de diez a doce cambios de<br />
bobina por turno en cada prensa. Y su reto<br />
más importante era la prioridad de procesar<br />
superficies de material pintadas o pulidas,<br />
libres de rayones.<br />
Cómo se inició la empresa<br />
Los orígenes de Cooper Lighting se remontan<br />
a 1956, cuando se fundó Halo<br />
Lighting Company con el propósito de<br />
manufacturar accesorios para iluminación.<br />
Halo fue comprada por McGraw<br />
Edison, que en 1985 fue adquirida por<br />
Cooper Industries. Cooper Lighting se<br />
fundó en 1987.<br />
Desde sus modestos inicios, con instalaciones<br />
pequeñas y seis líneas de productos,<br />
Cooper Lighting fue creciendo hasta<br />
lograr una posición de reconocimiento en<br />
la industria internacional. Actualmente,<br />
Cooper Lighting, con sede principal en<br />
Peachtree City, Georgia, Estados Unidos,<br />
es un fabricante líder de alumbrados para<br />
carreteras y luces empotradas, y uno de los<br />
fabricantes más grandes de luces incandescentes,<br />
fluorescentes, H.I.D., de salida, de<br />
emergencia, deportivas, decorativas y para<br />
ambientes complejos. La empresa está<br />
compuesta por 13 divisiones con diez instalaciones<br />
de producción en Estados Unidos,<br />
Canadá y México.<br />
Cumplir con los retos del estampado<br />
En abril de 2000, Cooper Lighting introdujo<br />
su operación de estampado en Monterrey,<br />
México. Desde el principio, ellos<br />
enfrentaron grandes retos: producir<br />
10.000 o más partes por año; buscar la flexibilidad<br />
para programar partes de una<br />
prensa a otra; estampar superficies de material<br />
pintado o pulido sin rayones; mejorar<br />
la efectividad en los cambios de bobina<br />
e incrementar las tasas de producción para<br />
satisfacer la demanda de sus clientes.<br />
Pronto se dieron cuenta que con sus alimentadores<br />
neumáticos de bobinas no lograrían<br />
encontrar soluciones para cumplir<br />
estos retos. En palabras sencillas, tuvieron<br />
un efecto limitante y dramático en las tasas<br />
SPM, que causaban rayones en los materiales<br />
pintados y pulidos, producían constantes<br />
fracturas de las matrices, y además<br />
reparaciones.<br />
El área de estampado de Cooper Lighting<br />
utiliza varios tipos de prensas: Komatsu,<br />
Clearing, Williams-White y Clearing-Niagara,<br />
con capacidades desde 300<br />
hasta 600 toneladas. Sus nuevos logros en<br />
productividad y calidad están amarrados a<br />
las líneas de alimentación serie ServoMaster<br />
de Coe Press Equipment, que la empresa<br />
adquirió con el fin de mejorar varios<br />
de sus procesos.<br />
A2 Edición 2 - Vol. 11 - Abril/Mayo 2006 www.metalmecanica.com
Servicio al Lector: 27
Servicio al Lector: 28<br />
TRABAJO DE CHAPA<br />
Estas líneas están diseñadas en esquemas<br />
convencionales a fin de brindar el<br />
grado más alto de velocidad de procesamiento<br />
y flexibilidad para las operaciones<br />
de estampado. Las líneas están configuradas<br />
con la serie ServoMaster de alimentadores<br />
de rodillo, enderezadores de potencia<br />
para servicio pesado, carretes para bobinas<br />
tipo pull-off con capacidad hasta de<br />
20.000# y carritos hidráulicos para transporte<br />
de bobinas. Estos alimentadores de<br />
rodillo, que proveen un desempeño rápido<br />
y preciso, reemplazan los alimentadores<br />
neumáticos antiguos.<br />
Los alimentadores y enderezadores<br />
vienen configurados con rodillos de cromo<br />
pulidos para eliminar los problemas con<br />
rayones sobre las superficies del material<br />
pintado o pulido. Además, los rodillos catenarios<br />
y las superficies roscadas tienen<br />
un recubrimiento con materiales de nailon<br />
Koat-a-Roll para prevenir el daño del<br />
material. Muchas de las líneas emplean<br />
mesas de roscado sin intervención manual,<br />
con superficies cubiertas en nailon.<br />
Enrique Barella, gerente de ingeniería<br />
de Cooper, explica porqué seleccionaron<br />
las líneas de alimentación Coe: “Los alimentadores<br />
ServoMaster de dos rodillos<br />
nos dan la capacidad de procesar una amplia<br />
gama de materiales, con diferentes espesores<br />
y anchos. Los materiales incluyen<br />
aluminio, acero y acero galvanizado. Los<br />
alimentadores son fáciles de ajustar y alistar,<br />
lo cual es muy importante porque necesitamos<br />
hacer cambios rápidos de bobinas<br />
y las partes. También están diseñados<br />
para alimentar nuestros materiales, pintados<br />
o pulidos, sin rayarlos o dañarlos”.<br />
En Cooper, la eficiencia en los cambios<br />
y la capacidad de desarrollar alistamientos<br />
rápidos para la alimentación de las prensas<br />
son necesidades imperiosas: 61.000 números<br />
de parte fluyendo por la planta y cerca<br />
de 10.000 producidos con operaciones de<br />
estampado lo exigen.<br />
Barella comenta que tienen alrededor<br />
de 250 matrices que operan en 12 prensas,<br />
y necesitan estar activas procesando partes<br />
durante 80% y 90% del tiempo. “Necesitamos<br />
ser muy flexibles con nuestra capacidad<br />
para cambiarlas si nos avisan inesperadamente.<br />
Por ejemplo, un solo alistamiento<br />
de matriz tiene la capacidad de correr<br />
entre uno y cuatro números de parte<br />
simultáneamente (es el caso de un balasto<br />
en longitudes diferentes)”.<br />
La clave es ir más rápido<br />
Barella cuenta que su principal necesidad<br />
era incrementar la producción de partes,<br />
con tasas de procesamiento más rápidas y<br />
tiempos mínimos de cambio para las bobinas<br />
y las tareas. Ellos han logrado duplicar<br />
e incluso triplicar el rendimiento SPM anterior<br />
en las operaciones de estampado.<br />
Muchas tareas pueden ir de 25 a 75 carreras<br />
por minuto, únicamente con ajustes mínimos.<br />
“Si queremos incrementar nuestra ve-<br />
A4 Edición 2 - Vol. 11 - Abril/Mayo 2006 www.metalmecanica.com
El sistema de sujeción SWISSCUT, diseñado para tornos automáticos tipo suizo, es cada<br />
vez más popular en todo el mundo. Estas herramientas son reconocidas por sus mecanismos<br />
de sujeción ergonómicos y su fácil manejo. Es un sistema de sujeción de alta precisión<br />
diseñado para trabajar de manera confiable en espacios reducidos y con cargas de<br />
trabajo pesadas, sin interferir con otras herramientas en la torreta durante su operación.<br />
Estos beneficios justifican el gran éxito de la familia de productos SWISSCUT.<br />
Invertimos una gran cantidad de horas/<br />
hombre en la ingeniería y el diseño<br />
de los portaherramientas SWISS-<br />
CUT, para poder garantizar un contacto<br />
fácil y ergonómico con la placa<br />
de montaje. El portaherramientas posee<br />
características de sujeción frontal<br />
y posterior, ambas sujetan los insertos<br />
de diseño único con exactitud. Los<br />
prismas de sujeción inferior y posterior<br />
de cada portaherramientas ofrecen<br />
mayor estabilidad y un posicionamiento<br />
preciso de los insertos, particularmente<br />
cuando se aplican cargas<br />
de gran esfuerzo de corte, o para operaciones<br />
de torneado en direcciones<br />
alternantes. Las principales ventajas de la utilización de estos portaherramientas son<br />
que es posible sujetarlos sin retirar el portaherramientas de la torreta de la máquina, así<br />
como sujetar y liberar el inserto desde ambos lados del portaherramientas.<br />
El mecanismo de sujeción posterior que utiliza la familia SWISSCUT de Iscar es único<br />
en su tipo. Este mecanismo de sujeción consiste de un buje roscado y de un tornillo que<br />
se presiona hacia el alojamiento a través del buje roscado.<br />
Adicionalmente, el tornillo de apriete es fijo, lo que evita que éste caiga del alojamiento<br />
durante los cambios de herramienta. Una opción alternativa de la sujeción de<br />
SWISSCUT es la sujeción al frente, que consiste de una versión semi-estándar de portaherramientas<br />
sin el buje roscado.<br />
Los insertos SWISSCUT se fabrican en un grado IC1008, que consiste de un sustrato<br />
submicrón con capas de recubrimiento de TiAlN y TiN PVD. Esta combinación garantiza<br />
un excelente desempaño en las operaciones de maquinado, así como una larga<br />
vida útil de la herramienta. El grado IC1008 demuestra gran tenacidad con una dureza<br />
relativamente alta, ideal para aplicaciones de maquinado excepcionalmente pequeñas.<br />
Además, éste grado ofrece una sorprendente resistencia al amuescamiento y al recrecimiento<br />
de filo.<br />
La familia de productos SWISSCUT de Iscar ofrece siete geometrías de insertos para<br />
un mayor desempeño en el maquinado:<br />
SCI… 6…-NP Inserto SWISSCUT para Torneado/ranurado<br />
El inserto se diseñó para aplicaciones de ranurado, torneado longitudinal en una sola<br />
dirección, planeado y tronzado para partes de hasta 16 mm de diámetro.<br />
SCI… 6…-A Inserto SWISSCUT para torneado longitudinal<br />
Los insertos están equipados con un conformador de viruta abierto que ofrece un excelente<br />
control de viruta al maquinar aleaciones de acero y materiales dúctiles.<br />
Member IMC Group<br />
Iscar presenta su nueva familia<br />
de insertos y sistemas de sujeción SWISSCUT<br />
PUBLIRREPORTAJE<br />
SCI… 6…-B Inserto SWISSCUT para el torneado en retroceso de acero.<br />
La cara de desprendimiento, súper impuesta en el inserto, esta equipada con un conformador<br />
de viruta y posee un ángulo de desprendimiento positivo para el control óptimo<br />
de la viruta durante operaciones de torneado longitudinal y de perfilado de acero<br />
y acero inoxidable.<br />
SCI… 6…-E Inserto SWISSCUT para el torneado en retroceso de materiales no<br />
ferrosos<br />
Este inserto de torneado en retroceso se diseñó para operaciones de torneado longitudinal<br />
y perfilado para materiales no-ferrosos posee una cara de desprendimiento plana<br />
con un gran un ángulo de desprendimiento positivo.<br />
SCI… 6…-MT Inserto SWISSCUT para roscado<br />
El inserto fue diseñado para aplicaciones de roscado a mano derecha e izquierda con<br />
una rosca métrica de 60° (MT estándar).<br />
SCI… 6…-…R/L Inserto SWISSCUT para tronzado<br />
Los insertos fueron diseñados para aplicaciones de tronzado, utilizando un ángulo de<br />
aproximación y un conformador de viruta profundo para el eficiente control de viruta.<br />
SCI… 6…-…N Inserto SWISSCUT para ranurado<br />
Fueron diseñados para aplicaciones de ranurado con un excelente desempeño, gracias<br />
a su conformador de viruta especial para la formación de viruta en segmentos curvos.<br />
A continuación mencionamos las condiciones de maquinado recomendadas para operaciones<br />
de torneado y planeado de componentes de un ancho menor a los 16mm con herramientas<br />
SWISSCUT: Velocidades de corte bajas a medias, tasas de avance de bajas a medianas,<br />
dependiendo de la geometría del inserto y de la calidad del acabado superficial requerido.<br />
Esta amplia gama de condiciones de maquinado cubre todas las opciones para el maquinado<br />
de acero al carbono, acero templado, aceros inoxidables austeníticos, aleaciones termorresistentes,<br />
incluyendo el corte interrumpido y otras condiciones de corte poco favorables.<br />
Se puede obtener más información en nuestro catálogo de torneado o contactando a su<br />
representante de ventas ISCAR local. Para un mayor voladizo, ranuras más profundas y el<br />
tronzado de grandes diámetros, se recomiendan los sistemas de DO-GRIP o CUT-GRIP.<br />
En resumen; el cambio de insertos en los tornos<br />
automáticos tipo suizo solía ser un proceso tardado<br />
debido al poco espacio y la distribución de<br />
las herramientas dentro de la máquina, un impedimento<br />
que hacía necesario retirar la placa<br />
de montaje. Tomando en consideración estas<br />
condiciones, ISCAR desarrolló un sistema que<br />
acelera la operación de cambios de insertos de<br />
carburo en tornos tipo suizo. La técnica de<br />
ISCAR permite el fácil acceso a los insertos. Éstos<br />
se pueden apretar sin esfuerzo desde los laterales<br />
o el frente del portaherramientas. Adicionalmente,<br />
la familia de productos SWISSCUT<br />
de ISCAR ofrece la sujeción más efectiva, económica y de mejor desempeño para los<br />
talleres de tornos tipo suizo. La familia de productos SWISSCUT es considerada a<br />
nivel mundial como la mejor solución de ingeniería para el maquinado de partes pequeñas,<br />
de un diámetro de hasta 16mm. El maquinado de aplicaciones de un mayor tamaño<br />
requiere del uso de otras familias de productos ISCAR.<br />
www.metalmecanica.com Edición 2 - Vol. 11 - Abril/Mayo 2006 A5<br />
Servicio al Lector: 57
locidad en la prensa, el equipo Coe nos<br />
ayuda con su alistamiento y sus ajustes. De<br />
esa manera, los alimentadores de prensa y<br />
los enderezadores Coe nos apoyan bastante,<br />
especialmente cuando necesitamos ajustar<br />
sólo la progresión en la alimentación para<br />
un cambio del número de parte”.<br />
Para un trabajo específico de un reflector<br />
de luz, Barella explica que el acero debe<br />
mantenerse a una longitud exacta con<br />
la alineación apropiada cuando fluye a lo<br />
largo de la prensa. “Si no está enderezado<br />
de manera adecuada, se moverá incorrectamente<br />
dentro de la prensa, produciendo<br />
rayones, generando tiempos muertos y,<br />
posiblemente, rompiendo el ajuste de la<br />
matriz. Por eso, el enderezamiento del<br />
acero es crítico”. La producción de este<br />
trabajo ha crecido de un tiempo de ejecución<br />
de 25 SPM a 70 SPM. Según Barella,<br />
el equipo de Coe les da la flexibilidad para<br />
mantener el nivel de metal y operar a velocidades<br />
más altas. “También nos permite<br />
desacelerar el proceso cuando se estampan<br />
partes de aluminio o acero pintado o puli-<br />
Servicio al Lector: 29<br />
TRABAJO DE CHAPA<br />
Quite las rebabas<br />
con sólo una pasada.<br />
(¡Y de ambos lados!)<br />
El tiempo es oro y el desbarbador de<br />
orificios de sólo una pasada de E-Z Burr<br />
le ahorra ambos – tiempo y dinero.<br />
Además de un acabado suave y libre de rebabas,<br />
la serie de carburo de E-Z Burr se caracteriza por:<br />
• Rápido cambio del inserto con la<br />
herramienta aún en la máquina.<br />
• Presión de corte ajustable.<br />
• Desbarbado y chaflanado a tres veces<br />
la velocidad de HSS.<br />
• Carburo revestido en TiN (estaño) que<br />
dura cinco veces más que HSS.<br />
• Durabilidad sólida del árbol.<br />
• Entrega inmediata de amplios inventarios<br />
de productos estándar.<br />
• Rápido procesamiento de productos<br />
fabricados a medida y especiales.<br />
Satisfacción garantizada.<br />
Nortec de México<br />
Distribución amplia de la república<br />
462-623-1586<br />
Fax: 462-623-1301<br />
www.ezburr.com/mm<br />
do para asegurar que ninguna superficie<br />
se esté dañando, además de que mantiene<br />
velocidades más altas que antes”.<br />
En otra tarea durante el tiempo de esta<br />
visita, Barella explicó que hay otras ganancias<br />
en productividad: “Podemos acelerar<br />
hasta 45 SPM, comparado con los 25 SPM<br />
que teníamos antes. Así se obtiene casi el<br />
doble de la producción. Y no es sólo la velocidad<br />
que se gana con el equipo, también<br />
es la calidad que se obtiene en las partes.<br />
De modo que allí tampoco hay ningún<br />
sacrificio”.<br />
Algunas de las líneas convencionales<br />
están especificadas con un hueco doblado<br />
a fin de almacenar el material inactivo, necesario<br />
para longitudes de alimentación<br />
largas. Esto es importante para una operación<br />
suave del sistema de alimentación de<br />
bobinas y una operación continua de la<br />
prensa, especialmente para estampar las<br />
partes del balasto que tienen longitudes de<br />
alimentación más largas. Para hacer esto,<br />
él dice que debe haber buena comunicación<br />
entre el equipo Coe y la prensa. “Ya<br />
que operamos cuatro marcas diferentes de<br />
prensas, apreciamos el hecho que el equipo<br />
Coe nos haya evitado problemas, integrando<br />
y comunicándose con cualquiera<br />
de ellas. Las líneas de alimentación Coe<br />
operan bien en nuestras operaciones progresivas<br />
de estampado con matriz, porque<br />
incluso si se incrementa la velocidad de la<br />
prensa de 25 SPM a 75 SPM, no se pierde<br />
la precisión en la progresión (como sí sucede<br />
con alimentadores neumáticos u otros<br />
servoalimentadores)”, afirma Barella.<br />
Mejorar el proceso con gran variedad<br />
de trabajos y materiales<br />
Otra manera como Coe Press le ayuda a<br />
Cooper Lighting a incrementar la eficiencia<br />
en su producción consiste en mantener<br />
sus máquinas elaborando partes, minimizando<br />
tiempos de alistamiento y otros<br />
tiempos muertos. Minimizar el tiempo de<br />
cambio de bobinas y optimizar el tiempo<br />
de alistamiento son retos críticos cuando se<br />
introduce una nueva bobina o parte en la<br />
línea. Los servoalimentadores están regulados<br />
por el controlador ServoMaster de<br />
Coe, que controla todas las funciones del<br />
servoalimentador y almacena la información<br />
recibida de cada tarea para cada número<br />
de parte en una prensa. “De especial<br />
importancia es cómo logramos un entrenamiento<br />
rápido con los nuevos operarios,<br />
así como la facilidad de movimiento de los<br />
trabajos, de una prensa a otra”, comenta<br />
Barella.<br />
A6 Edición 2 - Vol. 11 - Abril/Mayo 2006 www.metalmecanica.com
Servicio al Lector: 30
TRABAJO DE CHAPA<br />
Para incrementar el tiempo productivo<br />
de la prensa, los carros de bobinas están<br />
preestacionados con la siguiente bobina<br />
mientras el carrete termina de colocar el<br />
material. Una vez centrada la siguiente<br />
bobina y cargada apropiadamente en el<br />
mandril, sólo se necesitan cambios menores<br />
en los ajustes para el ancho del material,<br />
ajustes en la profundidad del rodillo del<br />
enderezador y la altura de la línea de paso.<br />
Toneladas de pequeñas bobinas<br />
Existen algunas limitaciones observadas por<br />
ellos con su esquema en la línea de estampado,<br />
especialmente con el peso limitado en<br />
las bobinas. “No podemos procesar bobinas<br />
grandes, porque no tenemos la capacidad de<br />
moverlas con un montacargas, comenta<br />
Barella. Utilizamos una grúa para descargarlas<br />
de un camión, pero debido a nuestras<br />
limitaciones de espacio estamos forzados a<br />
usar un montacargas para moverlas del área<br />
de almacenamiento a las líneas de prensas.<br />
De modo que cada bobina no puede pesar<br />
más de 20.000 libras. Por ello, cargamos<br />
nuevas bobinas, en promedio 10 a 12 veces<br />
por turno. La prensa necesita ser ajustada<br />
cada vez que se carga una nueva bobina.<br />
También tenemos que cada bobina es diferente,<br />
y pueden tener problemas como<br />
ondulaciones, curvaturas y áreas de centro<br />
cóncavas o convexas. Y si no se tiene una<br />
buena línea de alimentación, se presentarán<br />
demasiados problemas con el alistamiento y<br />
la consecución de partes precisas”.<br />
Barella cuenta que ellos procesan unas<br />
360 bobinas por mes, que pesan en promedio<br />
de 16.000 a 20.000 libras. Cooper<br />
Lighting corre diferentes tipos de materiales<br />
en la misma prensa, tanto en acero<br />
como en aluminio. A menudo, tienen que<br />
asegurarse de que los rodillos en el enderezador<br />
y el alimentador estén limpios<br />
antes de manejar los diferentes materiales<br />
preterminados. El acero varía en espesores<br />
de 0,023” a 0,032” y el aluminio desde<br />
0,014” hasta 0,017”. “Podemos comenzar a<br />
operar con el material de 0,032” de espesor<br />
en una prensa y luego cambiar a 0,026”.<br />
Sólo necesitamos ajustar la altura de la<br />
matriz contra la prensa y hacer un ajuste<br />
pequeño en los alimentadores; eso es todo.<br />
No tenemos mayores problemas tratando<br />
de ajustar el alimentador. De igual forma,<br />
la progresión de cualquier parte que usamos<br />
puede ser ajustada en el display de<br />
control, lo cual nos ayuda a tener cambios<br />
más rápidos”, explica Barella.<br />
Debido a que los materiales preterminados<br />
son más costosos, la reducción de<br />
rayones todavía es más crítica que si se trabajan<br />
aceros estándar. Y Barella sostiene<br />
que los alimentadores de rodillos y los enderezadores<br />
de Coe les ayudan a reducir<br />
drásticamente los niveles de rayaduras.<br />
“Por ejemplo, cuando trabajamos partes<br />
de aluminio, podemos programar el equipo<br />
para que pare después de 1.000 carreras<br />
para una inspección de calidad del alistamiento<br />
de la matriz y del equipo de alimentación,<br />
con el fin de realizar una limpieza<br />
si es necesario. Esto evita una gran<br />
cantidad de rayones cuando hay problemas<br />
con un punzón roto o una parte que<br />
se mueve de nuestra alineación. Y podemos<br />
hacerlo rápida y eficientemente”.<br />
“Tenemos material que podría considerarse<br />
muy especial, como nuestro material<br />
espejo, usado para algunas persianas<br />
de lámparas fluorescentes. También tenemos<br />
materiales con un acabado espejo y<br />
una cubierta plástica para protección. El<br />
ajuste que logramos en los enderezadores<br />
Coe para los rodillos es tan preciso que podemos<br />
estar seguros de que el plástico no<br />
se sale del material cuando pasa a través<br />
del alimentador y del enderezador”, menciona<br />
Barella.<br />
Mejor desempeño<br />
de los alimentadores<br />
Cuando se procesan materiales pintados o<br />
pulidos, la tecnología de servoalimentación<br />
de Coe les ayuda a reducir los rayones<br />
debido a la pérdida de progresión durante<br />
el proceso de alimentación de bobinas. Los<br />
anteriores alimentadores neumáticos usaban<br />
sujetadores laterales para mover la<br />
bobina, que generalmente se resbalaban y<br />
resultaban en exceso de alimentaciones<br />
erróneas y tiempos muertos. El tiempo<br />
productivo y las velocidades de procesamiento<br />
fueron los principales factores para<br />
reemplazar aquellos alimentadores neumáticos.<br />
Barella explica que el borde hendido<br />
del acero puede perder la abrazadera<br />
que sostiene la cinta.<br />
Esto hace que la cinta se mueva en la<br />
prensa y se pierda progresión, fuera del<br />
riesgo de un doble golpe. Además, ya que<br />
la prensa puede acelerarse rápidamente,<br />
las abrazaderas del alimentador podrían<br />
no abrir y cerrar a la velocidad correcta.<br />
Según Barella, con el equipo de servoalimentación,<br />
tener un rodillo en lugar de<br />
abrazaderas para mover el material de la<br />
bobina, “da más velocidad y mucha más<br />
tracción. Así el material fluye suavemente,<br />
en especial con partes de aluminio”.<br />
Servicio al Lector<br />
Para mayor información sobre los<br />
alimentadores ServoMaster de Coe Press<br />
en www.metalmecanica.com/servicio<br />
digite: 302<br />
Usted también puede ver este artículo en<br />
www.metalmecanica.com<br />
En Búsqueda Global digite: mm0602clave<br />
A8 Edición 2 - Vol. 11 - Abril/Mayo 2006 www.metalmecanica.com
PERFILES LATINOAMERICANOS<br />
Moldeando el futuro<br />
de la industria<br />
En Polimold son concientes de que la inversión en nuevas tecnologías es clave para el desarrollo de la empresa y<br />
la solución de los problemas de diseño de sus clientes.<br />
Esta empresa brasileña<br />
ha abierto muchas puertas<br />
con la calidad de sus productos.<br />
Se ha convertido en el<br />
fabricante de portamoldes<br />
más grande de América<br />
Latina y en uno de los<br />
más importantes del mundo.<br />
POR EDUARDO TOVAR<br />
DIRECTOR DE CONTENIDOS, METALMECÁNICA<br />
El sueño de Ruy Korbivcher<br />
inició hace 30 años en una pequeña<br />
localidad de São Bernardo<br />
do Campos, a pocos kilómetros<br />
de São Paulo. Hoy, su proyecto<br />
se ha convertido en una de las empresas<br />
más destacadas en su rubro, capaz de<br />
competir con sus similares de Japón y<br />
Estados Unidos.<br />
En la actualidad, Polimold, el mayor<br />
fabricante de portamoldes de América<br />
Latina, cuenta además con una gama de<br />
productos dirigidos a la construcción de<br />
herramientas para inyección de plásticos<br />
y estampado. En su planta de São Bernardo<br />
do Campo produce una línea diversificada<br />
de productos, entre los que se<br />
destacan los sistemas de cámara caliente,<br />
los pernos botadores, los accesorios para<br />
moldes y los resortes. Todas sus líneas de<br />
productos se elaboran según el Sistema<br />
de Gestión de Calidad ISO9001 en un<br />
complejo industrial de alta tecnología.<br />
Una idea de la magnitud de Polimold,<br />
la da el hecho de que cada mes esta<br />
empresa procesa en promedio 350 toneladas<br />
de acero dentro de un parque industrial<br />
de 15.000 m 2 de área construida y<br />
www.metalmecanica.com Edición 2 - Vol. 11 - Abril/Mayo 2006 31 Servicio al Lector: 25
62.000 m 2 de área útil. Actualmente, cuenta<br />
con 380 colaboradores y más de 50 máquinas<br />
CNC de las firmas más reconocidas.<br />
Desde sus inicios el ingeniero Korbivcher<br />
quiso darle a Polimold un carácter de<br />
empresa pionera, de manera que la carta<br />
de presentación ante cualquier cliente fuese<br />
la calidad de sus productos.<br />
Servicio al Lector: 31<br />
PERFILES LATINOAMERICANOS<br />
Con ese propósito, se ha propuesto invertir<br />
continuamente en recursos tecnológicos<br />
que le permitan ofrecer alternativas<br />
productivas y soluciones innovadoras a<br />
todos sus clientes. Además de estas características,<br />
ha realizado alianzas con empresas<br />
competentes que han hecho mundialmente<br />
reconocidos sus productos.<br />
EL MUNDO DE LA<br />
TECNOLOGÍA<br />
SE UNE EN EL<br />
IMTS 2006.<br />
Experimente la tecnología y las innovaciones de clase mundial en<br />
el IMTS 2006, el show más completo de tecnología manufacturera<br />
en las Americas.<br />
“Incorporar la tecnología logrará que los fabricantes de hoy alcancen la máxima<br />
productividad,” de acuerdo con John B. Byrd III, Presidente de la Asociación para la<br />
Tecnología Manufacturera (AMT, por sus siglas en inglés). Por lo cual usted necesita<br />
examinar la tecnología de 1,200 expositores en más de 100,000 metros cuadrados de<br />
espacio total de exhibición. Además, usted desarrollará relaciones de negocio confiables<br />
y duraderas en un mercado de tecnología manufacturera verdaderamente global.<br />
Vea los últimos desarrollos en el ampliado<br />
Emerging Technology Center.<br />
En el Emerging Technology Center, usted tendrá la oportunidad exclusiva para ver<br />
hoy el futuro de la tecnología manufacturera. Además, podrá explorar los pabellones<br />
específicos de la industria que logran que usted investigue más fácilmente sus<br />
productos y servicios deseados. ¡Planee su itinerario en www.IMTS.com y aproveche<br />
al máximo su experiencia en el show!<br />
International Manufacturing Technology Show<br />
(Show Internacional de Tecnología Manufacturera)<br />
Del 6 al 13 de Septiembre del 2006 McCormick Place Chicago, IL USA www.IMTS.com<br />
Actualmente, Polimold exporta sus<br />
portamoldes y manifolds a Estados Unidos,<br />
España, Portugal, Francia, Italia, México,<br />
Argentina, Chile, Paraguay, Hong Kong,<br />
Taiwan, Australia y Sudáfrica. Además,<br />
cuenta con filiales en Portugal y México<br />
(esta última empezó operaciones en septiembre<br />
de 2005).<br />
Clientes de gran peso<br />
Los clientes de Polimold son empresas que<br />
cubren diversas industrias. Principalmente,<br />
compañías del segmento de inyección de<br />
plásticos y fabricación de herramientas de<br />
inyección y estampado que fabrican productos<br />
dirigidos a la manufactura de embalajes,<br />
componentes para la industria automotriz,<br />
componentes electrónicos, electrodomésticos<br />
y utensilios de uso general.<br />
El objetivo básico de Polimold es alcanzar<br />
los estándares de productividad y<br />
eficacia que le permitan asegurar la solidez<br />
y prosperidad del negocio, con una<br />
mejora continua del desempeño de sus<br />
productos, procesos y servicios. Según Ruy<br />
Korbivcher, su director y propietario, la<br />
idea es “innovar siempre”.<br />
Una de las políticas que aprecian los<br />
empleados de Polimold es el grado de ética<br />
que conservan los directivos de la empresa<br />
en la relación con todos sus colaboradores,<br />
proveedores y clientes. Por ello, la<br />
empresa ha alcanzado reconocimiento en<br />
la comunidad de São Bernardo do Campo.<br />
De hecho, también se le reconoce por el<br />
respeto al medio ambiente.<br />
Durante muchos años Polimold ha sido<br />
pionera del mercado brasileño en el desarrollo<br />
de herramientas que ayudan al<br />
trabajo diario de los diseñadores. Un trabajo<br />
dispendioso e interesante, en donde<br />
se han creado catálogos digitales, bibliotecas<br />
para uso en AutoCAD y, conjuntamente<br />
con las empresas desarrolladoras de<br />
software, aplicaciones específicas para facilitar<br />
la creación de los proyectos de sus<br />
clientes. El más novedoso de sus desarrollos<br />
fue la creación de una serie de archivos,<br />
individualizados por tipo de placa,<br />
que contiene las particularidades de cada<br />
componente, disponible en formatos ‘universales’,<br />
que puedan usarse en los más diversos<br />
modelos de CAD.<br />
32 Edición 2 - Vol. 11 - Abril/Mayo 2006 www.metalmecanica.com
Permanecer a la vanguardia<br />
Para convertirse en uno de los mayores<br />
fabricantes de moldes de América Latina,<br />
Polimold ha tenido que recurrir al<br />
conocimiento de los desarrolladores de<br />
software CAD/CAM. Como el crecimiento<br />
de la producción era significativo,<br />
además del incremento de los productos<br />
por fabricar, la compañía necesitaba<br />
un sistema que le ayudara a agilizar<br />
estas tareas.<br />
La empresa Fernando Lucio Software,<br />
representante de Missler Software<br />
en Brasil, fue clave para asesorar a Polimold<br />
frente a estos nuevos retos.<br />
Como Polimold cuenta con un sistema<br />
para hacer los pedidos de producción<br />
(make to order system), que prácticamente<br />
cubre 100% de los pedidos, era<br />
importante tener un sistema de admi-<br />
PERFILES LATINOAMERICANOS<br />
Glauber Longo (izq.), ingeniero de la empresa Fernando Lucio Software, junto con Agenor Gualberto, gerente de la<br />
División de Cámaras Calientes de Polimold. La empresa de Fernando Lucio fue clave en el desarrollo de la biblioteca<br />
de archivos.<br />
nistración en línea para controlar todo<br />
el proceso de producción. El GPS, un<br />
producto dirigido a la administración<br />
de la producción, diseñado por Missler<br />
especialmente para subcontratistas, fue<br />
la primera llave que abrió las puertas<br />
del mejoramiento en la producción de<br />
Polimold. Una de las funciones del GPS<br />
le dio la capacidad de tener un panorama<br />
del proceso de carga de las máquinas.<br />
Los gráficos Pert/CPM y Gantt<br />
ayudaron a sincronizar los procesos de<br />
manufactura y a hacer una evaluación<br />
de cómo mejorar la operación del taller.<br />
Aprovechando la experiencia del<br />
personal de Fernando Lucio, los ingenieros<br />
de Polimold recibieron capacitación<br />
en las herramientas y las teorías<br />
que actualmente les permiten hacer el<br />
seguimiento en línea de toda la produc-<br />
www.metalmecanica.com Edición 2 - Vol. 11 - Abril/Mayo 2006 33<br />
Servicio al Lector: 32
Servicio al Lector: 33<br />
> Portamoldes<br />
PERFILES LATINOAMERICANOS<br />
Los productos que fabrica Polimold<br />
Polimold desarrolló un concepto de estandarización en los portamoldes<br />
que innovó el proceso de fabricación de herramientas para<br />
inyección. El concepto consiste en la utilización de elementos<br />
estandarizados, que reduce los costos de fabricación, mejora la<br />
calidad, promueve la intercambiabilidad y, principalmente, les<br />
permite a los usuarios (herramentistas y diseñadores) mantener<br />
el objetivo en la especialidad de su negocio.<br />
En 2005, Polimold desarrolló una nueva línea de portamoldes<br />
que sigue las normas internacionales de dimensiones y coordenadas,<br />
ahora con 53 nuevos tamaños de portamolde convencional<br />
y 30 para portamolde con placa flotante. El resultado de todas<br />
las posibilidades de montaje es una línea con más de<br />
800.000 combinaciones.<br />
> Accesorios para moldes<br />
Polimold también produce elementos estandarizados para moldes<br />
que permiten optimizar el proceso de desarrollo de una herramienta,<br />
desde el proyecto hasta la construcción. Elementos<br />
que permiten la reducción de mecanizados, facilitan el funcionamiento<br />
de la herramienta e, incluso, pueden ser intercambiables.<br />
Entre las ventajas de esta estandarización están la reducción<br />
en el tiempo de ejecución de proyectos, la variedad y diversificación<br />
de ítems para utilización en proyectos, la reducción de<br />
los tiempos de fabricación de los moldes, la reducción del tamaño<br />
de molde, la reducción de las paradas de producción, la<br />
sustitución rápida de pieza y la intercambiabilidad de componentes.<br />
Estos productos permiten reducir el tiempo de fabricación<br />
de un molde entre 30% y 40%.<br />
> Accesorios para portatroqueles<br />
Polimold fabrica una serie de componentes estandarizados para<br />
portatroqueles de estampado, como pernos, collares de esferas,<br />
camisas, casquillos, utilizando diferentes materiales que permiten<br />
aplicaciones específicas, como el caso de los casquillos de<br />
bronce y grafito. La utilización de materiales alternativos le proporciona<br />
al cliente una gama de elección demasiado grande,<br />
además de poseer una amplia variedad de tamaños y diámetros,<br />
que permite incontables opciones de montaje en un portatroquel<br />
de estampado.<br />
> Componentes para moldes<br />
La estandarización de componentes es el principio básico para<br />
la construcción de herramientas en menor tiempo y la garantía<br />
de substitución con agilidad y precisión. Polimold se ha especializado<br />
en la fabricación de componentes para moldes con tamaños<br />
y ajustes estandarizados, a fin de facilitar su reemplazo.<br />
> Biblioteca virtual<br />
Tal vez una de las innovaciones más importantes recientemente<br />
creadas por Polimold sea su biblioteca, desarrollada para la utilización<br />
del software de CAD 2D y 3D, ideal para facilitar el desarrollo<br />
de proyectos de moldes, proyecto en el cual fue clave la<br />
ayuda de proveedores como Missler Software, mediante su representante<br />
en Brasil, Fernando Lucio.<br />
34 Edición 2 - Vol. 11 - Abril/Mayo 2006 www.metalmecanica.com
ción, prever las próximas cargas de las<br />
máquinas, simular los diferentes escenarios<br />
y definir la mejor estrategia de manufactura.<br />
Archivos individualizados<br />
para ayudar a la creación del diseño<br />
Otra de las herramientas clave para el<br />
mejoramiento de la producción de Polimold<br />
fue el TopSolid’Design, el sistema<br />
de diseño CAD en 3D de Missler.<br />
Con el crecimiento de su línea de<br />
productos, se había vuelto muy complicado<br />
diseñar las 600.000 combinaciones<br />
de herramentales que ofrece, además de<br />
consumir mucho tiempo.<br />
Para resolver estos inconvenientes,<br />
implementaron el sistema paramétrico<br />
de 3D/2D. Se crearon 32 ensambles y<br />
sus respectivos vínculos con grandes archivos<br />
de Excel, que incluían todos los<br />
parámetros y una rutina VB especial por<br />
encima de todo este sistema. De esa manera,<br />
crearon los 600.000 diseños en 3D<br />
y los borradores en 2D.<br />
Como la mayoría de los clientes de<br />
Polimold no tiene el programa TopSolid,<br />
los ingenieros de Fernando Lucio le<br />
introdujeron al programa una subrutina<br />
para obtener los resultados del diseño en<br />
3D y 2D, además de habilitarlo para salvar<br />
la información en diferentes formatos<br />
CAD. Así, cualquier cliente puede<br />
PERFILES LATINOAMERICANOS<br />
El ingeniero Ruy Korbivcher (derecha), director y propietario principal de Polimold. La política de respeto hacia los<br />
colaboradores y los proveedores de la empresa es una característica conocida en la comunidad de Sao Bernardo do<br />
Campo.<br />
escoger directamente del website de Polimold<br />
el formato en el cual quiere bajar<br />
los diseños y borradores del producto.<br />
A raíz del éxito que Polimold obtuvo<br />
con este trabajo, se incrementó el uso<br />
del software por persona en la empresa<br />
y se expandió su utilización entre los demás<br />
departamentos de Polimold. Es el<br />
caso del sistema Hot Runner, nueva técnica<br />
de biblioteca, utilizado por su personal<br />
de diseño para optimizar los diseños<br />
y hacerlos más flexibles.<br />
Servicio al Lector<br />
Para mayor información sobre el<br />
TopSolid'Design de Missler Software en<br />
www.metalmecanica.com/servicio<br />
digite: 311<br />
Para mayor información sobre el<br />
sistema GPS de Missler Software en<br />
www.metalmecanica.com/servicio<br />
digite: 312<br />
Para mayor información sobre los<br />
productos de Polimold en<br />
www.metalmecanica.com/servicio<br />
digite: 313<br />
Usted también puede ver este artículo en<br />
www.metalmecanica.com<br />
En Búsqueda Global digite: mm0602moldes<br />
www.metalmecanica.com Edición 2 - Vol. 11 - Abril/Mayo 2006 35<br />
Servicio al Lector: 34
MECANIZADO<br />
Consideraciones de<br />
CAD/CAM para microfresado<br />
El fresado con herramientas<br />
de diámetro inferior<br />
a 100 micrómetros presenta<br />
retos en el diseño de equipos<br />
y la generación de patrones<br />
de herramienta. Este software<br />
de CN ofrece estrategias<br />
para crear patrones<br />
de herramientas seguros<br />
y optimizados para microfresado.<br />
POR DEREK KORN*<br />
Los retos que involucran el diseño<br />
de máquinas-herramienta,<br />
las herramientas de corte y los<br />
accesorios de fijación para fresar<br />
con efectividad características en moldes<br />
miniatura y microcomponentes, son<br />
desafiantes. Lo mismo podría decirse sobre<br />
la optimización del patrón de una herramienta<br />
que el operador de la máquina<br />
probablemente no podrá ver ni oír mientras<br />
está cortando. A diferencia de las operaciones<br />
de fresado estándar, no hay modo<br />
de que el operador de una máquina pueda<br />
simplemente decir cómo se está comportando<br />
una herramienta mientras corta para<br />
hacer los cambios necesarios y así optimizar<br />
el proceso. Además, las estrategias<br />
de los patrones de herramienta que podrían<br />
ser adecuadas para un trabajo de<br />
fresado típico”, no siempre se pueden escalar<br />
hacia abajo para aplicaciones de microfresado.<br />
Aun así, hay una demanda creciente<br />
para el mecanizado de partes pequeñas de<br />
componentes médicos, electrónicos y ópticos.<br />
Reconociendo esta tendencia, el Fraunhofer<br />
Institute for Production Technology<br />
(IPT) de Aachen, Alemania, patrocinó re-<br />
El fresado con herramientas de corte que miden 0,1 mm de diámetro, como la mostrada aquí, genera retos tanto para el<br />
equipo como para el software de programación.<br />
El software de CN<br />
para microfresado ha<br />
sido efectivo en calcular<br />
los movimientos de<br />
la herramienta con una<br />
tolerancia de 0,1 micras.<br />
cientemente un proyecto de investigación<br />
de microfresado junto con los fabricantes<br />
de equipos para máquinas-herramienta y<br />
los productores de moldes, con la meta de<br />
desarrollar estrategias y procesos efectivos<br />
de fabricación de micromoldes. El esfuerzo<br />
por crear un software de CN para micro-<br />
fresado ha sido efectivo en calcular los movimientos<br />
de la herramienta con una tolerancia<br />
de 0,1 micras. Cimatron es una compañía<br />
de software que participó en el proyecto<br />
del IPT. El resultado fue la actualización<br />
del software de CN Cimatron E que<br />
incluye una variedad de funciones para trabajos<br />
de microfresado.<br />
Uri Shakked, gerente de producto de<br />
Cimatron, especializado en microfresado,<br />
ofrece las siguientes cinco consideraciones<br />
cuando se generan patrones de herramienta<br />
para aplicaciones de microfresado.<br />
1) Desarrollar estrategias de mecanizado<br />
apropiadas para microfresado. Existen similitudes<br />
entre el mecanizado de alta velocidad<br />
(MAV) y el microfresado, tales como<br />
evitar los movimientos agudos de la herramienta.<br />
En proximidad a las esquinas,<br />
los patrones de las herramientas deben ser<br />
36 Edición 2 - Vol. 11 - Abril/Mayo 2006 www.metalmecanica.com
edondeados, y la cantidad de esa redondez<br />
depende de la máquina-herramienta<br />
y la tasa de alimentación. Cuando se<br />
microfresa, redondear se hace prácticamente<br />
inútil debajo de cierto valor. Por<br />
ejemplo, un radio de empalme de 0,2<br />
mm es demasiado grande porque los pasos<br />
en el microfresado son en extremo<br />
pequeños (aproximadamente 0,01 mm).<br />
En este ejemplo, el valor de redondez es<br />
20 veces el del valor de paso, lo cual significa<br />
que habría brechas amplias entre<br />
pasos secuenciales, crestas altas y baja<br />
calidad de la superficie.<br />
El método de cero traslape trocoidal<br />
desarrollado por Cimatron ofrece una<br />
forma de limpiar tales crestas. Este método<br />
mecaniza todas las áreas relevantes<br />
con un estilo trocoidal, pero para prevenir<br />
el doble mecanizado, los movimientos<br />
hacia atrás de la herramienta se levantan<br />
desde la superficie de la pieza de trabajo<br />
en el eje Z. La herramienta se sumerge<br />
entonces tangencialmente al patrón de la<br />
herramienta para conseguir movimientos<br />
hacia delante (véase imagen).<br />
El MAV usa altos avances de corte<br />
para permitir que la viruta remueva el<br />
calor que resulta del corte; velocidades<br />
de husillo elevadas para generar avances<br />
de corte altos, y tasas de alimentación altas<br />
para reducir el tiempo de mecanizado<br />
y permitir que el corte se realice con<br />
valores pequeños entre pasos. La tasa de<br />
alimentación, sin embargo, está limitada<br />
por el máximo tamaño de viruta de<br />
la herramienta por filo de corte. Ya que<br />
las herramientas de corte para microfresado<br />
tienen diámetros tan pequeños, la<br />
velocidad de husillo generalmente es<br />
demasiado baja como para producir una<br />
avance alto de corte, lo cual. a cambio,<br />
limita la tasa de alimentación máxima<br />
obtenible. Por ejemplo, para mantener<br />
un avance de corte de 100 metros por<br />
minuto, con un cortador de 10 mm, el<br />
husillo debería rotar a unas 3.200 rpm.<br />
Para un cortador de 0,1 mm, el husillo<br />
tendría que rotar a 320.000 rpm. Una<br />
velocidad de husillo de tal magnitud no<br />
está disponible hoy. El máximo avance<br />
de corte posible con un cortador de 0,1<br />
mm, de aproximadamente 15 metros<br />
por minuto, está lejos de ser considerado<br />
MAV.<br />
MECANIZADO<br />
2) El fresado convencional es generalmente<br />
más efectivo que el fresado elevando<br />
la herramienta (climb milling). La<br />
decisión de usar el fresado convencional<br />
o el climb milling para aplicaciones de<br />
microfresado depende bastante de las<br />
especificaciones de la parte por mecanizar.<br />
Considerando las delicadas características<br />
que se encuentran generalmente<br />
en los micromoldes y microcomponentes,<br />
el fresado convencional es generalmente<br />
el método de fresado preferido.<br />
El fresado convencional se adapta<br />
mejor al microfresado cuando la herramienta<br />
es larga o la pared de la pieza de<br />
trabajo resulta muy delgada. Cuando el<br />
filo de corte comienza un corte de fresado<br />
convencional, el tamaño de la viruta<br />
es casi cero y comienza a engrosarse a<br />
medida que la herramienta rota. Cuando<br />
el filo de corte penetra el material, la<br />
fuerza entre ellos crece y el filo de corte<br />
tiende a estirarse en la pieza de trabajo.<br />
Esto provee una condición de corte estable<br />
que se adapta mejor a materiales<br />
suaves y características delicadas.<br />
Sin embargo, el fresado convencional<br />
puede dañar potencialmente el filo<br />
de la herramienta de corte. Cuando el<br />
filo de corte finaliza la operación, se empuja<br />
alejándose del material. Cuando<br />
vuelve a rotar hacia el corte, cae en el<br />
material. Esto hace que la fuerza sobre<br />
el filo de corte cambie rápidamente de<br />
dirección y acorte la vida de la herramienta.<br />
En el climb milling, el cortador entra<br />
en el material con un tamaño de viruta<br />
máxima, y la herramienta y la pieza<br />
tienden a alejarse una de otra. La máquina-herramienta,<br />
la pieza de trabajo y<br />
la herramienta de corte deben ser suficientemente<br />
robustas para que no se introduzcan<br />
vibraciones. Por otro lado, la<br />
vida de la herramienta de corte puede<br />
disminuir y la calidad de la superficie<br />
puede llegar a ser baja.<br />
3) Combinar operaciones de desbaste y<br />
acabado puede ser necesario. Los pases<br />
de desbaste y acabado son desarrollados<br />
generalmente como operaciones separadas,<br />
usando diferentes velocidades de<br />
husillo, tasas de alimentación y profundidades<br />
de corte. Sin embargo, esto po-<br />
www.metalmecanica.com Edición 2 - Vol. 11 - Abril/Mayo 2006 37 Servicio al Lector: 35
Servicio al Lector: 36<br />
MECANIZADO<br />
Las crestas que permanecen cuando se fresa un radio estrecho, pueden limpiarse con un patrón de herramienta trocoidal<br />
de traslape cero. En este método, los movimientos de la herramienta hacia atrás se cambian por elevaciones en el eje Z<br />
desde la superficie de la pieza de trabajo; la herramienta se sumerge tangencial al patrón de la herramienta, para conseguir<br />
movimientos hacia delante y así obtener un mejor acabado superficial.<br />
ACTUADORES LINAK, LA SOLUCIÓN QUE NECESITAS PARA ESTAR A LA VANGUARDIA EN AUTOMATIZACIÓN<br />
Los actuadores LINAK son confiables y pueden alzar<br />
hasta 10,000 N. Están disponibles en 12 y 24 V DC.<br />
Están listos para usarse, a diferencia de los hidráulicos y<br />
neumáticos que requieren líneas de servicio adicionales.<br />
Los actuadores LINAK no requieren mantenimiento aún<br />
bajo condiciones ambientales extremas, incluyendo<br />
agua, aceite y polvo.<br />
Disponibles con potenciómetro, señal de pulso o sensor<br />
óptico que garantizan un desplazamiento exacto.<br />
LINAK U.S. Inc. • North and South American Headquarters • 2200 Stanley Gault Parkway • Louisville, KY 40223<br />
Phone: +1 (502) 318-2129 • Fax: +1 (502) 400-7429 • E-mail: jvergara@linak-us.com • Hablamos español<br />
dría no ser posible en el microfresado,<br />
especialmente cuando se mecanizan paredes<br />
altas y delgadas o cubos en partes miniatura.<br />
El espesor de pared después de<br />
una operación de desbaste no provee suficiente<br />
soporte para la operación de acabado<br />
y hace que las paredes vibren o posiblemente<br />
se fracturen durante el fresado de<br />
acabado. Al final, el acabado superficial de<br />
la pared será inaceptable.<br />
Cuando se microfresa, se pueden combinar<br />
corte, desbaste y acabado de paredes<br />
delgadas, en una sola operación, cortando<br />
capa por capa bajo el eje Z en lados alternos<br />
de la pared. El cortador se inclinaría<br />
lejos de la pared para garantizar un solo<br />
punto de contacto entre el cortador y la<br />
pared.<br />
4) Debe mantenerse una carga constante<br />
de la herramienta. En aplicaciones estándar<br />
de fabricación de moldes, el operador<br />
de una máquina por lo general ajusta manualmente<br />
las tasas de alimentación, cambia<br />
las herramientas si es necesario o edita<br />
manualmente el patrón de la herramienta<br />
para hacerlo más eficiente. Debido al tamaño<br />
miniatura de la parte y las herramientas<br />
usadas en el microfresado, el operador<br />
en la práctica no tiene forma de ver<br />
u oír lo que pasa durante el proceso de mecanizado.<br />
Por eso el software de microfresado<br />
debe ser capaz de mantener, con precisión,<br />
una carga constante de viruta durante<br />
todo el corte.<br />
El software de Cimatron reconoce el<br />
material remanente actual y usa ese conocimiento<br />
para hacer los ajustes según la carga<br />
de la herramienta durante todo el proceso.<br />
Esto agiliza el tiempo de mecanizado a la<br />
vez que protege del quiebre las delicadas<br />
herramientas de microfresado. Durante<br />
una operación de desbaste, en la cual la<br />
forma de la pieza de trabajo se cambia<br />
drásticamente, el software simula el material<br />
remanente después de cada capa. Esto<br />
permite que la herramienta vaya a sitios<br />
que ya habían sido limpiados en capas anteriores<br />
y permite que las herramientas más<br />
cortas trabajen en áreas profundas.<br />
Durante una operación de limpieza, el<br />
sistema puede detectar el exceso de material<br />
y aplicar automáticamente las operaciones<br />
de redesbaste. Los movimientos de<br />
desbaste repetidos previenen el quiebre de<br />
38 Edición 2 - Vol. 11 - Abril/Mayo 2006 www.metalmecanica.com
EN FRESADO<br />
Presentando la NUEVA fresa<br />
KSOM-Mini<br />
<br />
de Kennametal…<br />
Servicio al Lector: 37<br />
NUEVO<br />
©2006 by Kennametal Inc., Latrobe, Pa.<br />
All rights reserved. • A04-4<br />
Kennametal incrementará significativamente<br />
su productividad y rentabilidad en fresado!<br />
Let us prove it.<br />
…específicamente diseñadas para<br />
optimizar sus operaciones de fresado!<br />
• Para avances insuperables!<br />
• Insertos de 8 filos: economía y reducción del inventario<br />
de herramientas!<br />
• Profundidad de corte 3.5mm (0.14")!<br />
• Disponibles en diámetros de 32mm (1.25") a 160mm (6.0").<br />
Insertos de 5mm (0.2") de espesor moldeados o rectificados<br />
en las mejores calidades de fresado de Kennametal!<br />
• Refrigeración interna estándar!<br />
• Modelos de paso fino y normal!<br />
• Ideal para acero, acero inoxidable, aluminio y fundición<br />
gris y nodular!<br />
TAMBIÉN DISPONIBLE:<br />
Nuestro sistema KSOM standard<br />
— con capacidad de profundidad<br />
de corte de 5mm (0.2")<br />
Llame al 800/446-7738 ó Visite www.kennametal.com
Servicio al Lector: 38<br />
MECANIZADO<br />
la herramienta, mantienen una carga<br />
constante de la misma y proveen una alta<br />
calidad superficial. Dependiendo de cuánto<br />
material se remueve, el software automáticamente<br />
hará los cambios de la tasa de<br />
alimentación o posiblemente dividirá el<br />
patrón de la herramienta en varios pasos<br />
menores.<br />
5) Ser cuidadoso con los problemas de<br />
traslado CAD/CAM. Los errores de traslado<br />
de datos entre paquetes separados<br />
CAD y CAM, afectan negativamente la<br />
precisión del mecanizado y estas imprecisiones<br />
son exacerbadas cuando se microfresa.<br />
Los paquetes integrados CAD/-<br />
CAM eliminan ese traslado de datos. Por<br />
El poder<br />
del agua.<br />
KMT Waterjet Systems utiliza una avanzada<br />
tecnología de chorro de agua, de alto desempeño,<br />
con un X-Stream de 60.000 psi de<br />
poder.<br />
Cuente con KMT Waterjet como el sistema<br />
más fiable y funcional disponible. La fiabilidad<br />
comprobada, la superioridad en el servicio al<br />
cliente, y las “Soluciones de Punta”, son las<br />
razones por las que los usuarios del chorro<br />
de agua confían en KMT Waterjet.<br />
Sáquele ventaja al poder del X-Stream<br />
KMT Waterjet. Contacte a KMT Waterjet hoy<br />
mismo.<br />
635 W. 12th Street • P.O. Box 231<br />
Baxter Springs, KS 66713 USA.<br />
Tel: 1-620-856-2151 Fax: 1-620-856-5050<br />
www.kmtwaterjet.com<br />
sales@kmtwaterjet.com<br />
ejemplo, un error de traslado resultante<br />
en una brecha de 0,005 mm entre dos superficies<br />
o en una parte relativamente<br />
grande, puede no ser problemático porque<br />
la parte podría ser pulida. El pulido,<br />
por lo general, no es posible en moldes<br />
miniatura o microcomponentes, de modo<br />
que una brecha del mismo tamaño en una<br />
parte microfresada podría ser claramente<br />
visible.<br />
Casi cualquier tarea de programación<br />
CAM requiere algunos procedimientos de<br />
corrección de la geometría, lo que significa<br />
que cualquier software CAM debería<br />
incorporar capacidades CAD. Cuando se<br />
fabrica un molde, los agujeros de refrigeración<br />
y eyección generalmente se cubren<br />
para prevenir que la herramienta de corte<br />
también los mecanice. De igual manera,<br />
las superficies deben ser extendidas para<br />
proteger áreas que serán mecanizadas en<br />
otro alistamiento y puede aplicarse un ángulo<br />
de borrador. La capacidad o incapacidad<br />
para crear o modificar la geometría de<br />
la pieza, impacta la forma como se programa<br />
el patrón de la herramienta.<br />
Este trabajo CAD-para-herramental<br />
debe ser hecho por un fabricante de herramental,<br />
que conozca las necesidades del<br />
proceso de mecanizado, tal como un programador<br />
de CN. En muchos casos, sólo<br />
durante el proceso de programación se hace<br />
evidente que se requiere alguna modificación<br />
en la geometría.<br />
®Reproducido de Modern Machine Shop con autorización expresa<br />
del editor.<br />
Servicio al Lector<br />
Para mayor información sobre el software<br />
de CN para microfresado de Cimatron<br />
en www.metalmecanica.com/servicio<br />
digite: 303<br />
Acerca del autor:<br />
Derek Korn es editor asociado de la<br />
revista Modern Machine Shop.<br />
Usted también puede ver este artículo en<br />
www.metalmecanica.com<br />
En Búsqueda Global digite: mm0602cad<br />
40 Edición 2 - Vol. 11 - Abril/Mayo 2006 www.metalmecanica.com
¿ESTÁ BUSCANDO PRODUCTIVIDAD<br />
A UN COSTO EFECTIVO?<br />
Prensa Punzonadora<br />
Parma de 20 Ton<br />
La prensa punzonadora Parma de 20 Ton<br />
combina flexibilidad y un desempeño<br />
preciso en una máquina fácil de operar.<br />
Prensa<br />
Plegadora PPEC<br />
La Prensa Plegadora PPEC<br />
ofrece ajuste rápido y un<br />
control preciso en procesos<br />
de plegado con excelentes<br />
resultados en el formado.<br />
La precisión y flexibilidad de las máquinas para alta producción de Strippit/LVD están<br />
ahora disponibles en paquetes a un costo efectivo, perfectos para lotes pequeños de<br />
producción y aplicaciones menos complicadas. Escoja una sola máquina para punzonar,<br />
formar o cortar por láser, o combine las tres maquinas en una sola célula de producción<br />
eficiente. Strippit/LVD ofrece un valor excepcional dentro de un presupuesto limitado.<br />
SOLUCIONES INTELIGENTES, SOLUCIONES INTEGRALES.<br />
Para que la tecnología mejore su productividad y rentabilidad,<br />
contacte ahora ACAT: (01-81) 8354 8910, acat@acatmexicana.com;<br />
HEMSA: (01-55) 5547 4963, ventas@hemsa.com.mx<br />
Servicio al Lector: 39<br />
Sistema de<br />
Corte por Láser Orion<br />
El Sistema de Corte por Láser Orion ofrece confiabilidad, trabajo consistente de<br />
corte para una variedad de formas y materiales, todo dentro de su presupuesto.<br />
www.lvdgroup.com
Servicio al Lector: 40<br />
ZONA CAD/CAM<br />
TopSolid’Wood 2006<br />
Missler Software lanzó la versión 2006<br />
de TopSolid’Wood y TopSolid’Wood-<br />
CAM. El TopSolid’Wood es usado en<br />
más de 400 compañías alrededor del<br />
mundo en campos relacionados con la<br />
madera, como diseño interior, fabricación<br />
de accesorios, muebles para puntos<br />
de venta, muebles exteriores, muebles<br />
para botes, aeronaves, autos, etc.<br />
Sus ventajas permiten que los departamentos<br />
de diseño y manufactura usen<br />
los mismos datos; la generación de<br />
imágenes suavizadas y vistas en explosión; el manejo optimizado de ensamble; el<br />
uso de componentes y partes estándar; el manejo de datos gracias al TopSolid’PDM<br />
y el TopManufacturing (sistema ERP de Missler Software). Las mejoras de la versión<br />
2006 incluyen la nueva funcionalidad del panel, el manejo mejorado de procesos,<br />
el nuevo modo de propagación, los componentes articulados con restricciones, las<br />
nuevas interfaces, el mecanizado multi-draft y el mecanizado de partes intrincadas.<br />
Su nuevo configurador de material permite cambiar materiales y recubrimientos en<br />
más de una parte a la vez y con diferentes opciones de selección. La definición rápida<br />
de un panel completo, en donde se recuperan todos los datos en el BOM, es posible<br />
con la función ‘Panel de entidades’. También se han añadido dos nuevas interfaces<br />
al módulo: Xilog, para centros de mecanizado SCM, y ProfiCoupe, para la optimización<br />
del corte Homag. La función de mecanizado multi-draft permite la generación<br />
automática de documentos de mecanizado para todas las partes seleccionadas<br />
del ensamble. Con el TopSolid’WoodCAM es posible la generación de más de un código<br />
ISO a la vez. Este programa está dotado de un módulo de superposición compleja<br />
para el mecanizado de un grupo de partes posicionadas manual o automáticamente<br />
en el inventario.<br />
Servicio al Lector: 221<br />
Servicio al Lector en línea:<br />
www.metalmecanica.com/servicio<br />
Use el número asignado a cada producto<br />
para solicitar mayor información.<br />
Patrones de herramienta de alta<br />
velocidad<br />
El software CNC de Mastercam introduce<br />
nuevos patrones de herramientas de alta<br />
velocidad dentro de la última versión<br />
Maintenance Release (MR1). Se incorporaron<br />
dos patrones para desbaste y<br />
cinco para acabado, además de una nueva<br />
interfaz para creación de los mismos.<br />
Los nuevos tipos de patrones están enfocados<br />
al mecanizado de alta velocidad y<br />
al fresado en duro, que ofrecen un movimiento<br />
de corte suave con entradas y salidas<br />
sutiles. Estos patrones son: Core<br />
Roughing, diseñado para mecanizado de<br />
centros o núcleos; este patrón corta la<br />
parte de afuera hacia dentro y siempre<br />
corta ascendiendo, lo cual reduce el riesgo<br />
de dañar cortadores con insertos especiales.<br />
Area Clearance, diseñado para<br />
mecanizado de cavidades, utiliza cortes<br />
en Z a través del modelo a diferentes profundidades;<br />
comienza a cortar de adentro<br />
hacia fuera para remover cantidades<br />
altas de material. Waterline, generado<br />
también de un juego de cortes constantes<br />
en Z, es indicado para semiacabado y<br />
acabado; tiene un cálculo automático de<br />
entrada y salida suave, y provee transiciones<br />
suaves de un nivel Z al otro. Scallop,<br />
que genera pases 3D a una distancia<br />
constante a lo largo de la superficie,<br />
trabaja de afuera hacia dentro; este patrón,<br />
que permite controlar la altura de la<br />
pasada, entrega acabados muy uniformes.<br />
Horizontal Area, reconoce y mecaniza<br />
automáticamente áreas planas; este<br />
patrón presume el movimiento de retracción<br />
para guardar la distancia mínima<br />
sin chocar con la parte. Raster, similar<br />
al mecanizado paralelo, con el beneficio<br />
que suaviza esquinas agudas en<br />
el movimiento de la herramienta. Pencil,<br />
identifica todas las ‘costuras’ de la<br />
parte y desarrolla un patrón a lo largo de<br />
ellas; este patrón, que conforma la forma<br />
de la parte, crea un acabado de superficie<br />
superior.<br />
Servicio al Lector: 222<br />
42 Edición 2 - Vol. 11 - Abril/Mayo 2006 www.metalmecanica.com
Servicio al Lector: 41
Servicio al Lector: 42<br />
ZONA CAD/CAM<br />
Esprit Mold: Software CAM para mecanizado en tres y cinco ejes<br />
El Esprit Mold de DP Technology<br />
es un sistema CAM<br />
de tres y cinco ejes automatizado,<br />
fácil de usar, robusto<br />
y poderoso. El Esprit<br />
Mold está disponible para<br />
la producción de modelos,<br />
prototipos, moldes para inyección,<br />
moldes para fundición<br />
en matriz y moldes para lámina metálica. El Esprit Mold para<br />
mecanizado en tres ejes utiliza conocimiento del inventario en proceso,<br />
del material remanente y de la simulación y verificación integrada<br />
para suministrar una programación rápida, segura y confiable.<br />
Con 20 estrategias de fresado, el software permite combinar estrategias<br />
de 2-1/2 a 5 ejes para optimizar los patrones de herramienta.<br />
El Esprit Mold para mecanizado 3+2 utiliza los ejes A y B a fin de<br />
inclinar las herramientas de corte y mejorar el acabado superficial.<br />
Así es posible el uso de herramientas más cortas y más rígidas y el<br />
mecanizado directo de áreas socavadas. Con completa seguridad, todos<br />
los movimientos rápidos entre las zonas de mecanizado, incluso<br />
con ángulos de indexado diferentes, son generados automáticamente<br />
sin colisiones con el material en proceso.<br />
Servicio al Lector: 223<br />
On-Machine Verification:<br />
tecnología de verificación en la máquina<br />
Delcam, desarrollador del software de inspección Power-<br />
Inspect, y Renishaw, compañía líder en metrología, se<br />
han unido para ofrecer la tecnología On-Machine Verification,<br />
con el fin de incrementar la productividad de<br />
máquinas-herramienta. Las ventajas de esta tecnología<br />
están enfocadas a compañías que no tienen capacidad<br />
existente de inspección, así como para el mecanizado<br />
de componentes grandes usados en las industrias aeroespacial,<br />
de petróleo y gas, y para fabricantes de herramental<br />
que producen piezas grandes para prensas, patrones<br />
y moldes. Los datos para el proceso pueden recolectarse<br />
mediante sondas de husillo Renishaw de alta<br />
precisión, que no requieren ser calibradas en todos los<br />
vectores que se van a usar. El PowerInspect puede utilizar<br />
los datos tanto para verificar la precisión superficial<br />
como para medir características como círculos, cilindros,<br />
conos, esferas y planos, con un alto nivel de precisión.<br />
On-Machine Verification permite ahorrar tiempo<br />
al permitir el monitoreo de la calidad del componente a<br />
ser mecanizado en todas las etapas del proceso de manufactura.<br />
Servicio al Lector: 224<br />
44 Edición 2 - Vol. 11 - Abril/Mayo 2006 www.metalmecanica.com
Software de simulación Vericut 6.0<br />
CGTech ha introducido<br />
el software de optimización<br />
y simulación de máquina<br />
CNC, Vericut 6.0.<br />
Esta versión ofrece varios<br />
avances diseñados para<br />
darles a los ingenieros de<br />
manufactura una mejor<br />
capacidad de simular el<br />
proceso completo de<br />
mecanizado CNC con el<br />
fin de producir mejores resultados y reducir el tiempo gastado en la<br />
programación y el ciclo de mecanizado. Las nuevas características<br />
incluyen la capacidad de ver y configurar múltiples alistamientos en<br />
una sola sesión mediante un árbol de proyectos; la capacidad de<br />
simular máquinas con sincronización de varias herramientas, husillos<br />
y fijaciones auxiliares. Además, cuenta con un administrador rediseñado<br />
de herramientas que simplifica la optimización del programa<br />
de CN y una opción mejorada de exportación de modelos que<br />
ahora produce características donde sea posible, y “características<br />
sintéticas” cuando algunas características individuales no son posibles<br />
o deseables (como scallops creados por un escariador de bola).<br />
Servicio al Lector: 225<br />
Soluciones de sistemas<br />
de corte transversal<br />
COOPER-WEYMOUTH, PETERSON<br />
as soluciones<br />
L de sistemas de corte<br />
transversal fabricados por<br />
CWP ofrecen una variedad<br />
de alternativas para carga de bobinas,<br />
cizallas mecánicas o hidráulicas y apiladores<br />
de caída neumáticos o servo. Nuestras líneas de corte<br />
transversal se diseñan para hacer más fáciles el arreglo, el<br />
apilado automatizado y la manipulación de materiales, así como<br />
para acelerar los cambios y proporcionar una calidad de piezas más<br />
precisa. Incremente su productividad desde la compra hasta la pieza<br />
de trabajo final con una solución de sistema de corte transversal de CWP.<br />
Llame al 001-207-426-2351 para obtener mayor información y localizar<br />
a un distribuidor cercano a usted.<br />
cooper-weymouth, peterson<br />
Hinckley Road, Clinton, ME 04927 USA<br />
www.cwpcoil.com<br />
ZONA CAD/CAM<br />
FeatureCAM con reconocimiento automático<br />
de características<br />
Delcam USA anunció grandes<br />
mejoras a la función de reconocimiento<br />
automático de características<br />
(AFR) del software<br />
FeatureCAM, que reconoce<br />
automáticamente y mecaniza<br />
agujeros complejos para aplicaciones especiales.<br />
Además de la amplia selección de configuraciones estándar<br />
de agujeros, ya reconocidas por el FeatureCAM, el software<br />
mejorado les permite a los usuarios especificar dimensiones<br />
y características geométricas importantes de<br />
agujeros personalizados, herramientas para propósitos especiales<br />
y parámetros exactos de mecanizado. Como resultado,<br />
pueden reconocerse automáticamente las conexiones<br />
hidráulicas, los puertos SAE, los accesorios base de moldes<br />
y otros agujeros especiales para ser mecanizados con<br />
las especificaciones deseadas. El reconocimiento de agujeros<br />
está ligado a cilindros definidos por el diámetro y la<br />
profundidad del agujero. Proporcionando una gama de dimensiones<br />
es posible reconocer diferentes agujeros dentro<br />
de los parámetros listados.<br />
Servicio al Lector: 226<br />
48" x 0,200" x 35.000 lb.<br />
Línea de corte transversal para un centro de servicio líder.<br />
www.metalmecanica.com Edición 2 - Vol. 11 - Abril/Mayo 2006 45<br />
Servicio al Lector: 43
Servicio al Lector: 44<br />
ZONA CAD/CAM<br />
Mejoras al GibbsCAM<br />
El GibbsCAM, software CAM para programación de máquinas-herramienta CNC de<br />
Gibbs and Associates, ha sido recientemente objeto de mejoras enfocadas a satisfacer<br />
las necesidades de producción modernas, que incluyen la programación de<br />
partes montadas en tombstones, las máquinas-herramienta multipropósito y el mecanizado<br />
simultáneo en cuatro y cinco ejes. El GibbsCAM 2006 ahora ofrece: producción<br />
mejorada de agujeros Hole AFR (reconocimiento automático de características),<br />
que soporta la intersección de agujeros; los círculos Profiler, que se pueden<br />
Los sistemas KURT Workholding son<br />
los preferidos por operarios a nivel<br />
mundial. Los sistemas KURT de<br />
sujeción están disponibles desde<br />
prensas sencillas, dobles, y<br />
estaciones a la medida, diseñados<br />
para cumplir con las necesidades de<br />
sus requerimientos específicos.<br />
Hable hoy con un miembro del<br />
"Equipo Kurt" para asistirle en sus<br />
requerimientos de<br />
producción. En México<br />
contacte a Edmundo<br />
Bennett Durell en el<br />
(5281)8377-8295 o en<br />
ederelle@yahoo.com.mx<br />
Conozca Conozca el Equipo Equipo Kurt<br />
En México Tel: (52-81)8377-8295<br />
En U.S.A. Tel: (763) 572-4424 Fax: (612)623-3902<br />
O visítenos en: www.kurtworkholding.com<br />
usar como entrada del Hole Manager y<br />
procesos mejorados para agujeros que soportan<br />
varios niveles y profundidades de<br />
retracción; Operations Manager, que provee<br />
una interfaz de hoja de cálculo para<br />
clasificar e interactuar con archivos de<br />
programa largos con gran número de operaciones;<br />
modificación del patrón de herramienta<br />
en mecanizado de alta velocidad,<br />
que introduce arcos y cambios en la<br />
tasa de alimentación para minimizar el<br />
efecto de los cambios de dirección en el<br />
patrón de la herramienta; soporte mejorado<br />
del portaherramienta, que introduce<br />
una biblioteca completa de portaherramientas<br />
de fresado con el correspondiente<br />
soporte en la simulación de proceso;<br />
inspección de entallas para procesos de<br />
flujo superficial; soporte mejorado Open-<br />
GL, que mejora el desempeño de suavización<br />
de modelos sólidos con las propiedades<br />
de material y color real, y ofrece varias<br />
fuentes de iluminación con colores, sombras<br />
y planos de trabajo transparentes; licencia<br />
de red mejorada, que permite varias<br />
sesiones en un solo PC sin licencias<br />
adicionales; compatibilidad CAD mejorada,<br />
que asegura total compatibilidad con<br />
los sistemas CAD, Autodesk Inventor R11,<br />
Solid Edge V17 y SolidWorks 2006.<br />
Servicio al Lector: 231<br />
Visite<br />
www.metalmecanica.com/servicio<br />
> Servicio en línea, al lector<br />
Disfrute de este nuevo servicio que ha desarrollado <strong>Metalmecánica</strong><br />
para servir mejor a sus lectores. El Servcio al Lector es<br />
la nueva herramienta con la que cuentan nuestros suscriptores,<br />
en www.metalmecanica.com/servicio, para entrar en<br />
comunicación con los proveedores de la industria. Sin demoras.<br />
Todos los anuncios publicitarios y algunas notas editoriales<br />
de la revista tienen asignado un número de Servicio al<br />
Lector. Utilícelo para solicitar información sobre precios, distribuidores<br />
y características de los productos y servicios reseñados,<br />
directamente a los proveedores.<br />
46 Edición 2 - Vol. 11 - Abril/Mayo 2006 www.metalmecanica.com
Servicio al Lector: 45
Servicio al Lector: 46<br />
ZONA CAD/CAM<br />
TopSolid’Cam 2006<br />
jería –ofrece ciclos de torneado adaptados a tornos para relojería–;<br />
manejo de la longitud de la herramienta separando procesos de<br />
mecanizado 3D –esta mejora permite dividir las operaciones de<br />
mecanizado de forma que se lleven a cabo con herramientas cortas<br />
y largas, mejorando la calidad superficial y las condiciones de<br />
corte–; taladrado profundo –el software maneja taladros revólver<br />
de 3/4, usados para taladros profundos.<br />
Servicio al Lector: 232<br />
Tel. (310) 479-6770 • Fax (310) 478-1365<br />
E-mail: sales@wi-i.com<br />
El TopSolid’Cam 2006, de Missler Software, es una nueva versión que incluye<br />
mejoras importantes para el mecanizado de producción, especialmente<br />
en los campos aeronáutico y de fabricación de moldes. Tales avances incluyen:<br />
transformación automática de patrones de herramientas de tres ejes en<br />
patrones de cinco ejes –esta función permite el uso de herramientas más<br />
cortas, que disminuyen posibles vibraciones y reducen significativamente los<br />
tiempos de ciclo–; evacuación de bolsillos de ‘cinco ejes’ –la nueva versión<br />
evacua automáticamente los agujeros seguidos por el acabado de la pared<br />
de un bolsillo, mediante la técnica de mecanizado con viruta–; taladrado en<br />
geometrías con estructura de alambre –esta función permite el mecanizado<br />
de agujeros idénticos no modelados en el archivo CAD y que tienen diferentes<br />
orientaciones–; manejo de producción –el TopSolid’Cam 2006 permite<br />
manejar la producción ‘ensamblando’ varias partes diferentes y sus procesos<br />
de mecanizado en la misma máquina–; facilidad para el mecanizado de relo-<br />
Visite<br />
www.metalmecanica.com/servicio<br />
> Servicio en línea, al lector<br />
Disfrute de este nuevo servicio que ha desarrollado <strong>Metalmecánica</strong> para servir mejor a<br />
sus lectores. El Servcio al Lector es la nueva herramienta con la que cuentan nuestros<br />
suscriptores, en www.metalmecanica.com/servicio, para entrar en comunicación con<br />
los proveedores de la industria. Sin demoras. Todos los anuncios publicitarios y algunas<br />
notas editoriales de la revista tienen asignado un número de Servicio al Lector. Utilícelo<br />
para solicitar información sobre precios, distribuidores y características de los productos<br />
y servicios reseñados, directamente a los proveedores.<br />
CAMWorks 2006EX con módulo de mecanizado multieje<br />
TekSoft ofrece al mercado el<br />
CAMWorks 2006EX con un nuevo<br />
módulo de mecanizado multieje<br />
que les facilita a los talleres<br />
e instalaciones de manufactura<br />
sacar provecho de las máquinas<br />
de cuatro y cinco ejes.<br />
Este software CAM permite crear<br />
patrones de herramientas para<br />
formas complejas que incluyen<br />
impulsores, álabes de turbina,<br />
herramientas de corte, ejes de<br />
levas y tornillos de extrusión, entre<br />
otros. Las principales mejoras<br />
incluyen: reducción del tamaño del archivo en más de 40% para partes con<br />
volúmenes grandes de patrones de herramienta avanzados de tres ejes; mayor<br />
velocidad de cálculo en operaciones avanzadas de tres ejes; reducción significativa<br />
de la cantidad de memoria requerida para mostrar los patrones de herramientas;<br />
disminución del tiempo necesario para comenzar la simulación de partes que<br />
poseen volúmenes grandes de patrones de herramientas. Las características nuevas<br />
incluyen, entre otras: creación automática de características perimetrales basadas<br />
en la frontera del modelo de la parte en fresado y electroerosionado; opciones<br />
de mecanizado de alta velocidad en fresado de desbaste para generar patrones<br />
de herramientas con esquinas redondeadas y curvas en S; opciones de fresado<br />
de acabado para cortes finales basados en la cantidad de corte final y pases<br />
saltados, además de nuevas opciones para acabado de fondos; nuevo método de<br />
patrones de herramienta para fresado, que optimiza las características en patrones<br />
con bolsillos hacia dentro y hacia fuera; estrategia de fresado de superficies<br />
para el mecanizado en tres ejes de áreas inclinadas y poco profundas con un solo<br />
patrón de herramienta, usando un cortador de referencia para determinar dónde<br />
mecanizar.<br />
Servicio al Lector: 230<br />
48 Edición 2 - Vol. 11 - Abril/Mayo 2006 www.metalmecanica.com
La presencia de profesionales extranjeros se incrementa en 17%<br />
Más de 49.100 personas visitan la 24ª BIEMH<br />
Un total de 49.168 personas, 39.706 de ellas profesionales,<br />
visitaron la 24ª edición de la Bienal Española de la Máquina-<br />
Herramienta, que se celebró en el Bilbao Exhibition Centre los<br />
días 6 a 11 de marzo pasado. El aumento de 17% de visitantes<br />
internacionales con respecto a la edición anterior refuerza<br />
la proyección internacional del certamen, que ha atraído a<br />
profesionales de 72 países.<br />
Desde el Bilbao Exhibition Centre se ha considerado la cifra<br />
total de visitantes como “excelente”, dada la situación coyuntural<br />
que atraviesa el mercado de la máquina-herramienta en<br />
el mundo y muy especialmente en España. En esta línea, los<br />
representantes de la Asociación de Fabricantes de Máquina-<br />
Herramienta (AFM) han señalado que “no obstante y respecto<br />
a las expectativas iniciales planteadas, se han recibido consultas<br />
de mayor interés y mejorado considerablemente las expectativas<br />
de concreción de pedidos para los próximos meses”.<br />
Incluso, fuentes de AFM confirmaron que durante la celebración<br />
del certamen se han cerrado diversas operaciones comerciales,<br />
algunas de ellas de gran magnitud.<br />
Aumentaron las visitas de latinoamericanos<br />
Con respecto a los visitantes extranjeros ha destacado el incremento<br />
en el número de profesionales en 17 %, así como el de<br />
países de procedencia, que ha ascendido este año a 72, a diferencia<br />
de los 54 de la anterior edición. Portugal, Francia,<br />
Italia y Alemania han contribuido en gran medida a este resultado,<br />
así como Japón, China, India, Holanda, Polonia, Suiza,<br />
Reino Unido, Finlandia, Noruega, Bélgica, Marruecos y Turquía.<br />
De los visitantes procedentes de América Latina, se destaca<br />
la presencia de industriales de Venezuela, México, Argentina,<br />
Chile y Colombia.<br />
Tanto para ellos como para los visitantes nacionales los principales<br />
centros de interés de la exposición han sido, además<br />
de la muestra en su conjunto, los sectores de máquinas por<br />
arranque de viruta, herramientas y accesorios para máquinaherramienta,<br />
automatización de los sistemas de producción,<br />
máquinas por deformación, soldadura, corte y oxicorte, tal como<br />
recogen las encuestas realizadas durante la celebración<br />
del certamen.<br />
El balance desde el punto de vista de los expositores de<br />
AFM se asienta sobre la valoración positiva de los aspectos organizativos,<br />
técnicos y comerciales de la muestra. El montaje<br />
se ha realizado de forma rápida, aprovechando la calidad de<br />
las magníficas instalaciones del BEC, que han permitido una<br />
distribución óptima de los sectores en el recinto, a la altura de<br />
las mejores instalaciones feriales del mundo.<br />
Novedades tecnológicas<br />
Desde el punto de vista técnico, cabe destacar el dominio y<br />
generalización de tecnologías en máquinas de alta velocidad,<br />
maquinas de cinco ejes y máquinas multifuncionales y flexibles,<br />
la utilización de motores lineales, así como las mejoras<br />
notables en términos de ergonomía, seguridad, estética ecología<br />
y diseño. También se han registrado avances importantes<br />
EVENTOS<br />
en las máquinas del subsector de deformación, encaminados<br />
al conformado de nuevos materiales y nuevos procesos.<br />
La 24ª de la BIEMH ha contado con un total de 1.752 firmas<br />
de 33 países repartidas en 757 stands, que han conformado<br />
un escaparate internacional de alto nivel industrial y<br />
tecnológico, con las últimas novedades en arranque, deformación,<br />
metrología CAD/CAM/CAE, accesorios, herramientas, láser,<br />
marcaje, automatización, hidráulica, manipulación, robótica,<br />
neumática, otras máquinas y soldadura.<br />
Los sectores más destacados<br />
La Bienal Española de Máquina-Herramienta se ha celebrado<br />
por segunda vez en el nuevo recinto de Bilbao Exhibition Centre<br />
ocupando sus seis pabellones al completo. Allí, los sectores<br />
con mayor volumen de superficie han sido los de máquina-herramienta<br />
por arranque, con 38% del total, seguido del<br />
de máquina-herramienta por deformación, con 21%, además<br />
de los de herramientas y accesorios para máquina-herramienta,<br />
que han ocupado, respectivamente, 11% y 8% de la superficie<br />
de exposición. El resto de la muestra se ha completado<br />
con otros productos como equipos eléctricos y electrónicos,<br />
manipulación y robótica, equipos hidráulicos y neumáticos,<br />
metrología y control de calidad, soldadura y oxicorte, servicios<br />
al taller y a la empresa, CAD/CAM/CAE, y otras máquinas y<br />
equipos.<br />
Un año más, DZ Centro de Diseño, en colaboración con la<br />
Asociación de Fabricantes de Máquina-Herramienta (AFM) y<br />
el propio Bilbao Exhibition Centre, convocaron el Premio Nacional<br />
de Diseño en Máquinas-Herramienta, que cumplió su<br />
octava edición. Los premiados han sido Danobat, Ineco,<br />
Soraluce y Nicolás Correa, mientras que se concedió un premio<br />
especial póstumo a quien fuera Director General de la empresa<br />
Ona Electroerosión, José Mª Onandía, recientemente<br />
fallecido.<br />
Por último, cabe señalar que más de 5.000 personas han<br />
tenido la posibilidad de descargar en su teléfono móvil o PDA<br />
la información relativa a los expositores, por orden alfabético<br />
y con su ubicación exacta, con el fin de que cada uno pudiese<br />
personalizar el plan de visita a las empresas de su interés.<br />
Este sistema, denominado “Plataforma Xyber Scout”, es pionero<br />
en nuestro país y se ha ofrecido de forma gratuita a través<br />
de la página web (www.bilbaoexhibitioncentre.com) y en el<br />
mismo “Atrio” de la entidad ferial, que lo implantó por primera<br />
vez el pasado mes de septiembre durante la celebración<br />
de la Cumbre Industrial y Tecnológica.<br />
La próxima BIEMH tendrá lugar del 3 al 8 de marzo de 2008.<br />
www.metalmecanica.com Edición 2 - Vol. 11 - Abril/Mayo 2006 49
Servicio al Lector: 56
AMÉRICA LATINA<br />
Industria automotriz brasileña<br />
volvió a batir record de producción<br />
y exportación en 2005<br />
En 2005, la producción brasileña<br />
de vehículos automotores volvió<br />
a batir un récord histórico.<br />
Impulsadas por el aumento de<br />
las exportaciones y la difusión de promociones<br />
y programas de financiamiento en<br />
el mercado interno, las terminales radicadas<br />
en el país ensamblaron un total de<br />
2.447.000 unidades, 10,7% más que el año<br />
anterior.<br />
Las ventas externas, por su parte, acumularon<br />
US$ 11.187 millones, lo que implica<br />
un aumento interanual de 33,5%.<br />
También en este caso se trata de un monto<br />
nunca antes alcanzado, situación que además<br />
es juzgada como un doble logro por la<br />
industria, debido a que la revalorización<br />
del real respecto del dólar encareció el precio<br />
de los productos brasileños en el mercado<br />
internacional. Asimismo, las ventas internas<br />
totalizaron 1.714.000 unidades, un<br />
incremento de 8,6% en relación con 2004.<br />
En su resumen anual, la Asociación<br />
Nacional de Fabricantes de Vehículos Automotores<br />
de Brasil (ANFAVEA) también<br />
informó sobre un aumento de 42,8% en la<br />
comercialización de automóviles importados<br />
en el mercado local, así como un crecimiento<br />
de 8,5% en la producción de camiones<br />
(116.000 unidades, también un récord)<br />
y de 46% (37.000 unidades) en los envíos<br />
al exterior. Por el contrario, en el mercado<br />
interno las ventas de vehículos de<br />
gran porte cayeron 3,3%, afectadas por la<br />
crisis agrícola que sufrió el país.<br />
Lo que viene en 2006<br />
Para este año, se espera un nuevo récord<br />
de producción y de exportaciones. Según<br />
estimaciones del sector, la fabricación de<br />
automóviles crecería 4,5% (2.550.000 unidades)<br />
y las exportaciones 2,7% (US$<br />
11.500 millones). Las ventas en el mercado<br />
local, por su parte, aumentarían 7,1%<br />
(1.840.000 unidades).<br />
Los resultados verificados durante el<br />
primer bimestre confirman, hasta el momento,<br />
ese pronóstico. Durante enero-febrero<br />
se produjeron 397.284 vehículos y se<br />
acumularon US$ 1.622 millones en concepto<br />
de exportaciones. En ambos casos, se trata<br />
de cifras nunca antes alcanzadas durante<br />
ese período, logradas incluso a pesar de un<br />
tipo de cambio cada vez más desfavorable<br />
para industriales y exportadores.<br />
Autopartistas miran hacia Brasil<br />
Por su parte, el sector autopartista brasileño<br />
acompaña y contribuye en el crecimiento.<br />
Durante 2005, los fabricantes de<br />
autopartes radicados en el país invirtieron<br />
cerca de US$ 800 millones y tienen previsto<br />
desembolsar un monto similar durante<br />
el transcurso de este año.<br />
Las nuevas inversiones generan asimismo<br />
un círculo virtuoso respecto del<br />
empleo. El año pasado, el aumento de la<br />
actividad de las autopartistas generó<br />
10.000 nuevos puestos de trabajo y actualmente<br />
el personal del sector asciende a<br />
197.000 trabajadores, el mayor número en<br />
los últimos 10 años.<br />
Para 2006, se espera la creación de entre<br />
5.000 y 6.000 puestos más. “Estamos a<br />
punto de superar los 200.000 empleados, lo<br />
que no ocurre desde 1995, cuando nuestra<br />
industria daba trabajo a 214.400 personas”,<br />
anunció Paulo Butori, presidente de<br />
Sindipecas. Se estima que cada punto porcentual<br />
de crecimiento en la producción<br />
de automóviles demanda 1.000 nuevos<br />
puestos de trabajo en las proveedoras de<br />
componentes automotrices.<br />
El sector autopartista brasileño acompaña el crecimiento proyectado durante este año<br />
para la industria automotriz brasileña. Las empresas del sector invirtieron cerca de US$<br />
800 millones en 2005 y tienen previsto desembolsar un monto similar durante el transcurso<br />
de este año.<br />
Por ejemplo, Honeywell Turbo Technologies, fabricante de tubos compresores con la<br />
marca Garret, planea invertir US$ 2 millones en su planta de Guarulhos, valor que supera<br />
en un 60% lo invertido el año pasado. La mayor parte será destinada a la adquisición<br />
de máquinas, equipamiento y herramientas para la producción de nuevos sistema<br />
para motores electrónicos.<br />
Por su parte, la autopartista Valeo inaugurará en febrero una nueva línea en su fábrica<br />
de Guarulhos. La firma planea invertir US$ 50 millones durante 2006, de los cuales<br />
US$ 15 millones serán destinados a la nueva línea.<br />
NSK es otra de las empresas que este año inaugurará una nueva unidad. En este caso,<br />
lo hará al lado de la actual, en Suzano, Grande Sao Paulo. El desembolso supera los<br />
US$ 2,5 millones.<br />
50 Edición 2 - Vol. 11 - Abril/Mayo 2006 www.metalmecanica.com
Servicio al Lector: 47
NOTICIAS DE LA INDUSTRIA<br />
Nuevo distribuidor del FeatureCAM<br />
para Argentina y Chile<br />
▼<br />
Delcam USA anunció la designación de MultiCAM como<br />
distribuidor de su software CAD/CAM FeatureCAM<br />
en Argentina y Chile. La designación hace parte del<br />
plan de expansión de la compañía desde su ingreso al<br />
grupo Delcam Software el año pasado. Se está completando<br />
la versión en español del software, que se<br />
lanzará formalmente en la exhibición FIMAQH 2006,<br />
el evento más grande de máquinas-herramienta en Argentina,<br />
que se celebrará en Buenos Aires del 30 mayo<br />
al 3 junio. MultiCAM, con sede principal en Buenos<br />
Aires, se fundó hace casi diez años para distribuir y<br />
dar soporte técnico para los productos del software<br />
Delcam en Argentina. El cubrimiento de la compañía<br />
se ha extendido por los países vecinos, incluidos Chile,<br />
Uruguay, Paraguay y Bolivia. Con esta designación,<br />
MultiCAM podrá ofrecer sistemas completos a una variedad<br />
más amplia de compañías, beneficiándolas con<br />
la rapidez y facilidad que provee el software. Los sectores<br />
que más se verán beneficiados con estos servicios<br />
serán la manufactura de componentes eléctricos<br />
y válvulas hidráulicas, además de la producción de<br />
equipos para minería y equipos para exploración de<br />
petróleo y gas. MultiCAM ya ha establecido un acuerdo<br />
de trabajo para promover los productos Feature-<br />
CAM con ATE, una compañía que vende y brinda soporte<br />
para los centros de torneado Takisawa y las máquinas<br />
fresadoras Awea.<br />
▼<br />
Argentina podrá seguir importando<br />
bienes de capital extra Mercosur con 0%<br />
de arancel<br />
El Consejo Mercado Común del Mercosur decidió prorrogar<br />
por tres años más la entrada en vigencia de régimen<br />
común de bienes de capital del bloque regional.<br />
Esta decisión implica que Argentina podrá seguir importando<br />
hasta fines de 2008 maquinaria y equipos<br />
sin distinción de origen al 0% de arancel. Brasil, por<br />
su parte, mantiene un arancel del 14% para sus compras<br />
externas de bienes de capital.<br />
El pedido de prórroga realizado por Argentina, y aceptado<br />
por Brasil, tiene que ver con la necesidad de su<br />
economía de impulsar las inversiones para sostener el<br />
actual ritmo de crecimiento.<br />
En forma paralela, el gobierno argentino confirmó la<br />
extensión, también hasta el 31 de diciembre de 2008,<br />
del régimen compensatorio que reconoce a los fabricantes<br />
nacionales de bienes de capital una devolución<br />
fiscal del 14% sobre el valor neto de la venta de sus<br />
productos en el mercado interno.<br />
Makino presentó programa de seminarios en línea<br />
Makino anunció el programa de<br />
seminarios en línea para el segundo<br />
cuarto del 2006. Estos<br />
seminarios se concentran en<br />
áreas como integración de máquinas-herramienta<br />
y automatización,<br />
tecnologías para máquinas-herramienta<br />
y procesos de corte de metal. Otros temas incluyen eficiencia<br />
del taller, cómo sacar el máximo provecho de las máquinas-herramienta y muchos<br />
otros procesos. El formato de seminarios en línea facilita el seguimiento<br />
de los temas, a la vez que se puede interactuar con los ponentes y archivar los<br />
eventos para aquellos que no pueden asistir al evento en vivo. Estos seminarios<br />
no tienen ningún costo para los asistentes registrados; para esto se puede<br />
acceder a www.makino.com/events y seleccionar el seminario al que se desea<br />
asistir. Sólo se requiere un computador con conexión a Internet y que posea<br />
capacidades de audio. Algunos temas incluyen: acabados superficiales; economía<br />
en manufactura de moldes; reducción de costos de mecanizado; mecanizado<br />
en 5 ejes de aluminio para aeronaves; fijaciones innovadoras, entre otros.<br />
▼<br />
En Brasil, Delcam se enfoca en la industria aeroespacial<br />
El distribuidor de Delcam<br />
en Brasil, Seacam,<br />
ha comenzado<br />
una campaña para incrementar<br />
sus negocios<br />
con la industria<br />
aeroespacial de ese<br />
país. Este cambio de<br />
enfoque refleja la estrategia general de Delcam de expandirse fuera del mercado<br />
tradicional en el sector de moldes y matrices para ganar negocios en otras<br />
áreas de manufactura. Delcam considera que su software puede proveer mejoras<br />
significativas en dos áreas principales para reducir costos y aumentar la<br />
rentabilidad: el mecanizado y la inspección de componentes. Como desarrollador<br />
tanto del sistema CAM PowerMILL y del software de inspección PowerINS-<br />
PECT, la compañía esta comprometida con las organizaciones aeroespaciales<br />
para mejorar su eficiencia en estas áreas. Además, Delcam ofrece soluciones<br />
para verificación en-máquina y mecanizado adaptativo. Ambas tecnologías son<br />
de gran valor para las compañías aeroespaciales, especialmente para la manufactura<br />
de componentes grandes y estructuras de aeronaves. Otros desarrollos<br />
recientes en el software de Delcam pensados para esta industria, incluyen las<br />
estrategias de mecanizado en cinco ejes en el PowerMILL y tecnologías específicas<br />
para manufactura de compuestos, materiales que se usan cada vez más<br />
en la industria.<br />
▼<br />
En 2005 Missler Software incrementó sus ventas<br />
El 2005 fue otro año exitoso<br />
para Missler Software,<br />
con un incremento general<br />
de utilidades de la compañía<br />
de 7% comparado con<br />
el año 2004. Un aumento<br />
de 16% en el mercado internacional muestra claramente la importancia del<br />
mercado de exportación para la compañía. Dentro de los principales sectores<br />
que han visto un progreso desde el año 2004 está la ingeniería mecánica, la fabricación<br />
de moldes y el trabajo de chapa. El TopSolid’Wood y el TopSolid’-<br />
WoodCam fueron los más sobresalientes de la línea TopSolid en Francia durante<br />
el 2005, ofreciendo una solución integrada CAD/CAM para la industria de<br />
madera. Otro mercado que contribuyó al éxito general del software Missler es el<br />
educativo, donde se vendieron 800 licencias. El 65% de todas las licencias del<br />
TopSolid fueron vendidas fuera de Francia. Missler Software planea incrementar<br />
sus ventas internacionales en más de 40% durante los próximos tres años y<br />
continuar con el éxito de la línea TopSolid durante el 2006. El TopSolid’Progress<br />
ya ha sido objeto de mejoras notables en la versión 2006 y será una competencia<br />
dominante en el campo de matrices progresivas.<br />
▼<br />
52 Edición 2 - Vol. 11 - Abril/Mayo 2006 www.metalmecanica.com
Servicio al Lector: 54<br />
NOTICIAS DE LA INDUSTRIA<br />
▼<br />
Argentina podrá seguir importando bienes de capital extra Mercosur con 0% de arancel<br />
El Consejo Mercado Común del Mercosur decidió prorrogar por<br />
tres años más la entrada en vigencia de régimen común de<br />
bienes de capital del bloque regional.<br />
Esta decisión implica que Argentina podrá seguir importando hasta<br />
fines de 2008 maquinaria y equipos sin distinción de origen al 0%<br />
de arancel. Brasil, por su parte, mantiene un arancel del 14% para<br />
sus compras externas de bienes de capital.<br />
ACEROS BOEHLER DE COLOMBIA S.A.<br />
LINEA<br />
HERRAMIENTAS DE CORTE<br />
& ACCESORIOS<br />
DISTRIBUIDORES EXCLUSIVOS PARA COLOMBIA Y ECUADOR DE:<br />
Insertos para torneado, fresado,<br />
ranurado. Sistemas de fresado,<br />
taladrado y roscado. Herramientas<br />
indexables de metal duro, PCD,<br />
CBN, etc.<br />
BOGOTÁ, D.C.<br />
Calle 14 No. 35-52<br />
Tel. 364 7300<br />
Fax: 364 7312<br />
Insertos para torneado, fresado,<br />
ranurado,tronzado, roscado etc.,<br />
dados de trefilación, herramientas<br />
de metal duro en general.<br />
Conos porta boquillas, porta<br />
fresas,WELDON. Sistemas BT,<br />
CAT,ISO,DIN. Boquillas tipo ER, Pull<br />
studs,accesorios para máquinasherramienta<br />
CNC y convencional.<br />
Fresas y herramientas para fabricación<br />
de moldes y troqueles.<br />
Fresas e insertos punta redonda y<br />
punta plana, para aceros, aleaciones,<br />
fundición,no ferrosos, etc.<br />
Herramientas para torneado y fresado de<br />
roscas, DIN-ISO, ANSI (UNC-UNF),BSP,<br />
NPT, ACME, BUTTRESS, API,Roscas<br />
Petroleras, etc.<br />
Escareadoras en Tungsteno sólido<br />
micrograno,punta plana y punta<br />
redonda,estándar y extralargas para<br />
fabricaciónde moldes y troqueles.<br />
Recubrimientosen TiN, TiCN, TiAIN, etc.<br />
MEDELLIN<br />
Carrera 51 No. 6Sur-79<br />
Tel. 255 3333<br />
Fax: 285 5664<br />
El pedido de prórroga realizado por Argentina, y aceptado por<br />
Brasil, tiene que ver con la necesidad de su economía de impulsar<br />
las inversiones para sostener el actual ritmo de crecimiento.<br />
En forma paralela, el gobierno argentino confirmó la extensión,<br />
también hasta el 31 de diciembre de 2008, del régimen compensatorio<br />
que reconoce a los fabricantes nacionales de bienes de<br />
capital una devolución fiscal del 14% sobre el valor neto de la<br />
venta de sus productos en el mercado interno.<br />
KAPFENBERG<br />
Kapfenberg Tooling System<br />
CALI<br />
Calle 52 No. 1-50<br />
Tel. 439 9000<br />
Fax: 439 9005<br />
www.bohlercolombia.com • www.ceratizit.com • www.vargus.co.il • www.kieninger.de<br />
Nuevo distribuidor<br />
del FeatureCAM para Argentina<br />
y Chile<br />
Delcam USA anunció la designación de<br />
MultiCAM como distribuidor de su software<br />
CAD/CAM FeatureCAM en Argentina<br />
y Chile. La designación hace parte del<br />
plan de expansión de la compañía desde<br />
su ingreso al grupo Delcam Software el<br />
año pasado. Se está completando la versión<br />
en español del software, que se lanzará<br />
formalmente en la exhibición FI-<br />
MAQH 2006, el evento más grande de<br />
máquinas-herramienta en Argentina, que<br />
se celebrará en Buenos Aires del 30 mayo<br />
al 3 junio. MultiCAM, con sede principal<br />
en Buenos Aires, se fundó hace casi<br />
diez años para distribuir y dar soporte<br />
técnico para los productos del software<br />
Delcam en Argentina. El cubrimiento de<br />
la compañía se ha extendido por los países<br />
vecinos, incluidos Chile, Uruguay,<br />
Paraguay y Bolivia. Con esta designación,<br />
MultiCAM podrá ofrecer sistemas completos<br />
a una variedad más amplia de<br />
compañías, beneficiándolas con la rapidez<br />
y facilidad que provee el software.<br />
Los sectores que más se verán beneficiados<br />
con estos servicios serán la manufactura<br />
de componentes eléctricos y válvulas<br />
hidráulicas, además de la producción<br />
de equipos para minería y equipos para<br />
exploración de petróleo y gas. MultiCAM<br />
ya ha establecido un acuerdo de trabajo<br />
para promover los productos FeatureCAM<br />
con ATE, una compañía que vende y brinda<br />
soporte para los centros de torneado<br />
Takisawa y las máquinas fresadoras<br />
Awea.<br />
52 Edición 2 - Vol. 11 - Abril/Mayo 2006 www.metalmecanica.com<br />
▼
▼<br />
Imphercort obtiene reconocimiento como mejor distribuidor de Seco en<br />
México<br />
La empresa Imphercort, ubicada en Monterrey,<br />
México, obtuvo el reconocimiento de Seco Tools<br />
como el distribuidor mexicano con mayores ventas<br />
en el año 2005. Seco Tools, empresa fabricante de<br />
herramientas e insertos de corte, es reconocida en<br />
México por sus herramientas Carboloy. Durante el<br />
año 2005, Seco Tools obtuvo unas ventas de US$<br />
6.100.000 en México, gracias al apoyo de Imphercort,<br />
que desde 1998 distribuye las herramientas<br />
de Carboloy en México.<br />
El acto de entrega de la placa de reconocimiento<br />
por las ventas de Imphercort tuvo lugar el pasado<br />
9 de marzo durante la exposición Expomanufactura,<br />
que se realiza cada año en el centro de exposiciones<br />
Cintermex de Monterrey. El premio “Distributor<br />
Excellence Award” lo recibió el ingeniero Ar-<br />
mando Gámez Sr., gerente-propietario de Imphercort, de manos de Dennis Baker, gerente de producto<br />
de Seco Tools.<br />
El ingeniero Gámez lleva más de 35 años de experiencia en ventas y distribución de equipos y herramientas<br />
para la industria metalmecánica de México. En 1989 fundó su actual empresa Imphercort<br />
(Importadora de Herramientas de Corte), que se ha ganado el respeto de muchas empresas<br />
del sector en el país azteca. Gran parte del posicionamiento de su compañía lo ha logrado gracias<br />
al trabajo conjunto con sus hijos Armando, Oscar y Alejandro, reconocidos distribuidores en<br />
los estados de Nuevo León y Coahuila.<br />
2° encuentro de negocios de máquinas-herramienta y herramientas Al-Invest<br />
El Eurocentro de Cooperación Empresarial de la Unión Industrial Argentina organiza el 2° Encuentro<br />
de Negocios del sector de Máquinas-Herramienta y Herramientas, que cuenta con el auspicio<br />
y financiamiento del Programa Al-Invest de la Comisión Europea.<br />
El objetivo del Encuentro es reunir empresas europeas y latinoamericanas interesadas en concretar<br />
alianzas estratégicas en materia de acuerdos comerciales, transferencia de tecnología, desarrollo de<br />
nuevos productos, acuerdos de representación y distribución y otros tipos de cooperación empresarial.<br />
Las reuniones tendrán lugar en el predio ferial de Palermo del 18 al 23 de mayo próximo, en el marco<br />
de la edición 2006 de la Exposición Internacional de la Máquina-Herramienta, Herramientas y Afines.<br />
La nueva convocatoria incluye a empresas del sector de máquinas-herramienta, herramientas y afines<br />
de Europa y América Latina.<br />
▼<br />
Armando Gámez (derecha) recibe el reconocimiento “Distributor<br />
Excellence Award” de manos de Dennis Baker, gerente<br />
general de Seco Tools en México, durante la realización de<br />
la exposición Expomanufactura de Monterrey.<br />
NOTICIAS DE LA INDUSTRIA<br />
Delcam establece distribuidor<br />
del FeatureCAM en Brasil<br />
Delcam USA anunció la designación de<br />
la compañía Seacam, ubicada en Sao<br />
Paulo, como distribuidor en Brasil de la<br />
gama de software CAD y CAM, Feature-<br />
CAM. Esta designación es la más reciente<br />
expansión de la red de representantes<br />
de la compañía. Seacam ha vendido el<br />
software CAD/CAM Power Solution de<br />
Delcam desde su fundación en 1993 y,<br />
luego de iniciar operaciones con sus tres<br />
fundadores, ahora cuenta con un equipo<br />
de 36 personas. Junto con sus siete subdistribuidores<br />
a lo largo de Brasil, se ha<br />
convertido en uno de las redes de distribución<br />
CAD/CAM más grandes y respetadas<br />
en Latinoamérica. Además de las<br />
ventas de software, Seacam opera negocios<br />
de servicios CAD/CAM. Los principales<br />
fabricantes automotrices en Brasil<br />
han usado el diseño, la ingeniería inversa<br />
y las capacidades de programación del<br />
equipo de Seacam. La ampliación de la<br />
variedad de software permitirá que este<br />
nuevo distribuidor ofrezca soluciones<br />
más completas a sus clientes, especialmente<br />
en aplicaciones de mecanizado de<br />
producción, electroerosionado de hilo y<br />
fresado-torneado.<br />
www.metalmecanica.com Edición 2 - Vol. 11 - Abril/Mayo 2006 53<br />
▼<br />
Servicio al Lector: 48
showrooms<br />
www.metalmecanica.com<br />
Investigue nuevas tecnologías,<br />
compare productos y servicios,<br />
y contacte a su proveedor<br />
local, o internacional...<br />
@ <strong>Metalmecánica</strong>: Información para la industria de manufactu...<br />
Atrás Adelante Detener Actualizar Página principal Correo<br />
Dirección: @ http://www.metalmecanica.com<br />
Showrooms<br />
Carboloy Inc.<br />
Fresado, taladrado, torneado y más<br />
Coe Press Equipment Corporation<br />
Abasteciendo a la industria mexicana de troquelado...<br />
Desafío tras desafío<br />
Gibbs and Associates<br />
Poderosamente simple, simplemente poderoso<br />
Jack Mill Machine Tool MFG. CO., LTD<br />
Máquinas para rectificadorar cilíndricas<br />
Makino<br />
Mecanizado de moldes, troqueles, autopartes...<br />
Timken de Mexico (Mexico City Office)<br />
Expertos en ciencia de materiales e ingeniería de precisión<br />
VÉALOS TODOS<br />
¡Todo desde un mismo<br />
punto de contacto!<br />
Los Showrooms de www.metalmecanica.com<br />
le brindan toda la información que usted necesita<br />
para escoger los equipos, maquinaria e insumos<br />
que su empresa requiere para mantenerse<br />
competitiva en el mercado.<br />
Showrooms: Información interactiva que funciona<br />
NOTICIAS DE LA INDUSTRIA<br />
▼<br />
Embraer vende aviones en Asia<br />
El fabricante brasileño de aviones Embraer confirmó la venta<br />
al mercado asiático de dos de sus nuevos aviones comerciales<br />
Legacy 600, por un valor de US$ 47,2 millones.<br />
La empresa aeronáutica, con sede en São José dos Campos,<br />
estado de São Paulo, dio a conocer que uno de los aviones se<br />
vendió a la compañía indonesa PT Ekspres Transportasi Antarbenua<br />
(Premiair), y el segundo lo adquirió otra firma asiática<br />
cuyo nombre no fue revelado.<br />
Las dos aeronaves, con capacidad para 16 pasajeros, se entregarán<br />
en el transcurso de este año y se sumarán a los seis<br />
aviones fabricados por Embraer que ya operan en la región<br />
asiática. Tras la caída de sus economías durante la década<br />
del 90, la región asiática está experimentando un importante<br />
aumento en su demanda de aeronaves.<br />
Con un precio de US$ 23,6 millones, el Legacy 600 tiene<br />
una velocidad de crucero hasta de Mach 0,80, y ofrece una<br />
autonomía de 3.250 millas náuticas (6.019 km) con ocho<br />
pasajeros y reservas NBAA IFR.<br />
Esta autonomía, junto con la capacidad superior de pasajeros<br />
y equipos, permite realizar vuelos sin escalas desde Londres<br />
a Dubai, Yakarta a Melbourne, Singapur a Beijing o Port Moresby<br />
con un precio operativo inferior en comparación con los<br />
aviones de la competencia con cabinas de tamaño similar.<br />
Embraer (Empresa Brasileira de Aeronautica S.A.) es la principal<br />
compañía fabricante de aviones comerciales de América<br />
Latina con 36 años de experiencia en diseño, desarrollo y fabricación<br />
de aeronaves.<br />
▼<br />
General Motors abrirá nueva planta en México<br />
La filial mexicana de la automotriz<br />
estadounidense General Motors invertirá<br />
US$650 millones en una<br />
nueva planta para ensamblar vehículos<br />
compactos, cuyo destino será<br />
el mercado doméstico.<br />
La nueva planta estará ubicada en<br />
el estado de San Luis Potosí, en el<br />
centro del país, y el inicio de su<br />
construcción está programado para<br />
junio de este año. Según estimaciones, la fábrica comenzará<br />
a producir en 2008 y tendrá capacidad para ensamblar 30<br />
unidades por hora.<br />
Desde 1996, General Motors es líder de ventas en el mercado<br />
mexicano, en donde tiene tres plantas y comercializa modelos<br />
de las marcas Cadillac, Chevrolet, Pontiac y Saab.<br />
De hecho, el año pasado logró una participación de 21,5% en<br />
ese mercado, al vender 249.842 vehículos, “un hecho sin<br />
precedentes en la historia automotriz del país”, según declararon<br />
directivos de la empresa.<br />
54 Edición 2 - Vol. 11 - Abril/Mayo 2006 www.metalmecanica.com
Servicio al Lector: 50
EVENTOS<br />
> FIMAQH 2006<br />
Feria Internacional de la Máquina-Herramienta, bienes de capital y servicios para la<br />
producción<br />
La Cámara Argentina de la Máquina Herramienta, Bienes<br />
de Capital y Servicios para la Producción (CARMAHE) realizará<br />
una nueva edición de su histórica Feria Internacional<br />
de la Máquina Herramienta (FIMAQH). Esta muestra<br />
especializada reúne toda la oferta de maquinaria, equipo,<br />
insumos y servicios utilizados en el sector metalmecánico.<br />
La feria será una oportunidad para que industriales, comerciantes,<br />
exportadores, importadores y técnicos de la<br />
región accedan a las últimas innovaciones incorporadas<br />
por las empresas expositoras, analicen las posibilidades de modernizar sus procesos productivos<br />
y evalúen las alternativas de complementación industrial, para desarrollar sus potencialidades y<br />
poder competir en el mercado mundial.<br />
Los organizadores esperan la asistencia de unos 50.000 visitantes, entre profesionales, técnicos<br />
e industriales que verán desarrollos y tecnologías de aproximadamente 300 expositores. La muestra<br />
estará acompañada por jornadas académicas que abarcarán el amplio espectro de rubros presentados<br />
en la feria.<br />
FIMAQH cuenta con el auspicio de la Cámara Argentina de Comercio, la Cámara de Comercio Argentino-Brasileña,<br />
la Oficina Comercial y Cultural de Taipei, el Instituto de Comercio Exterior de<br />
Italia -ICE-, y la Cámara Argentina de Ferreterías y Afines.<br />
Mayo 30, 2006 a junio 03 de 2006<br />
Lugar: Centro de Exposiciones Costa Salguero, Buenos Aires, Argentina<br />
Organizador: Cámara Argentina de la Máquina Herramienta, CARMAHE<br />
> Expometal 2006<br />
VII Exposición Internacional de máquinas y herramientas para el desarrollo<br />
Expometal 2006 se realizará en el Centro Internacional<br />
de Exposiciones de Caracas, ubicado en el este de la<br />
ciudad, en la vecindad del Ávila en el Centro Rental de<br />
la Universidad Metropolitana.<br />
El Centro Internacional de Exposiciones de Caracas<br />
(CIEC) dispone de las condiciones más adecuadas<br />
para la presentación de esta exposición, que también contará con seminarios técnicos.<br />
Este año la exposición ha crecido y contará con pabellones distribuidos en las siguientes áreas de<br />
exposición:<br />
• Tornos convencionales y de control numérico.<br />
• Fresadoras, taladros y sierras.<br />
• Equipos de control de calidad y sistemas de calidad.<br />
• Equipos de medición.<br />
• Perforadoras.<br />
• Máquinas de soldar.<br />
• Calandras ó cilindradoras.<br />
• Cizallas.<br />
• Maquinaria y accesorios para el manejo de materiales.<br />
• Prensas hidráulicas y troqueladoras.<br />
• Dobladoras de planchas y tubos.<br />
• Herramientas y accesorios.<br />
• Sistemas CAD/CAM.<br />
• Máquinas para la industria petrolera.<br />
• Moldes y matricería.<br />
• Máquinas de procesos metalúrgicos.<br />
• Otras maquinarias y equipos para la industria.<br />
• Maquinas de oxicorte y plasma.<br />
Fecha: 27 al 30 de julio<br />
Lugar: Centro Internacional de Exposiciones de Caracas<br />
Organizador: Confex International Corporation<br />
Patrocinador oficial: Asociación de la Industria Metalúrgica y Minera<br />
Frecuencia: Anual<br />
> EASTEC 2006<br />
La Exposición de máquinas-herramienta del este de Estados<br />
Unidos es la exposición anual más reconocida en ese país.<br />
Por más de 25 años, EASTEC ha sido un punto de encuentro para<br />
compradores de diferentes industrias, con productores de equipo<br />
para manufactura y tecnologías de mecanizado.<br />
Este año, la exhibición estará organizada por pabellones temáticos<br />
para permitirles a los visitantes ubicar más fácilmente las<br />
tecnologías y las compañías en las que realmente están interesados.<br />
Cerca de 600 expositores y más de 2.000 productos y tecnologías<br />
podrán encontrarse así:<br />
- Automatización, producción esbelta y calidad<br />
- Diseño, ingeniería y tecnologías rápidas<br />
- Plantas, energía y eficiencia ambiental<br />
- Equipos y sistemas de fabricación precisa<br />
- Sistemas y accesorios de mecanizado y sujeción<br />
Mayo 23, 2006 a Mayo 25, 2006<br />
Lugar: Eastern States Exposition, Springfield, MA, Estados Unidos<br />
Organizador: SME (Society of Manufacturing Engineers)<br />
> EMAQH 2006<br />
En su edición 2006, la Exposición Internacional de la Máquina<br />
Herramienta, Herramientas y Afines (EMAQH) tendrá como<br />
lema “Tecnología y Negocios en el Mercosur”.<br />
De acuerdo con sus organizadores el evento se destacará por una<br />
definida orientación exportadora, con el objetivo de promover una<br />
mayor participación de la producción nacional en los mercados externos,<br />
así como difundir las nuevas tecnologías desarrolladas por<br />
los fabricantes para su incorporación en los procesos productivos<br />
de las industrias de la región.<br />
En la exposición se exhibirán: máquinas-herramienta; maquinarias<br />
para el trabajo de materiales plásticos y de la madera; máquinas<br />
para soldar; herramientas; equipos eléctricos y electrónicos; accesorios<br />
y afines; componentes mecánicos, hidráulicos y neumáticos;<br />
automatización y robótica; informática para industrias; instrumentos<br />
de medición y control y servicios para la producción. En el marco<br />
de la muestra se realizarán rondas de negocios y encuentros sectoriales.<br />
Así mismo, está prevista la organización de reuniones empresariales<br />
integradas por compradores latinoamericanos.<br />
Desde 1964, EMAQH es reconocida en el exterior por su trayectoria,<br />
continuidad y nivel de expositores y visitantes. La feria es organizada<br />
por la Asociación Argentina de Fabricantes de Máquinas-Herramienta,<br />
Accesorios y Afines y por la Cámara de Fabricantes de<br />
Herramientas e Instrumentos de Medición.<br />
Mayo 18, 2006 a Mayo 23, 2006. Buenos Aires, Argentina<br />
Lugar: La Rural<br />
Organizador: AAFMHA y CAFHIM<br />
56 Edición 2 - Vol. 11 - Abril/Mayo 2006 www.metalmecanica.com
Servicio al Lector: 55<br />
EVENTOS<br />
> FIMAQH 2006<br />
Feria Internacional de la Máquina-Herramienta, bienes de capital y servicios para la<br />
producción<br />
La Cámara Argentina de la Máquina Herramienta, Bienes<br />
de Capital y Servicios para la Producción (CARMAHE) realizará<br />
una nueva edición de su histórica Feria Internacional<br />
de la Máquina Herramienta (FIMAQH). Esta muestra<br />
especializada reúne toda la oferta de maquinaria, equipo,<br />
insumos y servicios utilizados en el sector metalmecánico.<br />
La feria será una oportunidad para que industriales, comerciantes,<br />
exportadores, importadores y técnicos de la<br />
región accedan a las últimas innovaciones incorporadas<br />
por las empresas expositoras, analicen las posibilidades de modernizar sus procesos productivos<br />
y evalúen las alternativas de complementación industrial, para desarrollar sus potencialidades y<br />
poder competir en el mercado mundial.<br />
Los organizadores esperan la asistencia de unos 50.000 visitantes, entre profesionales, técnicos<br />
e industriales que verán desarrollos y tecnologías de aproximadamente 300 expositores. La muestra<br />
estará acompañada por jornadas académicas que abarcarán el amplio espectro de rubros presentados<br />
en la feria.<br />
FIMAQH cuenta con el auspicio de la Cámara Argentina de Comercio, la Cámara de Comercio Argentino-Brasileña,<br />
la Oficina Comercial y Cultural de Taipei, el Instituto de Comercio Exterior de<br />
Italia -ICE-, y la Cámara Argentina de Ferreterías y Afines.<br />
Mayo 30, 2006 a junio 03 de 2006<br />
Lugar: Centro de Exposiciones Costa Salguero, Buenos Aires, Argentina<br />
Organizador: Cámara Argentina de la Máquina Herramienta, CARMAHE<br />
> EASTEC 2006<br />
La Exposición de máquinas-herramienta del este de Estados<br />
Unidos es la exposición anual más reconocida en ese país.<br />
Por más de 25 años, EASTEC ha sido un punto de encuentro para<br />
compradores de diferentes industrias, con productores de equipo<br />
para manufactura y tecnologías de mecanizado.<br />
Este año, la exhibición estará organizada por pabellones temáticos<br />
para permitirles a los visitantes ubicar más fácilmente las<br />
tecnologías y las compañías en las que realmente están interesados.<br />
Cerca de 600 expositores y más de 2.000 productos y tecnologías<br />
podrán encontrarse así:<br />
- Automatización, producción esbelta y calidad<br />
- Diseño, ingeniería y tecnologías rápidas<br />
- Plantas, energía y eficiencia ambiental<br />
- Equipos y sistemas de fabricación precisa<br />
- Sistemas y accesorios de mecanizado y sujeción<br />
Mayo 23, 2006 a Mayo 25, 2006<br />
Lugar: Eastern States Exposition, Springfield, MA, Estados Unidos<br />
Organizador: SME (Society of Manufacturing Engineers)<br />
56 Edición 2 - Vol. 11 - Abril/Mayo 2006 www.metalmecanica.com
Servicio al Lector: 51
Además de sus productos publicitarios impresos,<br />
Metalmecanica ofrece en internet<br />
información de compañías proveedoras de<br />
la industria, en forma de minisitios integrados,<br />
denominados “showrooms”.<br />
Encuentre en los showrooms<br />
de las empresas anunciantes de<br />
www.metalmecanica.com información<br />
general de las compañias, catálogos<br />
de productos, listados de contactos<br />
y literatura técnica, entre otros datos<br />
de interes.<br />
Visite en<br />
www.metalmecanica.com<br />
los minisitios informativos de las<br />
siguientes compañías proveedoras<br />
de la industria:<br />
Carboloy Inc.<br />
Coe Press Equipment Corporation<br />
Gibbs and Associates<br />
Jack Mill Machine Tool MFG. CO., LTD<br />
Makino<br />
Timken de Mexico (Mexico City Office)<br />
901 Ponce de Leon Blvd. Suite<br />
601 Coral Gables, Fl, USA. 33134<br />
Tel. 1(305)448 6875<br />
Toll Free: +1(800) 622-6657<br />
Fax: 1(305) 448 9942<br />
DIRECTOR DE PUBLICIDAD<br />
Alfredo Domador<br />
Tel. 1(305)448 6875 Ext 247<br />
Toll Free:<br />
+1(800) 622-6657 Ext 247<br />
adomador@b2bportales.com<br />
PUBLISHER ASOCIADA<br />
Teri Rivas<br />
1(772)219-7796<br />
Toll<br />
ree:<br />
+1(800) 622-6657 Ext 369<br />
trivas@metalmecanica.com<br />
GERENTE DE CUENTAS<br />
Carmen Lake<br />
1(772)344-6035<br />
Toll Free:<br />
+1(800) 622-6657 Ext 370<br />
clake@b2bportales.com<br />
COORDINADOR DE VENTAS<br />
INTERNACIONALES<br />
Guillermo Fernandez<br />
1(305)448 6875 Ext 292<br />
Toll Free:<br />
+1(800) 622-6657 Ext 292<br />
gfernandez@b2bportales.com COORDINADORA DE MERCADEO<br />
Patricia Belledonne<br />
1(305)448 6875 Ext 219<br />
Toll Free:<br />
+1(800) 622-6657 Ext 219<br />
pbelledonne@b2bportales.com<br />
Ingrese al Índice de Anunciantes intereactivo de www.metalmecanica.com y establezca<br />
un contacto comercial inmediato con las compañías proveedoras aquí incluidas.<br />
Envíe solicitudes de información, consulte a las empresas en la Guía de<br />
Proveedores, o visite los Showrooms de aquellas que lo ofrecen.<br />
ÍNDICE DE ANUNCIANTES<br />
COMPAÑÍA SERVICIO AL LECTOR PÁGINA<br />
Aceros Boehler - Colombia (Edición Colombia).........................54......................52<br />
Agie Charmilles (Edición México) .............................................28 .....................A4<br />
AMT-The Association For Manufacturing Technology................31......................32<br />
B2Bportales, Inc .................................................................................................54<br />
Big Kaiser, Inc./KPT Kaiser Precision........................................14......................19<br />
Big Kaiser, Inc./KPT Kaiser Precision........................................16......................21<br />
Big Kaiser, Inc./KPT Kaiser Precision........................................18......................23<br />
Carboloy Inc. (Edición México) .................................................26 .....................A1<br />
Centaur Precision Tools .............................................................15......................20<br />
Control Gaging Inc. ...................................................................12......................17<br />
Cooper-Weymouth Peterson.......................................................43......................45<br />
Cross Hueller Ind. Maquinas Ltda .............................................56......................49<br />
Daewoo Machine Tool Division of Doosan Infracore ....................7......................11<br />
DCM Tech Inc............................................................................10......................14<br />
Deckel Maho Gildemeister America, Inc. ...................................19......................25<br />
Delcam plc. ...............................................................................25......................31<br />
Delcam plc. ...............................................................................32......................33<br />
Delcam plc. ...............................................................................34......................35<br />
Delcam plc. ...............................................................................35......................37<br />
Dorian Tool International.............................................................8......................12<br />
E-Z Burr Tool Company (Edición México).................................29 .....................A6<br />
EMAQH (Expomahe)................................................................47......................51<br />
Everising Machine Company......................................................33......................34<br />
Exact JobBboss formerly Kewill ERP........................................17......................22<br />
Fadal Machining Centers, Inc. ...................................................52......................59<br />
FIMAQH -Carmahe...................................................................51......................57<br />
Gibbs and Associates ...................................................................9......................13<br />
Haas Automation, Inc................................................................21......................27<br />
Herratec Ltda (Edición Colombia) ............................................55......................56<br />
Hyundai-KIA America Corp. .....................................................23......................29<br />
Intertech Worldwide Corp............................................................2........................5<br />
Iscar de Mexico S.A. de C.V. (Edición México)..........................27 .....................A3<br />
Iscar de Mexico S.A. de C.V. (Edición México)..........................57 .....................A5<br />
Jack Mill Machine Tool Mfg. Co., Ltd..........................................6......................10<br />
Jinn FA machine industrial co. Ltd ..............................................4........................8<br />
Kennametal Inc. ........................................................................37......................39<br />
KMT Waterjet Systems .............................................................38......................40<br />
Kurt Manufacturing Company, Inc.............................................44......................46<br />
L&W Machine Tools, Inc. ..........................................................42......................44<br />
LINAK U.S. Inc. .......................................................................36......................38<br />
LK Machinery Co. Ltd...............................................................50......................55<br />
Lyndex-Nikken, Inc....................................................................53......................60<br />
Mazak Corp. .............................................................................41......................43<br />
MFG.com..................................................................................24......................30<br />
Micrometros de Mexico S.A. de C.V. .........................................13......................18<br />
Missler Software .......................................................................45......................47<br />
Mori Seiki USA Inc. .................................................................11......................15<br />
Palmary Machinery Co., Ltd......................................................48......................53<br />
Precision Punch Corp................................................................40......................42<br />
SolidWorks Corporation (Edición México).................................30 .....................A7<br />
Strippit/LVD..............................................................................39......................41<br />
Sumitomo Electric ......................................................................1........................2<br />
Taiwan Takisawa Technology CO., LTD. .....................................22......................28<br />
Toyoda Machinery USA...............................................................5........................9<br />
Toyoda Machinery USA.............................................................20......................26<br />
Webster Instrument, Inc. ...........................................................46......................48<br />
Yeong Chin Machinery Industries Co., Ltd ...................................3........................7<br />
Para pedir mayor información a los proveedores vaya a www.metalmecanica.com/servicio<br />
e ingrese el numero de Servicio al Lector asignado a los anuncios de su interés.<br />
REPRESENTANTES DE<br />
VENTAS DE PUBLICIDAD<br />
SALES REPRESENTATIVES<br />
AMÉRICA LATINA<br />
(Excepto México y Brasil)<br />
NORMA COMUNICACIONES S.A.<br />
Sandra Lombana<br />
Avenida Eldorado No. 90-10<br />
Bogotá, Colombia<br />
Tel. +57(1)410-6355<br />
Fax: +57(1)410-4916<br />
E-mail: slombana@b2bportales.com<br />
BRASIL<br />
ORIGINAL BRASIL<br />
Ronilton Camara<br />
Rua Baltazar Fidélis, 138<br />
CEP - 02151-080 São Paulo, Brasil<br />
Tel. +55(11)6261-3116<br />
Celular: 7317-4256<br />
E-mail: rcamara@originaldobrasil.com.br<br />
CHINA<br />
RINGIER TRADE PUBLISHING<br />
Lake Shi<br />
1001 Tower 3, Donghai Plaza,<br />
1486 Nanjing Road West, Shanghai<br />
200040, China<br />
Tel: +86-21 6289-5533<br />
Fax:+86-21 6247-4855<br />
E-mail: lake@ringiertrade.com<br />
EUROPA (Excepto Italia y España)<br />
GAUF+GAUF / International Media<br />
Elmar Gauf<br />
Kurmainzerstr. 46<br />
61440 Oberursel, Alemania<br />
Tel. +49(6)171-981661<br />
Fax: +49(6)171-981662<br />
E-mail: gaufundgauf@t-online.de<br />
ESPAÑA<br />
Javier Llanes<br />
Paseo Pago del Aguila, 15<br />
Los Berrocales del Jarama<br />
28861 Madrid. Spain<br />
Tel. +34 (678) 581 608<br />
Email: jllanes@avanzza.net<br />
HONG KONG<br />
RINGIER TRADE PUBLISHING<br />
Michael Hay<br />
401-405, 4/F New Victory House,<br />
93-103 Wing Lok Street, Sheung Wan,<br />
Hong Kong<br />
Tel: +852 2369-8788<br />
Fax:+852 2369-5919<br />
E-mail: mchhay@ringier.com.hk<br />
INDIA<br />
GLOBAL MEDIA<br />
Madhavi Gargesh<br />
A-101 Century Tower.<br />
B/h Grand Bhagwati<br />
Judges Bunglow Rd. Bodakdev<br />
Ahmedabad - 380054<br />
Tel/Fax: +91-79-5530 1838<br />
Móvil: 98240 00897<br />
E-mail: mgargesh@icenet.net<br />
ITALIA<br />
COM 3 ORLANDO<br />
Nicola Orlando<br />
Vía del Benedittini, 12<br />
Milán, Italia 20146<br />
Tel. +39(02)415-8056<br />
Fax: +39(02)4830-1981<br />
E-mail: ppoint@com3orlando.it<br />
JAPÓN<br />
ACE MEDIA SERVICE INC.<br />
Katsuhiro Ishii<br />
12-6,4-chome, Nishiiko, Adachi-Ku<br />
Tokyo 121-0824, Japón<br />
Tel. +81(3)5691-3335<br />
Fax: +81(3)5691-3336<br />
E-mail: amskatsu@dream.com<br />
MÉXICO<br />
Stella Rodríguez<br />
Calle Cruz del Cristo No. 10 Manzana<br />
24, Casa 14, Col. Santa Cruz del Monte<br />
C.P. 53110. Naucalpan Edo. de México<br />
Tel/Fax. +52 (55) 5393-2028<br />
E-mail: stellar@prodigy.net.mx<br />
TAIWÁN<br />
RINGIER TRADE PUBLISHING<br />
Sydney Lai<br />
9F-2, No. 200, Zhongming Rd.,<br />
North District ,Taichung City 404,<br />
Taiwan<br />
Tel: +886-4 2329-7318<br />
Fax:+886-4 2310-7167<br />
E-mail: sydneylai@ringier.com.hk<br />
58 Edición 2 - Vol. 11 - Abril/Mayo 2006 www.metalmecanica.com
Control GE Fanuc 18i-MB5<br />
Viene con una larga lista de poderosas características estándar para optimizar la geometría<br />
de la trayectoria de la herramienta para aplicaciones de moldeado. Si es necesario, Estas<br />
características pueden ser complementadas con los paquetes opcionales Mold 3 o Mold 5<br />
para incrementar la funcionalidad en la fabricación de moldes.<br />
Estabilidad térmica COOL Power<br />
Ofrece repetibilidad de posicionamiento consistente a lo largo del día, minimizando los efectos<br />
negativos del “movimiento perdido” o “flujo termal” causados por la acumulación de calor.<br />
Los elementos de posicionamiento de la máquina se mantienen a +/-1º F de la temperatura<br />
ambiente de las máquinas.<br />
Husillo de 10.000 rpm de cambio mecánico alta/baja<br />
Tiene la capacidad de realizar con efectividad operaciones de desbaste y acabado con una<br />
impresionante gama de corte de alto desempeño. Un husillo opcional de 15.000 rpm<br />
está disponible para mantener la velocidad de avance de corte cuando se utilizan<br />
herramientas pequeñas.<br />
Construcción de Guías Cuadradas<br />
En los ejes X, Y, y Z proporciona el más alto nivel de disipación de<br />
vibración para crear acabados finos y una vida prolongada de la<br />
herramienta. La rigidez de las Guías Cuadradas también minimiza<br />
la deflexión por los esfuerzos laterales en el eje Z<br />
El VMC 4020 de Fadal<br />
Con control GE Fanuc 18i-MB,<br />
está equipado con lo imprescindible para hacer<br />
moldes. Para más detalles o para programar<br />
una demostración, contacte a su representante<br />
local de Fadal.<br />
Fadal Machining Centers, LLC<br />
20701 Plummer Street, Chatsworth CA 91311 USA<br />
Telephone (818) 407-1400 • FAX (818) 407-0020<br />
Servicio al Lector: 52<br />
www.fadal.com
Sin tapones, discos u otros accesorios,<br />
nuestras Pinzas de sujeción ER con<br />
refrigerante, autoselladas, previenen la<br />
fuga del refrigerante.<br />
• Diseño patentado de ranura escalonada que<br />
previene la fuga del refrigerante por la cara<br />
de la pinza<br />
• No necesita discos, tapones u otros accesorios<br />
• No contiene hule o silicona que se desgaste<br />
• Construcción sólida en acero<br />
• 1800 psi, garantizado, con presión casi<br />
ilimitada sin falla<br />
Llame al 1-800-543-6237, 1-847-367-4800<br />
o visítenos en www.lyndexnikken.com para<br />
más información.<br />
Pinzas de sujeción<br />
ER con refrigerante<br />
Sin discos<br />
Sin tapones<br />
Sin tuercas<br />
Sin dolores de cabeza<br />
Calidad y Tecnología<br />
PRE-ALISTADORES MANDRINOS PORTAPINZAS MESAS ROTATORIAS PERFORADORES HERRAMENTAL TIPO “LIVE” PINZAS DE SUJECIÓN ER<br />
Servicio al Lector: 53