Fuxx Control - ARS 2320 / ARS 2340 Instruction Manual - Kuhnke
Fuxx Control - ARS 2320 / ARS 2340 Instruction Manual - Kuhnke Fuxx Control - ARS 2320 / ARS 2340 Instruction Manual - Kuhnke
Fuxx Control ARS 2320 / ARS 2340 KUHNKE Automation 5.3.6 Positioning sequences Positioning sequences consist of series of position sets. These are performed one after the other. Due to its path program options, a position set can become part of a path program. The result is an interlinked list of positions: START POS1 POS13 POS5 POS6 Figure 6: Path program 52 E 732 GB 14.12.2006 POS19 POS7 POS8 Using the start position of the path program, the user defines the position sequence to be performed. In principle, linear or cyclic sequences are possible. The end of a position sequence is indicated by setting the next sequential position to an "impossible" value (e.g. - 1). The start position of a path program can be determined: � via field bus � via digital inputs The number of positions in a positioning sequence is only limited by the number of total positions available. Any position set can be used in a path program. The following adjustments can be made for the position sets: � Follow-up position number for two successors (several successors are possible if forwarding is done via digital inputs) � Start-up delay � Waiting for forwarding via digital inputs at the end of the positioning run � Flag: Never stop at this position when then path program is aborted � Set the digital output when the target position has been reached / position started Further information can be found in the "Servo positioning controller ARS 2000" software manual. END
KUHNKE Automation Fuxx Control ARS 2320 / ARS 2340 5.3.7 Optional stop input The optional stop input can interrupt the running positioning process by setting the adjusted digital input. When the digital input is reset, the positioning process continues to approach to original target position. Since the existing digital inputs are usually occupied by standard applications, the analog inputs AIN1 and AIN2 as well as the digital outputs DOUT2 and DOUT3, which can also be used as digital inputs, can be used as an option. 5.3.8 Continuous-path control with linear interpolation Due to the implementation of the interpolated position mode, position setpoints can be set for multiaxis use of the controller. In this mode, position setpoints are specified by a subordinated control at fixed intervals (synchronization intervals). If the interval is greater than a position controller cycle, the controller automatically interpolates the data values between two specified position values as shown in the following graph. In addition, the servo positioning controller also calculates a corresponding speed feedforward. y t: synchronisation interval s y n c t p t P : interpolation data : Position setpoint, internally : Position control / positioning cycle time : Interpolated course of position (setpoint) : Travelled course of position (actual value) Figure 7: Linear interpolation between two data values t P E 732 GB 53 14.12.2006 t
- Page 1 and 2: KUHNKE Electronics Instruction Manu
- Page 3 and 4: KUHNKE Automation Fuxx Control ARS
- Page 5 and 6: KUHNKE Automation Fuxx Control ARS
- Page 7 and 8: KUHNKE Automation Fuxx Control ARS
- Page 9 and 10: KUHNKE Automation Fuxx Control ARS
- Page 11 and 12: KUHNKE Automation Fuxx Control ARS
- Page 13 and 14: KUHNKE Automation Fuxx Control ARS
- Page 15 and 16: KUHNKE Automation Fuxx Control ARS
- Page 17 and 18: KUHNKE Automation Fuxx Control ARS
- Page 19 and 20: KUHNKE Automation Fuxx Control ARS
- Page 21 and 22: KUHNKE Automation Fuxx Control ARS
- Page 23 and 24: KUHNKE Automation Fuxx Control ARS
- Page 25 and 26: KUHNKE Automation Fuxx Control ARS
- Page 27 and 28: KUHNKE Automation Fuxx Control ARS
- Page 29 and 30: KUHNKE Automation Fuxx Control ARS
- Page 31 and 32: KUHNKE Automation Fuxx Control ARS
- Page 33 and 34: KUHNKE Automation Fuxx Control ARS
- Page 35 and 36: KUHNKE Automation Fuxx Control ARS
- Page 37 and 38: KUHNKE Automation Fuxx Control ARS
- Page 39 and 40: KUHNKE Automation Fuxx Control ARS
- Page 41 and 42: KUHNKE Automation Fuxx Control ARS
- Page 43 and 44: KUHNKE Automation Fuxx Control ARS
- Page 45 and 46: KUHNKE Automation Fuxx Control ARS
- Page 47 and 48: KUHNKE Automation Fuxx Control ARS
- Page 49 and 50: KUHNKE Automation Fuxx Control ARS
- Page 51: KUHNKE Automation Fuxx Control ARS
- Page 55 and 56: KUHNKE Automation Fuxx Control ARS
- Page 57 and 58: KUHNKE Automation Fuxx Control ARS
- Page 59 and 60: KUHNKE Automation Fuxx Control ARS
- Page 61 and 62: KUHNKE Automation Fuxx Control ARS
- Page 63 and 64: KUHNKE Automation Fuxx Control ARS
- Page 65 and 66: KUHNKE Automation Fuxx Control ARS
- Page 67 and 68: KUHNKE Automation Fuxx Control ARS
- Page 69 and 70: KUHNKE Automation Fuxx Control ARS
- Page 71 and 72: KUHNKE Automation Fuxx Control ARS
- Page 73 and 74: KUHNKE Automation Fuxx Control ARS
- Page 75 and 76: KUHNKE Automation Fuxx Control ARS
- Page 77 and 78: KUHNKE Automation Fuxx Control ARS
- Page 79 and 80: KUHNKE Automation Fuxx Control ARS
- Page 81 and 82: KUHNKE Automation Fuxx Control ARS
- Page 83 and 84: KUHNKE Automation Fuxx Control ARS
- Page 85 and 86: KUHNKE Automation Fuxx Control ARS
- Page 87 and 88: KUHNKE Automation Fuxx Control ARS
- Page 89 and 90: KUHNKE Automation Fuxx Control ARS
- Page 91 and 92: KUHNKE Automation Fuxx Control ARS
- Page 93 and 94: KUHNKE Automation Fuxx Control ARS
- Page 95 and 96: KUHNKE Automation Fuxx Control ARS
- Page 97 and 98: KUHNKE Automation Fuxx Control ARS
- Page 99 and 100: KUHNKE Automation Fuxx Control ARS
- Page 101 and 102: KUHNKE Automation Fuxx Control ARS
<strong>Fuxx</strong> <strong>Control</strong> <strong>ARS</strong> <strong>2320</strong> / <strong>ARS</strong> <strong>2340</strong> KUHNKE Automation<br />
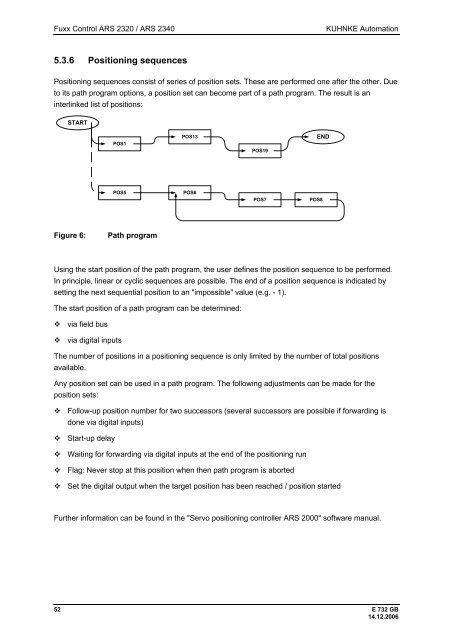
5.3.6 Positioning sequences<br />
Positioning sequences consist of series of position sets. These are performed one after the other. Due<br />
to its path program options, a position set can become part of a path program. The result is an<br />
interlinked list of positions:<br />
START<br />
POS1<br />
POS13<br />
POS5 POS6<br />
Figure 6: Path program<br />
52 E 732 GB<br />
14.12.2006<br />
POS19<br />
POS7 POS8<br />
Using the start position of the path program, the user defines the position sequence to be performed.<br />
In principle, linear or cyclic sequences are possible. The end of a position sequence is indicated by<br />
setting the next sequential position to an "impossible" value (e.g. - 1).<br />
The start position of a path program can be determined:<br />
� via field bus<br />
� via digital inputs<br />
The number of positions in a positioning sequence is only limited by the number of total positions<br />
available.<br />
Any position set can be used in a path program. The following adjustments can be made for the<br />
position sets:<br />
� Follow-up position number for two successors (several successors are possible if forwarding is<br />
done via digital inputs)<br />
� Start-up delay<br />
� Waiting for forwarding via digital inputs at the end of the positioning run<br />
� Flag: Never stop at this position when then path program is aborted<br />
� Set the digital output when the target position has been reached / position started<br />
Further information can be found in the "Servo positioning controller <strong>ARS</strong> 2000" software manual.<br />
END


