

TWIN SCREW EXTRUSION SYSTEMS TO PROCESS BIO- BASED ...
TWIN SCREW EXTRUSION SYSTEMS TO PROCESS BIO- BASED ...
TWIN SCREW EXTRUSION SYSTEMS TO PROCESS BIO- BASED ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
<strong>TWIN</strong> <strong>SCREW</strong> <strong>EXTRUSION</strong> <strong>SYSTEMS</strong> <strong>TO</strong> <strong>PROCESS</strong> <strong>BIO</strong>-<br />
<strong>BASED</strong> RESIN FORMULATIONS<br />
Prepared for<br />
Bioplastics Processing Conference<br />
Sponsored by Plastics Technology Magazine<br />
December 5-6, 2006<br />
Charlotte, NC, USA<br />
Charlie Martin<br />
Leistritz<br />
169 Meister Ave., Somerville, NJ, 08876, USA<br />
Phone: 908/685-2333 x616, E-mail: cmartin@alec-usa.com<br />
High speed, energy input (HSEI) twin screw extruders are emerging as the<br />
manufacturing methodology of choice to process innovative compounds that are derived<br />
from or utilize biobased renewable materials. Some examples of materials derived from<br />
renewable resources include PLA, PHA, TPS, natural fibers, starch, oils, and many other<br />
feedstocks. Applications include compounding, reactive processing, devolatilization and<br />
foaming. The final product is often a pellet to facilitate accurate/consistent feeding into<br />
an injection molding machine or single screw extruder. There is also a trend to bypass<br />
the pelletization step and to extrude a film/fiber/sheet/profile in one-step…this is referred<br />
to as direct extrusion. Although similar to traditional plastic processes, there are subtle<br />
differences when processing heat/shear sensitive, biobased compounds.<br />
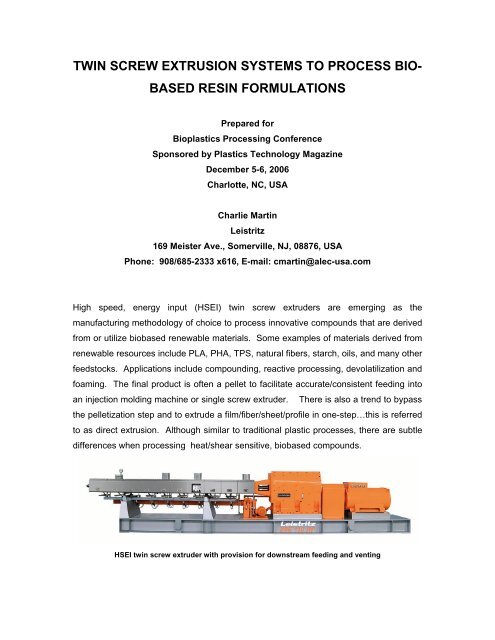
HSEI twin screw extruder with provision for downstream feeding and venting
HSEI Twin screw extruders process materials bounded by screw flights and barrel walls.<br />
Screws are segmented and assembled on high torque splined shafts. Barrels are also<br />
modular and utilize liquid cooling, which is particularly beneficial for heat sensitive<br />
formulations. A typical process length to diameter ratio (L/D) is 32 to 48 to 1 L/D, with<br />
up to 60 to 1 L/D’s being possible to facilitate reactive processing and/or multi-stage<br />
devolatilization. The motor inputs energy into the process via rotating screws that impart<br />
shear into the materials.<br />
HSEI twin screw extruder process section with multiple vents & downstream side stuffing<br />
Segmented screws/barrels, in combination with the controlled pumping and wiping<br />
characteristics of the screws, allows screw/barrel geometries to be matched to the<br />
process tasks. Solids conveying and plastication occurs in the first part of the process<br />
section. Screw elements for mixing and devolatilization are then utilized as dictated by<br />
the process. Discharge elements finally build and stabilize pressure to a die. Screw<br />
designs can be shear intensive or passive.<br />
Co-rotating intermeshing twin screw extruder screw set<br />
HSEI twin screw extruders are starve fed, which means the output rate is determined by<br />
the feeder(s), which meter pellets, liquids and fibers into the process section. The<br />
extruder screw RPM is independent from the feed rate and is used to optimize<br />
compounding efficiencies. Because the pressure gradient is controlled, and zero for<br />
much of the process, materials can be introduced into downstream barrels sections. For<br />
instance, a twin screw side stuffer can “push” high filler loadings, such as a starch or<br />
natural fiber, into the extruder screws after melting has already occurred. Downstream
side stuffing can be beneficial to obtain high filler loadings, to decrease the abrasive<br />
wear in the extruder process section, and when processing shear sensitive materials.<br />
The controlled pressure profile also facilitates venting. Factors that effect devolatilization<br />
efficiencies include residence time of the melt under the vent(s) (longer RT = better<br />
devol), the surface area of the melt pool (smaller melt pool = higher surface area = better<br />
devol) and the surface renewal of the melt pool (higher renewal = better devol).<br />
Vacuum pump system that interfaces to HSEI twin screw extruder for devolatilization<br />
Front end design: The front-end design of the HSEI twin screw extruder is critical to the<br />
overall success or failure when processing many bio-based products, as this is where<br />
degradation often occurs. Adapters and front-end attachments should be designed to<br />
minimize dead areas that can/will result in high pressures and/or flow stagnation.<br />
If filtration is a requirement, the adapter should facilitate a low volume, streamlined<br />
transition to the breaker plate. In many cases an oval breaker plate is used and the<br />
screws are extended from the extruder to minimize the distance from the screw tips to<br />
the breaker plate. Options include a simple breaker plate that holds screens in the<br />
front-end adapter, slide-plate (discontinuous) screen changers and continuous screen<br />
changers of various designs. The throughput of the system, level of contamination and<br />
degree of filtration are all selection factors. It is worth noting that high-volume, nonstreamlined<br />
melt flow paths associated with some of the continuous model screen<br />
changers will preclude usage with some bio-based formulations.
Gear pumps may also be attached to the front-end of a HSEI twin screw extruder to<br />
build pressures, which can be useful in a number of scenarios. HSEI twin screw<br />
extruders operate at comparatively low pressures, typically below 1500 PSI. At higher<br />
pressures the materials tend to “back up” and discharge up the vent. Gear pumps also<br />
facilitate a low front-end pressure (below 500 PS) for the HSEI twin screw extruder to<br />
minimize the viscous heating associated with the discharge screw elements prior to exit.<br />
Gear pump and screen changer attached to HSEI twin screw extruder<br />
Feed system design: Feeders are a critical component in a twin screw extrusion<br />
system to maintain formulation consistency/rate. Various delivery mechanisms are used,<br />
including: vibratory (for pellets), single screw (for pellets, regrind and some powders),<br />
and twin screw (for powders). Volumetric feeders maintain a constant rpm and are<br />
acceptable for pre-mixes that do not segregate, but for multiple feed streams loss-inweight<br />
feeders are preferred. Loss-in-weight feeders modulate the auger speed to<br />
maintain a consistent mass flow to the extruder, using an algorithm that is based on<br />
materials usage from the hopper situated on a load cell, that compensates for feed<br />
density changes relating to the level of hopper fill. The material handling system, which<br />
moves raw materials from storage to the feeder(s), is also critical to the system design.
Pelletization: Pelletizing systems, as the name implies, are used to produce pellets for<br />
feeding into another device. Cooling may be either in air, on cooling belts or water.<br />
Typically, pellets do not have tight dimensional tolerances as compared to final products.<br />
Strand pelletizing is the most widely utilized and versatile pelletizing technology. An<br />
extruder forces the melt through a strand die which is then pulled through a cooling<br />
medium by feedrolls and cut by a bed knife/rotor assembly. Strand pellets are typically<br />
in the 3 to 4 mm range, but can be as short as 1 mm and as long as 25 mm based upon<br />
the comparative speeds of the feed rolls and rotor in combination with the number of<br />
rotor teeth. The strands are typically cooled in a water bath, or sometimes on a<br />
waterslide. Prior to entering the pelletizer, an air stripper device removes moisture from<br />
the surface of the strands. The end product is a cylinder.<br />
Strand pelletizer with 2-roll puller and cutting head assembly<br />
For products that cannot contact water, the cooling bath is replaced with a cooling belt or<br />
static cooling table. Cooling belts can be stainless steel with liquid “spray” cooling<br />
underneath the belt to facilitate additional heat dissipation. Auxiliary cooling blowers<br />
with ambient or refrigerated air streams can be specified.<br />
Another alternative is referred to as “die face” pelletizing, where the extrudate is cut at<br />
the die face while still molten and then cooled via air or liquid. The advantage of this<br />
system, if workable, is that strand breakage during the cooling phase is eliminated. If
the process is amenable, die face pelletizing is often preferred for high volume and<br />
reclaim applications.<br />
Air quench die-face pelletizing is used for highly filled or viscous formulations, such as a<br />
fractional melt HDPE with a natural fiber, such as rice hull. After the cut, pellets are<br />
pneumatically conveyed to either a vibratory cooler/separator or fluidized vibratory unit,<br />
where cooling is finished. Additional product drying is possible via a heated air stream<br />
in the fluidized bed. Most formulations cannot be processed in this method, as many<br />
materials tend to smear at the die face. Vortec tubes to direct chilled air at the die<br />
face and/or atomizers to mist the cutting chamber can be used for borderline<br />
formulations. Pellets produced via the air quench method are typically slightly deformed<br />
in cooling, and are generally deemed not as aesthetically appealing as others.<br />
Underwater pelletizing is exactly what the name describes. The molten product is fed<br />
through a die with a series of holes in a circular pattern. When the product emerges from<br />
the die, it is cut into pellets by the rotating blades and immediately quenched in water.<br />
The water/pellet slurry is then pumped to a spin dryer for dewatering and surface drying.<br />
This system produces a unique spherical pellet resulting from the product being cut in a<br />
submerged environment. Underwater pelletization is often used for PLA formulations.<br />
HSEI twin screw extruder with underwater pelletizing system
Direct extrusion: Most HSEI twin screw extruders produce pellets, however<br />
compounding/devolatilizing combined with direct extrusion of sheet, film, fiber or profile<br />
is now common. To maintain dimensional tolerances a gear pump front-end attachment,<br />
as described above, is often used. Alternatively, a single screw pump may also be<br />
specified. The length is approximately 10 to 1 L/D, essentially the metering section of a<br />
single screw extruder. For many foaming applications the single screw pump provides<br />
additional cooling of the melt prior to the die.<br />
Gear pump and sheet die attached to HSEI twin screw extruder<br />
The HSEI twin screw extruder performing direct extrusion is more complex as compared<br />
to a single screw extrusion line. The feeding system sets the formulation tolerance and<br />
also plays a major role in pressure stability. Typically, a PLC based master control<br />
system is required to “manage” the system, as well as to facilitate recipe retrieval and<br />
data acquisition/archiving.<br />
The residence time inherent with a HSEI twin screw extruder (5 seconds to 2 minutes+)<br />
must be taken into account for the pressure control algorithm. A possible control
scenario is for the gear pump rpm (or screw pump) to be locked to set a constant rate to<br />
the die. The control software uses an algorithm program to analyze the inputs from key<br />
points in the system, makes numerical calculations, and applies corrections to the screw<br />
RPM and feed rate to maintain the gear pump inlet pressure at its set point.<br />
Providing a usable melt to the die and downstream system is only half of the battle. Now<br />
the appropriate die and downstream equipment is required size and cool the extrudate,<br />
such as a film, sheet, fiber, or profile.<br />
Summary: Many processors have struggled to process bio-based formulations because<br />
most of their experience has been with traditional plastics. Once it is understood that<br />
renewable resources tend to be more heat and shear sensitive (and sometimes<br />
increased devolatilization requirements) as compared to standard polymer compounds<br />
then the HSEI twin screw extruder and system can be configured and operated<br />
accordingly.<br />
This is not virgin territory, in that food extrusion has been utilized for decades. Rigid<br />
PVC and other plastics products, such as glass filled compounds, have similar process<br />
requirements. Now that significant development and marketing efforts are being targeted<br />
at “bioplastics” the learning curve will accelerate, and in the foreseeable future<br />
processing of these materials will become commonplace. The flexible and sophisticated<br />
design of the HSEI twin screw extruder makes it the ideal device to process these<br />
materials to make pellets and/or parts.