• Dust is generated during handling and transportation of iron ores, DRI, solid reducing agents and ash; the latter two only using alternate sources of reducing gases, other than natural gas. Typically, the material handling of an Energiron plant consists of the iron ore and product handling systems. These systems include bins, screening units, coating unit, conveyors, and transfer stations. Air pollution caused by dust is minimized by installing appropriate dust collectors in the main generation points, typically in trasfer locations and screening units. • Flue gases containing the polluting elements SO x and NO x , are derived from the combustion systems of the reducing gas generation units, gas heaters and rotary kilns. The amount of SO x and NO x can be decreased in gas based processes by an adequate control of combustion operations, and by desulfurization of the fuel gas stream to be used, both as process gas (reducing gas) and as fuel. The process chemistry of each technology will determine how difficult or how easy this control will be. In the case of the Energiron technology, SO x is selectively eliminated in the CO 2 absorption unit and NO x is easily controlled by low-NO x type burners, allowing compliance with even the strictest standards. • Suspended solids in the effluents from the water systems consist mainly of iron oxide and DRI particles, collected in the wet systems of the different sections of the plant. These solids can be dried and concentrated to be sold or reused as feedstock in the reduction units. Environmental Impact Emissions from Energiron plants are in accordance with the most stringent environmental regulations anywhere. This is achieved in large part due to the process design itself; while other processes require heat recovery equipment which tends to increase the NO x levels, the Energiron Process is efficient by design due to its process configuration and heat recovery systems. Depending on the type of plant, heat recovery systems consists of: • With external reformer - the efficiency is achieved by generation of steam, which is required for natural gas reforming and for CO 2 stripping. Prior to end-using, the steam is used in some steam turbines for power co-generation, reducing significantly electricity consumption. • With “in-situ” reforming, the steam required in CO 2 stripping is generated in the top gas heat recuperator. Thus, while achieving high overall thermal efficiency in the plant, there is no significant need for preheating the combustion air in the reformer or in the heater to high temperatures, thus eliminating the possibility of high NO x generation. For other DR processes, this is not the case and the choice between decreasing thermal efficiency or installing expensive de-NO x units remains. The tables summarize the environmental impact of Energiron plants, comprising solid wastes, emissions to the air and water, and noise. These levels comply with the strict standards imposed in such areas as the USA, Saudi Arabia, Malaysia and other nations with the most modern environmental standards, including new standards proposed but not yet enacted. Tenova HYL together with Danieli has been working on a project for a plant of 1.6 million tpy capacity being built for GHC in Abu Dhabi, where environmental controls are also among the strictest anywhere. Still, the values achieved are well within the requirements for compliance. Table I Solid Wastes (kg/ton DRI) Recycled Dumped Total • Dust collected 3.20 - 3.20 • Iron oxide fines - 26.70 26.70 • DRI cooling losses - 6.45 6.45 • Others 0.25 0.35 0.60 MAY-<strong>2007</strong>/34
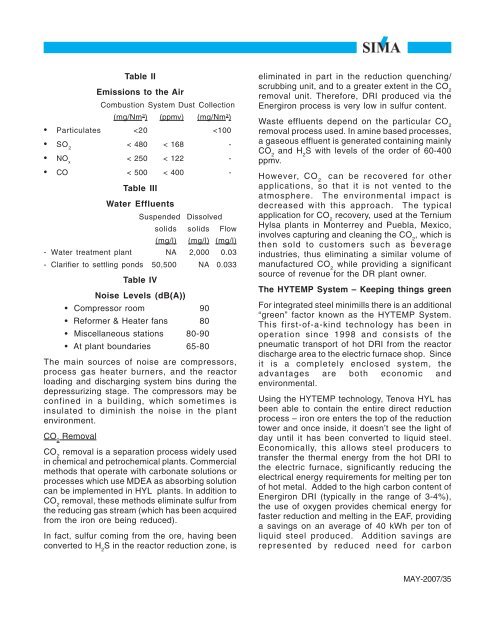
Table II Emissions to the Air Combustion System Dust Collection (mg/Nm 3 ) (ppmv) (mg/Nm 3 ) • Particulates