AN 400 Part 2 - Corrosion protection for bought-in parts
AN 400 Part 2 - Corrosion protection for bought-in parts
AN 400 Part 2 - Corrosion protection for bought-in parts

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Company Standard Issue date: 2010-01<br />
<strong>AN</strong> <strong>400</strong> <strong>Part</strong> 2 - <strong>Corrosion</strong> <strong>protection</strong> <strong>for</strong> <strong>bought</strong>-<strong>in</strong> <strong>parts</strong><br />
Approved: Hr. Dr. Gehr<strong>in</strong>g Replace: 01.08.2009 Replaced by<br />
1. General<br />
This standard is a general <strong>in</strong>struction which is to be applied <strong>in</strong> all cases where special preservation or<br />
pa<strong>in</strong>t<strong>in</strong>g is not required by a quality directive, draw<strong>in</strong>g <strong>in</strong><strong>for</strong>mation, order text or order policy.<br />
The supplier is responsible <strong>for</strong> the correct application of corrosion <strong>protection</strong> and <strong>for</strong> ensur<strong>in</strong>g that goods<br />
are delivered <strong>in</strong> perfect condition without corrosion damage.<br />
<strong>Corrosion</strong> <strong>protection</strong> must be designed to cover transportation, and also be suitable <strong>for</strong> a period of at least<br />
12 months.<br />
In addition to corrosion <strong>protection</strong>, substantial packag<strong>in</strong>g must be provided which protects the <strong>bought</strong>-<strong>in</strong><br />
part aga<strong>in</strong>st damage and the effects of the environment (e.g. moisture).<br />
As a general rule, only those corrosion <strong>protection</strong> methods and products which allow the <strong>bought</strong>-<strong>in</strong> part to<br />
be used without first remov<strong>in</strong>g the means of preservation are permissible.<br />
The use of corrosion <strong>in</strong>hibitors which have to be removed be<strong>for</strong>e the <strong>bought</strong>-<strong>in</strong> part can be used (high<br />
viscosity oils, waxes) is only permissible <strong>in</strong> the case of very large components (e.g. base frame or large<br />
eng<strong>in</strong>e crankcase (≥ 32/40)) and only by agreement with M<strong>AN</strong> Diesel.<br />
2. Pa<strong>in</strong>t<strong>in</strong>g<br />
All unmach<strong>in</strong>ed surfaces must be pa<strong>in</strong>ted.<br />
As the requirement profile of the pa<strong>in</strong>ts to be used is extremely varied, only pa<strong>in</strong>ts approved by M<strong>AN</strong><br />
Diesel must be used.<br />
The first listed products should be preferred. These products conta<strong>in</strong> a m<strong>in</strong>imum amount of solvents and<br />
comply with the requirements of European VOC legislation.<br />
When applied correctly, the pa<strong>in</strong>ts specified <strong>in</strong> this norm fulfil all the requirements relat<strong>in</strong>g to temperature<br />
resistance, media compatibility (e.g. lubricat<strong>in</strong>g oil), compatibility with process<strong>in</strong>g media (e.g. cutt<strong>in</strong>g fluid)<br />
and the ability to be pa<strong>in</strong>ted over (with pa<strong>in</strong>t systems used by M<strong>AN</strong> Diesel).<br />
The pa<strong>in</strong>t manufacturer's process<strong>in</strong>g <strong>in</strong>structions and the requirements <strong>for</strong> the surface of the part to be<br />
coated must be observed.<br />
The film thickness mentioned <strong>in</strong> the follow<strong>in</strong>g chapters is the dry film thickness(DFT) above surface<br />
roughness.<br />
M<strong>AN</strong> Diesel SE Copyrights and utilization only allowed with obligation of M<strong>AN</strong> Diesel SE 1/10
Company Standard Issue date: 2010-01<br />
<strong>AN</strong> <strong>400</strong> <strong>Part</strong> 2 - <strong>Corrosion</strong> <strong>protection</strong> <strong>for</strong> <strong>bought</strong>-<strong>in</strong> <strong>parts</strong><br />
2.1 Pa<strong>in</strong>t<strong>in</strong>g of turbocharger <strong>parts</strong><br />
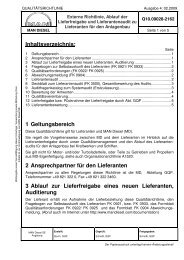
The cast <strong>parts</strong> to be pa<strong>in</strong>ted can be seen from Draw<strong>in</strong>g E.11.5004-0110 <strong>in</strong> the appendix. All other<br />
turbocharger <strong>parts</strong> <strong>for</strong> which pa<strong>in</strong>t<strong>in</strong>g is required must likewise be pa<strong>in</strong>ted with the systems stated here,<br />
provided there is no purchase text or draw<strong>in</strong>g with different requirements.<br />
The turbocharger <strong>parts</strong> supplied will not be given an additional top coat by M<strong>AN</strong> Diesel. The pa<strong>in</strong>t applied<br />
to <strong>bought</strong>-<strong>in</strong> <strong>parts</strong> is the f<strong>in</strong>al f<strong>in</strong>ish <strong>for</strong> the turbocharger. It is there<strong>for</strong>e essential that damage to the coat<strong>in</strong>g<br />
be avoided (e.g. when shipp<strong>in</strong>g).<br />
The follow<strong>in</strong>g systems are approved:<br />
• Silicotherm 655E as a one-coat system, DFT 50µm on cast iron, otherwise 30µm<br />
Manufacturer: Süddeutsches Lackwerk, 85622 Feldkirchen, Germany<br />
Alternatively:<br />
• Sigmaz<strong>in</strong>c 158/Sigmatherm 540 as a two-coat system<br />
Primer: Sigmaz<strong>in</strong>c 158, DFT 75µm<br />
Top coat: Sigmatherm 540, DFT 25µm<br />
Manufacturer: Sigma Coat<strong>in</strong>gs<br />
Pa<strong>in</strong>ts other than those stated are permissible if it can be shown that they fulfil the specification <strong>in</strong> the<br />
appendix (as an overall system). A test certificate from an <strong>in</strong>dependent laboratory must be submitted to<br />
M<strong>AN</strong> Diesel <strong>for</strong> this purpose.<br />
2.2 Pa<strong>in</strong>t<strong>in</strong>g of thermally stressed eng<strong>in</strong>e <strong>parts</strong><br />
These <strong>in</strong>clude <strong>parts</strong> of Assembly 289 (exhaust pipe, …), and <strong>parts</strong> exposed to temperatures above 200°C<br />
(see draw<strong>in</strong>g).<br />
The follow<strong>in</strong>g systems are approved:<br />
• Thermo-Z<strong>in</strong>k AL600+, DFT 50µm<br />
Manufacturer: Süddeutsches Lackwerk, 85622 Feldkirchen, Germany<br />
Alternatively:<br />
• Sigmaz<strong>in</strong>c 158, DFT 75µm<br />
Manufacturer: Sigma Coat<strong>in</strong>gs<br />
Pa<strong>in</strong>ts other than those stated are permissible if it can be shown that they fulfil the specification <strong>in</strong> the<br />
appendix. A test certificate from an <strong>in</strong>dependent laboratory must be submitted to M<strong>AN</strong> Diesel <strong>for</strong> this<br />
purpose.<br />
M<strong>AN</strong> Diesel SE Copyrights and utilization only allowed with obligation of M<strong>AN</strong> Diesel SE 2/10
Company Standard Issue date: 2010-01<br />
<strong>AN</strong> <strong>400</strong> <strong>Part</strong> 2 - <strong>Corrosion</strong> <strong>protection</strong> <strong>for</strong> <strong>bought</strong>-<strong>in</strong> <strong>parts</strong><br />
2.3 Pa<strong>in</strong>t<strong>in</strong>g of non-thermally stressed eng<strong>in</strong>e <strong>parts</strong><br />
The follow<strong>in</strong>g systems are approved:<br />
• Wetterwart 2K Ultra-High-Solid SL 2304, RAL 7040<br />
Manufacturer: Süddeutsches Lackwerk, 85622 Feldkirchen, Germany<br />
Alternatively:<br />
• Wetterwart SL 2233, RAL 7040<br />
Manufacturer: Süddeutsches Lackwerk, 85622 Feldkirchen, Germany<br />
• Sigmacover 435, light grey<br />
Manufacturer: Sigma Coat<strong>in</strong>gs<br />
• Sigmacover 456, Colour mid-grey: RAL 7040 or similar<br />
Manufacturer: Sigma Coat<strong>in</strong>gs<br />
• Amercoat 385, RAL Colour mid-grey: RAL 7040 or similar<br />
Manufacturer: PPG Protective and Mar<strong>in</strong>e Coat<strong>in</strong>gs<br />
All these coat<strong>in</strong>gs have to be applied with a DFT of 90 – 140µm<br />
Pa<strong>in</strong>ts other than those stated are permissible if it can be shown that they fulfil the specification <strong>in</strong> the<br />
appendix. A test certificate from an <strong>in</strong>dependent laboratory must be submitted to M<strong>AN</strong> Diesel <strong>for</strong> this<br />
purpose.<br />
M<strong>AN</strong> Diesel SE Copyrights and utilization only allowed with obligation of M<strong>AN</strong> Diesel SE 3/10
Company Standard Issue date: 2010-01<br />
<strong>AN</strong> <strong>400</strong> <strong>Part</strong> 2 - <strong>Corrosion</strong> <strong>protection</strong> <strong>for</strong> <strong>bought</strong>-<strong>in</strong> <strong>parts</strong><br />
3. Preservation<br />
All non-pa<strong>in</strong>ted areas which are at risk of corrosion must be reliably protected aga<strong>in</strong>st corrosion.<br />
Only products and systems which do not require the means of preservation to be removed be<strong>for</strong>e use are<br />
permitted <strong>for</strong> this purpose.<br />
If corrosion <strong>in</strong>hibit<strong>in</strong>g oils are used, it must be ensured that these are compatible with the fluids used <strong>in</strong><br />
eng<strong>in</strong>es (e.g. lubricat<strong>in</strong>g oil).<br />
The use of waxy corrosion <strong>in</strong>hibitors is only permitted <strong>in</strong> the case of very large <strong>parts</strong> and after prior<br />
consultation with M<strong>AN</strong> Diesel.<br />
A common method of provid<strong>in</strong>g temporary corrosion <strong>protection</strong> which does not require the preservation<br />
medium to be removed is the use of VCI products. VCI stands <strong>for</strong> Volatile <strong>Corrosion</strong> Inhibitor.<br />
The vapour phase of these products <strong>for</strong>ms a corrosion <strong>in</strong>hibit<strong>in</strong>g coat<strong>in</strong>g on the component to be protected<br />
which degrades when the VCI carrier is removed. Common VCI carriers <strong>in</strong>clude foil, paper, chips and oil.<br />
This is the recommended method of corrosion <strong>protection</strong> when shipp<strong>in</strong>g overland.<br />
This is the specified method when shipp<strong>in</strong>g overseas.<br />
Small <strong>parts</strong> can either be wrapped <strong>in</strong> VCI foil or <strong>in</strong> VCI paper and packed <strong>in</strong> a box. An additional VCI<br />
carrier (paper, oil, chips) must be used when us<strong>in</strong>g foil.<br />
Medium-sized and large <strong>parts</strong> must be packed <strong>in</strong> VCI foil. Bare surfaces and holes must additionally be<br />
preserved with a VCI oil.<br />
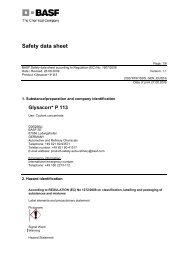
Examples of what such <strong>protection</strong> may look like are shown <strong>in</strong> the appendix.<br />
Reliable preservation us<strong>in</strong>g VCI products assumes that the packag<strong>in</strong>g is not damaged dur<strong>in</strong>g shipp<strong>in</strong>g.<br />
This must be ensured by choos<strong>in</strong>g a suitable load carrier or suitable crate and appropriate mark<strong>in</strong>g.<br />
It must be ensured that only VCI products which are compatible with the component material are used.<br />
Only dry, clean and corrosion-free components may be preserved and packed. Perspiration from the<br />
hands on bare surfaces must be avoided. The components to be packed must be cooled to ambient<br />
temperature. Hot components (e.g. after clean<strong>in</strong>g) must not be packed.<br />
VCI products must be used be<strong>for</strong>e their shelf life has expired. Only VCI products from the orig<strong>in</strong>al<br />
packag<strong>in</strong>g may be used. VCI products lose their effectiveness if not stored <strong>in</strong> the orig<strong>in</strong>al packag<strong>in</strong>g. VCI<br />
packag<strong>in</strong>g is non-returnable packag<strong>in</strong>g and must not be reused.<br />
The packag<strong>in</strong>g must be as air tight as possible. The VCI material is only able to work <strong>in</strong> a sealed pack.<br />
It is recommended that the manufacturer's advice be sought when us<strong>in</strong>g VCI products <strong>for</strong> the first time.<br />
There are various manufacturers of VCI products who are also represented worldwide. An example of<br />
these is Branopac (www.branopac.com), who are also represented <strong>in</strong> the Asiatic region.<br />
M<strong>AN</strong> Diesel SE Copyrights and utilization only allowed with obligation of M<strong>AN</strong> Diesel SE 4/10
Company Standard Issue date: 2010-01<br />
<strong>AN</strong> <strong>400</strong> <strong>Part</strong> 2 - <strong>Corrosion</strong> <strong>protection</strong> <strong>for</strong> <strong>bought</strong>-<strong>in</strong> <strong>parts</strong><br />
Attachment 1<br />
M<strong>AN</strong> Diesel SE Copyrights and utilization only allowed with obligation of M<strong>AN</strong> Diesel SE 5/10
Company Standard Issue date: 2010-01<br />
<strong>AN</strong> <strong>400</strong> <strong>Part</strong> 2 - <strong>Corrosion</strong> <strong>protection</strong> <strong>for</strong> <strong>bought</strong>-<strong>in</strong> <strong>parts</strong><br />
Attachment 2<br />
Examples <strong>for</strong> VCI preservation:<br />
Small <strong>parts</strong>:<br />
Medium sized and large <strong>parts</strong>:<br />
M<strong>AN</strong> Diesel SE Copyrights and utilization only allowed with obligation of M<strong>AN</strong> Diesel SE 6/10
Company Standard Issue date: 2010-01<br />
<strong>AN</strong> <strong>400</strong> <strong>Part</strong> 2 - <strong>Corrosion</strong> <strong>protection</strong> <strong>for</strong> <strong>bought</strong>-<strong>in</strong> <strong>parts</strong><br />
Attachment 3: Pa<strong>in</strong>t specification<br />
1. Pa<strong>in</strong>t<strong>in</strong>g of turbocharger <strong>parts</strong><br />
Surface: blasted SA 2 ½<br />
Characteristics Requirements Test Instructions<br />
Colour silver, RAL 9006 Visual as per RAL colour card<br />
Gloss matt DIN EN ISO 2813 (60° angle)<br />
Cross-hatch cut Gt 0<br />
DIN EN ISO 2409<br />
Multi-cut unit 1 mm spac<strong>in</strong>g<br />
Adhesion test (scratch test)<br />
Orig<strong>in</strong>al condition<br />
max. K 1<br />
(the coat<strong>in</strong>g shows good<br />
adhesion, but shows serrated<br />
edges)<br />
The coat<strong>in</strong>g is removed down to the<br />
background by cutt<strong>in</strong>g or scrap<strong>in</strong>g with a<br />
knife blade under pressure. To verify the<br />
bond<strong>in</strong>g between several layers, the<br />
pressure on the knife blade is reduced as<br />
necessary.<br />
Salt-spray test Test duration 500 h DIN EN ISO 9227<br />
• Bubble build-up max. m0/g0 DIN 53209<br />
• Adhesion strength<br />
(scratch test)<br />
max. K 1 see adhesion test<br />
• <strong>Corrosion</strong> degree max. Ri 1 DIN 53210<br />
Condensed water climate<br />
test<br />
Test duration 500 h DIN EN ISO 6270-2<br />
• Bubble build-up max. m0/g0 DIN 53209<br />
• Adhesion strength<br />
(scratch test)<br />
max. K 1 see adhesion test<br />
Resistance to chemicals Test duration 24 h<br />
Types: see appendix T2A<br />
preservative<br />
cutt<strong>in</strong>g fluid<br />
cleaner<br />
Heat-Resistance<br />
600°C<br />
scratch test max. K 1<br />
cross-hatch cut max. Gt1<br />
No visible change, e.g.<br />
swell<strong>in</strong>g or shr<strong>in</strong>kage<br />
Slight loss of gloss<br />
permissible<br />
test duration 48 h<br />
scratch test max. K 2<br />
cross-hatch cut max. Gt2<br />
DIN EN ISO 2812-1<br />
Procedure 2<br />
RT (= Room temperature)<br />
M<strong>AN</strong> Diesel SE Copyrights and utilization only allowed with obligation of M<strong>AN</strong> Diesel SE 7/10
Company Standard Issue date: 2010-01<br />
<strong>AN</strong> <strong>400</strong> <strong>Part</strong> 2 - <strong>Corrosion</strong> <strong>protection</strong> <strong>for</strong> <strong>bought</strong>-<strong>in</strong> <strong>parts</strong><br />
2. Pa<strong>in</strong>t <strong>for</strong> thermal loaded eng<strong>in</strong>e <strong>parts</strong><br />
Characteristics Requirements Test Instructions<br />
Colour grey Visual<br />
Cross-hatch cut Gt 0<br />
DIN EN ISO 2409<br />
Multi-cut unit 1 mm spac<strong>in</strong>g<br />
max. K 1<br />
The coat<strong>in</strong>g is removed down to the<br />
Adhesion test (scratch test)<br />
(die Beschichtung haftet sehr<br />
gut, zeigt jedoch gezackte<br />
background by cutt<strong>in</strong>g or scrap<strong>in</strong>g with a<br />
knife blade under pressure. To verify the<br />
Orig<strong>in</strong>al condition<br />
Ränder) / (the coat<strong>in</strong>g shows<br />
good adhesion, but shows<br />
bond<strong>in</strong>g between several layers, the<br />
pressure on the knife blade is reduced as<br />
serrated edges)<br />
necessary.<br />
Salt-spray test Test duration 500 h DIN EN ISO 9227<br />
• Bubble build-up max. m0/g0 DIN 53209<br />
• Adhesion strength<br />
(scratch test)<br />
max. K 1 see adhesion test<br />
• <strong>Corrosion</strong> degree max. Ri 1 DIN 53210<br />
Condensed water climate<br />
test<br />
Test duration 500 h DIN EN ISO 6270-2<br />
• Bubble build-up max. m0/g0 DIN 53209<br />
• Adhesion strength<br />
(scratch test)<br />
max. K 1 see adhesion test<br />
Resistance to chemicals Test duration 24 h<br />
Types: see appendix T2A<br />
preservative<br />
cutt<strong>in</strong>g fluid<br />
cleaner<br />
Heat-Resistance<br />
600°C<br />
scratch test max. K 1<br />
cross-hatch cut max. Gt1<br />
No visible change, e.g.<br />
swell<strong>in</strong>g or shr<strong>in</strong>kage<br />
Slight loss of gloss<br />
permissible<br />
test duration 48 h<br />
scratch test max. K 2<br />
cross-hatch cut max. Gt2<br />
DIN EN ISO 2812-1<br />
Procedure 2<br />
RT (= Room temperature)<br />
M<strong>AN</strong> Diesel SE Copyrights and utilization only allowed with obligation of M<strong>AN</strong> Diesel SE 8/10
Company Standard Issue date: 2010-01<br />
<strong>AN</strong> <strong>400</strong> <strong>Part</strong> 2 - <strong>Corrosion</strong> <strong>protection</strong> <strong>for</strong> <strong>bought</strong>-<strong>in</strong> <strong>parts</strong><br />
3. Pa<strong>in</strong>t <strong>for</strong> eng<strong>in</strong>e <strong>parts</strong> not thermal loaded<br />
Characteristics Requirements Test Instructions<br />
Colour grey Visual<br />
Cross-hatch cut Gt 0<br />
DIN EN ISO 2409 Multi-cut unit 1 mm<br />
spac<strong>in</strong>g<br />
The coat<strong>in</strong>g is removed down to the<br />
max. K 1<br />
background by cutt<strong>in</strong>g or scrap<strong>in</strong>g with a<br />
Adhesion test (scratch test) (the coat<strong>in</strong>g shows good knife blade under pressure. To verify the<br />
Orig<strong>in</strong>al condition<br />
adhesion, but shows bond<strong>in</strong>g between several layers, the<br />
serrated edges) pressure on the knife blade is reduced as<br />
necessary.<br />
Salt-spray test Test duration 500 h DIN EN ISO 9227<br />
• Bubble build-up max. m0/g0 DIN 53209<br />
• Adhesion strength<br />
(scratch test)<br />
max. K 1 see adhesion test<br />
• <strong>Corrosion</strong> degree max. Ri 1 DIN 53210<br />
Condensed water climate<br />
test<br />
Test duration 500 h DIN EN ISO 6270-2<br />
• Bubble build-up max. m0/g0 DIN 53209<br />
• Adhesion strength<br />
(scratch test)<br />
max. K 1 see adhesion test<br />
Resistance to chemicals Test duration 24 h<br />
Types: see appendix<br />
Preservative<br />
lube oil<br />
cutt<strong>in</strong>g fluid<br />
Cleaner<br />
Recoatable with 2K-Epoxy<br />
Amerlock 2/<strong>400</strong> ( dft 60-80<br />
µm)<br />
No visible change, e.g.<br />
swell<strong>in</strong>g or shr<strong>in</strong>kage<br />
Slight loss of gloss<br />
permissible<br />
scratch test max. K 1<br />
cross-hatch cut max. Gt1<br />
scratch test max. K 1<br />
cross-hatch cut max. Gt1<br />
DIN EN ISO 2812-1<br />
Procedure 2<br />
RT (= Room temperature)<br />
M<strong>AN</strong> Diesel SE Copyrights and utilization only allowed with obligation of M<strong>AN</strong> Diesel SE 9/10
Company Standard Issue date: 2010-01<br />
<strong>AN</strong> <strong>400</strong> <strong>Part</strong> 2 - <strong>Corrosion</strong> <strong>protection</strong> <strong>for</strong> <strong>bought</strong>-<strong>in</strong> <strong>parts</strong><br />
Chemicals <strong>for</strong> resistance test<strong>in</strong>g<br />
Eng<strong>in</strong>e oil: m<strong>in</strong>eral oil based middle alkal<strong>in</strong>e lube oil (e. g. Shell Arg<strong>in</strong>a X40, BP Energol IC-<br />
HFX404, Exxon Mobil Mobilgard M440, Chevron Taro 40XL40, Total Aurelia<br />
TI4040)<br />
Test<strong>in</strong>g temperature: 80 °C<br />
Cleaner: alkal<strong>in</strong>e water based spray-cleaner <strong>for</strong> metal components. Conta<strong>in</strong>s surfactants,<br />
am<strong>in</strong>es, yellow metal <strong>in</strong>hibitors and anti-corrosion components. pH value 8,5 -<br />
10,5 (e. g. Eskaphor N6811, Haugg Chemie).<br />
test<strong>in</strong>g temperature: 60 °C<br />
Cutt<strong>in</strong>g Fluid: watermiscuble cutt<strong>in</strong>g fluid conta<strong>in</strong><strong>in</strong>g am<strong>in</strong>es, emulsifiers and corrosion<br />
<strong>in</strong>hibitors with a m<strong>in</strong>eral oil content between 10 and 50 %<br />
(e. g. Castrol Hysol 30 FF)<br />
Preservative: wax-like preservative with a content of solvent (naphtha) of about 50 % (e. g.<br />
Valvol<strong>in</strong>e Tectyl 846 oder Fuchs Anticorit BW 366)<br />
M<strong>AN</strong> Diesel SE Copyrights and utilization only allowed with obligation of M<strong>AN</strong> Diesel SE 10/10