Colour Chronicle - Sept 2010 - Clariant
Colour Chronicle - Sept 2010 - Clariant
Colour Chronicle - Sept 2010 - Clariant

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
<strong>Colour</strong> <strong>Chronicle</strong><br />
A <strong>Clariant</strong> Chemicals (India) Limited Publication<br />
for Textile, Leather and Paper<br />
31 st year of publication<br />
Number 1 | <strong>2010</strong>
colour chronicle 1 | <strong>2010</strong><br />
Contents<br />
Textile 3<br />
Optical Brighteners<br />
Oligomer Dispersant<br />
New black pigment dispersion for printing & dyeing<br />
Pigment Printing<br />
Advanced Denim<br />
Q&A 13<br />
Textile - An Essential, Rich Heritage<br />
Paper 16<br />
Cartabond ® cross linkers<br />
New Arrivals 19<br />
Inside Views 20<br />
<strong>Clariant</strong> Chemicals focus on Melioderm<br />
<strong>Clariant</strong> in ITMA Shanghai<br />
<strong>Clariant</strong> Chemicals – Towards a more sustainable solution<br />
Gleanings from Press 22<br />
2 colour chronicle 1 | <strong>2010</strong>
Optical Brighteners<br />
New focused global product Range<br />
Polyester Polyamide Polyacryl Cotton Plastic<br />
Hostalux ETB Leucophor PAT Hostalux ACK Leucophor BSB Hostalux KCB<br />
Hostalux ETBN Hostalux PN Hostalux SNR Leucophor BSBB Hostalux KS<br />
Hostalux ERE Hostalux PNB Hostalux NSM Leucophor PC Hostalux KSN<br />
Hostalux EREN Hostalux CPA Leucophor BMF Hostalux KSB3<br />
Hostalux ESR Leucophor BMB Hostalux KSK<br />
Hostalux ES2R Leucophor BLR Hostalux KS1<br />
Hostalux EF Leucophor BLB Hostalux KS1B<br />
Leucophor EFN Hostalux KS2<br />
Hostalux ENP 400 Hostalux KS2S<br />
Hostalux ENP-N Leucopure EGM<br />
Hostalux 2902<br />
Optical Brighteners - OBA for Wool<br />
Heatalux Leucophor Leucophor Leucophor<br />
PR p PAT lq BSB lq PC lq<br />
Technical data<br />
Commercial for Powder liquid liquid liquid<br />
Density at 20°C = g/cm3 1.12+/– 0.03 1.12+/– 0.05 1.12+/– 0.05<br />
Bulk density = g/l 300 g/l<br />
Ionic character anionic anionic anionic anionic<br />
Substantivity high high medium high<br />
Shade reddish reddish bluish reddish<br />
Resistance in solutions to :<br />
Hard water good conditional good good<br />
Acids up to pH 1 1 6 3.5<br />
Alkalis upto °Bé resp. pH 10 10 2 2<br />
Sodium hydrosulphite very good very good very good very good<br />
Hydrogen peroxide conditional – very good very good<br />
Sodium hypochlorite – – – –<br />
Sodium chlorite – – – –<br />
Compatibility in solution with :<br />
Anionic wetting agents and<br />
softeners very good very good very good very good<br />
Non-ionic wetting agents and<br />
softeners very good very good very good very good<br />
Cationic softeners not recommended<br />
textile<br />
colour chronicle 1 | <strong>2010</strong> 3
4<br />
textile<br />
Heatalux Leucophor Leucophor Leucophor<br />
PR p<br />
Technical data exhaust process:<br />
PAT lq BSB lq PC lq<br />
Acid (at pH) 3-4 5-6 >5.5 >3.5<br />
– at temp. range 50-60°C 50-60°C 50-60°C 50-60°C<br />
– dosage 0.2-0.8% 0.1-2.0% 0.1-1% 0.1-1%<br />
Reductive bleach (Arosit BLN) + + – +<br />
– at temp. range 50-60°C 50-60°C – +<br />
– dosage 0.6-1.2% 0.1-3.0% 0.1-1.5%<br />
– acid addition required at end no non no<br />
Chlorite bleach<br />
– at temp. range<br />
– dosage<br />
– – – –<br />
Technical data<br />
Light fastness in Xenontest<br />
ISO 105/Bo2, DIN 54004<br />
2-3 2 2-3 2-3<br />
Wash 1, 40°C<br />
ISO 105/Co1, DIN 54014<br />
4-5 2-3 4 4<br />
Perspiration, acid<br />
ISO 105/E04, DIN 540 20<br />
Step 1: Prewashing<br />
4-5 4-5 4-5 4-5<br />
1.5g/l Hostapal MRZ liq / MRN liq conc 150<br />
0.5g/l Ammonia-solution<br />
45min. at 50°C<br />
100<br />
Step 2: Peroxide-bleach<br />
20ml/l H2O2 (35%)<br />
1.5g/l tetra-sodium-diphosphate<br />
1.5g/l Ammonia-solution<br />
4h. at 45°C<br />
Step 3: Reductive-bleach + optical<br />
brightener<br />
3g/l Arostit BLN<br />
X% Leucophor PAT / Hostalux PR<br />
pH 5 with acetic acid<br />
60 min. at 50°C<br />
colour chronicle 1 | <strong>2010</strong><br />
50<br />
0<br />
-50<br />
-100<br />
-150<br />
grey step 2:<br />
peroxidebleach<br />
step 3:<br />
reduktivebleach<br />
+<br />
0.3%<br />
Leukophor<br />
PAT lq.<br />
step 3:<br />
reduktivebleach<br />
+<br />
1.0%<br />
Leukophor<br />
PAT lq.
Oligomer Dispersant<br />
Lyocol POD liq<br />
L yocol® POD liquid is a special dispersing<br />
agent which reduces the precipitation<br />
and deposition of oligomers on Polyester<br />
fi bers and in the dyeing machinery.<br />
It is used directly in the dye-bath<br />
together with other dyeing auxiliaries like<br />
leveling, dispersing agent usually used<br />
for dyeing Polyester fi bers by exhaust<br />
process.<br />
Application amounts:<br />
Package dyeing 2- 4 % Lyocol POD liq<br />
Jet dyeing 1 - 2 % Lyocol POD liq<br />
The main features for Lyocol POD liq are:<br />
It has an outstanding dispersing effect<br />
on PET-oligomers<br />
It is used directly in the dyebath<br />
It improves the re-winding properties<br />
of Polyester yarns<br />
It has no infl uence on the shade and<br />
colour yield<br />
It does not contribute in thermomigration<br />
of disperse dyes<br />
The Physico-chemical properties of Lyocol<br />
POD liq are:<br />
Clear yellow liquid<br />
Anionic<br />
Readily dilutable with water<br />
Stable to hard water, acids, alkalis and<br />
salts<br />
Compatible with most anionic and nonionic<br />
products<br />
Oligomers and<br />
Problems in PES dyeing<br />
What are oligomers ?<br />
During the production of polyethylenterephthalate<br />
(PET) fi bers<br />
short chains, consisting of only a few<br />
monomers units, are also formed, these<br />
are so called oligomers.<br />
The main component is a cyclic<br />
trimmer.<br />
All Polyester fi bers contain small<br />
quantities of oligomers,<br />
Approx. 0.5% - 3% of the fi ber<br />
O O<br />
O O<br />
O O<br />
O O<br />
O<br />
O<br />
c [G-T] 3<br />
cyclic Polyester Trimer<br />
O<br />
O<br />
Why do oligomers cause problems in<br />
exhaust dyeing ?<br />
During the exhaust dyeing process the<br />
oligomers may diffuse out of the Polyester<br />
fi ber and form grey deposits (white dust)<br />
on the fi ber surface and also on machinery<br />
and pipes during cooling down of the<br />
dyebath.<br />
Deposits on 100% PES yarn<br />
after package dyeing process<br />
Deposits on 100% PES woven fabric<br />
after beam dyeing process<br />
textile<br />
colour chronicle 1 | <strong>2010</strong> 5
6<br />
textile<br />
Dyed Polyester woven fabric - regular and<br />
with oligomers on the surface<br />
60 x enlarged<br />
Problems caused by Oligomer deposits<br />
leading to :<br />
Extended dyeing time<br />
High dyeing temperature<br />
Higher energy costs<br />
Dusting during coning and spinning<br />
Solutions to reduce oligomer deposition :<br />
Selection of disperse dyes<br />
Short dyeing time<br />
Dyeing in alkaline medium<br />
Drop the dyebath at high temperature<br />
(HT-drain)<br />
Intensive reduction clearing process<br />
Selection of special auxiliaries - Lyocol<br />
POD liq.<br />
colour chronicle 1 | <strong>2010</strong><br />
Results from the practice....<br />
.....package dyeing of 100% PES yarn in a black shade<br />
conventional dyeing process<br />
Oligomer deposits on the top<br />
and inside of the cone after dyeing<br />
.....beam dyeing of 100% PES woven fabric<br />
conventional dyeing process<br />
Oligomer deposits on the first layers<br />
(30-50 meter) of the woven fabric on the beam<br />
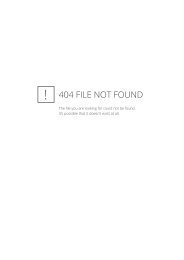
Dispersing effect on oligomers<br />
with 3% Lyocol POD liq in the dyebath<br />
with 3% Lyocol POD liq in the dyebath<br />
Lyocol POD liq. has an outstanding dispersing power on Polyester Oligomer in the<br />
dyebath<br />
Without dispersing agent<br />
With 4 g Lyocol POD liq.<br />
Condition:<br />
– Surfactant/dispersant solution in buffer pH<br />
4.5 at room temperature after ca. 15 min<br />
– 0.1 g polyester oligomers / l solution
Lyocol POD liq - Thermomigration<br />
Lyocol POD liq. does not promote the thermo-migration of disperse dyes due to its<br />
anionic character.<br />
Domestic laundering 60°C (ISO105/C06)<br />
post-fixation 180°C - 30s<br />
without product<br />
post-fixation 180°C - 30s<br />
with 2% Lyocol POD liq.<br />
post-fixation 180°C - 30s<br />
with 4% Lyocol POD liq.<br />
post-fixation 180°C - 30s<br />
with 6% Lyocol POD liq.<br />
0.92% Foron Rubine SWF<br />
Typ CA CO PA 6.6 PES PAN CV<br />
Lyocol POD liq. has no infl uence on the shade, i.e. no retarding / blocking effect on<br />
disperse dyes.<br />
without 2% Lyocol POD liq 4% Lyocol POD liq 6% Lyocol POD liq<br />
Typ DE 0.1 (CMC2:1) DE 0.1 (CMC 2:1) DE 0.2 (CMC 2:1)<br />
Typ DE 0.1 (CMC2:1) DE 0.1 (CMC 2:1) DE 0.1 (CMC 2:1)<br />
Typ DE 0.1 (CMC2:1) DE 0.1 (CMC 2:1) DE 0.1 (CMC 2:1)<br />
Advantages and Summary :<br />
Lyocol POD liq. is used directly in the dyebath and RC bath<br />
It has no negative effect on the fastness<br />
It does not contribute in thermo-migration of Disperse dyes<br />
It improves the quality and handle of the goods<br />
Lyocol POD liquid is a special dyebath and RC bath auxiliary which shows an outstanding<br />
dispersing effect on Polyester oligomers, thus it is possible to overcome the oligomer<br />
problems in a very effective and easy way.<br />
4.5<br />
4.4<br />
4.4<br />
4.5<br />
textile<br />
colour chronicle 1 | <strong>2010</strong> 7
8<br />
textile title<br />
New black pigment dispersion for<br />
printing and dyeing<br />
Printofix Super Black R-SZ<br />
<strong>Clariant</strong> is offering a truly Non- Gelling<br />
Black Pigment Dispersion “Printofi x<br />
Super Black R-SZ”<br />
It is having various properties like:<br />
Completely non-gelling behavior<br />
Easy to use; low viscosity<br />
Very high fastness level<br />
Provides stable viscosity to the print<br />
paste<br />
Fine Dispersion helps to get the better<br />
fastness with no build-up on screen<br />
No need to make separate stock paste<br />
for Black.<br />
Trouble-free addition/correction to<br />
other pigment paste<br />
Compatible with other Printofi x<br />
Auxiliaries<br />
The guide line recipe for the Printofi x<br />
Super Black R-SZ is as follows:<br />
Stock Thickening<br />
Water X Parts<br />
Ammonia 1.00 Parts<br />
Printofix Thickener CA 1.20 Parts<br />
Printofix Binder ITL liq 24.00 Parts<br />
Printofix Fixing Agent 1.50 Parts<br />
CCL liq<br />
Total 100.00 Parts<br />
Viscosity in CPS 54000<br />
Print Paste<br />
Black Pigment 8.00 Parts<br />
Above Stock Thickening 92.00 Parts<br />
Total 100.00 Parts<br />
colour chronicle 1 | <strong>2010</strong><br />
Observations –<br />
Stock Paste Viscosity: 54000 cps<br />
Pigment under Test <strong>Colour</strong> Value After Pigment Addition After 24 Hrs<br />
Viscosity (cps) Condition Viscosity (cps) Condition<br />
Conventional non-gelling<br />
black from market<br />
100.00% 66000 Gelled — Total Gel<br />
Printofix Supra Black R-SZ 102.12% 58000 No Change 60000 No Change<br />
Conventional non-gelling black<br />
from market<br />
8% Printofix Super Black R-SZ<br />
Rubbing Fastness<br />
Dry Wet<br />
GS Value: 4.28 2.05<br />
GS Rating: 4-5 2<br />
Dry Wet<br />
GS Value: 4.43 2.78<br />
GS Rating: 4-5 3<br />
Measured on Brook field viscometer<br />
(Synchro Lectric)<br />
Spindle no.- 4<br />
RMP - 6
Pigment Printing<br />
New Developments in Pigment Printing<br />
Within textile printing, pigment<br />
printing holds a leading position.<br />
Almost 50% of all prints worldwide<br />
are produced by this printing method.<br />
Since its beginnings, this technology has<br />
continuously been developed and the<br />
performance of the pigment preparations,<br />
binders and thickeners employed<br />
optimised.<br />
Pigment Printing can be defi ned as<br />
laying on a fabric a paste containing the<br />
pigment, binders, thickener and various<br />
additives via screen within the pattern<br />
required. This defi nition greatly oversimplifi<br />
es the tremendous development<br />
work done over the last 40 years on<br />
polymer and pigment technology. <strong>Clariant</strong><br />
has developed the Printofix Concept which<br />
has evolved over the years in serving the<br />
industry around the world. This system<br />
includes all of the components required<br />
to produce high quality pigment printed<br />
goods and can be used to formulate recipes<br />
to achieve necessary results. Nowadays<br />
the major requirement is Ecology,<br />
Economy, Fastness and Softness. This<br />
paper is presented to discuss the recent<br />
developments in this fi eld to fulfi l the high<br />
demands in practice.<br />
Formaldehyde Free<br />
Pigment Printing<br />
What is the concern about formaldehyde ?<br />
Formaldehyde has been classifi ed as<br />
a known human carcinogen (Cancer<br />
causing substance) by the International<br />
Agency for Research on Cancer and as a<br />
probable human carcinogen by the U.S.<br />
Environmental Protection Agency. Health<br />
of human beings can be adversely affected<br />
by formaldehyde. Various types of skin<br />
allergies may be caused, if formaldehyde<br />
containing textile products are in direct<br />
contact with human skin. Research studies<br />
of workers exposed to formaldehyde<br />
have suggested an association between<br />
formaldehyde exposure and several<br />
cancers, including Leukaemia.<br />
Test Methods<br />
There are various test methods<br />
available like Japan Law 112, Shirley<br />
test, AATCC112 based on extraction<br />
or absorption method. Washing of<br />
the prints or the use of urea and other<br />
formaldehyde scavengers can reduce the<br />
free formaldehyde content of the textiles to<br />
an extend but there are still formaldehyde<br />
based chemicals on the textile which can<br />
release formaldehyde depending on time<br />
and exposed temperature during transport<br />
and storage of the textiles.<br />
Future without Formaldehyde<br />
Only chemicals which are not based<br />
on formaldehyde containing chemistry<br />
can assure producers, retailers and endusers<br />
that the textile does not contain<br />
formaldehyde in any stage of the textiles<br />
life-cycle. <strong>Clariant</strong> offers a complete<br />
package of auxiliaries and colorants for<br />
pigment printing which are not containing<br />
formaldehyde.<br />
Printofix Binder Printofix Binder ITL<br />
Printofix Binder T20-20<br />
Printofix Thickener Printofix Thickener CA/CN<br />
Printofix Thickener ECS<br />
Printofix Thickener CSN/<br />
CSFN<br />
Printofix Fixer Printofix Fixing Agent ZF<br />
Printofix Softener Printofix Softener SFT<br />
Printofix Softener H-P<br />
Printofix Rheology Printogen RM<br />
Modifier<br />
Printofix Pigments Printofix “T” “A” and “R”<br />
Range<br />
textile<br />
Stock Paste Receipe<br />
Water X parts<br />
Urea 20 - 40 parts<br />
** Ammonia (25%) 5 - 10 parts<br />
Printofix Binder ITL 80 - 200 parts<br />
Printogen RM 2 - 3 parts<br />
Printofix Softener SFT 5 - 15 parts<br />
Printofix Thickener CA liq. 14 - 16 parts<br />
Printofix Fixing Agent ZF 10 - 15 parts<br />
Total 1000 parts<br />
This package enables prints with soft<br />
handle and very good dry and wet rubbing<br />
fastness level without any formaldehyde,<br />
neither free formaldehyde, nor released or<br />
bound.<br />
Soft Printing Package<br />
for Pigment Printing<br />
After printing and drying, the printed<br />
fabrics are set with hot air under specifi c<br />
conditions (Curing).<br />
After curing the water evaporates and<br />
non-volatile components like binder,<br />
pigments, cross-linking agents, thickener<br />
and other additives remain on the fabric.<br />
The resultant “handle” of the printed fabric<br />
depends mainly on monomer composition<br />
of binder and extent and type of crosslinking.<br />
The Printofi x soft system is aimed<br />
to overcome the traditional perception of<br />
pigment printing associated with harsher<br />
handle.<br />
colour chronicle 1 | <strong>2010</strong> 9
10<br />
textile<br />
The two main components of Printofix Soft<br />
Package are:<br />
Printofix Binder T20-20: New acrylic<br />
binder gives brilliant prints with very good<br />
all over fastness. It produces prints with a<br />
pleasingly soft handle.<br />
Printofix Softener SFT: Special reactive<br />
polysiloxane softener. Improves handle<br />
and dry rub fastness with no negative<br />
infl uence on wet rub fastness.<br />
GOTS Approved<br />
Pigment Printing<br />
What is GOTS<br />
Organic cotton is grown using methods<br />
and materials that have a low impact on the<br />
environment. Organic production systems<br />
replenish and maintain soil fertility, reduce<br />
the use of toxic and persistent pesticides and<br />
fertilizers, and build biologically diverse<br />
agriculture. Third-party certifi cation<br />
organizations verify that organic producers<br />
use only methods and materials allowed in<br />
organic production<br />
The aim of the Global Organic Textile<br />
Standard (GOTS) is to defi ne requirements<br />
to ensure organic status of textiles, from<br />
harvesting of the raw materials, through<br />
environmentally and socially responsible<br />
manufacturing up to labelling in order<br />
to provide a credible assurance to the<br />
end consumer. This standard for organic<br />
textiles covers the production, processing,<br />
manufacturing, packaging, labelling,<br />
exportation, importation and distribution of<br />
all natural fi bres.<br />
colour chronicle 1 | <strong>2010</strong><br />
Advantages of organic cotton<br />
Many allergies are a direct result of<br />
chemicals in cotton fi bers we either wear,<br />
or sleep on. Non-organic cotton is produced<br />
in a way that causes great damage to<br />
the environment. It cannot be sustained<br />
without high levels of synthetic fertilizers<br />
and pesticides. Pesticides kill, cause<br />
serious disease in human, and can be fatal<br />
to farmers and farm workers who spray<br />
them on the crop. Toxic chemical residue<br />
remains in industrially treated fi bers, in our<br />
clothing and bedding. Persistent contact<br />
with the skin can aggravate a variety of<br />
allergies and allergic symptoms, especially<br />
for those with asthma and multiple<br />
chemical sensitivities.<br />
Eliminating the usage of these chemicals,<br />
not only benefi t the surrounding<br />
environment, but also benefi ts users.<br />
Key criteria for processing<br />
At all stages through the processing<br />
organic fi bre products must be separated<br />
from conventional fi bre products and<br />
must to be clearly identifi ed<br />
All chemical inputs (e.g. dyes,<br />
auxiliaries and process chemicals)<br />
must be evaluated and meeting<br />
basic requirements on toxicity and<br />
biodegradability/eliminability<br />
Prohibition of critical inputs such as<br />
toxic heavy metals, formaldehyde,<br />
aromatic solvents, genetically modifi ed<br />
organisms (GMO) and their enzymes.<br />
GOTS Approved products for Pigment Printing<br />
Printofix<br />
Thickener<br />
Thickener<br />
CA<br />
Thickener<br />
CSN<br />
Thickener<br />
ECS<br />
Printofix<br />
Binder<br />
Binder<br />
ITL<br />
Binder<br />
T20-20<br />
Printofix<br />
Dispersions<br />
Yellow A-I<br />
Orange A-D<br />
Red T-N01<br />
Pink T-E<br />
Blue T-K<br />
Blue T-P<br />
Navy R-B<br />
Blue R-BN<br />
Black R-NG<br />
Black A-C<br />
Super<br />
Black R-SZ<br />
Printofix<br />
Softener<br />
Softener<br />
H-P<br />
Printofix<br />
Specials<br />
Printogen<br />
RM
Advanced Denim:<br />
the synergy between ecology, technology and fashion<br />
For more than a century, indigo has been<br />
used as the principle dyestuff in the<br />
production of standard blue denim cotton<br />
fabrics. However, indigo has a limited range<br />
of effects and during the 1980s, traditional<br />
sulphur dyestuffs were combined with<br />
indigo in toppings and bottoming to create<br />
new looks and effects.<br />
The introduction of new Diresul ® RDT<br />
Indiblue dyes (Diresul Indiblue RDT-R<br />
and Diresul Indiblue RDT-G liquid) for<br />
use with indigo at even in indigo-free<br />
applications represented an excellent<br />
beginning to a new range of special denim<br />
products for the market.<br />
<strong>Clariant</strong> has launched Advanced<br />
Denim, a concept based on two new<br />
sulphur dyes Diresul Indinavy RDT-B<br />
liq and Diresul Indiblack RDT-2R liq<br />
to complete the range focusing on after<br />
products technologies and applications<br />
that comply with environmental factors as<br />
well as health and safety standards. The<br />
range also fulfi lls the demands of style<br />
and quality performance for tomorrow’s<br />
fashion.<br />
How to achieve Advanced Denim<br />
Selection of Diresul RDT dyes and<br />
Diresul RDT Indicolors specialties<br />
Selection of dyeing auxiliaries<br />
Specifi c wash-down process<br />
Individual <strong>Clariant</strong> denim dyeing<br />
processes<br />
Diresul RDT liq<br />
These are pre-reduced, ready-to-use<br />
sulphur dyes in a totally stable liquid form<br />
and a very low sodium sulphide content.<br />
The use of biodegradable reducing agents<br />
along with the Diresul RDT dyes ensures<br />
sulphide-free fi nal effl uents and the absence<br />
of unpleasant odors during application.<br />
Diresul Indinavy RDT-B liq produces deeper<br />
and faster blues to offer the market new<br />
and interesting effects. Diresul Indiblack<br />
RDT-2R liq achieves an amazing range of<br />
black, gray and blue effects.<br />
Eco-bleach wash-down<br />
The new chemistry of Diresul Indicolors<br />
achieves an amazing scope of shades and<br />
ensures AOX-free garments.<br />
Pad-Ox dyeing process<br />
Water shortages are a well-known problem<br />
in many regions and water is a resource<br />
that should be preserved. The Pad-Ox<br />
process – also used in Diresul dyeing<br />
for denim – was designed with the clear<br />
objective of preserving the environment by<br />
using a simple and versatile process, while<br />
providing the same performance as existing<br />
processes and even new possibilities of<br />
controlling dyeing penetration for washdown<br />
effects.<br />
Ecological, economical and technical<br />
advantage of Pad-Ox process at a glance:<br />
Lowest possible water consumption<br />
No washing before oxidation<br />
Color-free waste water<br />
Lower reducing agent consumption<br />
Simple and versatile process<br />
High fl exibility<br />
High reproducibility<br />
High productivity<br />
Quick and effi cient color shift<br />
Suitable for wash-down effects<br />
Good fastness level<br />
The Advanced Denim<br />
Concept<br />
Technology<br />
Fast to repeated washing<br />
Good rubbing fastness<br />
Easy application process<br />
Suitable for Pad-Ox process<br />
Suitable for coating system (binderfree)<br />
No yellowing problems<br />
textile<br />
Ecology<br />
Ecological dyeing process (no<br />
hydrosulphite, lower water consumption)<br />
Denim in line with GOTS<br />
Wash-down bleaching without hypochlorite<br />
(AOX-free)<br />
Ecological reducing agent<br />
Fashion Effects<br />
Dark denim<br />
Ring denim<br />
Solid denim<br />
Rich variety of shades<br />
Inalterable raw denim<br />
colour chronicle 1 | <strong>2010</strong> 11
12<br />
textile<br />
New Indicolors Specialties<br />
Two new dyestuffs for the denim market broaden the Diresul<br />
Indicolors range:<br />
Diresul Indinavy RDT-B liq Diresul Indiblack RDT-2B liq<br />
Diresul Indinavy RDT-B liq and Diresul Indiblack RDT-2R liq<br />
enable you to:<br />
Obtain a real blue-denim look by conventional sulpher<br />
dyeing routes<br />
Control diffusion of dyestuff for ring / solid effects by<br />
different dyeing processes<br />
Apply the dyestuffs in bottoming / topping applications<br />
Have wide shading fl exibility<br />
Offer the most sustainable denim:<br />
– Minimal water consumption and lowest possible effl uent<br />
generation (Denim process)<br />
– Sulphur dyestuffs with the lowest sulphide content<br />
(Diresul RDT liq)<br />
– Sulphite-free effl uents in WTP (Biodegradable reducing<br />
agents)<br />
– AOX-free garments (Eco-bleach wash down)<br />
colour chronicle 1 | <strong>2010</strong><br />
Denim process example<br />
1. Mercerzing 2. Rinsing 80ºC 3. Rinsing 80ºC<br />
Caustic soda 18-20’ºBe<br />
10 g/l Mercerol QWLF liq<br />
3 g/l Sririx AK liq<br />
4-5. Dyeing 60-90ºC 5. Rinsing 50ºC<br />
Diresul Indinavy RDT-B liq 150-250 g/l<br />
or<br />
Diresul Indiblack RDT-2R liq 150-250 g/l<br />
20-25 g/l Reductor D p<br />
20-25 g/l NaOH 50%<br />
3-7 g/l Leonil EHC liq Conc<br />
2 g Ladiquest 2005 liq<br />
6. Oxidation 30ºC 7. Rinsing 50ºC 8. Rinsing cold<br />
5-7 g/l Diresul Oxidant BRI liq<br />
Acetic Acid pH 4-4.5<br />
Wide range of blue / black / gray tones from one dyeing using different chemical wash-down recipes<br />
Both dyestuffs can be applied in many other denim processes.<br />
A. Sodium hypochlorite bleach B. Sodium hypochlorite bleach C. Light ECO bleach D. Strong ECO bleach<br />
5-10 g/l Available chlorine 5-10 g/l Available chlorine 5-10 g/l Hydrogen Peroxide 35% 5-0 g/l Hydrogen Peroxide 35%<br />
5 g/l Caustic soda 50% 5 g/l Soda Ash 5-10 g/l NaOH liq 50% 5-0 g/l NaOH liq 50%<br />
1-2 g/l Dirsol EW liq 1-2 g/l Dirsol EW liq 1-2 g/l Dirsol EW liq 1-2 g/l Dirsol EW liq<br />
2-3 g/l Stabilizer SIFA 2-3 g/l Stabilizer SIFA<br />
30 min / room temperature 30 min / room temperature 30 min / 60ºC 30 min / 90ºC<br />
Diresul Indinavy RDT-B liq Diresul Indiblack RDT-2R liq Diresul Indinavy RDT-B liq Diresul Indiblack RDT-2R liq<br />
Original<br />
Enzynatic<br />
A<br />
Dyestuff Xenon lamp Washing Washing Perspiration Perspiration Hypochlorite<br />
ISO EO2 ISO CO3 ISO CO6 / C2S ISO EO4 Alkaine ISO EO4 Acid Bleach ISO NO1<br />
Diresul Indinavy RDT-B liq 4-5 Shade: 3 Shade: 3 4-5 4 2<br />
Cotton: 3-4 Cotton: 3<br />
PA: 2 PA: 2<br />
Diresul Indiblack RDT-2R liq 4-5 Shade: 3-4 Shade: 2-3 5 5 2<br />
Cotton: 3-4 Cotton: 3-4<br />
PA: 2 PA: 2<br />
The Diresul Indinavy RDT-B and Diresul Indiblack RDT-2R are products suitable for the Advance Denim concept.<br />
Advanced Denim combines high performance products and processes with a sound ecological view for a new world of denim effects.<br />
B<br />
C<br />
D
Textile - An Essential,<br />
Rich Heritage<br />
1. What are your views on the current<br />
scenario in the textile industry post<br />
recession?<br />
The economy meltdown started around<br />
<strong>Sept</strong>’ 2008, “In my view, in India recession<br />
was visible only after 26/11 episode the<br />
same year. During the year 2009, about<br />
50% recovered and the balance is doing<br />
so now since March <strong>2010</strong>. By the turn<br />
of <strong>2010</strong> fi nancial year I expect India will<br />
recover fully.<br />
2. With the present focus on sustainability,<br />
how do you propose to meet the<br />
requirements?<br />
About sustainability Raymond has been<br />
very conscious. For example, way behind<br />
in 1992 we installed RO plant post ETP<br />
which was the fi rst time for any Textile<br />
Industry in the country.<br />
We have two captive power plants in<br />
which carbon monoxide norms are much<br />
below the required standard. We will be<br />
shortly installing one more captive power<br />
plant gas based. For the metal content in<br />
the sludge from ETP, which is hazardous,<br />
we have increased furnace temperature<br />
for sludge incineration, certifi ed by the<br />
Pollution Control Board. We do a lot of<br />
water harvesting, too.<br />
3. Given your eminent position in the<br />
industry, what is your emphasis on<br />
innovation?<br />
Raymond enjoys number one position for<br />
the last 4 ½ decades in the Textile Industry<br />
and more specifi cally in the worsted<br />
suiting segment. To maintain number one<br />
position we have to be very effi cient, with<br />
innovation on priority. Innovation is never<br />
the destination; it’s a continuous process.<br />
We at Raymond are never satisfi ed with<br />
our innovation and our quest is always on<br />
for new ones.<br />
As innovations go on continuously we<br />
are very watchful for their success in the<br />
market place. This is one of our key to the<br />
success as Raymond has always lived up to<br />
customers’ expectations.<br />
4. How do you propose to expand your<br />
global and retail business?<br />
Our exports are to the tune of 17 to 18% of<br />
our volume. Our global foot print for our<br />
brand started 20 years ago from Middle<br />
East; opening fi rst shop in Dubai. Today<br />
we have 32 outlets of our own in Gulf,<br />
Sri Lanka, Bangladesh and a recent one in<br />
Kuala Lumpur.<br />
For developing a brand internationally<br />
one needs deep pockets, hence it is a slow<br />
process. Our strategy is to expand the<br />
Mr. Satyendra Kumar Singhal<br />
B.Sc., B.Text.<br />
President – Textiles, M/s. Raymond Ltd.<br />
q&a<br />
In 1994 completed a course from IIM<br />
Ahmedabad – 3 TP on “Condense<br />
Management”.<br />
In 2003 completed a 5 weeks course at London<br />
on Business ADP Acclerated Development<br />
programme.<br />
– Before joining Raymond Group spent 2<br />
and1/2 years with M/s. LD Textiles. Worked<br />
in process house and weaving preparatory<br />
In-charge.<br />
– Working with M/s. Raymond Ltd., since<br />
May 1977. Joined Raymond Group as a<br />
Management Trainee for 5 and 1/2 years in<br />
Designing Dept.<br />
– After that spent 4 years on a new set up<br />
of Plush Weaving and Finishing as Plush<br />
Manager<br />
– 1987 to 1990 - Additional charge of entire<br />
weaving and suiting – assisting the then<br />
Weaving Manager as Dy. Wvg. Manager<br />
– 1990 – Chhindwara Plant as Technical<br />
Manager.<br />
– 1992 December – took over as Works<br />
Director (Chhindwara Plant)<br />
– 2000 <strong>Sept</strong>ember promoted as Executive<br />
Director in charge for all three worsted<br />
plants.<br />
– 2002 <strong>Sept</strong>ember – Executive Director<br />
(Projects)<br />
– 2003 February promoted to Vice President<br />
(Projects)<br />
– 2004 June – Vice President (Textiles)<br />
– 2005 June till date – President Textiles as<br />
business head.<br />
colour chronicle 1 | <strong>2010</strong> 13
14<br />
q&a<br />
colour chronicle 1 | <strong>2010</strong><br />
Raymond brand gradually in the Gulf and<br />
the SAARC countries and reach Far East.<br />
Hence, the next attempt is Singapore,<br />
Thailand, Indonesia, Iran and Iraq and also<br />
parts of South America.<br />
5. How do you envisage the growth<br />
of brands and their impact on textile<br />
business?<br />
We have seen phenomenal growth for<br />
Brands in the last 5/7 years, due to change<br />
in retailing format in our country i.e. trend<br />
of malls. The rules of game are changing as<br />
the brands are widening their band width,<br />
mainly ready to wear segment. There are<br />
handful successful Fabric Brands, which<br />
means that the fabric manufacturers should<br />
become extra ordinary cost competitive,<br />
as the profi ts will be shifting towards the<br />
RMG brands.<br />
In this change there is one dilemma<br />
in my mind that how the brands or the<br />
retailer would withstand the high cost of<br />
retailing. As it happened in the West in<br />
the developed economies, the margin for<br />
the brand owners and retailers in the range<br />
of 300 to 400% on the cost of product.<br />
Whereas, in our country the retail margin<br />
is ranging 30% to 40-45% only. The<br />
questions arises as to when the consumer<br />
is getting used to air conditioned shopping<br />
experience, but the margins of even 100%<br />
appear diffi cult in the near future. What<br />
will be its outcome, there is no clear cut<br />
answer? If the Indian consumer will get<br />
accustomed to 100% margin or with the<br />
passage of time these air conditioned malls<br />
will reduce their rentals.<br />
International brands are attracted<br />
towards Indian market with a perception<br />
that the upper middle class population is<br />
growing and a large disposable income is<br />
available.<br />
You may have noticed the Brands<br />
have made a dent with their deep pockets,<br />
but most of them are not able to sustain<br />
the margin levels as in other developed<br />
countries.<br />
6. How do you see the role of dyes and<br />
chemicals manufacturing companies like<br />
<strong>Clariant</strong> Chemicals in future to assist the<br />
textile industry?<br />
In textile as, I have seen in my carrier of<br />
3 ½ decades the choice of consumer has<br />
changed very rapidly in the last decade.<br />
The consumer does not look forward for<br />
fi ber and feel; he looks for the color, the<br />
appearance and the price suiting his pocket.<br />
What I mean is the color and different<br />
fi nishes are more important than the fi ber<br />
(natural or synthetic) he doesn’t care<br />
much. Hence, it is imperative the dyes and<br />
chemical manufacturers work very closely<br />
with fabric manufacturers / processors to<br />
give their innovation and value addition at<br />
their best to the industry.<br />
In case of Raymond, we also expect<br />
this from <strong>Clariant</strong> for a successful and long<br />
term business relationship.<br />
7. What is your message to the textile<br />
industry?<br />
We need to be on our toes for the cost<br />
competitiveness at the manufacturing<br />
stage, one of the ways to try out is multi<br />
skilling of workmen on the manufacturing<br />
shop fl oors.<br />
Innovations, value addition and<br />
sustainability are the key to success.<br />
To accept smaller runs possible yet<br />
being cost competitive.<br />
With the above ingredients the product<br />
should be marketable and fashion driven<br />
and “Be A Complete Man” the Raymond<br />
way.
16<br />
paper<br />
Cartabond ® cross linkers<br />
for improved offset printing and converting<br />
Free particles are not a papermaker’s best<br />
friend<br />
Many problems occurring during<br />
paper making, converting and printing<br />
operations are due to the presence at the<br />
paper surface of free or weakly-bound<br />
particles and fi bers.<br />
As the paper surface is weakened by<br />
moisture, ink fi lm splitting between<br />
blanket and paper can result in the release<br />
of particles and fi bers from the surface,<br />
which then accumulate on the blanket and<br />
printing rolls due to picking, piling and<br />
linting. As a consequence, the printing<br />
quality deteriorates, which usually leads<br />
to loss of highlight dots and/or gradual<br />
lightening in the solid areas.<br />
Cartabond cross linkers for improve wet<br />
surface strength<br />
Cross linkers offer improved wet surface<br />
strength by decreasing the water solubility<br />
and/or aqueous swelling of binders and<br />
fi bers close to the paper surface. They<br />
create additional links between the binder<br />
polymer molecules, the cellulose fi bers and<br />
the fi ller or surface pigment particles.<br />
The Cartabond range of cross linkers<br />
comprises:<br />
Cartabond TSI liquid<br />
Cartabond EPI liquid<br />
Cartabond MZI liquid<br />
Cartabond KZI liquid<br />
Cartabond cross linkers are highly reactive.<br />
colour chronicle 1 | <strong>2010</strong><br />
They quickly crosslink binders as soon<br />
as water is evaporated from the paper<br />
surface in the drying section of the paper<br />
machine.<br />
Cartabond cross linkers are mainly based<br />
on two chemical types:<br />
Glyoxal-based cross linkers, such as<br />
Cartabond TSI and EPI, which react<br />
mainly with the hydroxyl groups of<br />
water swellable binders such as starch,<br />
CMC, Poly Vinyl Alcohol, etc.<br />
Zirconium-based cross linkers, such as<br />
Cartabond MZI and KZI, which react<br />
with the carboxylate groups in synthetic<br />
latex binders, such as carboxylated<br />
SBR, styreneacrylate etc.<br />
Evaluations of the wet surface strength<br />
improvement with Cartabond cross<br />
linkers<br />
Preferred methods for wet conditions are<br />
the Adams wet rub test or the modifi ed<br />
Paper Taber test developed by <strong>Clariant</strong>.<br />
The wet-rub modifi ed Taber test allows<br />
a easy comparing of the wet surface<br />
strength of treated paper and shows good<br />
correlation with the offset printability<br />
of paper, such as the number of copies<br />
which can be printed before cleaning the<br />
blanket.<br />
Selection of Cartabond cross linkers<br />
Cartabond cross linkers are selected depending on:<br />
their chemical properties…<br />
Product Chemistry Application Benefits Patented Food contact<br />
Technology compliance<br />
Cartabond TSI Multipurpose strength improver. YES BfR 36<br />
Resistant to high temperature and FDA 176.180<br />
High-reactivity Uncoated and coated pH conditions in coating color<br />
Glyoxal-based offset printing paper, (resp. up to 70ºC and 9.5)<br />
Cartabond EPI crosslinker office paper, silicon- Multipurpose surface strength YES BfR 36<br />
release, carbonless paper improver with optimized FDA 176.180<br />
cost performance FDA 176. 170<br />
Cartabond MZI High reactivity Coated offset printing Activated Zirconium technology YES BfR 36<br />
Ammonium paper (LWC, MWC) offers superior cost performance FDA 176.180<br />
Zirconium-based compared to benchmark FDA 176. 170<br />
crosslinker<br />
Cartabond KZI High reactivity Coated offset printing Activated Zirconium technology YES BfR 36<br />
Potassium paper (LWC, MWC) offers superior cost performance FDA 176.180<br />
Zirconium-based compared to benchmark. No ammonia FDA 176. 170<br />
crosslinker smell<br />
…and the type of paper being produced:<br />
Coating Process Binder composition Cartabond TSI/EPI Cartabond MZI/KZI<br />
Size-press Starch<br />
Pigmented, pre-metering Size-press Starch Synthetic-latex<br />
Single coating<br />
Pre-coating<br />
Starch Synthetic latex<br />
CMC Synthetic latex<br />
Top-coating Starch Synthetic latex<br />
CMC Synthetic latex<br />
- preferred choice - good results - moderate results - not recommended
colour chronicle 1 | <strong>2010</strong> 17
Additions in Local Range<br />
Drimaren Dark Blue<br />
HF-CD<br />
Properties<br />
Trichromatic element for medium<br />
to dark shades in combination with<br />
Drimaren Yellow HF-CD cdg and<br />
Drimaren Red HF-CD cdg for high<br />
light fastness.<br />
Trichromatic element for medium<br />
and dark shades in combination with<br />
DrimarenYellow HF-CD cdg and<br />
Drimaren Dark Red HF-CD cdg when<br />
chlorine and light fastness are required.<br />
Good compatibility with Drimaren<br />
Yellow CL-2R and Drimaren Red HF-<br />
CD or Drimaren Red CL-5B in exhaust<br />
dyeing process.<br />
Good light fastness in medium shades<br />
and high light fastness in dark shades.<br />
Excellent stability to atmospheric<br />
pollutants (nitrogen oxide, ozone).<br />
Very good diffusion and leveling<br />
properties.<br />
Fully compatible with all elements of<br />
the Drimaren HF and CL ranges.<br />
Benefits<br />
Recommended for exhaust, pad batch<br />
and all continuous dyeing processes.<br />
Meets the highest retailer fastness<br />
demands for light, chlorine, US home<br />
laundering and washing fastness to<br />
detergents containing a bleaching<br />
activator (e.g. M&S C10A).<br />
Very high degree of fi xation.<br />
Excellent washing off properties.<br />
High process reliability.<br />
Shade stable to fl uctuations in<br />
fi xation times (batching, steaming,<br />
thermofi xation).<br />
Very good pad liquor stability.<br />
Solusoft NMW.IN liq c<br />
Non ionic micro silicon emulsion for a soft<br />
handle.<br />
Benefits<br />
Can be applied for cellulosics as well as<br />
synthetics.<br />
Suitable for white goods, no<br />
yellowing.<br />
Improves sewability.<br />
Can be used as an additive in resin<br />
fi nishing to Improve the technological<br />
properties.<br />
Virtually no infl uence on thermigration<br />
of PES goods.<br />
Arkofix ELF.IN liq c<br />
Ultra low formaldehyde cross linker.<br />
Benefits<br />
Helps achieve European Eco Label<br />
Standards of < 50 ppm formaldehyde<br />
levels.<br />
Best resin for highest whiteness level.<br />
Helps keep minimum fabric damage<br />
levels.<br />
Suitable to be used in special resin<br />
processes where higher performance<br />
parameters and lower tear strength loss<br />
are desired.<br />
Dilasoft JWN.CN liq<br />
Hydrophilic softener for a soft natural<br />
handle.<br />
Benefits<br />
Non yellowing softener.<br />
Suited for jet machines as well as<br />
padding.<br />
Treated goods can also be overprinted.<br />
Finds application for towels and<br />
knitwear.<br />
Appretan N96101<br />
Acrylic ester copolymer in aqueous<br />
dispersion for technical textile application.<br />
Benefits<br />
Self cross linking polymer.<br />
Film properties: soft and transparent.<br />
Durable to washing and dry cleaning<br />
and also fast to alkali.<br />
Finds application in the fi nish of glass<br />
fi bers and bonding of fl eeces and non<br />
woven.<br />
new arrivals<br />
Cepreton UC p<br />
Concentrated cationic pastilles.<br />
Soft voluminous handle.<br />
Soluble in cold water.<br />
Produces very soft handle on blends<br />
with synthetics.<br />
Can be directly added into the drum<br />
Application: Garments, Knits<br />
Cepreton UN p<br />
Concentrated non ionic softener pastilles<br />
Benefits<br />
Soft smooth handle.<br />
Suitable for full whites, compatible<br />
with OBA’s.<br />
Imparts antistatic properties on cotton.<br />
No tendency to sublimation during<br />
drying.<br />
Can be combined in resin fi nishing baths.<br />
Cepreton UH p<br />
Concentrated cationic softener in unique<br />
pastille form for cellulosic and synthetic<br />
fi bers.<br />
Benefits<br />
Smooth, soft and bulky handle.<br />
100% concentrated pastilles.<br />
Low foaming suitable for high<br />
shearing m/c.<br />
Application: Synthetics, Knits<br />
Opticid PSD liq.<br />
Maintains the pH of dye bath in the<br />
required safety region<br />
Keeps the pH constant during the<br />
whole dyeing process, thus ensuring an<br />
excellent reproducibility of the dyeing.<br />
Does not impair the effectiveness of<br />
other dyeing assistants<br />
Has no effect on the light fastness of the<br />
dyeing.<br />
Is phosphate-free<br />
Is non-foaming<br />
colour chronicle 1 | <strong>2010</strong> 19
inside views<br />
<strong>Clariant</strong> Chemicals focus on Melioderm<br />
Rolling out with Road Shows<br />
The Leather Services Business of India’s<br />
leading specialty chemicals producer -<br />
<strong>Clariant</strong> Chemicals (India) Limited rolled<br />
out the Spring / Summer 2011 Leather<br />
Collection across South India. June <strong>2010</strong><br />
was specially for Chennai and Ranipet,<br />
while July <strong>2010</strong> would see the road show<br />
hit Kanpur, Jalandhar and Kolkata followed<br />
by other key cities. It is a perfect platform<br />
to display Melioderm dyes to the leather<br />
manufacturers, which has already begun<br />
receiving a good response!<br />
<strong>Clariant</strong> in ITMA Shanghai<br />
ITMA ASIA + CITME <strong>2010</strong> was<br />
organized at Shanghai from June 22-26,<br />
<strong>2010</strong> at New International Expo Centre.<br />
<strong>Clariant</strong> had a very good stall and<br />
participated with many affi liate experts on<br />
various streams of processing of textile.<br />
The exhibition also found representation<br />
from executives from India, Indonesia,<br />
Pakistan, Bangladesh and other Asian<br />
countries.<br />
Though the response from delegates /<br />
visitors was slightly less as compared to<br />
Explained Mr. P. Rajasekaran, Head of<br />
Leather Services Business in India, “The<br />
show helped the promotion of new fashion<br />
predictions from <strong>Clariant</strong> for the Spring/<br />
Summer 2011 on shoe uppers. Leather<br />
collections on cow, buff, sheep and goat<br />
leather on the new exotic themes of Country<br />
Cousins, Bohemian Rhapsody, Primeval<br />
Spirit and Latin Lovers were the centre<br />
of attraction. The meet also presented<br />
Melioderm dyes on Cow Nubucks and<br />
full chrome/semi chrome suede garment<br />
the expectations, nevertheless the level of<br />
participation was high.<br />
Various processing related issues were<br />
discussed by the customers and expert<br />
advises and solutions were offered by our<br />
experts.<br />
Representation was better from north<br />
and central India. New products /processes<br />
from <strong>Clariant</strong> were displayed with complete<br />
technical back-up.<br />
There were enough display materials<br />
on our stall from all fi elds of application<br />
leathers. It also brought global colour<br />
trends and other new developments<br />
right to the customers’ doorstep. Buyers<br />
also got fresh updates on the technical<br />
and global environment regulations.<br />
They got a chance to explore the leather<br />
fashion concepts and get a clear picture<br />
of the 2011 spring – summer stock that<br />
they could showcase to their customers.<br />
That the shows were well received is an<br />
understatement! The ‘display and reveal’<br />
concept brought Melioderm - centre stage.<br />
One could safely say top designers will<br />
prefer <strong>Clariant</strong>’s Melioderm dyes to add<br />
value to their end products.”<br />
In the forefront were the technical<br />
aspects of ‘fastness’, ‘No shade variation’<br />
and the ‘Homogeneous’ nature of the<br />
dyes which helped achieve even shades<br />
consistently.<br />
The participants appreciated the fact<br />
that this would keep them ahead of their<br />
competition.<br />
The Autumn/Winter 2011 shades have<br />
already been released now. The fashion<br />
leathers will be displayed at all the leather<br />
centers in India during August <strong>2010</strong>.<br />
like preparatory, dyeing<br />
and dyeing auxiliaries,<br />
denim, printing and<br />
specialty fi nishes.<br />
A set of complete<br />
brochures with a CD<br />
was distributed to the<br />
esteemed delegates who<br />
visited our stall.<br />
India was represented by four delegates<br />
to receive and guide customers from<br />
India.<br />
This exhibition gave an opportunity<br />
to learn about best ways of customer<br />
interaction, problem solving and image<br />
building. The response may not be full as<br />
delegates are waiting for next year’s mega<br />
event of ITMA at Barcelona. The It was<br />
a pleasant surprise that many laboratory<br />
equipment appliances were present with<br />
good show.<br />
20 colour chronicle 1 | <strong>2010</strong><br />
20
<strong>Clariant</strong> Chemicals –<br />
Towards a more sustainable solution<br />
Society of Dyers and <strong>Colour</strong>ist Conference<br />
The Textile Chemicals Business of<br />
India’s leading specialty chemicals<br />
producer - <strong>Clariant</strong> Chemicals (India)<br />
Ltd. participated in the International<br />
Conference on “Evolving Maze in<br />
Coloration” organized by Society of Dyers<br />
and <strong>Colour</strong>ists (SDC). The event was<br />
split in to two stages: one in Mumbai on<br />
June 4, <strong>2010</strong> and another in Coimbatore<br />
from June, 5-6, <strong>2010</strong>. This international<br />
conference conducted technical sessions,<br />
panel Discussion on Sustainability and<br />
Ecology, Coloration of Polyester and<br />
Cellulosics, and retail fashion and design.<br />
Anjani Prasad<br />
Mr. Anjani Prasad, Head of Textile<br />
Chemicals was the chairperson of a<br />
panel discussion on “Sustainability and<br />
Ecology” while Mr. Stefan Schlosser,<br />
Head of Product Group Printing, <strong>Clariant</strong><br />
International, Switzerland presented a<br />
technical paper on “Pigment Printing –<br />
Past, Present and Future”.<br />
Mr. Prasad in his presentation explained<br />
that <strong>Clariant</strong>’s focus is on Consumer<br />
Safety, on Resources and Processes and on<br />
Environment. He elaborated on <strong>Clariant</strong>’s<br />
product safety processes for Textiles,<br />
which also included the declaration of<br />
safe product certifi cations. He explained<br />
the 4E concepts of Ecology (GOTS<br />
approved, Oeko-tex approved, Bluesign<br />
approved); Economy (Less water, Less<br />
time, Less energy); Effi ciency (Right the<br />
First time, Reproducibility, Performance,<br />
Higher build up) and Environment<br />
(Biodegradability, Bio-elimination, Fewer<br />
chemicals used and Less effi cient load). He<br />
emphasized that, “We can employ methods<br />
and processes that can save water, energy<br />
and time – which automatically results in<br />
savings not only for the manufacturer but<br />
also the end customer.<br />
In the Technical session at Mumbai<br />
and Coimbatore, Mr. Stefan Schlosser<br />
elaborated on the “Pigment Printing<br />
– Past, Present, and Future” in which<br />
he touched upon the historical aspects<br />
of pigment printing. This is the oldest<br />
printing techniques known to mankind.<br />
But it was unimportant until the Second<br />
World War because of dull colors, loss of<br />
textile character as a result of hardening<br />
and poor fastness to wear and washing.<br />
Nowadays pigment printing is the main<br />
textile printing techniques because of<br />
universal use even on blended fabrics<br />
and lower application costs compared<br />
to dyestuff printing (no washing, no<br />
steaming).<br />
This was only possible by many<br />
developments in the components of a print<br />
paste:<br />
Thickeners changed from natural<br />
to emulsion thickening and later to<br />
synthetic ones.<br />
Brilliant organic pigments substituted<br />
dull inorganic pigments.<br />
Binding chemicals produced by<br />
emulsion polymerization.<br />
Besides the ever present demand for<br />
more economical products and processes<br />
and the demand from retailers to narrow<br />
the gap between pigment and dyestuff<br />
printing, the main challenge for pigment<br />
printing will be the dramatic increase of<br />
ecological demands.<br />
inside views<br />
<strong>Clariant</strong> is addressing these issues<br />
and we have many products in our range<br />
like formaldehyde free binders and crosslinkers<br />
as well as amine free pigment<br />
dispersions that can meet the emerging<br />
needs and demands of an ecologically<br />
sensitive consumer. Our technologically<br />
innovative product range is tailor made to<br />
satisfy even the most demanding product<br />
range, explained Mr. Prasad.<br />
Memento presented by Mr. Vijay Sane, Hon<br />
Treasurer SDC India Mumbai Region to<br />
Mr. Anjani Prasad, Country Head - Textile<br />
Chemical Business<br />
Memento presented by Mr. Madhu<br />
Maheshwari, Hon. Treasurer, SDC India to<br />
Mr. Stefan Schlosser, Head of Product Group<br />
Printing, <strong>Clariant</strong> International, Switzerland<br />
colour chronicle 1 | <strong>2010</strong> 21
22<br />
gleanings from press<br />
New Global Organic<br />
Textile Standard<br />
(GOTS) Online Data<br />
base lists all Certified<br />
Companies<br />
Nearly 2,800 facilities gain GOTS<br />
certifi cation in 2009, a 40% increase<br />
over 2008<br />
Greenfi eld, Mass. – According to the<br />
online database of companies certifi ed<br />
to the Global Organic Textile Standard<br />
(GOTS) on its web site which was<br />
relaunched recently, approximately 1,500<br />
companies with a total of 2,811 facilities<br />
in 55 countries around the world were<br />
certifi ed to the organic apparel and textile<br />
standard in 2009. That is almost a 40<br />
percent increase over the 1,977 facilities<br />
certifi ed to the standard in 2008. The<br />
GOTS standard was approved in 2006.<br />
The new GOTS web site will take the<br />
guess work out of creating a coordinated<br />
supply chain and make it much easier for<br />
companies around the world to do business<br />
easily and effi ciently. GOTS is the<br />
stringent voluntary global standard for the<br />
entire post-harvest processing (including<br />
spinning, knitting, weaving, dyeing and<br />
manufacturing) of apparel and home textile<br />
made with organic fi ber (such organic<br />
cotton and organic wool), and includes<br />
both environmental and social provisions<br />
for post-farm to retail shelf management.<br />
colour chronicle 1 | <strong>2010</strong><br />
Textile would become<br />
a $40-bn industry in<br />
5 years<br />
Excerpts of Interview with Sunil<br />
Khandelwal, CFO, Alok Industries<br />
In fact textile sector is going to see<br />
buoyancy - that we have never seen in<br />
the past. Yes, cotton prices have gone<br />
up mainly due to the demand. If you<br />
look at globally, India is the only textile<br />
manufacturing country in the world which<br />
is cotton surplus. And except India, all<br />
other manufacturing countries - like China,<br />
Pakistan, Bangladesh, Sri Lanka or even<br />
Vietnam - are importing cotton. The only<br />
other country which is supplying cotton<br />
is US, but there are again the farmers are<br />
moving to other crops. Hence the demand<br />
for cotton fabric is going up and as a result<br />
the cotton prices are also going up. Yes,<br />
cotton prices are up by 15% to 20% in the<br />
last couple on months.<br />
Monte Carlo heralds<br />
the Season with a<br />
Soothing, Stylish<br />
Collection<br />
M onte Carlo<br />
Heralds the<br />
Season with a<br />
Soothing, Stylish<br />
Collection Oswal<br />
Woollen Mills, the<br />
fl agship company<br />
of Oswal Empire<br />
and the owner<br />
of Monte Carlo<br />
and Canterbury,<br />
recently unveiled Monte Carlo’s spring /<br />
summer <strong>2010</strong> collection.<br />
Monte Carlo is recognized as a complete<br />
wardrobe brand for the fashion conscious<br />
family. It includes both winter wear<br />
and a range of summer wear. The upper<br />
segment brand presented by Monte Carlo<br />
is Canterbury which has a premium range<br />
of cardigans and pullovers and its price tag<br />
stars from Rs 2000 and goes up to Rs 5,000.<br />
Canterbury has also introduced higher<br />
premium brand formal suits during this<br />
winter season. Jain opines, “Our customer<br />
is from the upper middle and premium<br />
segment, fashion conscious, high-profi le<br />
with quality and image oriented, urban,<br />
semi-urban based.
About wool<br />
Sheep breeders move<br />
from wool to meat<br />
An expert from a sheep breeder’s body<br />
is of the opinion that, sheep breeders<br />
are moving towards raising sheep livestock<br />
to generate income from their meat, rather<br />
than from the wool.<br />
According to, Rod Thirkell-Johnston<br />
from Tasmanian Farmers and Graziers<br />
Association (TFGA), high lamb and<br />
mutton prices have witnessed, a few wool<br />
growers turning their back on the wool<br />
industry.<br />
This he says, could result in wool<br />
becoming a bi-product for sheep farmers,<br />
which has the potential to create a big<br />
impact on the Australian wool sector<br />
as well as the status of the country as a<br />
reputed wool exporter.<br />
As per estimates around 2,500 jobs<br />
have been lost in the shearing shed across<br />
Australia due to the dwindling numbers<br />
of sheep flock. The size of the Australian<br />
sheep flock has fallen from 170 million in<br />
1990 to below 77 million in 2008.<br />
Feedback ?<br />
Send your suggestions/entries to<br />
poonam.badhiye@clariant.com<br />
<strong>Clariant</strong> Chemicals (India) Limited<br />
www.clariant.in<br />
Printed and Published by<br />
Prabhat Trivedi, on behalf of <strong>Clariant</strong> Chemicals (India) Limited<br />
Design by Point-n-Pixel<br />
Printed by Multiple Images<br />
gleanings from press<br />
Cotton consumption to outspace production for<br />
the first time in 5 years<br />
India’s cotton consumption is likely to<br />
surpass production in the 2009-10 cotton<br />
season (October-<strong>Sept</strong>ember) fi rst time in<br />
last 5 years due to a decline in productivity.<br />
Cotton Advisory Board (CAB) estimated<br />
total output at 29.5 million bales (1 bale<br />
= 170 kg) against overall consumption of<br />
33.3 min bales. The shortfall is like to be<br />
adjusted through carryover stocks of 7.01<br />
million bales from the previous year.<br />
Despite an 11% rise in acreage, cotton<br />
output is estimated to rise a marginal 1.72%<br />
due to pest attacks, Data released by CAB<br />
showed total area under cotton at 10.33<br />
million hectares this year as compared<br />
to 9.41 million hectares in the previous<br />
year. Against that, total output is forcast to<br />
increase to 29.5 million bales as against 29<br />
million bales in the last season.<br />
Total area could rise further, said<br />
A.B. Joshi, Textile Commissioner. The<br />
benchmark Shankar-6 variety of cotton hit<br />
` 8,352 a quintal on July 29, an increase<br />
of 24.79% from ` 6,693 a quintal a year<br />
ago. Higher area and almost stagnant<br />
output means productivity will fall, says<br />
Joshi. Cotton yield is likely to decline<br />
7.63% this year due to pest attacks. Total<br />
yield is estimaged at 485 kg per hectares<br />
(ha) during the ongoing kharif sowing<br />
season as compared to 524 kg per ha in the<br />
previous season.<br />
Forbes Brands of Gokak Textiles woos<br />
youngsters with Facit innerwear<br />
Shapoorji Pallonji’s (SP) Gokak Textiles<br />
branded apparel venture Forbes Brands<br />
recently announced the launch of its youthcentric<br />
men’s innerwear brand Facit. The<br />
innerwear is launched with the aim of<br />
providing fashion quotient and adding an<br />
‘X’ factor to men’s innerwear collection. It<br />
will be available across 2,000 retail stores<br />
in the country and gradually scaled up to<br />
4,500 in the next one year. It will also be<br />
available across 500 shop-in-shops. The<br />
price ranges between ` 69 and ` 135 for<br />
brief and ` 89 and ` 185 for vests. Forbes<br />
Brands woos youngsters with Facit.<br />
Facit launched six range of innerwear<br />
collection with each offering something<br />
new and exciting to the consumer. Nischal<br />
Puri, ECO Forbes Brands, SP elucidates,<br />
“For the fi rst time in the industry, we have<br />
a range of vests and a range of active<br />
vests. There is a clear sub-brand for each<br />
category.’’<br />
Chief Editor: Prabhat Trivedi<br />
Editorial Co-ordinator: Poonam Badhiye<br />
Consulting Editor: Philips Abraham<br />
Editorial Board: Sanjay Sathe<br />
Pinakin Munshi<br />
Rajinikanth Prasad<br />
Nirmal Punjabi<br />
colour chronicle 1 | <strong>2010</strong><br />
23