Injection Moulding of Long-glassfibre-reinforced PP - Krauss Maffei
Injection Moulding of Long-glassfibre-reinforced PP - Krauss Maffei
Injection Moulding of Long-glassfibre-reinforced PP - Krauss Maffei

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
PE 102542<br />
I n<br />
<strong>Injection</strong> <strong>Moulding</strong> <strong>of</strong><br />
ERWIN BÜRKLE<br />
MATTHIAS SIEVERDING<br />
JOCHEN MITZLER<br />
automotive engineering, instrument<br />
panels, front-ends and underbody<br />
elements are increasingly being produced<br />
from <strong>glassfibre</strong>-<strong>reinforced</strong> polypropylene.<br />
<strong>PP</strong> is replacing engineering<br />
plastics and metals from these applications<br />
because <strong>of</strong> the lower density, cheaper<br />
materials and recycling benefits. However,<br />
<strong>PP</strong> can only meet mechanical specifications<br />
if the reinforcement with long <strong>glassfibre</strong>s<br />
increases its elastic modulus and impact<br />
strength.<br />
The parts are made by either injection<br />
moulding or compression moulding <strong>glassfibre</strong>-<strong>reinforced</strong><br />
<strong>PP</strong>. In compression<br />
moulding, the starting material is usually<br />
semi-finished panel goods made from <strong>PP</strong><br />
<strong>reinforced</strong> with glass mat thermoplastic<br />
(GMT). Classic compression moulding <strong>of</strong><br />
GMT yields parts with excellent mechanical<br />
properties because <strong>of</strong> the length and<br />
isotropy <strong>of</strong> the fibres. Production <strong>of</strong> the<br />
GMT is very complicated, though. The semi-finished<br />
goods are therefore relatively<br />
expensive.<br />
Thanks to recent developments, it is<br />
now possible to perform inline compounding<br />
<strong>of</strong> <strong>PP</strong> and <strong>glassfibre</strong>s followed<br />
by direct compression. For all the<br />
advances made in the process technology,<br />
however, compression has major drawbacks<br />
in comparison with injection<br />
moulding. In most cases, the parts have to<br />
be remachined. As a rule, openings in<br />
compression-moulded parts can only be<br />
effected with downstream stamping. This<br />
generates production scrap and so adds to<br />
costs.<br />
Kunstst<strong>of</strong>fe plast europe 3/2003<br />
<strong>Injection</strong> moulding <strong>of</strong> long-<strong>glassfibre</strong><strong>reinforced</strong><br />
parts from <strong>PP</strong> usually entails<br />
processing long <strong>glassfibre</strong> granules with<br />
the aid <strong>of</strong> modified plasticating units. By<br />
way <strong>of</strong> alternative to the processing <strong>of</strong><br />
granules, <strong>Krauss</strong>-<strong>Maffei</strong> has launched a<br />
new injection moulding compounder<br />
(IMC) system, which manufactures injection-moulded<br />
parts in a one-step process<br />
direct from the <strong>PP</strong> and <strong>glassfibre</strong> base materials.<br />
The injection moulding compounder<br />
consists <strong>of</strong> a twin-screw extruder<br />
and an injection-moulding machine<br />
[1]. The extruder melts the <strong>PP</strong> and mixes<br />
it with the <strong>glassfibre</strong>s. The melt passes<br />
through a buffer region into what is called<br />
a shot-pot injection unit. From there, it is<br />
injected into the mould. Compounding<br />
directly during injection-moulding (IMC)<br />
eliminates the need for a semi-finished<br />
goods stage.<br />
In the following, we compare the injection-moulding<br />
machine and the injection<br />
moulding compounder on the basis <strong>of</strong><br />
technical and economic criteria as an aid<br />
INJECTION MOULDING ■<br />
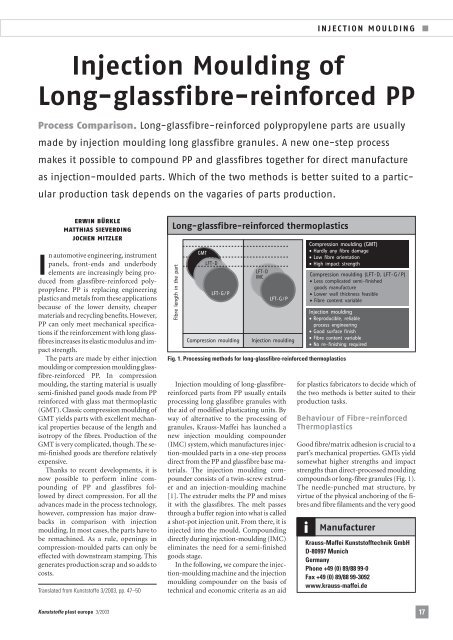
<strong>Long</strong>-<strong>glassfibre</strong>-<strong>reinforced</strong> <strong>PP</strong><br />
Process Comparison. <strong>Long</strong>-<strong>glassfibre</strong>-<strong>reinforced</strong> polypropylene parts are usually<br />
made by injection moulding long <strong>glassfibre</strong> granules. A new one-step process<br />
makes it possible to compound <strong>PP</strong> and <strong>glassfibre</strong>s together for direct manufacture<br />
as injection-moulded parts. Which <strong>of</strong> the two methods is better suited to a partic-<br />
ular production task depends on the vagaries <strong>of</strong> parts production.<br />
Translated from Kunstst<strong>of</strong>fe 3/2003, pp. 47–50<br />
<strong>Long</strong>-<strong>glassfibre</strong>-<strong>reinforced</strong> thermoplastics<br />
Fig. 1. Processing methods for long-<strong>glassfibre</strong>-<strong>reinforced</strong> thermoplastics<br />
for plastics fabricators to decide which <strong>of</strong><br />
the two methods is better suited to their<br />
production tasks.<br />
Behaviour <strong>of</strong> Fibre-<strong>reinforced</strong><br />
Thermoplastics<br />
Good fibre/matrix adhesion is crucial to a<br />
part’s mechanical properties. GMTs yield<br />
somewhat higher strengths and impact<br />
strengths than direct-processed moulding<br />
compounds or long-fibre granules (Fig. 1).<br />
The needle-punched mat structure, by<br />
virtue <strong>of</strong> the physical anchoring <strong>of</strong> the fibres<br />
and fibre filaments and the very good<br />
i<br />
Manufacturer<br />
<strong>Krauss</strong>-<strong>Maffei</strong> Kunstst<strong>of</strong>ftechnik GmbH<br />
D-80997 Munich<br />
Germany<br />
Phone +49 (0) 89/88 99-0<br />
Fax +49 (0) 89/88 99-3092<br />
www.krauss-maffei.de<br />
17
■<br />
INJECTION MOULDING<br />
PE 102542<br />
filament distribution, <strong>of</strong>fers advantages<br />
which, however, compared with moulding<br />
compounds injected either direct or via<br />
long fibre granules, are lost if the flow<br />
paths in the compression process are long.<br />
The fact that injection moulding is better<br />
at introducing fibre orientation into the<br />
part can partly <strong>of</strong>fset the disadvantage <strong>of</strong><br />
the absence <strong>of</strong> needle punching if the<br />
design is suitable for the stress incurred.<br />
Damage done to the fibre structure in<br />
composites can be used to draw conclusions<br />
about the processing method involved.<br />
It may take the form <strong>of</strong> fibre breakage,<br />
debonding and fibre pull-out. For full<br />
use to be made <strong>of</strong> a fibre’s strength, it must<br />
be longer than the so-called critical fibre<br />
length lC.Corresponding literature values<br />
for lC range from 1.3 to 3.1 mm for a<br />
fibre/matrix laminate <strong>of</strong> <strong>PP</strong> and glass.<br />
Use <strong>of</strong>special coupling (size) can lead to<br />
values <strong>of</strong> up to 0.9 mm.<br />
The ratio <strong>of</strong> the current fibre length to<br />
the critical fibre length can be used to infer<br />
the quality <strong>of</strong> the fibre matrix coupling.<br />
If the current fibre length in the part is<br />
above the critical range, i.e. above lC, the<br />
fibres can be expected to break. If it is lower<br />
than the critical value, fibre pull-out can<br />
occur. By that is primarily meant failure at<br />
the fibre/matrix interface, as can happen<br />
in chopped fibre compounds, where the<br />
usual fibre length is 0.2 to 0.6 mm.<br />
Strictly speaking, the length <strong>of</strong> the reinforcement<br />
fibre remaining in the fibre is<br />
<strong>of</strong> no relevance to the design. Mechanical<br />
characteristics, such as strength, rigidity<br />
and impact strength are more important<br />
for the design <strong>of</strong> a part. Although they are<br />
a function <strong>of</strong> the fibre length, their relationship<br />
is highly complex. Analysing the<br />
fibre length alone, therefore, can only lead<br />
so far, although it is a practical parameter<br />
for obtaining trend information. Figure 2<br />
is a normalised diagram <strong>of</strong> the change in<br />
rigidity, strength and impact strength as a<br />
function <strong>of</strong> fibre length.<br />
Fibre Length in the Part<br />
When long-<strong>glassfibre</strong>-<strong>reinforced</strong> <strong>PP</strong> is being<br />
processed, it is important for the<br />
longest-possible fibres to be incorporated<br />
into the part because that produces the<br />
best mechanical properties in the composite.<br />
However, there is no way <strong>of</strong> preventing<br />
the fibres from breaking due to the<br />
mechanical application <strong>of</strong> stress, and thus<br />
being shortened, during compounding<br />
and injection moulding. The greatest damage<br />
to the fibres occurs while the melt containing<br />
the fibre is filling the mould<br />
(Fig. 3). Judicious mould design, howev-<br />
er, can reduce the extent to which the fibres<br />
are shortened. The melting process<br />
greatly affects fibre length as well. There<br />
are major differences between injectionmoulding<br />
machine and injection moulding<br />
compounder in this respect.<br />
With the injection moulding machine,<br />
the initial fibre length is restricted by the<br />
size <strong>of</strong> the granules (as a rule 10 to 25 mm).<br />
Manufacturers <strong>of</strong> long <strong>glassfibre</strong> granules<br />
<strong>of</strong>fer sheathed and pultruded systems<br />
(Fig. 4). In pultrusion, the fibres are wetted<br />
with matrix material in a melt bath and<br />
joined together into bundles. This has the<br />
advantage <strong>of</strong> impregnating the individual<br />
fibres very evenly with matrix material. In<br />
the case <strong>of</strong> the sheathed granules, the fibres<br />
and the matrix material are coextruded together.<br />
The melting process in the injection-moulding<br />
machine has to dissolve the<br />
fibre clusters and then wet the individual<br />
fibres with matrix material (Fig. 5).<br />
The extent <strong>of</strong> the damage done to the<br />
fibres during melting decreases with decrease<br />
in flow resistance. Large cross-section<br />
flow channels are kinder to the fibres.<br />
Screw configuration and the non-return<br />
valve should therefore be modified correspondingly<br />
when long <strong>glassfibre</strong> granules<br />
are processed.<br />
Fibre damage<br />
When granules are injection-moulded,<br />
the fibres are subjected to the complete<br />
melting process. Mechanical stress on the<br />
fibres lasts a relatively long time. The start<br />
<strong>of</strong> plastication applies relatively large<br />
forces to the fibres since at that stage the<br />
matrix material has not yet completely<br />
melted. Some <strong>of</strong> the fibres are trapped and<br />
exposed to high shear forces.<br />
The size and the metering stroke <strong>of</strong> the<br />
screw additionally influence the fibredamage<br />
mechanisms. A comparison <strong>of</strong><br />
Figures 3 and 6 shows that the large screw<br />
with D = 165 mm causes much less damage<br />
to the fibres than the small one with<br />
D=90 mm. Figure 6 also illustrates the<br />
negative influence <strong>of</strong> a longer metering<br />
stroke (s/D = 1.5 to 2.5) on the remaining<br />
fibre length. The scatter ranges show the<br />
influence <strong>of</strong> the long <strong>glassfibre</strong> granule<br />
structure (pultruded and sheathed).<br />
By contrast, the injection moulding<br />
compounder melts the pure matrix material<br />
without fibres. The fibres are added to<br />
the melt later and are thus exposed to<br />
correspondingly less mechanical stress<br />
(Fig. 7). This method is kinder than melting<br />
in the injection-moulding machine<br />
and leads to a higher average fibre length.<br />
The injection moulding compounder<br />
(IMC) <strong>of</strong>fers the option <strong>of</strong> incorporating<br />
endless rovings directly into the melt instead<br />
<strong>of</strong> chopped strands. Although the<br />
rovings are broken into shorter pieces by<br />
the rotation <strong>of</strong> the screws, the resultant<br />
fibres are relatively long on average (see<br />
Fig. 3).<br />
Economic Aspects<br />
Fig. 3. Fibre lengths<br />
as a function <strong>of</strong> the<br />
processing section in<br />
injection moulding<br />
The price <strong>of</strong> the starting material is important<br />
in the production <strong>of</strong> fibre-<strong>reinforced</strong><br />
<strong>PP</strong> parts. <strong>Long</strong> <strong>glassfibre</strong> granules<br />
for injection moulding may be cheaper<br />
than GMT semi-finished goods. Howev-<br />
18 © Carl Hanser Verlag, München Kunstst<strong>of</strong>fe plast europe 3/2003
PE 102542<br />
er, fabricators have to pay more for the<br />
granules than if they were to buy the individual<br />
components separately. One <strong>of</strong><br />
the principal benefits <strong>of</strong> the injection<br />
moulding compounder to fabricators is<br />
that the starting materials are more economical<br />
than the long fibre granules and<br />
the cost <strong>of</strong> the materials diminishes as a<br />
proportion <strong>of</strong> the cost <strong>of</strong> producing the<br />
part.<br />
Processing <strong>glassfibre</strong>-<strong>reinforced</strong> <strong>PP</strong> as<br />
granules on an injection-moulding machine<br />
is less capital-intensive than on the<br />
injection moulding compounder. There is<br />
the possibility, though, <strong>of</strong> modifying or exchanging<br />
the plasticating unit on existing<br />
injection-moulding machines so that they<br />
can process long <strong>glassfibre</strong> granules. Even<br />
if retr<strong>of</strong>itting is not possible and new machines<br />
have to be installed, injection<br />
moulding requires less investment. The<br />
use <strong>of</strong> the additional twin-screw extruder<br />
needed for the injection moulding compounder<br />
complicates the equipment.<br />
Decisions, Decisions…<br />
Apart from the above-mentioned advantages<br />
concerning fibre-length distribution<br />
in the part, the injection moulding compounder<br />
<strong>of</strong>fers potential savings on starting<br />
materials, but this potential can only<br />
be realised through additional investment.<br />
Important criteria for choosing between<br />
an injection-moulding machine and the<br />
compounder are therefore the weight <strong>of</strong><br />
the manufactured parts and the production<br />
volume. The injection moulding<br />
compounder has the edge if throughput is<br />
high because the savings made at the time<br />
the starting material is bought soon exceed<br />
the higher capital outlay needed to buy the<br />
equipment and so the investment soon<br />
amortises. Where the parts are small or<br />
production volumes are low, processing<br />
long <strong>glassfibre</strong> granules on an injectionmoulding<br />
machine can be the better alternative<br />
because less capital investment is<br />
needed.<br />
The injection moulding compounder<br />
confers production flexibility on fabricators,<br />
allowing them to tailor the materials<br />
Kunstst<strong>of</strong>fe plast europe 3/2003<br />
to their needs. They can selectively modify<br />
the matrix/fibre/size system such that,<br />
for example, the fibre content in the part<br />
exactly matches the respective technical<br />
specifications. When granules are being<br />
processed, this selective modification is<br />
only possible under certain conditions because<br />
the manufacturers only <strong>of</strong>fer granules<br />
with certain fibre contents. To change<br />
the fibre content for classic injection<br />
moulding, fabricators must blend the long<br />
<strong>glassfibre</strong> granules with un<strong>reinforced</strong> <strong>PP</strong><br />
– a working step which makes additional<br />
demands on the machine and the material<br />
supply systems.<br />
However, the degrees <strong>of</strong> freedom that<br />
the injection moulding compounder confers<br />
on fabricators in terms <strong>of</strong> material<br />
composition increase product accountability<br />
and thus the liability <strong>of</strong> fabricators.<br />
Fabricators must now assume responsibility<br />
for the quality assurance and the<br />
guarantees hitherto borne by the granule<br />
manufacturers. But therein lies a major opportunity<br />
for the future. The IMC process<br />
greatly increases the added value created<br />
by fabricators.<br />
Summary<br />
<strong>Long</strong>-<strong>glassfibre</strong>-<strong>reinforced</strong> parts made<br />
from <strong>PP</strong> can be produced with an injection<br />
moulding compounder or with a<br />
modified injection-moulding machine.<br />
Pronouncements as to which process is<br />
more economical can only be made after<br />
the specific boundary conditions have<br />
been considered. The advantages <strong>of</strong> the injection<br />
moulding compounder – cost savings<br />
in starting materials, gentler fibre<br />
treatment and longer fibres – primarily<br />
come to bear when in high-volume production<br />
and when the parts have to meet<br />
very high mechanical specifications. With<br />
smaller parts and lower outputs, the more<br />
favourable option may be to process long<strong>glassfibre</strong><br />
granules on conventional injection-moulding<br />
machines. ■<br />
THE AUTHORS<br />
DR.-ING. ERWIN BÜRKLE, born in 1942, is head <strong>of</strong><br />
pre-development, new technologies and process<br />
INJECTION MOULDING ■<br />
technology in injection moulding at <strong>Krauss</strong>-<strong>Maffei</strong><br />
Kunstst<strong>of</strong>ftechnik GmbH, Munich.<br />
DIPL.-ING. MATTHIAS SIEVERDING, born in 1970,<br />
works in the Applied Technology/Development department<br />
for IMC (injection moulding compounders)<br />
at <strong>Krauss</strong>-<strong>Maffei</strong>.<br />
DIPL.-ING. JOCHEN MITZLER, born in 1973, works<br />
in applied technology/development <strong>of</strong> new processes<br />
for injection moulding machines at <strong>Krauss</strong>-<strong>Maffei</strong>.<br />
Fig. 2. Mechanical properties: Mechanical<br />
properties as function <strong>of</strong> fibre length<br />
E-Modul = Modulus <strong>of</strong> elasticity; Festigkeit =<br />
Strength; Schlagzähigkeit = Impact strength<br />
Faserlänge = Fibre length; Kurzfaser-Bereich =<br />
Range <strong>of</strong> short fibres; Langfaser-Bereich =<br />
Range <strong>of</strong> long fibres<br />
Fig. 4. <strong>Long</strong>-<strong>glassfibre</strong>-<strong>reinforced</strong> granules:<br />
Development from short fibre granules to long<br />
fibre granules<br />
Kurzfasergranulat = Short-fibre granules;<br />
Faserlänge = Fibre length; Ummantelung =<br />
Sheathing; pultrudiertes Langfaser-Granulat =<br />
Pultruded long-fibre granules<br />
Fig. 5. Melting process: Melting <strong>of</strong> long fibre<br />
granules in an injection-moulding machine<br />
Faserschonende Strömung = Flow that is kind to<br />
fibres; Faser-Cluster-Auflösung = Dissolution <strong>of</strong><br />
fibre clusters; Einfüllen und Einziehen in den<br />
Schneckenkanal = Filling and feeding into the<br />
screw channel<br />
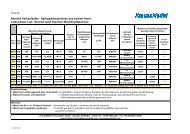
Fig. 6. Fibre damage: Influence <strong>of</strong> the metering<br />
path s on the fibre-length distribution after the<br />
screw for long-fibre granules <strong>PP</strong> 30 GF (Lf =<br />
10–12 mm) in an LF special screw where D =<br />
90 mm<br />
gewichtete Häufigkeit = Weighted frequency<br />
Faserlänge = Fibre length; unter = under; über =<br />
over; davon über 5 mm = Of which over 5 mm<br />
Fig. 7. Mode <strong>of</strong> operation <strong>of</strong> the injection moulding<br />
compounder: Direct processing <strong>of</strong> <strong>glassfibre</strong><br />
rovings on the injection moulding compounder<br />
Glas = Glass; Plattformwaage = Platform balance<br />
19