

CPT International 4/2019

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
PRESSURE DIE CASTING<br />
a<br />
c<br />
b<br />
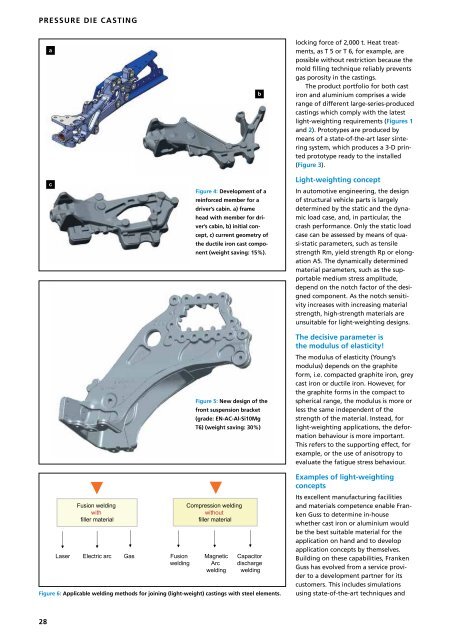
Figure 4: Development of a<br />
reinforced member for a<br />
driver’s cabin. a) frame<br />
head with member for driver’s<br />
cabin, b) initial concept,<br />
c) current geometry of<br />
the ductile iron cast component<br />
(weight saving: 15%).<br />
Figure 5: New design of the<br />
front suspension bracket<br />
(grade: EN-AC-Al-Si10Mg<br />
T6) (weight saving: 30%)<br />
locking force of 2,000 t. Heat treatments,<br />
as T 5 or T 6, for example, are<br />
possible without restriction because the<br />
mold filling technique reliably prevents<br />
gas porosity in the castings.<br />
The product portfolio for both cast<br />
iron and aluminium comprises a wide<br />
range of different large-series-produced<br />
castings which comply with the latest<br />
light-weighting requirements (Figures 1<br />
and 2). Prototypes are produced by<br />
means of a state-of-the-art laser sintering<br />
system, which produces a 3-D printed<br />
prototype ready to the installed<br />
(Figure 3).<br />
Light-weighting concept<br />
In automotive engineering, the design<br />
of structural vehicle parts is largely<br />
determined by the static and the dynamic<br />
load case, and, in particular, the<br />
crash performance. Only the static load<br />
case can be assessed by means of quasi-static<br />
parameters, such as tensile<br />
strength Rm, yield strength Rp or elongation<br />
A5. The dynamically determined<br />
material parameters, such as the supportable<br />
medium stress amplitude,<br />
depend on the notch factor of the designed<br />
component. As the notch sensitivity<br />
increases with increasing material<br />
strength, high-strength materials are<br />
unsuitable for light-weighting designs.<br />
The decisive parameter is<br />
the modulus of elasticity!<br />
The modulus of elasticity (Young’s<br />
modulus) depends on the graphite<br />
form, i.e. compacted graphite iron, grey<br />
cast iron or ductile iron. However, for<br />
the graphite forms in the compact to<br />
spherical range, the modulus is more or<br />
less the same independent of the<br />
strength of the material. Instead, for<br />
light-weighting applications, the deformation<br />
behaviour is more important.<br />
This refers to the supporting effect, for<br />
example, or the use of anisotropy to<br />
evaluate the fatigue stress behaviour.<br />
Fusion welding<br />
with<br />
filler material<br />
Laser Electric arc Gas Fusion<br />
welding<br />
Compression welding<br />
without<br />
filler material<br />
Magnetic<br />
Arc<br />
welding<br />
Capacitor<br />
discharge<br />
welding<br />
Figure 6: Applicable welding methods for joining (light-weight) castings with steel elements.<br />
Examples of light-weighting<br />
concepts<br />
Its excellent manufacturing facilities<br />
and materials competence enable Franken<br />
Guss to determine in-house<br />
whether cast iron or aluminium would<br />
be the best suitable material for the<br />
application on hand and to develop<br />
application concepts by themselves.<br />
Building on these capabilities, Franken<br />
Guss has evolved from a service provider<br />
to a development partner for its<br />
customers. This includes simulations<br />
using state-of-the-art techniques and<br />
28













