

Smart-Formulation-Journal-2012

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
6<br />
Widening the Scope for Matting<br />
Solvent-Free UV-Cured Coatings<br />
It is relatively easy to produce a matt finish in conventional, solvent-based<br />
coatings as opposed to UV-cured coatings. In extensive testing which has seen<br />
it accomplish groundwork in this field, Evonik has come up with a more effective<br />
way of matting these latter types of coating. The resulting product is a new<br />
matting agent, ACEMATT® 3600, with a special surface treatment. This product<br />
now broadens the options available for the formulation of matt UV coatings.<br />
Model for insufficient matting<br />
Earlier ”gel point”<br />
= high shrinkage efficiency factor<br />
= insufficient roughening<br />
UV radiator<br />
A Simple Model for a Complexity of Correlations<br />
Application engineers at the Evonik have developed a<br />
model for matting UV-cured coatings. Their model illustrates<br />
how the non-materialization of film shrinkage<br />
caused by the absence of solvents can be offset by other<br />
mechanisms.<br />
The first parameter which the developers examined<br />
was particle size of the matting agent. They looked at<br />
two conventional silicas used to create a matt finish. These<br />
silicas had mean agglomerate particle sizes of 4.5 µm and<br />
14.5 µm (in ACEMATT® OK 607and ACEMATT® HK 450,<br />
respectively). Using this simple model which covers the<br />
whole spectrum of particle sizes used in silica-based matting<br />
agents, it is possible to qualify the impact various particle<br />
sizes have. In this model, same-size spherical particles<br />
in the highest possible packing density represent the<br />
silica particles. The agglomerates are evenly distributed<br />
throughout the liquid coating, creating a matting–agent<br />
matrix which does not shrink as much as the binder–agent<br />
matrix surrounding it does during the curing process. The<br />
so-called volume shrinkage of coating during curing is<br />
caused chiefly by the binding agent. The idea the coating<br />
experts had was that it ought to be possible to control<br />
matting to some extent by manipulating the particle size<br />
in the matting agent.<br />
Small Particles for More Efficient Matting in Thick-Layer<br />
UV Coatings<br />
According to the spherical-particles model, if a thick UVcured<br />
coating (< 20 to 25 g / m 2 ) contains a matting agent<br />
whose particles are relatively large (14.5 µm), the volume<br />
shrinkage this produces during curing will result in the<br />
surface of the coating exhibiting only weakly pronounced,<br />
long-wave structures. The surface will be only-moderately<br />
roughened and therefore exhibit only a minimal degree<br />
of matting.<br />
In contrast, finer-particle matting agents containing<br />
particles of 4.5 µm in size will produce a coating-film<br />
surface with a pronounced short-wave structure which<br />
is ideal for the strong diffusion of incident light and thus<br />
produces a high degree of matting (Fig. 1). The result is a<br />
low level of shine at a 60 ° angle.<br />
On the whole, the testing shows that fine silica particles<br />
with mean agglomerate particle sizes of < 5.5 µm<br />
are excellently suited for matting thick-layer UV coatings.<br />
Coarse particle matting agent ACEMATT® HK 450/d50 = 14.5μm<br />
Derived from model<br />
Height difference appr.: 2.0μm<br />
With low roughening and high gloss<br />
at both measurement angels<br />
Values from actual practice<br />
60°-reflectometervalue: 46.1<br />
85°-reflectometervalue: 86.0<br />
Max. roughness profile height Rz: 0.77μm<br />
Arithm. mean roughness value Ra: 0.08μm<br />
Fine particle matting agent ACEMATT® OK 607/d50 = 4.5μm<br />
Devided from model<br />
Height difference appr.: 2.0μm<br />
with higher roughening<br />
Low gloss at 60° measurement angel<br />
High gloss at 85° measurement angel<br />
Figure 1<br />
The surface structures of a thick coating film.<br />
Werte aus der Praxis<br />
60°-reflectometervalue: 22.6<br />
85°-reflectometervalue: 77.8<br />
Max. roughness profile height Rz: 1.20μm<br />
Arithm. mean roughness value Ra: 0.14μm<br />
Large Particles for Thin Layers<br />
When it comes to the matting of thin layers, coating formulators<br />
only gain limited benefit from polymerization<br />
induced volume shrinkage since the layers are simply not<br />
thick enough. For thin layers, therefore, coarser-particle<br />
silica will always be a better choice than fine-particle acid<br />
if the particle size approximately matches that of the layer<br />
thickness.<br />
For this, too, the devised model provides an explanation:<br />
The large particles create a highly pronounced<br />
structure (that is, a significant degree of coarseness) on<br />
the film surface, while fine-particle matting agents create<br />
minimally pronounced structures on thin layers, resulting<br />
in barely any diffusion of incident light (Fig. 2). What this<br />
means for thin coating layers is that the mean agglomerate<br />
of the matting agent will ideally be 0.5 to 1 times the size<br />
of the coating-film thickness.<br />
Coarse particle matting agent ACEMATT® HK 450/d50 = 14.5μm<br />
Derived from model<br />
Height difference: > 2.0μm<br />
with high roughening and low gloss<br />
at both measurement angels<br />
Fine particle matting agent ACEMATT® OK 607/d50 = 4.5μm<br />
Derived from model<br />
Height difference: < 1.0μm<br />
with low roughening and high gloss<br />
at both measurement angels<br />
Figure 2<br />
The surface structure of a thin coating film.<br />
Values from actual practice<br />
60°-reflectometervalue: 31.0<br />
85°-reflectometervalue: 49.2<br />
Max. roughness profile height Rz: 3.92 μm<br />
Arithm. mean roughness value Ra: 0.21μm<br />
Values from actual practice<br />
60°-reflectometervalue: 46.8<br />
85°-reflectometervalue: 83.8<br />
Max. roughness profile height Rz: 0.86 μm<br />
Arithm. mean roughness value Ra: 0.08 μm<br />
New Matting Agent Widens Processing Window<br />
Practice corroborates the test results, as Fig. 1 and 2 illustrates.<br />
Matting can be better produced in thick coating<br />
films using fine-particle silicas, and coarse-particle silica<br />
is better used to create this effect in thin coating layers.<br />
It also becomes clear that the new ACEMATT® 3600,<br />
developed specifically for creating matt finishes for UVcured<br />
coatings and post-treated with polydimethylsiloxan<br />
(PDMS), has a significantly higher matting effect across<br />
practically all layer densities. Given that it was also found<br />
to have a positive influence on the matting agent’s rheological<br />
properties and can therefore be added to the coatings<br />
in a higher concentration, formulators now have a<br />
much broader application window at their disposal.<br />
Different Time Sequences in The Polymerization Process<br />
Affect The Degree of Gloss<br />
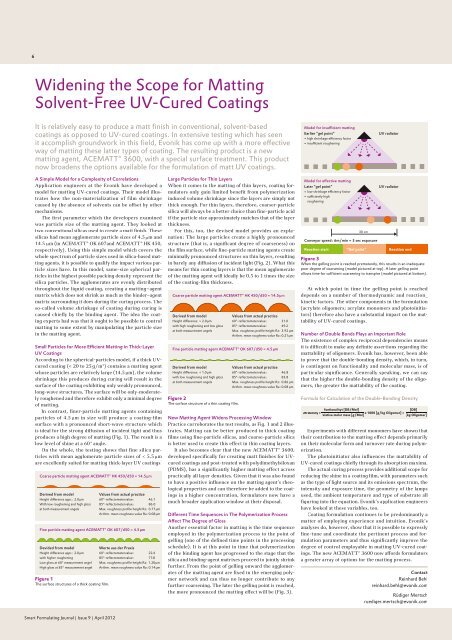
Another essential factor in matting is the time sequence<br />
employed in the polymerization process to the point of<br />
gelling (one of the defined time points in the processing<br />
schedule). It is at this point in time that polymerization<br />
of the binding agent has progressed to the stage that the<br />
silica and binding-agent matrixes proceed to jointly shrink<br />
further. From the point of gelling onward the agglomerates<br />
of the matting agent are fixed in the emerging polymer<br />
network and can thus no longer contribute to any<br />
further coarsening. The later the gelling point is reached,<br />
the more pronounced the matting effect will be (Fig. 3).<br />
Model for effective matting<br />
Later ”gel point”<br />
= low shrinkage efficiency factor<br />
= sufficiently high<br />
roughening<br />
Conveyor speed: 6m/min = 3 sec exposure<br />
Reaction start<br />
30 cm<br />
”Gel point”<br />
UV radiator<br />
Reaction end<br />
Figure 3<br />
When the gelling point is reached prematurely, this results in an inadequate<br />
poor degree of coarsening (model pictured at top). A later gelling point<br />
allows time for sufficient coarsening to transpire (model pictured at bottom).<br />
At which point in time the gelling point is reached<br />
depends on a number of thermodynamic and reaction_<br />
kinetic factors. The other components in the formulation<br />
(acrylate oligomers; acrylate monomers and photoinitiators)<br />
therefore also have a substantial impact on the mattability<br />
of UV-cured coatings.<br />
Number of Double Bonds Plays an Important Role<br />
The existence of complex reciprocal dependencies means<br />
it is difficult to make any definite assertions regarding the<br />
mattability of oligomers. Evonik has, however, been able<br />
to prove that the double-bonding density, which, in turn,<br />
is contingent on functionality and molecular mass, is of<br />
particular significance. Generally speaking, we can say<br />
that the higher the double-bonding density of the oligomers,<br />
the greater the mattability of the coating.<br />
Formula for Calculation of the Double-Bonding Density<br />
funtionalityt [DB/ Mol]<br />
[DB]<br />
DB-Density =<br />
relative molar mass [g / Mol] x 1000 [g/ kg Oligomer] = [kg Oligomer]<br />
Experiments with different monomers have shown that<br />
their contribution to the matting effect depends primarily<br />
on their molecular form and turnover rate during polymerization.<br />
The photoinitiator also influences the mattability of<br />
UV-cured coatings chiefly through its absorption maxima.<br />
The actual curing process provides additional scope for<br />
reducing the shine in a coating film, with parameters such<br />
as the type of light source and its emissions spectrum, the<br />
intensity and exposure time, the geometry of the lamps<br />
used, the ambient temperature and type of substrate all<br />
figuring into the equation. Evonik’s application engineers<br />
have looked at these variables, too.<br />
Coating formulation continues to be predominantly a<br />
matter of employing experience and intuition. Evonik’s<br />
analyses do, however, show that it is possible to expressly<br />
fine-tune and coordinate the pertinent process and formulation<br />
parameters and thus significantly improve the<br />
degree of control employable in matting UV-cured coatings.<br />
The new ACEMATT® 3600 now affords formulators<br />
a greater array of options for the matting process.<br />
Contact<br />
Reinhard Behl<br />
reinhard.behl@evonik.com<br />
Rüdiger Mertsch<br />
ruediger.mertsch@evonik.com<br />
<strong>Smart</strong> Formulating <strong>Journal</strong> | Issue 9 | April <strong>2012</strong>