Measuring where it really matters - Michenfelder
Measuring where it really matters - Michenfelder
Measuring where it really matters - Michenfelder

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
draft report for trade press publication in the magazine GIESSEREI ERFAHRUNGSAUSTAUSCH 11/2008<br />
<strong>Measuring</strong> <strong>where</strong> <strong>it</strong> <strong>really</strong> <strong>matters</strong><br />
Moulding sand management system FoMaSys improves productiv<strong>it</strong>y and pays<br />
for <strong>it</strong>self fast. Well-known foundries throughout the world rely on FoMaSys w<strong>it</strong>h<br />
which manufacturer MICHENFELDER has established his special process<br />
technological solutions to keep moulding sand qual<strong>it</strong>y constant on highest level<br />
Authors: Manfred <strong>Michenfelder</strong>, Christoph Huck<br />
Pictures: <strong>Michenfelder</strong><br />
FoMaSys<br />
Module 1 Module 2<br />
SPEEDMULLOR<br />
BMD<br />
Moisture Control<br />
Systems for Sand<br />
Coolers<br />
Moisture Control Systems for Mixers<br />
G+F<br />
EIRICH<br />
....as well as mixers from Küttner,<br />
Disa, Simpson, Technical, Graue,<br />
Stotz, Savelli etc.<br />
Module 3<br />
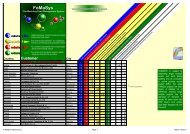
Fig_1:<br />
Precise sand moisture thanks to continuous measurement in the<br />
mixer<br />
A network of cleverly integrated<br />
single moisture control and sand<br />
testing modules ensures constant<br />
high-qual<strong>it</strong>y moulding sand<br />
properties directly at the moulding<br />
machine. That way, moulding sand<br />
production becomes more effective<br />
by considerable reduction of scrap<br />
rate.<br />
New challenges<br />
– New approaches<br />
Just a few years ago, the cycle times<br />
were long, the sand bunker capac<strong>it</strong>y<br />
was large and the throughput of sand<br />
per shift was low i.e. the best<br />
requirements for satisfactory moulding<br />
sand cond<strong>it</strong>ioning. This leisurely pace<br />
is now a thing of the distant past. By<br />
investing millions, the manufacture of<br />
high qual<strong>it</strong>y cast products has sw<strong>it</strong>ched<br />
over to fast moulding lines, and<br />
moulding sand production has<br />
sw<strong>it</strong>ched over to high performance<br />
mixers, mostly f<strong>it</strong>ted w<strong>it</strong>h coolers. But<br />
the drop in the qual<strong>it</strong>y of sand and the<br />
moisture content<br />
On-line Sand<br />
Testing System<br />
VEDIMAT<br />
Module 4<br />
Process Control<br />
System MiPro<br />
KÜNKEL-WAGNER<br />
Patent pended mixing<br />
dynamic control<br />
On-line mon<strong>it</strong>oring of moisture<br />
content and degree of homogenization<br />
of each batch from mixer charging to<br />
discharging<br />
mixing time<br />
Moisture Control<br />
Systems for<br />
Mixers<br />
increase in scrap are in direct<br />
proportion to the reduction in sand<br />
capac<strong>it</strong>y and in the increasing<br />
frequency of cycle and regeneration<br />
times in sand bunkers. In modern<br />
foundries, the qual<strong>it</strong>y of sand is<br />
suffering from ever faster mixer and<br />
moulding machine cycle times,<br />
enormous thermal loading as a result<br />
of 24/6 or 24/7 production, frequent<br />
model changes, major fluctuations in<br />
sand-metal ratios and an ineffective<br />
and variable add<strong>it</strong>ion and yield of<br />
add<strong>it</strong>ives and superfines. This has<br />
resulted in changes in the compos<strong>it</strong>ion<br />
and homogene<strong>it</strong>y of the sand w<strong>it</strong>h<br />
major repercussions for mechanical<br />
properties of the sand such as<br />
compactabil<strong>it</strong>y, compression strength<br />
etc.<br />
Best moulding sand qual<strong>it</strong>y for<br />
outstanding casting results<br />
Efficient casting involves more than<br />
fast mixing and moulding. Moulding<br />
sand properties of consistently high<br />
FoMaSys<br />
Module 1<br />
Module 2<br />
Module 3<br />
On-line Sand<br />
Testing System<br />
VEDIMAT<br />
Module 4<br />
Process Control<br />
System MiPro<br />
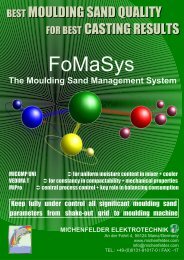
Moisture Control System for Coolers<br />
installation example<br />
Temperature probe<br />
w<strong>it</strong>h evaluation un<strong>it</strong><br />
stick electrode w<strong>it</strong>h<br />
protective cap<br />
k<strong>it</strong> w<strong>it</strong>h solenoid and<br />
motor-driven valves<br />
Measurement transm<strong>it</strong>ter<br />
optimised water add<strong>it</strong>ion<br />
Fig_2:<br />
Consistently high moisture levels of at least 2.0% H2O at the cooler<br />
outlet is important for outstanding sand qual<strong>it</strong>y in downstream<br />
processes<br />
qual<strong>it</strong>y are a crucial factor for<br />
satisfactory casting and a low volume<br />
of scrap. This conclusion has finally<br />
been accepted and has forced<br />
foundries to address the issue.<br />
An integrated network for a<br />
complete chain of control<br />
Many foundries are often totally<br />
unaware of the problem. This<br />
permanent thermal loading of the sand<br />
requires a basic change in strategy<br />
w<strong>it</strong>h regard to moulding sand<br />
cond<strong>it</strong>ioning – i.e. adopting an<br />
integrated approach. Leaving behind<br />
the stand-alone measuring technology<br />
solutions applied in recent years and<br />
adopting a concept that will allow for<br />
the careful re-instatement of moulding<br />
sand qual<strong>it</strong>y, from the shake-out grid to<br />
the moulding machine, using cleverly<br />
integrated measurement and control<br />
systems. Such a concept is FoMaSys<br />
from MICHENFELDER.
draft report for trade press publication in the magazine GIESSEREI ERFAHRUNGSAUSTAUSCH 11/2008<br />
FoMaSys<br />
Module 1<br />
Module 2<br />
Module 3 Moisture Control<br />
Systems for<br />
Mixers<br />
Moisture Control<br />
Systems for<br />
Coolers<br />
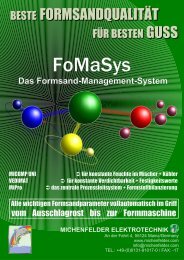
Online Sand Testing System VEDIMAT<br />
Material taking from con-<br />
veyor belt by elevating un<strong>it</strong><br />
test of compactabil<strong>it</strong>y<br />
charging of test cylinder<br />
test of compressive strength<br />
Fig_3:<br />
By controlling compactabil<strong>it</strong>y at the moulding line directly, any<br />
subtle changes are detected and compensated for through<br />
feedback to the moisture control system. That means<br />
compactabil<strong>it</strong>y is automatically kept very constant.<br />
The idea behind FoMaSys<br />
The idea behind FoMaSys is to create<br />
a network of intelligent measurement,<br />
control and testing systems, while at<br />
the same time trying to combat the<br />
effects of dehomogenisation and<br />
change by the application of process<br />
technology. Looking at add<strong>it</strong>ives and<br />
superfines, the motto is: What comes<br />
out should be the same as what goes<br />
in – i.e. <strong>it</strong> should be as consistent as<br />
possible concerning times and<br />
quant<strong>it</strong>ies. Measurement and control<br />
technology ensures that first of all, the<br />
sand is accurately pre-wetted (to at<br />
least 2%) in the used sand bunker, and<br />
secondly, that <strong>it</strong> reaches the moulding<br />
line w<strong>it</strong>h consistently optimal<br />
mechanical properties (flowable).This<br />
ensures the reliabil<strong>it</strong>y of the tried and<br />
trusted moisture measuring and control<br />
systems that are networked and<br />
mon<strong>it</strong>ored centrally. The high level of<br />
automation also produces<br />
rationalisation effects. Precision and<br />
reliabil<strong>it</strong>y reduce scrap, and continuous<br />
control ensures a sand cond<strong>it</strong>ioning<br />
process that is cost-effective and that<br />
consistently conserves resources.<br />
Constant compactabil<strong>it</strong>y <strong>where</strong> <strong>it</strong><br />
<strong>really</strong> <strong>matters</strong> – directly at the<br />
moulding line<br />
As a relevant factor for sand qual<strong>it</strong>y,<br />
online control of compactabil<strong>it</strong>y is<br />
essential. Automatically controlling<br />
compactabil<strong>it</strong>y through the add<strong>it</strong>ion of<br />
water during production has become<br />
an established trend. In order to obtain<br />
Module 4<br />
Process Control<br />
System MiPro<br />
installation example<br />
Moisture Control<br />
Systems for<br />
Mixers<br />
or expand the relevant expertise,<br />
compet<strong>it</strong>ors have now responded by<br />
entering into joint ventures and<br />
acquis<strong>it</strong>ions. In the case of some<br />
manufacturers, this expertise has<br />
been developed in-house over several<br />
years – one-stop system solutions, as<br />
demonstrated so convincingly by the<br />
FoMaSys are a matter of course.<br />
More and more im<strong>it</strong>ators are coming<br />
to the realisation that continuous<br />
measurement in the mixing equipment<br />
(i.e. in the mixer or cooler) is essential<br />
for a precise sand moisture control. In<br />
relation to this major issue, FoMaSys<br />
manufacturer <strong>Michenfelder</strong> can rely on<br />
a head start of 40 years of knowledge.<br />
Success factors<br />
1.) The sand moisture is kept<br />
constant w<strong>it</strong>hin a tight tolerance<br />
of 2% at the cooler outlet.<br />
2.) The incomparable precision of<br />
moisture measurement and mois-<br />
ture control achieved thanks to<br />
the accurate in-mixer and incooler<br />
measurement technology<br />
(incl. the patented mixing<br />
dynamics mon<strong>it</strong>oring system)<br />
3.) The special installation location of<br />
the online sand testing system<br />
VEDIMAT on the conveyor belt<br />
directly before the moulding machine.<br />
Module 1<br />
Module 2<br />
Module 3<br />
Moisture Control<br />
Systems for<br />
Coolers<br />
FoMaSys<br />
Module 4<br />
Process Control<br />
and Qual<strong>it</strong>y Assurance System MiPro<br />
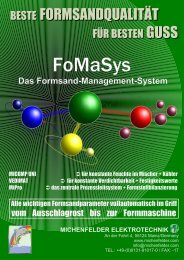
Total plant view<br />
Materialaufnahme vom<br />
Förderband per Aufzug<br />
On-line Sand<br />
Testing System<br />
VEDIMAT<br />
Process data analysis, evaluation<br />
Einbaubeispiel<br />
and archiving<br />
Mon<strong>it</strong>oring of single modules remote control in 1-to-1-view<br />
Fig_4:<br />
W<strong>it</strong>h MiPro moulding sand qual<strong>it</strong>y control comes into your office.<br />
Analyse the trends and evaluate production data – online or from<br />
archived database. Make relationships and developments in the<br />
sand cycle transparent comprehensible in an easy way.<br />
By combining FoMaSys modules 1 and<br />
3, <strong>it</strong> is possible to reliably record and<br />
compensate for any negative factors<br />
influencing the moulding sand on <strong>it</strong>s<br />
way from the mixer to the moulding<br />
machine that could have a long-term<br />
detrimental impact on compactabil<strong>it</strong>y<br />
(e.g. different benton<strong>it</strong>e saturation<br />
levels due to unstable in<strong>it</strong>ial moisture<br />
in the mixer, or moisture changes due<br />
to differences in temperature, and<br />
evaporation or mechanical changes<br />
caused by aeration or material transfer<br />
stations). None of these influences are<br />
identified or taken into account when<br />
compactabil<strong>it</strong>y is measured in the<br />
mixer. Variations of ±0.1% in moisture<br />
levels in the mixer result in<br />
compactabil<strong>it</strong>y fluctuations of up to ±2-<br />
3% in the moulding machine. There<br />
are some foundries <strong>where</strong> fluctuations<br />
of up to 10-12% in compactabil<strong>it</strong>y<br />
between the mixer and the moulding<br />
machine have been shown to occur –<br />
particularly when there is no sand<br />
cooler at all or <strong>where</strong> there is a sand<br />
cooler in which sand moisture is poorly<br />
regulated.<br />
From a well-nursed prejudice to<br />
technological head start<br />
However, there is one preconception<br />
that needs to be eliminated: contrary to<br />
what many people believe or claim to<br />
be the case, measuring compactabil<strong>it</strong>y<br />
just before the moulding machine is by<br />
no means too late. Since <strong>it</strong> is well<br />
known that there is a correlation<br />
between moisture and compactabil<strong>it</strong>y,
FINAL MOISTURE reliabil<strong>it</strong>y and high precision<br />
thanks to MICOMP UNI for measurement in mixers and coolers<br />
COMPACTABILITY<br />
CENTRAL CONTROL<br />
R<br />
draft report for trade press publication in the magazin GIESSEREI ERFAHRUNGSAUSTAUSCH 11/2008<br />
the exact precision of the moisture<br />
measurement and control system<br />
MICOMP UNI Type G-CH incorporated<br />
in the mixer ensures that as soon as <strong>it</strong><br />
leaves the mixer, the moulding sand<br />
has a very constant moisture content<br />
and therefore consistent<br />
compactabil<strong>it</strong>y. The downstream<br />
VEDIMAT now ensures that even the<br />
slightest changes in compactabil<strong>it</strong>y<br />
caused by a steady but slow change in<br />
the sand compos<strong>it</strong>ion (and not by<br />
moisture) are detected and that,<br />
through feedback to the MICOMP UNI,<br />
they are reliably compensated for by<br />
minuscule adjustments to the amount<br />
of water required (to fractions of a<br />
hundred in some instances).<br />
Fast amortisation as most important<br />
investment incentive<br />
Depending on the technical prior<strong>it</strong>ies<br />
fully automated consistency<br />
thanks to the special installation<br />
pos<strong>it</strong>ioning of the VEDIMAT and feedback to moisture control system<br />
O I<br />
eturn n nvestment<br />
and the available budget, the various<br />
FoMaSys modules can be installed in<br />
graduated steps over several years.<br />
The design consists of a fully<br />
automated moisture measurement<br />
and control system for mixers<br />
(module 1), coolers (module 2),<br />
conveyor belts, drums linked to online<br />
sand-testing systems (module 3) that<br />
are placed directly before the<br />
moulding line (and deliberately not at<br />
the mixer). Finally, MiPro (module 4)<br />
makes the sand cycle transparent,<br />
connections and correlations become<br />
clearer and you have full online<br />
control over all the important sand<br />
parameters. Never before has an<br />
investment in a moulding sand<br />
cond<strong>it</strong>ioning process paid for <strong>it</strong>self so<br />
quickly. This is proven by successful<br />
FoMaSys projects throughout the<br />
world.<br />
Germany:<br />
Eisenwerk Brühl in Brühl, Georg<br />
Fischer in Leipzig, Buderus in Limburg,<br />
SLR in St. Leon-Rot<br />
Europe:<br />
Skoda in the Czech Republic, the<br />
Componenta Group in Finland,<br />
Nannoka Vulkanus in the Netherlands,<br />
Odlewnie Polskie in Poland, Fytasa<br />
Fundiciones in Spain,<br />
Overseas:<br />
Mahle in Brazil, Weichai Power in<br />
China<br />
Current project planning:<br />
SLR Elsterheide in Germany, Arabian<br />
Axles in Saudi Arabia, Danaven in<br />
Venezuela, the JSC-Group in Russia,<br />
Radijator in Serbien, WHB in Brasilien<br />
all major sand parameters centrally<br />
and online under control w<strong>it</strong>h MiPro<br />
and if things go wrong, we provide Internet support<br />
nvestment<br />
fast amortisation thanks to reduction in<br />
sand-related scrap and improvements in sand-qual<strong>it</strong>y<br />
FoMaSys<br />
The Moulding Sand Management System<br />
MICHENFELDER ELEKTROTECHNIK<br />
An der Fahrt 4, 55124 Mainz/Germany<br />
www.michenfelder.com<br />
info@michenfelder.com<br />
TEL.: +49-(0)6131-91017-0 / FAX: -17<br />
Systematic Moulding Sand Preparation<br />
from shake-out grid to moulding machine