Special Edition - Deutsche Molkerei Zeitung
Special Edition - Deutsche Molkerei Zeitung
Special Edition - Deutsche Molkerei Zeitung

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
F O O D<br />
I N D U S T R Y A N D D A I R Y FA R M I N G<br />
GERMAN<br />
DAIRY<br />
MAGAZINE<br />
<strong>Special</strong> <strong>Edition</strong><br />
133. VOLUME MA R C H 2012 B 2255 D ISSN 1617-2795
Got a cheese challenge?<br />
We got it covered.<br />
When it comes to cheese, there’s a whole world out there. Whether<br />
you are a global player or regional producer, DSM can help you<br />
produce the perfect cheese. Across eight key cheese types, our<br />
enzymes and cultures are proven to accelerate production, increase<br />
output, cut costs and carbon emissions, boost flavor and texture,<br />
and maximize consistency.<br />
We’ll help you optimize every step of the cheese making process<br />
with our expert technical knowledge – the result of several decades’<br />
experience.<br />
From rich indulgent cheeses to healthy, low fat varieties and value<br />
ranges, you can trust our synergistic portfolio to deliver the solution<br />
to any cheese challenge. Plus, we o� er technical support across<br />
every continent and a global distribution network. Active in all<br />
dairy segments including enzymes, cultures and food protection<br />
solutions, think of us as your experienced, sustainable partner.<br />
info.food@dsm.com | www.dsm.com
Appropriate technical concepts<br />
for practical use<br />
The availability of safe and high-quality<br />
food is an essential need of societies today.<br />
The taste of various foods must satisfy our<br />
individual expectations and health requirements,<br />
but that's not all. Today's consumer<br />
also expects food producers to deal sparingly<br />
with the environmental and economic resources<br />
available to them. Minimizing the<br />
energy consumed during food production<br />
of course plays a special role, as this not<br />
only benefits the environment but also reduces<br />
production costs over the long term.<br />
Companies whose production processes<br />
comply with these standards certainly have<br />
a tremendous market advantage as they<br />
compete for the consumers' favour.<br />
Peter Grothues,<br />
Kölnmesse GmbH<br />
In this context, Anuga FoodTec plays a prominent role, because its visitors<br />
– in other words, food and beverage producers – expect to find integrated<br />
and flexibly usable technology concepts there rather than partial solutions.<br />
These are expectations that Anuga FoodTec fulfils in general and<br />
by contrast to food and beverage technology trade fairs that are oriented<br />
towards a specific sector only. Thanks to its process-oriented, cross-sector<br />
approach, which encompasses all raw ingredients, Anuga FoodTec offers<br />
its participants an overview of the technologies used for the entire course<br />
of processing at all stages of food and beverage production. The sixth<br />
Anuga FoodTec will take place from 27th to 30th March 2012 presenting all<br />
the relevant themes of food production to the international food business<br />
on the basis of the three major pillars Processing, Packaging and Food<br />
Safety.<br />
Approximately 1,300 exhibitors from 35 countries will present their<br />
technical innovations and cutting-edge solutions in Cologne – a new<br />
record turnout for Anuga FoodTec. Over 50 per cent of the exhibiting companies<br />
will come from abroad. The majority of these participants come from<br />
Italy, the Netherlands, Denmark, France, Great Britain and Sweden, followed<br />
by Spain, Austria, Turkey and the United States. Almost all of the key<br />
international players will be represented in Cologne, including the world<br />
market leader, TetraPak. In addition, Anuga FoodTec will feature more than<br />
400 first-time exhibitors.<br />
Publisher AVA Agrar-Verlag Allgäu GmbH<br />
Porschestraße 2, D-87437 Kempten/Allgäu<br />
phone +49 831 57142-0 fax +49 831 79008<br />
Internet: www.deutsche-molkerei-zeitung.de<br />
Managing<br />
Shareholder Dipl.-Ing. (FH) Wolfgang Kühnle<br />
Publishing<br />
Director Dr. Harald Ströhlein<br />
Advertisements Karl Nagenrauft<br />
e-mail: anzeigen.dmz@ava-verlag.de<br />
Ines Schilling<br />
e-mail: i.schilling@ava-verlag.de<br />
From the content<br />
<strong>Special</strong> <strong>Edition</strong><br />
Anuga FoodTec set to expand 4<br />
Chilled Food: 10<br />
Tasty fresh products are very popular with consumes<br />
Less effort, greater benefits 12<br />
Packing in flux: At the interface 14<br />
the real und digital worlds<br />
Efficient and versatile model systems 16<br />
Softdrinks – a paradigm shift 22<br />
Company News 24<br />
This growth in exhibitor turnout is also reflected in the size of the exhibition<br />
area. In addition to the large number of new exhibitors, many regular<br />
exhibitors have signed up for significantly larger stand areas. As a<br />
result, Anuga FoodTec will not only occupy Halls 4.1, 5.1, 6, 7, 8, 9 and<br />
10.1, as in 2009, but will also integrate Hall 5.2 for the first time, thus creating<br />
a gross exhibition space of 127,000 square metres — a gross increase<br />
of 10,000 square metres.<br />
As food and beverage producers, visitors to Anuga FoodTec can expect<br />
integrated and flexibly usable technology concepts ranging across all technologies<br />
of the entire production process and covering all stages of food<br />
and beverage production. The following sectors will be represented: process<br />
technology, packaging technology (including filling technology),<br />
automation, data processing, control and regulation technology, food safety<br />
and quality management, environmental technology, bio-engineering,<br />
operating materials, air conditioning and cooling technology, conveying,<br />
transport and storage installations, logistics, technological process materials,<br />
ingredients, components, assemblies, surface technology, equipment<br />
and services.<br />
Innovations are often the result of worldwide research and the exploitation<br />
of international technological know-how in relation to the optimisation<br />
of production processes and resource utilisation. In addition to the exhibitor<br />
presentations, Anuga FoodTec will therefore also feature a diverse, topquality<br />
supporting programme that will provide answers to specific questions<br />
and include special shows of innovative concepts.<br />
Editors Susanne Behm, Dr. Harald Ströhlein,<br />
phone: +49 831 57142-41<br />
e-mail: redaktion@ava-verlag.de<br />
Print KKW-Druck GmbH,<br />
Heisinger Str. 17,<br />
D-587437 Kempten/Allgäu<br />
Place of jurisdiction is Kempten (Allgäu).<br />
FLAG<br />
All rights reserved. Reproduction and photomechanical showing of parts of the<br />
magazine or whole only in written form from the publisher in prior. Articles from authors<br />
do not describe the opinion of the editors. ©2012<br />
dmz 6/2012 | 3
<strong>Special</strong> <strong>Edition</strong><br />
Anuga FoodTec 2012 set to expand:<br />
record exhibitors and exhibition space<br />
About 1,300 suppliers from 35 countries will showcase innovations –<br />
Comprehensive supporting programme for all product sectors<br />
The sixth Anuga FoodTec will present all the relevant themes of food production.<br />
From 27th to 30th March 2012 the<br />
international food technology sector will<br />
once again meet at Anuga FoodTec in<br />
Cologne. Anuga FoodTec offers the<br />
international food business an information<br />
and purchasing platform that covers<br />
the entire spectrum of technology and investment<br />
requirements for production in<br />
all segments of the food industry. With almost<br />
1,300 exhibitors from 35 countries,<br />
Anuga FoodTec will be setting a new record<br />
turnout. What’s more, the trade fair<br />
is also set to expand in terms of exhibition<br />
space. Anuga FoodTec is jointly organized<br />
by Koelnmesse GmbH and the<br />
German Agricultural Society (DLG).<br />
The sixth Anuga FoodTec will present<br />
all the relevant themes of food production<br />
to the international food business on<br />
the basis of the three pillars Food<br />
Processing, Food Packaging and Food<br />
Safety. Approximately 1,300 exhibitors<br />
from 35 countries will present their technical<br />
innovations and cutting-edge solutions<br />
in Cologne. Compared to the previous<br />
event, the trade fair is set to ex-<br />
4 |dmz 6/2012<br />
pand its participation figures by more<br />
than 16 per cent this year. Over 50 per<br />
cent of the exhibiting companies will come<br />
from abroad. The majority of these<br />
participants come from Italy, the Netherlands,<br />
Denmark, France, Great Britain<br />
and Sweden, followed by Spain, Austria,<br />
Turkey and the United States. In addition<br />
to the world market leader TetraPak, numerous<br />
key players will participate, including<br />
Albert Handtmann, Alco-Food-<br />
Machines, Alpma, Baader Nordischer<br />
Maschinenbau, Bizerba, Ecolab, Fuji<br />
Packaging, GEA, Grundfos, Grundwald,<br />
Heinen Freezing, Henckert Engineering,<br />
Inauen, Indag, IMA Industries Unipersonale,<br />
Ishida, Kawasaki Robotics, Kiremko,<br />
Komet Maschinenfabrik, Kronen<br />
Nahrungsmitteltechnik, Krones, Linde<br />
Gas, Maja Maschinenfabrik, Maschinenfabrik<br />
Seydelmann, Mespack, Mettler<br />
Toledo, Meypack Verpackungstechnik,<br />
Multivac, Provisur Technologies Formax,<br />
Reepack, Robert Bosch, SACMI,<br />
Schwarte Jansky, Sidel, Siemens Industry<br />
Sector, SPX Flow Technology, Tipper<br />
Tie Alpina, Treif, Trepko, Vemag Maschinenbau<br />
and Weber Maschinenbau. Also<br />
taking part will be many new companies<br />
from Germany and abroad that are exhibiting<br />
at Anuga FoodTec for the first time<br />
in 2012. More than 400 new exhibitors<br />
have registered for Anuga FoodTec so<br />
far.<br />
This growth in exhibitor turnout is also<br />
reflected in the size of the exhibition<br />
area. In addition to the large number of<br />
new exhibitors, many regular exhibitors<br />
have signed up for significantly larger<br />
stand areas. As a result, Anuga FoodTec<br />
will not only occupy Halls 4.1, 5.1, 6, 7,<br />
8, 9 and 10.1, as in 2009, but will also integrate<br />
Hall 5.2 for the first time, thus<br />
creating a gross exhibition space of<br />
127,000 square metres — a gross increase<br />
of 10,000 square metres.<br />
As food and beverage producers,<br />
visitors to Anuga FoodTec can expect integrated<br />
and flexibly usable technology<br />
concepts ranging across all technologies<br />
of the entire production process and<br />
covering all stages of food and beverage<br />
production. The following sectors<br />
will be represented: process technology,<br />
packaging technology (including filling<br />
technology), automation, data processing,<br />
control and regulation technology,<br />
food safety and quality management,<br />
environmental technology, bioengineering,<br />
operating materials, air conditioning<br />
and cooling technology, conveying,<br />
transport and storage installations, logistics,<br />
technological process materials, ingredients,<br />
components, assemblies,<br />
surface technology, equipment and services.<br />
In addition to the exhibitor presentations,<br />
Anuga FoodTec will therefore also<br />
feature a diverse, top-quality supporting<br />
programme that will provide answers to<br />
specific questions and include special<br />
shows of innovative concepts.<br />
Continued on page 6
Cream of the crop.<br />
We never settle for less than the best<br />
to satisfy our dairy partners.<br />
In fac a t, since 1893, ZENTIS has<br />
searched the world for onl nl nly y th the e mo most s t<br />
delectable fruit used in our ur fru ru r it<br />
preparations. Our r pr p ep epar ar a at ation pr proces e s<br />
be b gi g ns even before the h fru ruit is pick cked ed ed.<br />
We ensur ure su supe peri rior o qua ua u li l ty t by y fi rst<br />
ap appl pl plyi yi ying ng a rig ig igorou ous se s le l ct ctio io ion pr p oc o es ess<br />
in the he h field ld. Then we test for or flavo vor, r,<br />
fi rmness and acidity before proces esss<br />
in ing. g This way, when our fruit – the<br />
cream of the cro rop p – is added to your<br />
cream, the taste exper erie i nce is nothing<br />
short of extraordinary ry.<br />
ZENTIS – the partner for your success.<br />
Zentis GmbH & Co. KG � Postfach 10 16 37 � 52016 Aachen � Deutschland � Tel. +49 (0) 2 41/47 60-0 � Fa x +49 (0) 2 41/47 60 -3 69 � www.zentis.de � info@zentis.de
<strong>Special</strong> <strong>Edition</strong><br />
Under the direction of the DLG, 27<br />
specialist forums will address topics and<br />
questions of current interest to the sector,<br />
with presentations by leading<br />
research institutes and associations.<br />
The programme will consist of the following<br />
elements: emulsifying technology,<br />
process-structure-function-relations in<br />
food, the use of ultrasound in food tech-<br />
6 |dmz 6/2012<br />
nology, energy efficiency, coating and<br />
capsules, sensor technology, nanotechnology,<br />
controlled-temperature logistics,<br />
meat technology, cooling and freezing,<br />
KIN forum on the subject ”Successful<br />
Strategies for Chilled Ready Meals”, the<br />
HighTech Europe Innovation & Technology<br />
Transfer Workshop, dosing and<br />
weighing technology, seals, nozzles and<br />
pumps, IT solutions for the food industry,<br />
the future of food technology, the use<br />
of robots in baked goods production,<br />
pack-aging technology, extruder technology,<br />
modified atmosphere packaging,<br />
”Inside Food”, maintaining the global<br />
food supply, the High Tech Europe<br />
Continued on page 8
New generation of<br />
GRUNWALD rotary-type machines<br />
GRUNWALD is going to show the latest developments of<br />
their cup filling machines and bucket lines at their stand no.<br />
B-030 in hall 7.1.<br />
This is the first time the new generation of rotary-type machines<br />
will be featured. To introduce this new design of rotarytype<br />
machines, we will be exhibiting a 2-lane ROTARY 6.000<br />
which is designed for filling spreadable butter. With Grunwald’s<br />
ongoing development of their rotary-type machines, they have<br />
been optimised in a user-friendly way with regard to the machine<br />
operation, modular drive technology and hygienic<br />
design. This new design applies to all our rotary-type machines<br />
and as a result we can achieve production speeds up to 18,000<br />
cups/h.<br />
Flexible inline machines: The Grunwald engineering company<br />
from the Allgäu excites the industry by offering the most<br />
flexible cup filling machines with regard to filling spreadable<br />
butter. With their 6-lane FOODLINER 20.000 GRUNWALD demonstrates<br />
its up to the minute design technology with a<br />
machine which has maximum format flexibility. This inline machine<br />
is designed to handle 7 different cup sizes with a production<br />
speed of 18,000 cups/h. The quick format changeover<br />
is achieved with minimum change over times without the need<br />
for tools. With maximum flexibility and high filling accuracy this<br />
will be interesting criteria for many companies.<br />
Bucket line FLEXLINER XL with ”One touch quick-change<br />
system”: This 1-lane machine will be the ideal solution for customers<br />
who need a flexible bucket line with short changeover<br />
times. The FLEXLINER XL is suitable for filling and lidding<br />
buckets from 1 kg up to 20 kg using weigh filling technology for<br />
accurate results. This machine is equipped with the unique<br />
Company News<br />
The GRUNWALD<br />
fair stand: designed in<br />
the style of a typical<br />
Allgäu mountain pasture.<br />
”One touch quick-change system”. This system allows a fullyautomatic<br />
changeover without the need for tools and makes it<br />
possible within a very short time. As an option, this machine<br />
can be equipped with sealing from the reel and can include a<br />
leak test station.<br />
In addition, this bucket line, together with all GRUNWALD machines,<br />
can be equipped with a packing material sterilisation system<br />
as well as with a laminar cabin or sterile air cabin for ultra<br />
clean applications which are needed for the dairy industry.<br />
The 2-lane compact rotary-type machine GRUNWALD-<br />
HITTPAC AKH-019SE filling stirred yoghurt and set yoghurt<br />
makes the range of exhibition machines perfect. This cup filler<br />
is equipped with quick format change system and will be handling<br />
two different round 500 grs cups. The filling station in CIP<br />
design has a high filling accuracy. As with all GRUNWALD<br />
machinery, they are well engineered with compact design, together<br />
with competitive pricing making this an interesting feature<br />
of this machine.<br />
As major suppliers to the dairy industry and other areas of the<br />
food industry, GRUNWALD excel with their highly-flexible cup<br />
and bucket filling machines. This is being achieved by their special<br />
features, in particular quick format and product changeover.<br />
For the year 2012 based on constant growth and a full order<br />
book, has resulted in the company making an investment of<br />
5 million euros in their location at Wangen im Allgäu to further<br />
extend and improve the company’s offices and manufacturing<br />
facility. The completion of this building works is scheduled for<br />
the middle of this year. GRUNWALD currently employ 120 people<br />
and this is expected to grow throughout 2012.<br />
www.grunwald-wangen.de<br />
dmz 6/2012 | 7
<strong>Special</strong> <strong>Edition</strong><br />
Stakeholder event ”Future of Food Processing”,<br />
foreign object detection, halal<br />
food production, fresh convenience, clean<br />
room technology and allergy management.<br />
Anuga FoodTec 2012 will also be<br />
accompanied by top-class conferences.<br />
The congress organized by the European<br />
Federation of Food Science and<br />
Technology (EFFoST) will show the latest<br />
developments in the production of<br />
chilled food, with a particular focus on<br />
fresh-cut products. The symposium by<br />
the European Hygienic Engineering &<br />
Design Group (EHEDG) will share comprehensive<br />
know-how on the role of hygiene<br />
technology in the production of undamaged<br />
and healthy food. A particular<br />
focus will be on hygienic design and<br />
guidelines for hygienic processing. Once<br />
again Anuga FoodTec will be hosting<br />
International Fruit World (IFW). Under<br />
the title ”An Opportunity for Fruit Juice?”,<br />
the congress will focus on several cutting-edge<br />
topics, including markets and<br />
trends, quality assurance, process technology<br />
and the raw materials procurement<br />
market. Experts from the worlds of<br />
business, industry, science and research<br />
will give a series of talks underlining the<br />
strategic importance of sustainable management.<br />
For the second time now, the Nova Institute<br />
will organize a conference on<br />
”Sustainable Packaging – SusPack” at<br />
Anuga FoodTec. Over the course of two<br />
conference days, presentations and discussions<br />
will analyse the current challenges<br />
and solutions in the field of sustainable<br />
packaging. One focus will be on<br />
organically based pack-aging and the<br />
questions it raises: Where and how has<br />
organically based packaging already<br />
8 |dmz 6/2012<br />
Presentations and<br />
discussions will<br />
analyse the current<br />
challenges and<br />
solutions in the<br />
food technology.<br />
Photograph:<br />
Koelnmesse<br />
been successfully established? What<br />
advantages does it offer, and what do we<br />
need to know about its use? And finally,<br />
which innovations, trends and potentials<br />
can be predicted? At a joint event with<br />
Anuga FoodTec, nova-Institut GmbH will<br />
for the first time issue the ”SusPack-<br />
Award” for the most innovative and most<br />
sustainable packaging solution introduced<br />
on the market in 2011/2012.<br />
Following a pre-selection round, a panel<br />
of judges will choose the overall winner<br />
on the first day of the conference. The<br />
prize will be awarded in a special evening<br />
event on 29th March 2012. <br />
New international challenges, guidelines<br />
and procedures as well as packaging<br />
trends for the meat industry will be<br />
the subject of the half-day conference of<br />
the online publication FoodProduction-<br />
Daily.com, which will take place on 28th<br />
March 2012.<br />
World-premiere presentation<br />
In addition, this year’s trade fair will<br />
host a world-premiere live presentation<br />
of the Robotic Pack Line, which cannot<br />
be seen in this form anywhere else and<br />
will demonstrate new possibilities for the<br />
sector. This time, the show will demonstrate<br />
the hygienic handling of real fresh<br />
meat. In a complete production line, robots<br />
will automatically take E2 boxes<br />
from pallets and check the fresh meat<br />
contained in the boxes.<br />
A robot equipped with a hygienic gripper<br />
will take the pieces of meat out of the<br />
boxes and place them in a piece of primary<br />
packaging (a tray), which it then<br />
seals. After the seams of the seal have<br />
been checked and the product labelled,<br />
a Scara robot will lay the finished pieces<br />
of primary packaging in the cleaned<br />
E2 boxes, which are then automatically<br />
placed onto the palette. Another section<br />
of the Robotic Pack Line will demonstrate<br />
a high-performance secondary<br />
packaging process. Here, the trays are<br />
automatically removed, checked, labelled<br />
and put into boxes. The trays are<br />
then labelled as well and placed onto<br />
pallets.<br />
For the first time, Anuga FoodTec will<br />
stage a Careers Day this year. This initiative<br />
will enable closer contact between<br />
the exhibitors at Anuga FoodTec<br />
and students and graduates of related<br />
subjects, thus strengthening the sector’s<br />
recruitment strategies. Careers Day will<br />
take place on Friday, 30th March 2012,<br />
from 9:00 a.m. to 6:00 p.m.<br />
An overview of the entire supporting<br />
programme, including detailed information<br />
on the topics, speakers, places and<br />
times, can be found on the Anuga Food-<br />
Tec website at www.anugafoodtec.de or<br />
www.anugafoodtec. com.<br />
Anuga FoodTec will take place from<br />
Tuesday, 27th to Friday, 30th March<br />
2012. For four days it will offer a concentrated<br />
overview of machines and<br />
equipment as well as services for the<br />
food and beverage production industry.<br />
The trade fair is open to trade visitors<br />
only. Anuga FoodTec will be open daily<br />
from 9:00 a.m. to 6:00 p.m.<br />
Exhibitors can make all the necessary<br />
preparations for their visit on the<br />
Anuga FoodTec website, www.anugafoodtec.com.<br />
In addition to online visitor<br />
registration, the website provides<br />
affordable and time-saving assistance<br />
with travel and hotel arrangements. The<br />
”Matchmaking” online tool also enables<br />
trade visitors to research various exhibitors<br />
and product segments before the<br />
trade fair and to contact exhibitors<br />
directly.<br />
Admission fees: a day ticket costs<br />
€ 40 (€ 24 in advance), a two-day ticket<br />
costs € 50 (€ 34 in advance), and<br />
a season ticket costs € 80 (€ 54 in advance).<br />
Admission for food technology<br />
students is € 14. The catalogue costs €<br />
25. The admission ticket entitles the bearer<br />
to travel free of charge on buses,<br />
trams and trains (second class only) of<br />
the Cologne Municipal Transport Authority<br />
(KVB) and the Rhein-Sieg Transport<br />
Authority (VRS).<br />
To find out all about Anuga FoodTec,<br />
visit: www.anugafoodtec.com
Here’s a renewable product: certifi ed,<br />
traceable back to source and the produce<br />
of responsibly managed cultivation<br />
Here’s a glass of milk<br />
Renewable, certifi ed, and the product of responsibly managed cultivation. What goes without<br />
saying for many of their valuable contents, also applies for our beverage cartons.<br />
It is nice when product and packaging go together so perfectly. Take our beverage cartons –<br />
to make them, we use only wood fi bres originating from forests that are managed to the<br />
highest standards and from other controlled sources. To guarantee this, we have had all our<br />
facilities around the globe certifi ed in accordance with the rigorous, internationally binding<br />
criteria of the Forest Stewardship Council (FSC) ® for a continuous product chain of custody.<br />
For the sake of the environment, and the contents of our carton packs.<br />
Visit www.sig.biz for more information.
<strong>Special</strong> <strong>Edition</strong><br />
Chilled Food: Tasty fresh products are<br />
very popular with consumers<br />
The relatively new convenience product segment known as chilled food involves food that is<br />
freshly made, freshly processed and freshly cooled.<br />
The fair will also provide informations about<br />
innovative trends in the convenientsegment.<br />
Photograph: Koelnmesse<br />
In addition to complete ready-meals,<br />
this segment primarily encompasses<br />
fresh pizza and pasta that only need to<br />
be baked or cooked, as well as kitchenready<br />
cleaned vegetables and salad<br />
preparations or complete, ready-to-eat<br />
salads to which only dressing needs to<br />
be added. Other examples of chilled<br />
food include sandwiches, cut and<br />
portioned fruit and even plates of sushi.<br />
Chilled beverage products include<br />
smoothies and freshly pressed juices.<br />
What all of these products have in common<br />
is that they aren't preserved thermally<br />
and don't contain preservatives.<br />
They are all sold in a chilled state and<br />
can be eaten after only minimal preparation.<br />
Chilled products enable food companies<br />
to create more value than is the<br />
case with conventional ready-meals or<br />
refrigerated products. They also offer<br />
consumers the opportunity to enjoy<br />
freshly prepared food without needing<br />
special skills or having to spend much time<br />
preparing meals. However, these miraculously<br />
fresh products do require a<br />
certain amount of processing. In addition<br />
to needing an effectively uninterrupted<br />
cold chain, hygienic and germ-free con-<br />
10 |dmz 6/2012<br />
ditions are needed during the production<br />
and packaging of chilled food. The focus<br />
is therefore on the germ count of the<br />
raw materials, packaging materials,<br />
processing areas and finished products.<br />
Clean surroundings are<br />
essential for combating germs<br />
A clean and nearly germ-free production<br />
environment is the primary precondition<br />
for ensuring that preservatives<br />
and heat treatment are not needed to<br />
manufacture refrigerated fresh products.<br />
In addition to strict hygiene on the part of<br />
personnel and the regular cleaning of all<br />
surfaces, machines and operating materials,<br />
such an environment can best be<br />
attained through the use of an appropriate<br />
air management system. As a result,<br />
clean rooms are slowly being increasingly<br />
used in food production. However,<br />
targeted measures can also be employed<br />
to ensure that airborne germs do<br />
not get anywhere near chilled food in<br />
normal production facilities. For example,<br />
UV-C modules can be integrated into<br />
air conditioning and ventilation systems.<br />
These modules irradiate the air<br />
channelled into the room so that airborne<br />
germs are effectively exterminated.<br />
Air is also effectively sterilized by atomising<br />
special aerosols in the production<br />
areas. The effective components of these<br />
aerosols are substances such as<br />
benzoic acid, lactic acid or hydrogen peroxide.<br />
These substances can even be<br />
used for the production of organic products<br />
and they also are effective on the<br />
food's surface. Although they eliminate<br />
almost all of the germs that cause spoilage,<br />
they are harmless for human<br />
beings and do not damage the product.<br />
Everything is under control<br />
in the packaging as well<br />
Chilled food can be shrink-wrapped,<br />
which is particularly suited for pasta and<br />
fully prepared meals. By contrast, sandwiches,<br />
sushi and salad preparations<br />
would be damaged by such packaging<br />
or lose their fresh appearance. That's<br />
why Modified Atmosphere Packaging<br />
(MAP) on trays is frequently used for<br />
such products. MAPs replace preservatives<br />
with a germ-free gas atmosphere<br />
that is tailored to the food in question in<br />
order to keep cut fruit, salads and vegetables<br />
fresh. But tray packaging is also<br />
useful for other applications. The merger<br />
of freshness and convenience is made<br />
perfect by all-new plastic wrapping that<br />
allows kitchen-ready chilled products to<br />
be cooked or baked in the microwave<br />
directly on the tray.<br />
Creating clean conditions<br />
with high pressure<br />
High Pressure Preservation (HPP) is<br />
a non-thermal method for preserving<br />
food. This method, which has recently<br />
become generally available, reduces the<br />
number of undesirable micro-organisms<br />
in food in a manner that preserves the<br />
product's properties. HPP helps to meet<br />
the increasing demand for very highquality<br />
food products lacking additives.<br />
The system offered by the Anuga Food-<br />
Tec exhibitor Multivac consists of one or<br />
more HPP chambers and a pressure<br />
booster. High Pressure Preservation of<br />
food is generally performed at a pressure<br />
of up to 6,000 bars, which destroys<br />
any harmful micro-organisms that the<br />
products may contain. The high-pressure<br />
treatment is employed on primary<br />
packaged food. The process causes<br />
negligible thermal stress and hardly<br />
changes the food's structure, its taste or<br />
the valuable nutrients it contains. Protective<br />
gas packaging that is especially<br />
adapted to high pressures is used as the<br />
primary packaging to ensure that product<br />
quality remains unchanged during<br />
the food's shelf life.
GEA Westfalia Separator Group at Anuga FoodTec 2012<br />
Outstanding centrifugal separation technology<br />
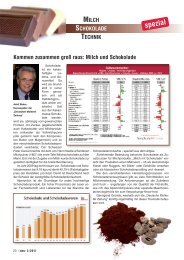
The new ecoclear of GEA Westfalia<br />
Separator Group is ideal for bacteria<br />
removal in the production of highgrade<br />
dairy products and is also suitable<br />
for producing cheese-making milk.<br />
Cologne<br />
27.03. – 30.03.2012<br />
Hall 4.1<br />
Stand A031-D038<br />
GEA Westfalia Separator Group is presenting a new separator<br />
generation for milk skimming at Anuga FoodTec from 27. to<br />
30. March 2012 in Cologne. For the first time in a medium<br />
capacity range, the new milk skimming separator MSI 140<br />
with integrated direct drive will be presented. This separator<br />
will be combined with a standomat MC for automatic fat<br />
content regulation of cream and milk at the fair.<br />
The new GEA Westfalia Separator ecoclear has likewise been<br />
developed for small and medium flow rates in the dairy<br />
technology sector – combinable for the first time in this capacity<br />
class with proplus. The proplus system enables extending the<br />
ejection intervals and consequently a reduction of the solids<br />
discharge. The ecoclear separator is optimal for bacteria<br />
removal from high-grade dairy products and is suitable for producing<br />
cheese-making milk. Thanks to the self-cleaning bowl,<br />
the machine is suitable for fully automated cleaning-in-place.<br />
The GEA Westfalia Separator ecoforce decanter series in 2phase<br />
and 3-phase design with integrated summationdrive<br />
stands for high performance efficiency and absolute reliability. It<br />
is used specifically in beverage technology, in the processing of<br />
renewable resources and in dairy technology. In addition, GEA<br />
Westfalia Separator Group will be showing its range of ceramic<br />
membrane elements for microfiltration and ultrafiltration which<br />
complements the mechanical separation technology perfectly.<br />
A completely new service concept is also having its premiere<br />
at Anuga FoodTec: serv&care for permanently high availability,<br />
process efficiency and budget security. With this whole bundle<br />
of new developments, GEA Westfalia Separator Group is<br />
emphatically underlining its claim to innovate.<br />
GEA Mechanical Equipment<br />
GEA Westfalia Separator Group GmbH<br />
Werner-Habig-Straße 1, 59302 Oelde<br />
www.westfalia-separator.com<br />
engineering for a better world
<strong>Special</strong> <strong>Edition</strong><br />
Less effort, greater benefits<br />
Creating products with economical processes and efficient plant concepts<br />
In the future, hygiene will remain the overarching topic for processing facilities.<br />
Photograph: Koelnmesse<br />
The latest generation of food production<br />
plants enables operators to conserve<br />
resources and minimize costs by optimising<br />
processes, boosting flexibility and<br />
improving products. By integrating appropriate<br />
design criteria and cutting-edge<br />
automation components, operators can<br />
produce top-quality products that benefit<br />
manufacturers, consumers and the environment<br />
alike.<br />
Hygiene will remain the overarching<br />
topic for processing facilities in the future.<br />
The systematic use of hygienic design criteria<br />
to improve plant hygiene has a positive<br />
impact on a wide range of different<br />
factors. The focus is on minimizing hygiene-related<br />
and health-related risks,<br />
which can damage a company's image,<br />
cause product losses and lead to damage<br />
claims. Processing facilities that are<br />
easier to clean also create substantial<br />
cost savings in practice, because they<br />
can be cleaned more rapidly with the use<br />
of less water, energy, cleaning agents<br />
and disinfectants. This not only saves money<br />
but also improves the company's environmental<br />
performance. Now that the<br />
key hygienic design criteria for processing<br />
plants have been formulated and implemented<br />
with increasing success, researchers<br />
have begun to examine the issue<br />
in more detail. In the years ahead,<br />
close examination of the properties of<br />
12 |dmz 6/2012<br />
material surfaces and their interaction<br />
with dirt and micro-organisms will provide<br />
new insights that will be used to create<br />
new cleaning strategies. These include<br />
strategies for combating harmful biofilms,<br />
which have been largely disregarded up<br />
until now, as well as systems for the biomonitoring<br />
of plant cleanliness and hygienic<br />
conditions.<br />
Things are happening<br />
on the surface<br />
Stainless steel is an outstanding material<br />
with regard to durability and hygiene.<br />
To date, it has always been the key<br />
material for ensuring that processing<br />
facilities are easy to clean. However, alternatives<br />
are now being increasingly<br />
used for exterior surfaces, largely because<br />
of the greatly increased prices of raw<br />
materials. These alternatives consist of<br />
materials and coatings that offer a range<br />
of advantages. Bosch Rexroth, for example,<br />
is using special plastics for its successful<br />
CL03 valve terminal system. These<br />
plastics can withstand a wide variety of<br />
cleaning chemicals so that the terminal<br />
system achieves protection class IP69K,<br />
which means it can be used directly on<br />
the machinery without requiring a switching<br />
cabinet. Innovative surface coatings<br />
are already being used in washdown drives,<br />
automation components and robots.<br />
Their low percentage of stainless steel<br />
and the possibility of using other materials<br />
underneath the surface coating makes<br />
these systems less expensive and<br />
lighter than those made of stainless steel.<br />
Thus, it is possible to reduce the material<br />
costs of servo motors by around 30 per<br />
cent if two-part coatings are used. The<br />
protective coat meets the IP67 protection<br />
class and enables the wet cleaning of the<br />
machinery with cleaning agents and chemicals.<br />
This new generation of robust, hygienic<br />
surfaces is represented by the tried<br />
and tested VLT series from Danfoss and<br />
by Stäubli's He robot series. It allows exterior<br />
surfaces to achieve the same level<br />
of durability and cleanability as stainless<br />
steel without containing this material.<br />
Stainless steel remains the preferred material<br />
for processing plant interiors and is<br />
difficult to replace. Nevertheless, the rising<br />
cost of this material will almost certainly<br />
lead to the development of alternatives<br />
in the medium term. Nanoscience<br />
will surely contribute to the development<br />
of suitable coatings for the targeted modification<br />
of surface properties and generating<br />
new ideas for hygienic plant design.<br />
Modular systems for improving<br />
plants and efficiency<br />
Plant manufacturers are continuously<br />
improving their products in order to approach<br />
maximum efficiency at all levels.<br />
Modular designs for flexible expansion,<br />
retooling and upgrades, as well as flexible<br />
application possibilities, are now almost<br />
mandatory features in this regard.<br />
One example of this is the optimised version<br />
of the Tetra Albrix module for dissolving<br />
sugar. Thanks to its high operating efficiency<br />
and modular design, this system<br />
cuts costs, increases environmental<br />
compatibility and simplifies upgrading. A<br />
range of innovations makes these savings<br />
possible compared to predecessor<br />
models. The module is fitted with an advanced<br />
control system for the brix setpoint<br />
value that enables companies to<br />
continuously adjust the dosage and<br />
maintain the temperature at an optimal le-
vel for the respective amount of sugar,<br />
thus reducing energy consumption. Energy<br />
consumption is also cut by a new<br />
cross-flow filter, which enables the manufacturer<br />
to determine the size of the sugar<br />
crystals and minimizes the dissolution<br />
tempera-ture. Heating costs are 42 per<br />
cent lower than those of the predecessor<br />
version, and the costs for cooling energy<br />
are even 55 per cent lower. Including the<br />
demand for cooling energy, electricity<br />
consumption amounts to only 4 kWh per<br />
1,000 litres of the product, while the<br />
amount of heating energy needed totals<br />
14.5 kWh per 1,000 litres. Other advantages<br />
include time savings resulting from<br />
process acceleration and reduced raw<br />
material costs due to the use of less expensive<br />
sugar. Depending on requirements,<br />
the dissolver can be modularly expanded<br />
to include a pasteuriser and a decoloriser.<br />
Local designs<br />
for global benefits<br />
This example combines a number of<br />
trends, some of which the manufacturers<br />
of processing facilities have been addressing<br />
for a long time, but which will not<br />
become less important in the future. One<br />
of these trends is the increasingly modularised<br />
design of the facilities and the individual<br />
components, which makes it possible<br />
to customise the assembly and expansion<br />
of plants and components as<br />
well as of complete modular systems.<br />
The resulting cost savings in production<br />
and parts stocking benefit manufacturers<br />
and customers alike.<br />
Another trend involves splitting processing<br />
facilities into modules, components<br />
and parts, but at the same time holistically<br />
examining the effects of changes<br />
so that time, raw mat-erial and energy savings<br />
can contribute to substantial cost<br />
reductions.<br />
However, one of the most important<br />
trends for the production flow involves the<br />
sensor sys-tems. Increasing process integration<br />
and new developments in online<br />
and inline analyses open up new possibilities<br />
for measuring and controlling<br />
technology as well as for the automation<br />
of processes.<br />
For example, there are methods for<br />
the inline determination of production parameters<br />
that go far beyond simple density,<br />
guide value and opacity measurements<br />
and enable optimal processing<br />
through the immediate influencing of pro-<br />
<strong>Special</strong> <strong>Edition</strong><br />
cess parameters before any defects can<br />
occur in the product. This development<br />
will continue in the future and might eventually<br />
include the use of biosensors.<br />
Presenting the numbers<br />
Manufacturers will also increasingly<br />
examine all of the lifecycle costs of machines<br />
and plants, from their purchase all<br />
the way to their disassembly and disposal.<br />
They will do this because it enables investors<br />
(including those from outside the<br />
food industry) to plan the costs that will accrue<br />
during the system's use. On the one<br />
hand, this enables operators to evaluate<br />
the sustainability of their investments; on<br />
the other, they can then achieve planning<br />
security that prevents high follow-up costs<br />
from arising after the system is put into<br />
operation. Thanks to this examination of lifecycle<br />
costs, the suppliers of processing<br />
facilities can convincingly demonstrate<br />
that an investment will pay off for the customer<br />
over the long run due to the system's<br />
increased energy efficiency and reduced<br />
resource use. The efficient use of all<br />
types of resources – from energy and raw<br />
materials to additives and the processing<br />
facilities themselves – will remain a key topic<br />
in the future.<br />
From milk supply to ripened cheese.<br />
We create added value for you, your products and<br />
your customers.<br />
Kalt Maschinenbau AG<br />
Dairy supplies and cheese making equipment<br />
Letziwiesstrasse 8, CH-9604 Lütisburg<br />
Phone +41 (0)71 932 53 53<br />
info@kalt-ag.ch<br />
www.kalt-ag.ch<br />
Meet us at the ANUGA<br />
hall 4.1, aisle B<br />
stand no. 069a
<strong>Special</strong> <strong>Edition</strong><br />
Packing in Flux: At the interface<br />
between the real and digital worlds<br />
The days are gone when packaging was used for nothing more than protecting<br />
the product andensuring an attractive presentation at the point of sale. These days,<br />
packaging has to do a lot more.<br />
The packaging technology is strongly represented at the fair. Photograph: Koelnmesse<br />
It has to be intelligent and interactive,<br />
and it is supposed to track goods<br />
along the entire supply chain, to expose<br />
counterfeits, to test whether a<br />
package has already been opened, or<br />
to indicate whether a cold chain has<br />
been interrupted. Finally, it is supposed<br />
to make it possible to pursue<br />
new methods of brand communication<br />
and to interact with the consumer.<br />
QR codes are spreading very rapidly<br />
at the moment: in magazines, on<br />
placards, and on packaging too. More<br />
and more merchants and manufacturers<br />
of branded products are making<br />
use of these two-dimensional „quick<br />
response” codes. If the consumer has<br />
a cell phone with a built-in camera or a<br />
smartphone, it can be used to scan in<br />
the code printed on the packaging.<br />
The phones have an app that decrypts<br />
the code and navigates the user directly<br />
to the corresponding website of<br />
the manufacturer, where consumers<br />
can find more information. This way,<br />
14 |dmz 6/2012<br />
the limited analogue space on the<br />
packaging can be expanded virtually.<br />
For example, the stated goal of<br />
Frosta, a producer of frozen foods, is<br />
to ”remove cooking obstacles”. The<br />
company prints a QR code on many<br />
frozen vegetable packages. With a<br />
smartphone, the consumer can then<br />
use the code to navigate to a microsite<br />
that presents recipe ideas, for<br />
example. Any ingredients that are still<br />
needed can then conveniently be<br />
bought during the same shopping trip.<br />
But that's not all: In keeping with the<br />
trend towards interactivity and networking,<br />
users can also enter their<br />
own recipe ideas and use interfaces to<br />
social media networks like Facebook<br />
and Twitter.<br />
Coca-Cola has its sights on a different<br />
target group. Together with the can<br />
manufacturer Ball Packaging Europe,<br />
the beverage maker wants to use beverage<br />
cans as a link between music<br />
and refreshment. A consumer with a<br />
cell phone uses the QR code printed on<br />
the can to connect directly to the Coke<br />
Music Portal. „This way, the beverage<br />
can appeal to several of the customer's<br />
senses at once – taste, hearing, sight –<br />
and therefore turns into an interactive,<br />
multimedia amplifier of the customer's<br />
enjoyment of the product,” says Gerlof<br />
Toenhake, Director of Marketing at Ball<br />
Packaging Europe.<br />
Protection<br />
against product piracy<br />
QR codes are used for more than<br />
just brand communication, however.<br />
The printing press manufacturer Heidelberg<br />
has developed a technology<br />
that protects against product piracy.<br />
The products are equipped with security<br />
tags. These consist of a pattern<br />
randomly generated from copper<br />
threads and an associated, unique<br />
QR code. The combination of these<br />
two elements on the product itself or<br />
its packaging ensures a high degree<br />
of protection against counterfeits and<br />
generates a unique identity comparable<br />
to a human fingerprint for each individual<br />
product. With a special app<br />
that runs on mobile devices like smartphones,<br />
it is easy for the final customer<br />
to check the authenticity of the<br />
products labelled in this way.<br />
The QR code is used not only by<br />
manufacturers of branded products<br />
but also by merchants. For example,<br />
the discount supermarket chain Netto<br />
is currently expanding QR coding for<br />
its products. Now that all the packaged<br />
fruit and vegetable products have<br />
been labelled, fresh meat is being<br />
tagged with the QR code too. Via<br />
smartphone, the customer can obtain<br />
information about the origin, quality<br />
and nutritional value of the product, in
addition to recipes. The spread of QR codes has gained more<br />
momentum as a result of the recent E. coli scare and other<br />
food scandals. This shows how quickly a technology<br />
can become established if it is relatively simple and inexpensive<br />
to use.<br />
Because of their cost, RFID (radio frequency identification)<br />
tags are not yet suitable for the mass market. If prices<br />
fall, this could change quickly, however, because RFID<br />
technology has the potential to replace the bar code. Radio<br />
frequency technology enables non-contact identification,<br />
management and tracking of as many products as is desired,<br />
throughout the entire value chain and from production<br />
to the consumer. The packaging used for high-priced products<br />
is already being made with integrated RFID tags as<br />
protection against product piracy and theft.<br />
New development: RFID plus sensor<br />
The Fraunhofer Institute for Physical Measurement<br />
Techniques IPM, Freiburg, is going one step further: It has<br />
developed special RFID tags in which sensors are integrated<br />
into the label. This means temperature sensors can be<br />
used to check whether a cold chain has been maintained,<br />
for example. In a different variant, gas sensors measure the<br />
concentration of the gas ethylene, which allows inferences<br />
to be made about the degree of ripeness of many types of<br />
fruit.<br />
As the examples show, packaging is taking on a multimedia<br />
character and linking manufacturers, the trade and<br />
consumers. There is a downside, however: This brave new<br />
world of packaging doesn't yet seem to be fully mature and<br />
functionally stable. A study carried out by GS 1 (an international<br />
organization that formulates global standards to improve<br />
the value chain) and the consultancy GapGemini<br />
shows that the product information often is not valid. Over<br />
90 per cent of the information that British market researchers<br />
obtained via mobile bar code scanning was incorrect<br />
or incomplete. And how will customers react?<br />
Thirty-eight per cent of those surveyed said they wouldn't<br />
buy the product if they can't trust the data they get via their<br />
smartphones. So there is still some work to be done in this<br />
regard.<br />
Health consciousness<br />
provides impetus for developments<br />
Despite the fact that there are sometimes still problems<br />
with the technology and some ”teething troubles” that have<br />
to be cured, these difficulties won't impede the growth in intelligent<br />
packaging. Organic and printed electronics in particular<br />
have considerable potential to change the world of<br />
packaging. The U.S. market research firm MarketsandMarkets<br />
estimates that between 2010 and 2015, global sales of<br />
intelligent packaging will grow by 8.2 per cent per year to<br />
approximately US$24 billion. With a market share of 35 per<br />
cent, North America is set to become the largest buyer of<br />
active and intelligent packaging. The health-conscious consumer<br />
is applying ever higher standards to food safety. This<br />
is likely to add more impetus to the spread of intelligent packaging,<br />
particularly in the fields of dairy products, meat,<br />
poultry and ready-cooked meals.<br />
Impressive Variety for<br />
individual requirements<br />
Whatever you may need, ILLIG can<br />
offer it. We provide a full spectrum<br />
of future-oriented, high-quality<br />
thermoforming and packaging<br />
machines as well as suitable<br />
tools: Cost-effective, long-lasting,<br />
world-wide available and suitable<br />
for your requirements. In addition,<br />
we offer a comprehensive service<br />
kit to ensure utmost production<br />
reliability for decades. Buy now –<br />
and get lasting benefit.<br />
ILLIG Maschinenbau GmbH & Co. KG<br />
Robert-Bosch-Strasse 10<br />
74081 Heilbronn I Germany<br />
Tel. +49 7131 505-0<br />
Fax. +49 7131 505-303<br />
Tradition forms future<br />
Thermoforming<br />
Packing technology<br />
Tooling<br />
E-Mail: info@illig.de<br />
Internet: www.illig.de
<strong>Special</strong> <strong>Edition</strong><br />
Efficient and versatile model systems<br />
for innovations in cheese<br />
Dr. Wim Engels, Dr. Lucie Hazelwood, Dr. Eva-Maria Düsterhöft,<br />
Divisions of Flavour & Texture and Health, NIZO food<br />
research, Ede, The Netherlands<br />
The key to the acceptance of cheese by the consumer is the flavor and texture quality. The current<br />
trends towards low fat and low salt cheeses require time and cost effective screening models for<br />
maintaining optimal quality. Such cheese screening models are available at NIZO food research to<br />
better understand, improve and tailor many aspects of cheese making and ripening. This article<br />
exemplifies exciting possibilities that are offered by our efficient and versatile model systems.<br />
Figure1: Close-up of MicroCheeser apparatus. Inset: microcheese. Photos: NIZO<br />
In recent years the demand for improvement,<br />
diversification and tailoring<br />
of the quality of cheeses has increased.<br />
The consumer’s awareness<br />
on healthy diet choices has triggered<br />
a trend towards low fat and low salt<br />
cheeses. For producers, implementation<br />
of improved methods for producing<br />
high quality low fat and low salt<br />
products, but also for e.g. acceleration<br />
of ripening, are important aspects.<br />
These developments touch on a variety<br />
of aspects of cheese making,<br />
especially those focusing on the improvement<br />
of cheese flavour and texture,<br />
but also on ensuring optimal pre-<br />
16 |dmz 6/2012<br />
servation of the fermented product.<br />
The aspects include culture selection,<br />
optimization of processing and ripening<br />
and the use of novel ingredients.<br />
The key to the consumer acceptability<br />
and thus the success of e.g. lowsalt<br />
and low-fat varieties of cheese,<br />
though, is the flavour quality. For optimising<br />
cheese quality, (detailed)<br />
knowledge of flavour attributes is essential<br />
as well as understanding of the<br />
physiology of starter cultures and<br />
(bio)chemistry of flavour compound<br />
formation. Effective and targeted improvement<br />
of flavour (and texture) requires,<br />
in addition to basic research,<br />
extensive systematic screening of<br />
cultures and processing conditions<br />
during real cheese-making. This generally<br />
is a lengthy and costly process.To<br />
reduce screening costs and<br />
to enable production and testing of<br />
many variables in parallel, models<br />
were developed to down-size the<br />
cheese manufacturing process. Dedicated<br />
and effective, real cheese,<br />
screening systems were for a long time<br />
however not available for this purpose.<br />
NIZO food research developed<br />
the MicroCheese and ScreenCheese<br />
models available for tailoring flavour<br />
and texture formation. These models<br />
offer tremendous possibilities to study<br />
many aspects of cheese production<br />
e.g. the screening of microbial culture<br />
collections for desired fermentative<br />
capacities, screening of bacterial mutant<br />
libraries, variation of processing<br />
conditions and assessment of health<br />
or safety related aspects. Rapid enzymatic,<br />
microbial, compositional<br />
and, for ScreenCheese, sensory analysis<br />
methods can be applied on the<br />
model cheeses.<br />
The real cheese screening models<br />
offer new possibilities to study many<br />
aspects of cheese production and flavour<br />
formation by cultures and culture<br />
combinations under varying processing<br />
conditions. Such screening not<br />
only accelerates product development<br />
but also allows a more systematic<br />
approach to better understand the<br />
complex process of cheese making<br />
and ripening.
Figure 2: Key aroma compound formation in Gouda MicroCheese with (engineered) adjuncts<br />
and control strains.<br />
Cheese models<br />
at various scales<br />
The MicroCheese model<br />
NIZO has developed a protocol for<br />
the high-throughput manufacturing of<br />
cheese by employing a standard 96<br />
deep-well microplate as an array of<br />
cheese vats. In this system, up to 600<br />
individual cheeses can be manufactured<br />
per day. Each ”vat” can contain<br />
1.7 ml of milk and can be addressed<br />
separately with substrate, ingredients<br />
or cultures yielding cheeses of 170<br />
mg. Protocols for the production of miniaturized<br />
Gouda, Cheddar and<br />
Swiss-type cheeses have been developed<br />
and the resulting cheeses closely<br />
resemble conventionally produced<br />
cheese in terms of acidification profiles,<br />
moisture and salt contents, proteolysis,<br />
flavor profiles and micro structure.<br />
The MicroCheese platform can<br />
be used for the rapid screening of cultures,<br />
adjuncts or even enzymes in<br />
the cheese environment. All required<br />
analyses can be performed such as<br />
viable cell counts, flavour profiles, enzyme<br />
activities, microstructure and<br />
composition. The MicroCheese is also<br />
suitable for safety studies to monitor<br />
survival of pathogens or spoilage<br />
organisms in cheeses. For example,<br />
reduction of salt in cheese inevitably<br />
leads to safety issues where new strategies<br />
for cheese preservation must<br />
be considered. The MicroCheese is a<br />
well suited model to assess survival<br />
and possible outgrowth of spoilage<br />
and/or pathogenic microorganisms<br />
under various processing conditions<br />
or in the presence of preservatives.<br />
The manufacturing process<br />
A custom-made automated apparatus<br />
has been developed (see Figure<br />
1). Cutting of the curds is performed<br />
by computer-controlled movement of<br />
a stirring device through the curds.<br />
Centrifugation of the microplates is a<br />
<strong>Special</strong> <strong>Edition</strong><br />
key element for performing washing<br />
and pressing of the MicroCheeses. After<br />
completion of acidification, a brine<br />
solution is added to each well, which<br />
results in the desired salt percentage<br />
in the cheese. For ripening, the plates<br />
are sealed in an atmosphere of nitrogen<br />
and placed at the desired temperature<br />
for up to three months before<br />
further analysis.<br />
Testing of adjunct cultures for new<br />
flavor profiles<br />
To investigate the starter culture<br />
screening potential offered by the MicroCheese<br />
model, we have evaluated<br />
the impact of the addition of selected<br />
adjunct starter cultures in the Goudatype<br />
MicroCheese [1]. To this end,<br />
three strains were applied as adjunct<br />
cultures in Gouda-type Micro<br />
Cheeses. The strain B1157 is known<br />
to express high levels of the α-keto<br />
acid decarboxylase (BcKAD) enzyme,<br />
which is known to be involved in the<br />
formation of certain aldehydes impor-<br />
dmz 6/2012 | 17
<strong>Special</strong> <strong>Edition</strong><br />
Figure 3: Top panel: Outgrowth of C. tyrobutyricum in Gouda cheese as a function of salt<br />
content after 6 weeks ripening at 17 °C. Results are expressed as gene copy number/g cheese.<br />
Lower panel: Butyric acid production in Gouda cheese contaminated with 0, 5 or 25 spores/ml<br />
of C. tyrobutyricum as a function of salt content after 6 weeks ripening at 17 °C.<br />
Figure 4: Schematic representation of ScreenCheese production.<br />
tant for flavour in cheese, such as 3methyl-butanal<br />
[2]. In addition, Micro-<br />
Cheeses were manufactured containing<br />
adjunct culture B2083, a B1157<br />
derivative in which the gene for BKAD<br />
has been inactivated, and a strain<br />
NZ9000+ in which BcKAD is expressed<br />
at a high level. After 41 days of<br />
cheese ripening MicroCheeses produced<br />
with strains B1157 and<br />
NZ9000+ cultures respectively contained<br />
7.6- and 5.3-fold increased 3methylbutanal<br />
levels as compared to<br />
the control MicroCheeses (Figure 2),<br />
while the strain B2083 produced low<br />
levels. These findings demonstrate<br />
18 |dmz 6/2012<br />
that the MicroCheese model allows<br />
the accurate prediction of the flavorprofile<br />
impact of modulation of a single<br />
enzyme in the (adjunct) starter culture.The<br />
advantage of the Micro-<br />
Cheese model in comparison to liquid<br />
culture screening is the increased predictive<br />
value.<br />
Risk and safety assessment<br />
upon salt reduction<br />
In the context of an EU-funded project,<br />
entitled DREAM, the Micro<br />
Cheese model has been further developed<br />
to generate a representative<br />
model for monitoring growth of spoilage<br />
bacteria during cheese ripening. In<br />
the project, cheese milk was deliberately<br />
contaminated with Clostridium tyrobutyricum,<br />
a relevant spoilage bacterium<br />
for cheese, and a potential<br />
threat when e.g. salt in cheese is lowered<br />
[3, 4]. C. tyrobutyricum causes<br />
excessive gas formation (the late blowing<br />
effect) and flavour defects in<br />
cheese. The outgrowth of C. tyrobutyricum<br />
was monitored during cheese ripening<br />
in cheeses of different salt<br />
contents by quantitative PCR (qPCR)<br />
of a unique DNA sequence from the<br />
microorganism. The results obtained<br />
confirmed that salt reduction may result<br />
in higher outgrowth of C. tyrobutyricum.<br />
The increased levels of butyric<br />
acid in the various low salt Micro-<br />
Cheeses were in agreement with outgrowth<br />
of C. tyrobutyricum (Figure 3).<br />
The MicroCheese model is thus a suitable<br />
tool for risk assessment upon<br />
salt reduction.<br />
The ScreenCheese model<br />
A second versatile and cost-effective<br />
small scale cheese model system<br />
developed and successfully applied<br />
by NIZO food research is Screen-<br />
Cheese. ScreenCheese allows the<br />
testing of up to 30 variables per day<br />
where a normal cheese pilot plant can<br />
only handle 4 to 5 vats. The screening<br />
system is perfectly suited to evaluate<br />
the effect of different starters, adjunct<br />
cultures/microbial strains, enzymes,<br />
other ingredients and also the influence<br />
of compositional parameters,<br />
e.g. different salt or fat contents, on<br />
primarily cheese flavour and on texture.<br />
Per variant, several small cheeses<br />
of ca. 300 g to 1 kg are produced. This<br />
size allows assessment by sensory<br />
grading as well as instrumental analysis,<br />
such as the formation of flavour<br />
compounds and textural properties<br />
during the course of the ripening<br />
period.<br />
The production process<br />
Basically the ScreenCheese protocol<br />
consists of production of a large<br />
batch of curd (e.g. from 200L of cheese<br />
milk) and dividing this curd into portions<br />
of typically 2 to 3 kg. The ingredients<br />
and/or cultures that are to be<br />
tested are blended into the predrained<br />
curd and subsequently moulding,<br />
Continued on page 20
Company News<br />
The TIGER System from BARTEC BENKE<br />
World class in milk Measurement and sampling technology<br />
The customer performance requirements placed upon this<br />
BARTEC BENKE Milk-Tiger System were quickly and precisely<br />
formulated. Quick in the milk uptake, exact and light was the<br />
requirement consensus, with a stable milk density and volume<br />
measurement.<br />
Demanded by dairies, trucking companies and producers,<br />
the BARTEC BENKE Milk Tiger System represents the latest<br />
milk measurement technology on collection vehicles.<br />
The TIGER is unmatched in its stability of reproducing milk<br />
density, measurement precision, speed and light weight. Working<br />
without an air separator, the TIGER literally measures air via<br />
its patented bubble sensors and calculates the exact amount<br />
of milk drawn in from the produces. It does this across the entire<br />
spectrum up to 1.350 l/min. The reaction time of the bubble<br />
sensors is in the millisecond range.<br />
Due to the high resolution and the nature of the measurement<br />
principle, the sensor can be used directly to control the<br />
pump. With a weight of less than 200kg, it is currently the lightest<br />
system in the market.<br />
The system conforms to all regulatory guidelines of the food<br />
processing industry for the handling and measurement of milk.<br />
The system is MID-certified and available in 3” piping throughout.<br />
The advantages in short:<br />
n exact and consistent density and volume measurement<br />
for the robust daily environment<br />
n compact foot print weighing less than 200 kg,<br />
air-separator is not necessary<br />
n optimized milk uptake volume across the entire<br />
suction spectrum<br />
n simultaneous sampling<br />
n caring treatment of the milk retaining its quality<br />
n fully electronic<br />
n no constraints or constrictions on the suction side<br />
n remote update and off-site error diagnosis<br />
n simple operation coupled with high performance<br />
The high customer acceptance of the BARTEC BENKE Milk<br />
Tiger System is a confirmation for BARTEC BENKE that they have<br />
come full circle from a component supplier to a systems supplier.<br />
Lutz Reiprich, Manager of the BARTEC BENKE FOOD Division<br />
describes it the following way: ”It was a real pleasure to<br />
have seen the cooperation of our employees, working together<br />
with customers in an effort to bring this product to market. It was<br />
a very unique experience to develop a product under the watchful<br />
eyes of dairy personnel, truckers and milk producers. The<br />
”real-life“ proximity of these customers has helped us immensely<br />
to make the product robust for the day-to-day business of<br />
collecting milk. On top of the list of requirements: the consistent<br />
and constant delivery of exact density and volume data.“<br />
The exact determination of the milk volume drawn in at the<br />
producers is the economic common denominator in the milk<br />
procurement chain. Here, the BARTEC BENKE Milk Tiger System<br />
goes the extra mile. ”Throughout the development process,<br />
we were always conscious of the responsibility placed<br />
upon us to deliver the most exact measurement possible.“ Not<br />
needing an air separation system brings with itself considerable<br />
weight reductions, but also excellent measurement results<br />
due to the bubble-sensor based active volume measurement of<br />
the air-in-milk inclusion. The BARTEC BENKE Milk Tiger System<br />
calculates these values out of the equation. Thus measuring<br />
milk…not air, which is fair.<br />
BARTEC BENKE at the ANUGA FoodTec 2012: Hall 4.1, Booth A080<br />
dmz 6/2012 | 19
<strong>Special</strong> <strong>Edition</strong><br />
Table 1: Typical bacterial counts and compositional data of ScreenCheeses. Mesophilic<br />
starters (Mesoph.) and thermophilic adjunct cultures (Lb.) were counted (n.d. =not detected,<br />
i.d.m.=in dry matter).<br />
Figure 5: Sensory profile of ScreenCheeses produced with different starters (DL-, O-) and<br />
adjunct culture (LH-B01). Scale 0 (none) – 4 (very high).<br />
Figure 6: Efficient screening: the key to fast strain selection and product development.<br />
20 |dmz 6/2012<br />
pressing, brining (alternatively drysalting)<br />
and foil-ripening at appropriate<br />
conditions take place (Figure 4).<br />
Protocols for Gouda-type, Cheddartype<br />
and Swiss type cheeses are<br />
available. Fat and salt content can be<br />
adapted as desired.<br />
ScreenCheese performance<br />
The small cheeses produced resemble<br />
their large scale counterparts<br />
in every respect: starter cultures grow<br />
to typical numbers, composition, texture<br />
(Table 1) and characteristic flavour<br />
profiles develop in comparable<br />
ripening periods (up to 16 weeks). The<br />
differentiating power of this screening<br />
system is illustrated in Figure 5: A<br />
ScreenCheese produced with a thermophilic<br />
adjunct culture (LH-B01) was<br />
clearly distinguished from control<br />
ScreenCheeses by an in-house panel<br />
due to its flavor profile which was<br />
characterized by a higher flavour intensity,<br />
more sweetness and the absence<br />
of any bitterness. The wellstandardized<br />
and specifically adapted<br />
cheese-making protocols guarantee<br />
excellent reproducibility and low variations<br />
in moisture content (comparable<br />
to industrial cheese production).<br />
ScreenCheese’s superior translatability<br />
to large scale cheeses has been<br />
proven in many projects for cheese<br />
and ingredient manufacturers.<br />
New possibilities<br />
The processes involved in flavour<br />
and texture formation in cheese, during<br />
cheese ripening, are complex but<br />
essentially comprise of a series of<br />
(bio)chemical processes in which the<br />
starter cultures provide the enzymes.<br />
The natural biodiversity which exists<br />
in starter microorganisms, e.g. Lactococcus<br />
lactis, offers exciting possibilities<br />
when explored and applied in<br />
practice. Various real cheese model<br />
systems for directed screening for flavour<br />
producing (starter) organisms<br />
are now available enabling successful<br />
selection of strains. These tools will<br />
make the rational design of improved<br />
tailor-made industrial cultures for<br />
cheeses with attractive flavour and<br />
texture properties possible. Their sequential<br />
usage, ultimately combined<br />
with evaluation on pilot-scale, creates<br />
a unique methodology for selection of<br />
cultures (Figure 6). In addition, the
cheese models facilitate screening for<br />
processing conditions and/or ingredients,<br />
e.g. rennets or other enzymes,<br />
that improve and accelerate flavour or<br />
texture formation. Also, possibilities<br />
for preventing or controlling growth of<br />
undesired micro-organisms in cheese<br />
can be evaluated much more efficiently<br />
using cheese screening models.<br />
Ultimately, this means acceleration<br />
of product development and reduction<br />
of costs.<br />
DREAM (Design and development<br />
of realistic food models with well characterized<br />
micro- and macro-structure<br />
AAmpack<br />
mpack<br />
AAmmann<br />
mmann<br />
G<br />
GmbH mbH<br />
&<br />
CCo.<br />
o.<br />
KG G<br />
AAbfüll-<br />
bfüll-<br />
uund<br />
nd<br />
Verpackungsmaschinen<br />
Ve erpack<br />
k ungsmaschinen<br />
and composition, contract 222654-2)<br />
was partially financed by EU.<br />
References:<br />
1. Bachmann, H., Kruijswijk, Z., Molenaar,<br />
D., Kleerebezem, M. and J. E.<br />
T. van Hylckama Vlieg (2009) A highthroughput<br />
cheese manufacturing<br />
model for effective cheese starter culture<br />
screening J. Dairy Sci. 92:5868–<br />
5882<br />
2. Smit, B. A., J. E. van Hylckama<br />
Vlieg, W. J. M. Engels, L. Meijer, J. T.<br />
Wouters, and G. Smit (2005) Identification,<br />
cloning, and characterization<br />
of a Lactococcus lactis branched-<br />
Lechfeldgraben<br />
7<br />
D-86343<br />
Königsbrunn<br />
Tel: el: +49<br />
8231<br />
6005-0<br />
Fax: +49 8231 6005-11<br />
<strong>Special</strong> <strong>Edition</strong><br />
chain alpha-keto acid decarboxylase<br />
involved in flavor formation. Appl Environ<br />
Microbiol. 71:303-11.<br />
3. Klijn, N., Nieuwenhof, F.F.J., Hoolwerf,<br />
J.D., Waals, C.B. van der; Weerkamp,<br />
A.H. (1995) Identification of<br />
Clostridium tyrobutyricum as the causative<br />
agent of late blowing in cheese<br />
by species-specific PCR amplification.<br />
Appl Environ Microbiol.<br />
61(8):2919-24.<br />
4. van den Berg, G., Stadhouders, J.<br />
(1986) The salt content of cheese.<br />
Voedingsmiddelentechnologie.<br />
19(7):37-39.<br />
227<br />
7 tto<br />
o 330<br />
0 MMarch<br />
arch<br />
h 22012<br />
012<br />
Fair Fair<br />
Anuga AAn nuga<br />
FoodTec, Fooo<br />
ddT TTe ec,<br />
Cologne Cologne<br />
Hall Hall<br />
7.1 7.<br />
1 Stand Stand<br />
A 039 039<br />
WWe<br />
e llook<br />
ook<br />
fforward<br />
orwardd<br />
t<br />
tto<br />
o m mmeeting<br />
e e t i n g y yyou!<br />
o u u!<br />
PPlease<br />
lease<br />
vvisit<br />
isit<br />
oour<br />
ur<br />
hhomepage:<br />
om<br />
e epage:<br />
www www.ampack.info<br />
www w. . ampack.<br />
i n nfo<br />
Aseptic bottle filling<br />
machines<br />
Numerous validated<br />
machine systems<br />
for the filling of highly sensitive food<br />
products in plastic bottles<br />
Cup filling machines<br />
Consistently<br />
devv<br />
elop<br />
p ed<br />
machine<br />
concepts<br />
foo<br />
r the<br />
highest<br />
hygie<br />
e nic<br />
requirements<br />
Engineering Par<br />
tner<br />
for the planning and<br />
integration<br />
of complete filling lines<br />
Sensocap ®<br />
Patented closure system<br />
system for<br />
aseptically sealed plastic bottles<br />
MANY NY INNOVA INNOVATIONS! AATIONS!<br />
TIONS!<br />
xample an integrated<br />
ghing cell and further<br />
developments.<br />
post@ampack.info<br />
www.ampack.info<br />
Design:<br />
www www.creationell.de<br />
.creationell.de
<strong>Special</strong> <strong>Edition</strong><br />
Soft-drinks – a paradigm shift<br />
Renate Stögmüller<br />
Still beverages, plus ”healthy” and nutritious drinks, are becoming ever more<br />
popular. This also and in particular applies to the Asian markets. In 2010,<br />
Coca-Cola launched a fruit-juice/milk-based mixed drink and a green tea in<br />
Vietnam as well. For this purpose, Coca-Cola Beverages Vietnam (CCBV),<br />
a company owned by the Coca-Cola Sabco group, installed its first PET hotfill line.<br />
The trend towards nutritious and<br />
healthy RTD beverages continues unbroken,<br />
providing major potential for the<br />
future. So it was high time for Coca-Cola<br />
to move into this segment, offering as<br />
it does attractive profit margins as well.<br />
Hotfill PET line<br />
filling three beverages<br />
In 2009, the three plants with a payroll<br />
of 1,300 were producing 18.1 million<br />
22 |dmz 6/2012<br />
physical cases on a total of nine filling<br />
lines, among them five returnableglass,<br />
two canning and two PET lines.<br />
In addition to Coca-Cola’s core range,<br />
they also make beverages of the<br />
Schweppes Group, plus the Samurai<br />
energy drink, Crush, Minute Maid<br />
Splash and the local water brand Joy.<br />
The hotfill PET line is rated at 24,000<br />
containers an hour and currently filling<br />
three beverages:<br />
Following a lengthy<br />
buffering section, an<br />
air dryer removes any<br />
condensation water<br />
from the bottles, thus<br />
making sure they can<br />
be reliably dressed in<br />
sleeve labels on a<br />
Sleevematic.<br />
Photo: Krones<br />
n the highly viscous Minute Maid<br />
Nutriboot, a mixed drink based on<br />
skimmed milk and apple juice, and<br />
offered in a variety of flavours in<br />
300-millilitre hotfill PET containers,<br />
each weighing 23 grams. There are<br />
plans for also filling Nutriboot in<br />
one-litre containers at a later<br />
juncture;<br />
n the Tea Leaf green tea in 480-millilitre<br />
and one-litre containers;<br />
n the Minute Maid Teppy orange<br />
juice, with a pulp content in 330millilitre<br />
and one-litre containers.<br />
In preparation for filling, once blending<br />
has been completed, the beverages<br />
are fed from the syrup kitchen into<br />
a small buffer tank located right in<br />
the middle of the bottling line. From<br />
here, they are passed through the<br />
VarioFlash shell-and-tube heat exchanger,<br />
which has been designed<br />
specifically for handling liquids with a<br />
pulp content. The beverages are warmed<br />
up to 65 degrees Celsius and<br />
then deaerated, after which the milkbased<br />
Nutriboot is additionally homogenised.<br />
This is followed by UHT treatment, at<br />
96 to 110 degrees Celsius, depending<br />
on the product being handled in each<br />
case. The relevant temperature is<br />
maintained for between 23 and 30 seconds<br />
in heat-holding tubes, and to<br />
complete the process the beverages<br />
are then cooled down to 92.5 degrees<br />
in a cooler unit. The VarioFlash H<br />
utilises a variety of cooling circuits for<br />
the different products involved.<br />
The product, decontaminated in the<br />
VarioFlash H and thus biologically<br />
stabilised, is then continuously
passed to the Sensometic VP-GL-<br />
PET filler, set to a filling temperature<br />
of 90 to 91 degrees Celsius and in a<br />
separate cleanroom directly monobloc-synchronised<br />
with the hotfill<br />
stretch blow-moulder Contiform H16.<br />
CCBV is at present still using crystallised<br />
PET preforms directly from Vietnam<br />
but in the medium term intends to<br />
change over to the more affordable,<br />
non-crystallised PET. A Prejet Linear<br />
has been integrated in the inclined<br />
conveyor between the preform chute<br />
and the Contiform for cleaning<br />
the preforms’ interior. “The decision in<br />
favour of a monobloc was a logical<br />
one for us, because this does away<br />
with a rinser and an air conveyor,<br />
and cuts energy and water costs into<br />
the bargain. What’s more, the mono-<br />
The entire line is<br />
working in threeshift<br />
operation,<br />
run by twelve<br />
employees<br />
per shift.<br />
bloc’s footprint is smaller, too, and it’s<br />
running very smoothly indeed.<br />
We’re aiming for a consistent line<br />
efficiency of 85 per cent”, explains<br />
Tran Xuan Minh, the Business Unit<br />
Manager. Krones’ scope of supply also<br />
subsumed the VarioClean F CIP<br />
system, rated at 30 cubic metres an<br />
hour.<br />
Dry end included<br />
A Checkmat FM-G+L has been installed<br />
outside the cleanroom for<br />
checking the containers’ specified fill<br />
level. As the closed containers continue<br />
along the conveyor, they travel<br />
through a twelve-metre-long turning<br />
section, on which they are transported<br />
lying down, so as to use the product<br />
inside (which is still at 86 to 87 de-<br />
www.deutsche-molkerei-zeitung.de<br />
w<br />
Your advertisement could be here<br />
<strong>Special</strong> <strong>Edition</strong><br />
grees Celsius) to decontaminate the<br />
bottle’s head space as well. Once in a<br />
vertical position again, the containers<br />
are passed through a LinaCool, which<br />
cools them down to below 40 degrees<br />
Celsius. This is followed by a lengthy<br />
buffering section, after which a container<br />
dryer removes any condensation<br />
water from the bottles, thus<br />
making sure they can be reliably dressed<br />
in sleeves on a Sleevematic, with<br />
the labels then being shrunk on in a<br />
Shrinkmat superheated-steam tunnel.<br />
After that, the containers are dried<br />
again in a blower. Finally, a Variopac<br />
Pro TFS non-returnables packer produces<br />
shrink-wrapped trays, which<br />
are placed on pallets by hand.<br />
”Entirely virgin territory”<br />
The line is working in three-shift operation,<br />
run by twelve employees per<br />
shift. ”In the beginning, working with a<br />
hotfill line was entirely virgin territory<br />
for us, of course”, says Tran Xuan<br />
Minh. ”We still had to get used to this<br />
technology. We were given two<br />
months of on-site training by experts<br />
from Krones Thailand and Krones<br />
Germany.”<br />
With its new and so far only hotfill line,<br />
CCBV can now supply the entire<br />
Vietnamese market with the new bever-age<br />
types. And anyone knowing<br />
Coca-Cola also knows that this will<br />
prove a definite success in the long<br />
run.<br />
CROSS MEDIA<br />
OFFER<br />
Your banner advertisement<br />
with click tracing + print<br />
advertising in dmz at<br />
a special offer<br />
Contact person:<br />
Ines Schilling<br />
t.: 0049 / (0) 831/57142-18<br />
e-mail: i.schilling@ava-verlag.de<br />
AVA-Agrar Verlag Allgäu GmbH | Porschestraße 2 | 87437 Kempten – Germany | Postfach 3153 | 87440 Kempten
Fully automated cheese presses<br />
from the innovation leader<br />
New developments from Kalt Machinenbau AG from Switzerland<br />
Leaving nothing for granted and always a step ahead: The<br />
Swiss company Kalt Maschinenbau AG is planning optimum<br />
dairy processing operations all over the world, and not just with<br />
the company's own architects. That's right, the company can<br />
also provide fully-automatic cheese production whilst complying<br />
with the high hygiene standards in the USA.<br />
Fully-automated cassette press: „With the brand new Kalt<br />
Cassette Press, we can process up to one million litres of milk<br />
per day fully automatically,“ explains Renato Fari, deputy head<br />
of sales. The fact that the curd is cut automatically after the coagulation<br />
process has been standard procedure for some time.<br />
But the uniform filling of the curd into the moulds, pressing and<br />
the careful removal of the cheese have now also been made<br />
fully automated. Removing the cheese by hand has been<br />
condemned to the past. After pressing, the moulds are automatically<br />
tilted over and the cheese is blown out of the mould<br />
directly onto the conveyor belt which brings the cheese wheels<br />
into the brine bath. The patented system meets the highest<br />
standards of hygiene. This idea to develop the cassette press<br />
even further came about with the US market in mind, as the<br />
Swiss company based in the Toggenburg valley has successfully<br />
entered the market there.<br />
Flow press with a variety of cheese forms: But the European<br />
market is also to benefit from the high standards of the<br />
company – the high levels of functionality and processing quality,<br />
technological leadership, Swiss perfection in high-quality<br />
chromium steel and user-friendliness. „Over the course of our<br />
research and development activities, we have been able to<br />
Kalt Flow Press – automatic portioning and pressing<br />
with variable cheese formats<br />
Fully-automated Kalt Cassette Press<br />
Company news<br />
refine the filling and pressing system in cheese production to<br />
the extent that a variety of cheese formats can be made on one<br />
and the same machine“, explains Renato Fari referring to the<br />
brand-new Kalt Flow Press. The cheese, directly filled into the<br />
desired form, is led along a press line where it can then be<br />
removed from the mould. As a result of this market innovation,<br />
dairies can now react to the requirements of distributors with<br />
far much more flexibility.<br />
Assistance right from the start: Kalt Maschinenbau AG has<br />
been familiar with dairies' requirements for the highest possible<br />
product quality and hygiene for more than 50 years now.<br />
The everyday passion for cheese and innovative people with an<br />
awareness for tradition put Kalt Maschinenbau AG in the position<br />
to provide innovative, high-quality products which are as<br />
mature as the natural product of cheese itself. Alongside cheese-making<br />
plants such as cheese vats, cheese presses, brine<br />
bath plants and ripening cellars, the company also offers planning<br />
services for entire dairies. In this respect, offering architectural<br />
services is simply a logical step for the Swiss market<br />
leader on the way towards tailor-made dairies – either as smallscale<br />
operations or as market leaders processing over a million<br />
litres of milk a day. Systematic and individual planning and<br />
providing clients with assistance from the very start of projects<br />
reduces construction time, minimises costs and, once the<br />
finished construction or plant is handed over, provides a solid<br />
basis for perfect cheese production and dairy processing.<br />
The Swiss mechanical engineering specialists are now turning<br />
their hands to architecture, as innovation, precision and quality<br />
are things that are never left out in the cold.<br />
More information at www.kalt-ag.ch<br />
dmz 6/2012 | 1
Company News<br />
Improving foodstuffs and the health of people<br />
Chr. Hansen is a leading global biotechnology<br />
company whose head office<br />
is in Denmark, and who have more<br />
than 2300 employees, in over 30 countries<br />
worldwide. The company was set<br />
up in 1874 and started out with the manufacture<br />
and marketing of standard<br />
labora-tory products, with Chr. Hansen<br />
initially focussing on supplying the dairy<br />
farming sector. The product range<br />
today comprises<br />
milk clotting enzymes, DVS starter<br />
cultures, probiotic bacterial strains,<br />
specific ripening and protective cultures,<br />
natural colorants, along with test<br />
systems for inhibition tests in milk.<br />
Chr. Hansen is well known as a partner<br />
and supplier of product solutions<br />
for the milk, meat, beverage, sweet<br />
and<br />
wine sectors, as well as being a specialist<br />
in animal nutrition.<br />
In September 1997, Chr. Hansen<br />
acquired fermentation facilities for the<br />
production of enzymes in Nienburg/Weser,<br />
Lower Saxony. Since<br />
then, chymosin, an enzyme in cheese<br />
production, has been produced in a<br />
modern biotechnological fermentation<br />
process. Chr. Hansen sold this enzyme<br />
to the cheese industry worldwide, from<br />
Nienburg via a branch network of the<br />
group. The research department,<br />
which was set up on site, in the meantime<br />
worked on continuous further development<br />
of the production process<br />
and the environmental friendliness of<br />
processes. The factory, which by then<br />
also comprised a distribution and service<br />
centre, today employs 91 staff.<br />
Every day more than 500 million<br />
people worldwide consume products<br />
that contain natural product solutions<br />
24 |dmz 6/2012<br />
by Chr. Hansen. Natural products and<br />
processes are the basis for the development<br />
and manufacture of Chr. Hansen’s<br />
natural food processing aids.<br />
Chr. Hansen has set itself the goal of<br />
improving foodstuffs and the health of<br />
people the world over. In the future,<br />
too, in co-operation with clients, current<br />
and consistent market trends will be<br />
implemented in high-quality and innovative<br />
product solutions.<br />
Chr. Hansen in a nutshell:<br />
n Set up in 1874 in Copenhagen by<br />
Danish pharmacist Christian D.A.<br />
Hansen<br />
n 576 million Euro turnover in<br />
2009/2010<br />
n 2300 employees in over 30 countries<br />
all over the world<br />
n 85 agents worldwide<br />
n Research facilities in Denmark and<br />
the USA<br />
n Development centres in Denmark,<br />
the USA, France and Germany<br />
Agreement with US company<br />
GELITA AG has come to an agreement<br />
with the US company Catalent<br />
Pharma Solutions Inc., Somerset, NJ,<br />
the majority shareholder of R. P. Scherer<br />
GmbH & Co. KG located in Eberbach,<br />
Germany, for acquisition of its<br />
49% shareholding in the company.<br />
The completion of the transaction is<br />
subject to customary closing conditions<br />
including approval from regulatory<br />
authorities.With over 9 000 employees<br />
at more than 20 sites, Catalent<br />
is a major player in the pharmaceutical<br />
industry. For over ten years,<br />
n Application centres in more than 20<br />
countries<br />
n The most modern production<br />
facilities on three continents<br />
GELITA AG has treated the shareholding<br />
in R.P. Scherer as a purely financial<br />
investment and not as part of the<br />
core business.<br />
The joint venture between GELITA<br />
and R.P. Scherer, which was one of<br />
the first German-American joint ventures<br />
following the Second World War,<br />
now comes to an end after more than<br />
60 years. GELITA will continue to<br />
provide the R.P. Scherer plant, located<br />
on the premises of GELITA AG,<br />
with gelatin, energy, steam, fresh<br />
water etc.
Entire spectrum of process technology<br />
”For your advantage – The entire<br />
spectrum of the process technology” is<br />
the KIESELMANN FLUID PROCESS<br />
GROUP’s motto to present for the first<br />
time all companies of the group at Anuga<br />
FoodTec 2012.<br />
KIESELMANN presents its large<br />
valve and components program. Attention<br />
is focused on our novelty, the valve<br />
series KI-DS. These valves stand out<br />
particularly owing to their compact design.<br />
Three actuators of different capacities<br />
are available as an option. The actuators<br />
can be changed over either to air to<br />
open/spring to close or spring to open/air<br />
to close, simply by turning them. The<br />
aseptic valves GEMBRA, which assure<br />
safe food in many productions, are another<br />
highlight. A combination of radial<br />
and diaphragm seal is used here instead<br />
of a bellow. The advantages are optimal<br />
cleaning conditions and long-life and<br />
cheap wear parts.<br />
AquaDuna develops and produces<br />
high-quality cleaning technology, which<br />
is sold via KIESELMANN. A highlight of<br />
the fair is the nozzle spraying head DU-<br />
KI-DS<br />
Single seat<br />
valve and<br />
aseptic<br />
Double seat<br />
valve<br />
GEMBRA.<br />
Photo:<br />
Kieselmann<br />
NOS RB50. It allows a 360° cleaning of<br />
your production vessel at a defined number<br />
of revolutions of 14 rpm. A novelty is<br />
the surge cleaner DUNOS Rxx VAL for<br />
validateable processes. Owing to a sensor<br />
system mounted directly at the body<br />
of revolution, the function is absolutely<br />
safely proven on the external display. It<br />
is possible to define and display a wear<br />
limit by means of a programmable<br />
threshold. An integrated SPS output allows<br />
the connection to a higher-level<br />
Goodbye to chemicals, hello to savings<br />
At Anuga FoodTec 2012, Sidel will<br />
set new standards for sensitive<br />
products bottled in PET. With new<br />
packaging solutions, new and improved<br />
technology and an ever-growing<br />
service portfolio, Sidel is the leading<br />
player in aseptic PET and strives to<br />
be ”A Better Match” for the sensitive<br />
products industry.<br />
Sensitive products have become<br />
the fastest growing area for PET<br />
bottles in recent years as a result of<br />
consumers’ expectations for more natural,<br />
healthy and value-added products.<br />
This has led to a rise in demand<br />
for aseptic, hot-fill and ultra clean solutions<br />
to package juices, nectars, isotonics,<br />
teas, liquid dairy products and<br />
products with pulps and particles.<br />
Beverage producers need to focus<br />
on food safety and simple and efficient<br />
packaging solutions to satisfy<br />
growing demands, but also on flexible<br />
solutions that cater to different packaging<br />
formats and types with minimal<br />
production downtime and costs.<br />
Sidel will unveil a number of pioneering<br />
technologies and innovative<br />
packaging solutions designed to satisfy<br />
the rising demands for healthier<br />
drinks while respecting the specifications<br />
of those sensitive products.<br />
Among them are extensive aseptic<br />
capabilities, including the proven dry<br />
preforms decontamination technology<br />
PredisTM. Combi Predis/Capdis<br />
FMa has been specifically designed<br />
for the aseptic blowing, filling and capping<br />
of sensitive products in PET<br />
bottles and is still unique in aseptic<br />
configuration. Sidel was the first company<br />
to introduce such innovative<br />
technology in 2006 to improve customers’<br />
total cost of ownership and sustainability<br />
targets regarding water<br />
and energy consumption. The technology<br />
also offers unlimited lightweighting<br />
possibilities. Sixty Combi Predis<br />
systems have already been sold<br />
worldwide, equivalent to more than fi-<br />
Company News<br />
control. KIESELMANN Anlagenbau<br />
plans and produces process plants<br />
mainly for the beverage and brewing industry,<br />
developed by our beverage technologists,<br />
master brewers and engineers.<br />
We will introduce to you at the fair<br />
our pigging technology by means of an<br />
active pigging system and will show you<br />
the advantages for your production.<br />
VA Food Processing is a company<br />
which develops and optimizes processes.<br />
We focus on process technology<br />
and plant construction for the dairy and<br />
beverage industry. A microfiltration plant<br />
will be introduced at the fair, which offers<br />
a considerable increase in value, especially<br />
for the milk-processing industry.<br />
Further highlights are the membrane filtration,<br />
Past+ ® microfiltration and BAC-<br />
TO+ ® microfiltration process.<br />
RIEGER Behälterbau provides suitable<br />
tanks and vessels for an optimal<br />
product storage for any range of application.<br />
It offers vertical and horizontal type<br />
flash pasteurization tanks, CIP tanks,<br />
pressure tanks, fermenters and agitator<br />
tanks. At the fair we will present you the<br />
advantages for your storage tasks with<br />
the help of a sample tank and further product<br />
samples. hall 4.1, A-010<br />
ve billion bottles produced with Predis<br />
to date, saving 600 million liters<br />
of water and around one million liters<br />
of chemical agents.<br />
Sidel will also present different hotfill<br />
and aseptic filling technologies, dedicated<br />
to beverages with slurry in<br />
PET containers, meeting relevant<br />
official standards for many types<br />
of end products with pulp, fibers, puree,<br />
sacs, particles, juices or dairy<br />
products. hall 7, A-11-B24<br />
dmz 6/2012 | 25
Company News<br />
Contaminant removal guarantees pure food<br />
At Anuga FoodTec, S+S Separation<br />
and Sorting Technology GmbH will be<br />
exhibiting magnet systems, metal detectors/separators,<br />
and X-ray scanners.<br />
Particular emphasis will be given to the<br />
completely new VARICON+ metal detection<br />
system featuring the C-Scan<br />
GHF detection coil, and the RAYCON<br />
product inspection system with highresolution<br />
imaging and enhanced detection.<br />
All the new S+S systems on show<br />
have been developed further with enhanced<br />
hygienic design features. The<br />
VARICON+ metal detection system can<br />
be specified in two versions, either with<br />
the standard GLS detection coil, or with<br />
the new C-Scan GHF detection coil, offering<br />
three frequencies and enhanced<br />
detection capability as standard. The detection<br />
coil design guarantees highest<br />
metal sensitivity throughout the whole inspection<br />
area. The C-Scan GHF detection<br />
head features improved hygienic design<br />
with a sloped top and totally<br />
integrated electronics ensures no water<br />
New Technical Bulletin<br />
The Industrievereinigung für Lebensmitteltechnologie<br />
und Verpackung e.V.<br />
(IVLV) has published a standard entitled<br />
”Testing plastic materials – optical method<br />
for determination of the oxygen permeability<br />
of packaging systems (films<br />
and molded parts)”. The Fraunhofer In-<br />
Standard for optical measurement of permeation<br />
on plastic packaging now published as a<br />
technical bulletin. Photo: Fraunhofer<br />
26 |dmz 6/2012<br />
or other traps. C-Scan GHF uses the<br />
GENIUS+ Control Unit with standard full<br />
colour touch screen panel for intuitive<br />
and easy operation. Where data acquisition<br />
is required, the metal detector can<br />
be integrated in the customer's PDA network<br />
using a variety of interface options,<br />
eg. WS Food, Ethernet, USB, WLAN or<br />
Profibus.<br />
The RAYCON X-ray product inspection<br />
system range has been enhanced<br />
by the addition of a new High Resolution<br />
version providing improved detection.<br />
RAYCON detects contaminants that due<br />
to their density, chemical composition, or<br />
mechanical dimensions absorb X-radiation<br />
to a higher degree than the surrounding<br />
product. Depending on the product,<br />
the system will now detect stainless steel<br />
contaminants down to 0.3 millimetres.<br />
The S+S product range on show at<br />
Anuga FoodTec is further complemented<br />
by an ATEX-certified version of the<br />
GF 4000 metal separator for pneumatic<br />
conveying applications and the LIQUI-<br />
SCAN VF+ metal separator for the in-<br />
stitute for Process Engineering and<br />
Packaging IVV was involved in the development<br />
of the testing method and<br />
prepared the technical bulletin.<br />
The oxygen permeability of a packaging<br />
system is one of the most important<br />
criteria determining whether that<br />
packaging system can be used for foods<br />
and pharmaceuticals. Up until now the<br />
oxygen permeability has most commonly<br />
been measured using the manometric<br />
method or the oxygen-specific carrier<br />
gas method with an electrochemical<br />
sensor. In recent years there has been<br />
further advancement of this sensor technology<br />
for oxygen. There are now oxygen<br />
sensors which can be read optically.<br />
These are based on fluorescing, oxygen-sensitive<br />
layers. The sensors are<br />
suitable for use in the gas phase and in<br />
liquids. They have become established<br />
in biotechnology and beverage technology.<br />
They are being increasingly<br />
used for permeation measurements,<br />
and are currently primarily used for bar-<br />
spection of paste and viscous products<br />
encountered in the meat and sausage.<br />
This version is designed for use after vacuum<br />
operated fillers.<br />
Erwin Trauner, S+S manager for the<br />
food industry, sums up the S+S Anuga<br />
FoodTec 2012 trade fair presence: "As<br />
specialists in detection and separation<br />
technologies, S+S is exhibiting a complete<br />
product range for every process<br />
stages, product type, and conveying<br />
method, and for all critical control points<br />
of the production process, all from one<br />
source." hall 5.2, D010<br />
As a trade fair highlight at the Anuga FoodTec<br />
2012, S+S presents the VARICON+ metal<br />
detection system with the new C-Scan GHF<br />
detection coil. Photo: S+S<br />
rier measurements on filled beverage<br />
bottles. Key benefits are their efficiency<br />
and wide range of applications.<br />
Despite this growing importance,<br />
there was a lack of accredited standards<br />
and measurement procedures for these<br />
new methods. The Fraunhofer IVV has<br />
therefore developed and validated a permeation<br />
test procedure in collaboration<br />
with an industrial partner. The determination<br />
of the oxygen permeability is now<br />
described in a standard of the Industrievereinigung<br />
für Lebensmitteltechnologie<br />
und Verpackung e.V. (IVLV).<br />
The IVLV standard can be downloaded<br />
free of charge as Technical Bulletin<br />
no. 108/2011 in either English or German<br />
from the IVLV website (http://<br />
ivlv.de/de/Veroeffent.html). The standard<br />
will serve as the basis for DIN,<br />
CEN, and ISO standards which will be<br />
drawn up in collaboration with analytical<br />
equipment manufacturers, research<br />
institutes, and users starting in 2012 or<br />
2013.
VISIT OPTIPACK!<br />
HOT SPOT<br />
FOR PACKE-<br />
TEERS!<br />
27.03. – 30.03.2012<br />
HALL 7 / STAND C030<br />
WWW.OPTIPACK.DE
JUMBO JET TECHNOLOGY ISN’T ONLY<br />
FOUND AT 30,000 FEET. IT’S ALSO IN HALL 7.<br />
Do you want to see what tomorrow looks like? Visit us at Anuga FoodTec. In a space more than<br />
4,000 sq. meters, you’ll get the chance to see fi rst-hand some of the most advanced innovations<br />
in the food processing and packaging industry. You’ll also discover how and why we are busy<br />
utilising technology also found in the aerospace industry and why our Tetra Pak circle doesn’t<br />
just symbolise the ultimate in protection. It also means new solutions and better products.<br />
Destination: Cologne. ETA: 27th – 30th March.<br />
tetrapak.com/anuga<br />
Tetra Pak, and PROTECTS WHAT’S GOOD are trademarks belonging to the Tetra Pak Group. www.tetrapak.com