VDM 1000 TM / H Complete Gear Manufacturing
MAG Gear Technology VDM 1000 TM / H Complete ... - WD Hearn
MAG Gear Technology VDM 1000 TM / H Complete ... - WD Hearn
- No tags were found...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
MAG <strong>Gear</strong> Technology<br />
<strong>VDM</strong> <strong>1000</strong> <strong>TM</strong> / H<br />
<strong>Complete</strong> <strong>Gear</strong><br />
<strong>Manufacturing</strong><br />
Christian Albrecht<br />
Product Leader <strong>Gear</strong> Technologies<br />
Juy 2011
<strong>VDM</strong> <strong>1000</strong> <strong>TM</strong>/H<br />
At a Glance …<br />
• Next generation <strong>VDM</strong> 900 – 1400 turning machines.<br />
• Vertical design.<br />
• Highly productive turning with 4-axes (C, X, Y, Z).<br />
• C axis integrated in spindle box, variable speed.<br />
• Technology modules for milling, drilling, turn-milling<br />
(B axis). Milling module with 380 Nm @ 36 kW.<br />
• Technology module for face, OD and bore grinding.<br />
• Technology module for gear hobbing (A & Y axes).<br />
• Technology module for flexible gear milling (B axis +<br />
software module).<br />
• Modular tool system HSK 100 or Capto C8.<br />
• Siemens 840D solutionline.<br />
• CAD-CAM interface for virtual process simulation.<br />
• Optional automated workpiece change with palett<br />
system.<br />
• Optional automated tool change with magazine.<br />
Example shown: Automated by Fanuc robot (70 kg<br />
capacity) with CELLRO (CAPTO) tool system.<br />
Christian Albrecht <strong>VDM</strong> <strong>1000</strong> <strong>TM</strong> / H Feb 21, 2011 2
<strong>VDM</strong> <strong>1000</strong> <strong>TM</strong>/H<br />
Benefits at a glance<br />
• Turning, milling, drilling, threading, hobbing,<br />
chamfering/deburring in maximum 2<br />
clampings.<br />
• Prototyping with gear turn-milling and high<br />
produtivity cutting with hobbing.<br />
• Hard gear skive hobbing incl. gear centering.<br />
• Integrated chamfering/deburring.<br />
• Automated tool and workpiece change<br />
options.<br />
• Less processing time.<br />
• Less machine investment.<br />
• Less floor space.<br />
• Higher quality due to less workpiece<br />
reclampings.<br />
• One control with one common HMI.<br />
H<br />
<strong>TM</strong><br />
Christian Albrecht <strong>VDM</strong> <strong>1000</strong> <strong>TM</strong> / H Feb 21, 2011 3
<strong>VDM</strong> <strong>1000</strong> <strong>TM</strong><br />
Standard Design<br />
<strong>VDM</strong> <strong>1000</strong> <strong>TM</strong><br />
With turret<br />
and 5-axis turn-mill head<br />
Christian Albrecht <strong>VDM</strong> <strong>1000</strong> <strong>TM</strong> / H Feb 21, 2011 4
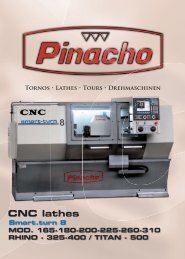
<strong>VDM</strong> <strong>1000</strong> <strong>TM</strong>/H<br />
Standard Designs<br />
1 main spindle<br />
1 tool turret on the left side<br />
2 main<br />
spindles<br />
2 tool turrets<br />
1 main spindle<br />
1 tool head on the left side<br />
1 tool changer/magazine<br />
Christian Albrecht <strong>VDM</strong> <strong>1000</strong> <strong>TM</strong> / H Feb 21, 2011 5
<strong>VDM</strong> <strong>1000</strong> <strong>TM</strong>/H<br />
Modular Concept<br />
• Vertical turning center as Base machine<br />
- Modular expendable to 4-axes (2 turrets)<br />
- One or two turn tables<br />
- 2-axes milling spindle with tilting unit<br />
- Vertical RAM for heavy turning processes<br />
- <strong>Gear</strong> hobbing module.<br />
2 axes<br />
4 axes<br />
• Process integration<br />
Modules for turning, milling, hobbing, grinding.<br />
<strong>VDM</strong> <strong>1000</strong>– 11 <strong>VDM</strong> <strong>1000</strong>– 12<br />
4 axes<br />
pendular<br />
Turning<br />
revolver<br />
RAM<br />
Y-side<br />
adapter<br />
B-axis head<br />
<strong>VDM</strong> <strong>1000</strong>– 22<br />
Christian Albrecht <strong>VDM</strong> <strong>1000</strong> <strong>TM</strong> / H Feb 21, 2011 6
<strong>VDM</strong> <strong>1000</strong> <strong>TM</strong>/H<br />
Slide Concept (X)<br />
• One Slide for left and right side<br />
• Size guiding system X-axis BG 65<br />
• Size guiding system Z- Achse BG<br />
65<br />
• Counter balance<br />
• Second redundant break system<br />
in the Z- axis<br />
• Guiding system distance X-axis<br />
<strong>1000</strong> mm<br />
• Guiding system distance Z-axis<br />
550 mm<br />
• Option: Prepared for the<br />
integration of a hydrostatic guide<br />
system<br />
Oil return<br />
Binary<br />
Saddel with 4 pockets<br />
Oil inlet 60-100 bar ISO<br />
VG 46-220<br />
Head with integrated hydraulic control<br />
Pressure guide<br />
Tear guide<br />
<strong>1000</strong><br />
Christian Albrecht <strong>VDM</strong> <strong>1000</strong> <strong>TM</strong> / H Feb 21, 2011 7
<strong>VDM</strong> <strong>1000</strong> <strong>TM</strong>/H<br />
FE Analysis<br />
X- axis with concrete filling / :<br />
9800 kg<br />
Workpiece<br />
2,500 kg<br />
250 kgm²<br />
Base with concrete filling /<br />
1<strong>1000</strong> kg<br />
C- axis<br />
2,300 kg<br />
370 kgm²<br />
Christian Albrecht <strong>VDM</strong> <strong>1000</strong> <strong>TM</strong> / H Feb 21, 2011 8
<strong>VDM</strong> <strong>1000</strong> <strong>TM</strong>/H<br />
Technology Module Turning<br />
• for static and driven tools<br />
• for left and right side of the<br />
machine<br />
• 0.7 sec from position 1 to 2<br />
• Electrical driven, life tools, max.<br />
speed 3,000 U/min<br />
• Coolant pressure, max. 25-70 bar<br />
(standard)<br />
• Tool system VDI 60<br />
• Torque, max.<br />
– 63 Nm (S1 / 100%)<br />
– 100 Nm (S6 / 25%)<br />
Christian Albrecht <strong>VDM</strong> <strong>1000</strong> <strong>TM</strong> / H Feb 21, 2011 9
<strong>VDM</strong> <strong>1000</strong> <strong>TM</strong>/H<br />
Double X-slide<br />
• Twin Slide concept<br />
• Two slides for special<br />
technology tasks e.g.:<br />
grinding head +<br />
motorspindle, revolver +<br />
motorspindle<br />
• Integrated measuring<br />
probe for part control<br />
• Z-slide with grinding<br />
spindle for grinding tools<br />
Z-slide with<br />
grinding spindle<br />
for grinding tools<br />
Z-slide with motorspindle<br />
for angular tool holders<br />
incl. integrated Y-axis for<br />
the grinding of keyway<br />
grooves<br />
Christian Albrecht <strong>VDM</strong> <strong>1000</strong> <strong>TM</strong> / H Feb 21, 2011 10
<strong>VDM</strong> <strong>1000</strong> <strong>TM</strong>/H<br />
Technology Module Turning, Milling, Drilling<br />
Tool carrier<br />
• „One“ tool system for turning, milling and drilling<br />
• Spindle for pick-up of static and rotating tools<br />
HSK 100 or Capto C8<br />
• Max. torque: 380 Nm / 36 kW (S6 / 40%)<br />
• Max spindle speed 5500 rpm<br />
• The unit is directly mounted on the Z-slide<br />
Pivoting: indexing 5Hirth<br />
gearing, max. 105<br />
or stepless with reduced<br />
power<br />
Application in MAG models<br />
• <strong>VDM</strong> 550<br />
• <strong>VDM</strong> <strong>1000</strong> (Predecessor <strong>VDM</strong> 900 - <strong>VDM</strong> 1400)<br />
• <strong>VDM</strong> 1600<br />
• <strong>VDM</strong> 2000<br />
Christian Albrecht <strong>VDM</strong> <strong>1000</strong> <strong>TM</strong> / H Feb 21, 2011 11
<strong>VDM</strong> <strong>1000</strong> <strong>TM</strong>/H<br />
Y Slide Adapter<br />
Slide adapter for Y axis<br />
• One system for Y slide<br />
• Installation position optionally<br />
vertically or horizontally<br />
• Max. work travel 150 mm<br />
• Size of the guiding system<br />
55mm<br />
• Servo drive with brakes<br />
Y<br />
Y<br />
Christian Albrecht <strong>VDM</strong> <strong>1000</strong> <strong>TM</strong> / H Feb 21, 2011 12
<strong>VDM</strong> <strong>1000</strong> <strong>TM</strong>/H<br />
RAM<br />
• Hydrostatic guide system<br />
• Stroke 750 mm<br />
• Speed, max. 4000 rpm<br />
• Cross- section 250 x 250 mm<br />
• Tool system Capto C8 / KM 80<br />
(planned HSK 100)<br />
Christian Albrecht <strong>VDM</strong> <strong>1000</strong> <strong>TM</strong> / H Feb 21, 2011 13
<strong>VDM</strong> <strong>1000</strong> <strong>TM</strong><br />
Technical Data / Base Machine for Turning<br />
X<br />
Z<br />
Y<br />
B<br />
Base Machine:<br />
C<br />
C<br />
Turning diameter, max. 1,150 mm<br />
Swing diameter, max. 1,450 mm<br />
Workpiece height, max. 1,400 mm<br />
Speed (X), max. 25 m/min<br />
Stroke (Z), max. 950 mm<br />
Machine dimens. L x W x H 7 x 3,5 x 4,1 m<br />
Christian Albrecht <strong>VDM</strong> <strong>1000</strong> <strong>TM</strong> / H Feb 21, 2011 14
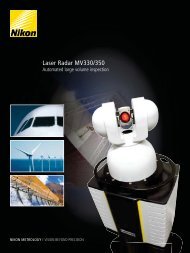
<strong>VDM</strong> <strong>1000</strong> <strong>TM</strong>/H<br />
Machine Configuration for <strong>Gear</strong> Cutting<br />
5ax Unit for:<br />
- Milling<br />
- Drilling<br />
- Tapping<br />
- Turning<br />
Hobbing Unit (H400)<br />
Tool magazine<br />
High precision<br />
Table<br />
Christian Albrecht <strong>VDM</strong> <strong>1000</strong> <strong>TM</strong> / H Feb 21, 2011 15
<strong>VDM</strong> <strong>1000</strong> <strong>TM</strong>/H<br />
Work Spindle Concept with Parallel Drive Shafts<br />
Drive concept for high speed turning<br />
One main drive<br />
Speed, max. 900 U/min<br />
Torque 40% ED 12,900 Nm<br />
Power 40% ED 105 kW<br />
Workpiece weight 8,000 kg<br />
Bearing diameter 440 mm<br />
Encoder std accuracy 12 “<br />
Drive concept for gear hobbing<br />
2 servo drives with integrated CNC- axis for<br />
synchronised positioning.<br />
Speed, max. 630 rpm<br />
Torque / 40% ED 25,000 Nm<br />
Power / 40% ED 84 kW<br />
Workpiece weight 8,000 kg<br />
Bearing diameter 635 mm<br />
Encoder accuracy<br />
for gear-hobbing 3 “<br />
2x 28 kW<br />
(at 100% ED)<br />
Option:<br />
C- axis<br />
for<br />
positioni<br />
ng<br />
requirem<br />
ent<br />
Preloaded drive<br />
concept, preloading<br />
force is adjustable<br />
via closed loop<br />
Christian Albrecht <strong>VDM</strong> <strong>1000</strong> <strong>TM</strong> / H Feb 21, 2011 16
<strong>VDM</strong> <strong>1000</strong> <strong>TM</strong>/H<br />
Option <strong>Gear</strong> Hobbing<br />
Z Vertical travel 600mm<br />
X Radial travel 300 mm<br />
Y Tangential shift 200 mm<br />
A Hob head swivel +/- 30 deg<br />
B Hob spindle rotation<br />
C Work table rotation<br />
Z<br />
Integrated H 400<br />
hobbing module<br />
C<br />
A<br />
B<br />
Y<br />
X<br />
Christian Albrecht <strong>VDM</strong> <strong>1000</strong> <strong>TM</strong> / H Feb 21, 2011 17
<strong>VDM</strong> <strong>1000</strong> <strong>TM</strong>/H<br />
Hob Head<br />
• Reliable technology from MAG<br />
hobbing machine components<br />
• Extremely stabile and stiff execution<br />
• Cutting forces are guided into the<br />
tool column<br />
• Full-scale gear hobbing<br />
Drive Power<br />
Torque<br />
Spindle speed<br />
Hob diameter<br />
Hob length<br />
31 kW<br />
290 Nm<br />
300-3.000 rpm<br />
130 mm<br />
300 mm<br />
Interface for hob clamping:<br />
collet ø 32 / SK 25<br />
HSK A-80 / cylindrical<br />
HSK A-80 / SK 25<br />
Christian Albrecht <strong>VDM</strong> <strong>1000</strong> <strong>TM</strong> / H Feb 21, 2011 18
<strong>VDM</strong> <strong>1000</strong> <strong>TM</strong>/H<br />
Turning, Milling and <strong>Gear</strong> Cutting on one machine<br />
Turning, milling, drilling,<br />
hobbing and subsequent<br />
chamfering/deburring<br />
with carbide endmills.<br />
Christian Albrecht <strong>VDM</strong> <strong>1000</strong> <strong>TM</strong> / H Feb 21, 2011 19
<strong>VDM</strong> <strong>1000</strong> <strong>TM</strong>/H<br />
Technical Data / Option <strong>Gear</strong> Cutting / <strong>Gear</strong> Milling<br />
Option Hobbing of cylindrical gears<br />
• Workpiece diameter, max. mm 300 – 800<br />
• Module, max. mm 8.0*<br />
• Tool spindle speed rpm 800 – 3,000<br />
• Hob diameter, max. mm 180<br />
• Hob length, max. mm 210<br />
• Axes travel speed mm/min 5,000<br />
• Hob head swivel (A), max. deg +/- 30<br />
• Vertical travel (Z), max. mm 600<br />
• Horizontal travel (X), max. mm 300<br />
• Tangential travel/shift (Y) mm 200<br />
Option Turn-milling (B-Y axis)<br />
• B-axis swivel, range deg +/- 105<br />
• Y-travel, range mm +/- 150<br />
• Tool spindle speed max. rpm 5,500<br />
• Torque max. Nm 380<br />
• Tool length, max. mm 500<br />
* Larger modules with limited feeds and speeds.<br />
Christian Albrecht <strong>VDM</strong> <strong>1000</strong> <strong>TM</strong> / H Feb 21, 2011 20
<strong>VDM</strong> <strong>1000</strong> H<br />
Software Structure for Hobbing Function<br />
<strong>Complete</strong>ly integrated<br />
software module for gear<br />
hobbing.<br />
machining<br />
NC<br />
Axis movement,<br />
coupling,<br />
emergency retract<br />
know-how<br />
machine<br />
functions<br />
NC-Program<br />
PLC<br />
control and<br />
monitoring of<br />
machine<br />
functions<br />
HMI<br />
NC-program<br />
generation<br />
enable<br />
signals<br />
automated<br />
loading<br />
correction<br />
values<br />
gear data<br />
Christian Albrecht <strong>VDM</strong> <strong>1000</strong> <strong>TM</strong> / H Feb 21, 2011 21
<strong>VDM</strong> <strong>1000</strong> <strong>TM</strong>/H<br />
Software Structure / Data Processing<br />
Data Input<br />
Workpiece data<br />
Diameter<br />
Helix angel<br />
Normal module<br />
Workpiece<br />
program in NC<br />
Tool data<br />
Hob diameter<br />
Hob length<br />
Cutting parameters<br />
Cutting direction<br />
Cutting speed<br />
Samputensili HMI<br />
– validity check and calculation of program parameters<br />
– Integrated tool management with tool life surveillance<br />
Christian Albrecht <strong>VDM</strong> <strong>1000</strong> <strong>TM</strong> / H Feb 21, 2011 22
<strong>VDM</strong> <strong>1000</strong> H<br />
<strong>Gear</strong> Cutting Test Data and Result<br />
Workpiece data<br />
Diameter 548,49 mm<br />
Normal module 6.0 mm<br />
Face width 65 mm<br />
Material 18 CrNiMo 7-6<br />
Number of teeth 85<br />
Nominal angle of incl. (r +) 20<br />
deg<br />
Helix angle 18 deg<br />
Hob data<br />
Outside diameter 130 mm<br />
Chip flutes 17<br />
Number of starts 2<br />
Helix angle 20 deg<br />
Quality class AA DIN3968<br />
Tool material<br />
M 35 + TiN<br />
Pitch angle (re +) 6,19 deg<br />
Process data<br />
Process<br />
Wet machining<br />
Coolant<br />
6% oil, 300 l/min<br />
Feed rate 2,3 mm/workpiece revolution<br />
Tool speed 122 rpm<br />
Main drive speed 2,9 rpm<br />
Depth of cut, total 15,6 mm<br />
Cutting speed 50 m/min<br />
Utilization ratio hob drive ~ 43 %<br />
Utilization ratio main drive ~ 17 %<br />
Cutting time : ~16,5 min<br />
Length of chips approx. 8 – 12 mm<br />
Christian Albrecht <strong>VDM</strong> <strong>1000</strong> <strong>TM</strong> / H Feb 21, 2011 23
<strong>VDM</strong> <strong>1000</strong> H<br />
<strong>Complete</strong> Process Chain for <strong>Gear</strong> Cutting<br />
First clamping position:<br />
OP10: Turning<br />
OP20: Drilling and winding<br />
Second clamping position:<br />
OP10: Turning<br />
OP20: Hobbing<br />
Christian Albrecht <strong>VDM</strong> <strong>1000</strong> <strong>TM</strong> / H Feb 21, 2011 24
<strong>VDM</strong> <strong>1000</strong> H<br />
Productivity Comparison<br />
Turning, Drilling, Threading, <strong>Gear</strong> Hobbing<br />
-30%<br />
1. Setting up Fixture/Tool<br />
2. Loading and Rigging<br />
3. Turning<br />
4. Unloading / Cleaning<br />
5. Setting up Fixture/Tool<br />
6. Loading and Rigging<br />
7. Turning or Drilling<br />
8. Unloading / Cleaning<br />
9. Setting up Fixture/Tool<br />
10. Loading and Rigging<br />
11. Drilling or Turning<br />
12. Unloading / Cleaning<br />
13. Setting up Fixture/Tool<br />
14. Loading and Rigging<br />
15. Hobbing<br />
16. Unloading / Cleaning<br />
Result<br />
Time reduction<br />
against single<br />
process<br />
Single machines<br />
Turning: First clamping 19 min<br />
10 min<br />
1.5 min<br />
6 min<br />
1.5 min<br />
Turning: Second clamping 14.6<br />
-<br />
1.5 min<br />
11.6 min<br />
1.5 min<br />
Drilling and winding at MC 16.3 min<br />
10 min<br />
1.5 min<br />
3.3 min<br />
1.5 min<br />
Hobbing<br />
24.3 min<br />
10 min<br />
1.5 min<br />
11.3 min<br />
1.5 min<br />
74,2 min<br />
<strong>Complete</strong> machining<br />
Turning: First clamping 17.5 min<br />
10 min<br />
1.5 min<br />
6 min<br />
-<br />
Drilling and winding<br />
5.8 min<br />
-<br />
-<br />
3.3 + 1.0 min = 4.3 min<br />
1.5 min<br />
Turning second clamping 13.1 min<br />
-<br />
1.5 min<br />
11.6 min<br />
-<br />
Hobbing<br />
16.2 min<br />
-<br />
-<br />
11.3 + 3.4 min = 14.7 min<br />
1.5 min<br />
52,6 min<br />
Christian Albrecht <strong>VDM</strong> <strong>1000</strong> <strong>TM</strong> / H Feb 21, 2011 25
<strong>VDM</strong> <strong>1000</strong> H<br />
<strong>Gear</strong> Hobbing / Results<br />
Single cut process<br />
Multi Task process<br />
No of machines 3 1<br />
Set-up time, min 30 min 10 min<br />
Loading/rigging, min 6 min 3 min<br />
Cutting process, min 32.2 min 36.6 min<br />
Unloading/cleaning, min. 6 min 3 min<br />
Cycle time first piece 74.2 min 52.6 min<br />
Cycle time following pieces 44.2 min 42.6 min<br />
Time reduction per workpiece:<br />
1.6 min<br />
• Multi-task process reduces cycle times<br />
• Productivity increase by minimizing non-productive times.<br />
Christian Albrecht <strong>VDM</strong> <strong>1000</strong> <strong>TM</strong> / H Feb 21, 2011 26
<strong>VDM</strong> <strong>1000</strong> <strong>TM</strong><br />
Flexible <strong>Gear</strong> Cutting<br />
• Flexible gear cutting for<br />
prototypes, small lots and<br />
repair requests.<br />
• <strong>Gear</strong> milling with endmills via<br />
additional B- axis.<br />
• Very process-safe machining<br />
with stable optimum cutting<br />
values e.g. contained depth<br />
of cut of 0,05 mm.<br />
• Tool costs < 2000 €.<br />
Christian Albrecht <strong>VDM</strong> <strong>1000</strong> <strong>TM</strong> / H Feb 21, 2011 27
<strong>VDM</strong> <strong>1000</strong> <strong>TM</strong><br />
Turn-milling of <strong>Gear</strong>s / Application Example<br />
Helical gear<br />
Module 16.0<br />
31 teeth<br />
Christian Albrecht <strong>VDM</strong> <strong>1000</strong> <strong>TM</strong> / H Feb 21, 2011 28
<strong>VDM</strong> <strong>1000</strong> <strong>TM</strong><br />
Turn-milling of <strong>Gear</strong>s<br />
Christian Albrecht <strong>VDM</strong> <strong>1000</strong> <strong>TM</strong> / H Feb 21, 2011 29
<strong>VDM</strong> <strong>1000</strong> <strong>TM</strong>/H<br />
Tool Changer & Magazine Options<br />
• Capto C 8 or HSK 100<br />
• Disc magazine with 24 + 40 positions<br />
• Fast tool change < 10 sec.<br />
• Single tool weight max. 35 kg<br />
• Tool length, max. 500 mm<br />
• Integrated modular tool magazine up<br />
to 120 tools<br />
Christian Albrecht <strong>VDM</strong> <strong>1000</strong> <strong>TM</strong> / H Feb 21, 2011 30
<strong>VDM</strong> <strong>1000</strong> <strong>TM</strong>/H<br />
Summary<br />
• Reduced overall investment.<br />
• Reduced processing time.<br />
• Reduced personal resources.<br />
• Reduced floor space.<br />
Particular advantageous for the manufacture of for<br />
small lot sizes of heavy gears reducing high set-up and<br />
transfer times.<br />
Integrated manufacturing solutions reduce the ‘cost<br />
per workpiece’.<br />
Christian Albrecht <strong>VDM</strong> <strong>1000</strong> <strong>TM</strong> / H Feb 21, 2011 31