Hybridné zváranie a spájkovanie laseroma príprava aplikácií v automobilovom priemyslevyužívajú laserovo-oblúkové hybridnézváranie na spojoch s celkovoudĺžkou 4,5 m.Laserovo-oblúkové hybridné zváraniedverí a náprav v spoločnostiDaimler ChryslerSpoločnosť Daimler Chrysler využívalaserovo-oblúkové hybridné zváraniepri výrobe dverí a náprav. Rýchlosťzvárania hliníkových náprav je 2,4 m/min, pričom znížili spotrebu ochrannéhoplynu o 40 % a zváracieho drôtuo 30 % v porovnaní s predchádzajúcimspôsobom výroby (zváraniev ochrannej atmosfére plynu).Ďalšie prípadové štúdie v automobilovompriemysleNasledujúce čísla z ďalšej prípadovejštúdie zvárania hliníkového paneluprednej časti kabíny vodiča automobiluposkytnú presvedčivé argumentya informáciu. V tomto prípadespájania dvoch plechov hrúbky 1,5 mmsa požadovala rýchlosť zvárania4,5 m/min. Najdôležitejšie požiadavkyboli: dokonalý prievar a zaoblenýobrys povrchu zvarovej húsenice.Obidve tieto požiadavky dokázalosplniť laserovo-oblúkové hybridnézváranie. Splnenie požiadaviek tkvievo vysokej hustote energie použitéholaserového lúča a veľkom objeme(priemere) elektrického oblúka, ktorézabezpečia požadovanú veľkosťa tvar priečneho rezu húsenice(obr. 5).Obr. 5 Príprava aplikácie laserovo-oblúkovéhohybridného zvárania na bočnom paneli kabínyvodičaFig. 5 Case study in the automotive industry:side panel in front of the driver’s cabineSYNERGICKÝ EFEKTLASEROVO-OBLÚKOVÉHOHYBRIDNÉHO ZVÁRANIALaserovo-oblúkovým hybridným zváranímmožno dosiahnuť významnéprínosy a výhody.Laserovo-oblúkové hybridné zváraniev porovnaní s laserovým zváranímprináša tieto výhody (pozri ajtab. 1):– vysokú schopnosť vyplniť (premostiť)zvarovú medzeru v krátkomčase,– hlboký prievar a dostatočnú šírkuhúsenice,– podstatne širšie pole aplikácií,– nižšie investičné náklady, keďže jepotrebný nižší výkon lasera,– zvýšenú tuhosť spoja.Laserovo-oblúkové hybridné zváraniev porovnaní s MIG zváraním poskytujetieto výhody (tab. 1):– vyššiu rýchlosť zvárania,– väčší prievar aj pri vysokej rýchlostizvárania,– menšie vnesené teplo do spoja,– vyššiu pevnosť spoja,– užšiu húsenicu.Kombináciou laserového lúča a elektrickéhooblúka vzniká väčší zvarovýkúpeľ a v dôsledku toho možno zváraťspoje s väčšou zvarovou medzerou.Oblúkové zváranie je charakteristickénízkou cenou zdroja zváracieho prúdu,vysokou schopnosťou premostiťzvarovú medzeru a možnosťouovplyvniť mikroštruktúru spoja prídavnýmmateriálom. Laserové zváranieposkytuje hlboký prievar, vysokúrýchlosť zvárania, nízke tepelnézaťaženie spoja a úzku húsenicu.V prípade zvárania kovov laserovýlúč vytvára efekt tzv. hĺbkového zváraniapri určitej hustote energie,takže aj diely s väčšou hrúbkou stenymožno spoľahlivo zvariť.Laserovo-oblúkové hybridné zváraniedovoľuje použiť vyššiu rýchlosťzvárania, stabilizuje proces vďakainterakcie oblúka a laserového lúčaa kompenzuje aj ďalšie odchýlkya nerovnomernosti spoja. Menší zvarovýkúpeľ v porovnaní s MIG zváranímprináša nižšie vnesené teploa teda menšiu TOO a tým redukuje ajdeformácie a prípadné následné rovnaciepráce.V prípade, že sa vytvoria dva oddelenézvarové kúpele, laserový spojmožno tepelne ovplyvniť – najmäv prípade zvárania ocele – následnýmoblúkovým procesom a takredukovať špičky tvrdosti.Vyššia rýchlosť zvárania znižuje výrobnýčas a teda aj výrobné náklady [11].SPÁJANIE GALVANIZOVANÝCHPLECHOVElektrolyticky galvanizované plechymajú obvykle hrúbku zinkovej vrstvy3 až 20 µm. Zinková vrstva zabezpečujeodolnosť oceľových plechovproti korózii. Odolnosť je dôsledkomako bariérového efektu povrchovejvrstvy, tak aj elektrochemickej (katodickej)ochrany. Týmto spôsobom sateda chráni nielen povrch plechu, aleaj hrany rezu plechu a tiež mikrotrhliny,ktoré sa tvoria počas redukciehrúbky plechu za studena.Zinok sa začína taviť pri cca420 °C a odparuje sa pri 906 °C.Tieto jeho vlastnosti majú negatívnyvplyv na zváranie galvanizovanýchplechov, keďže sa zinok začínaodparovať ihneď po zapálení elektrickéhooblúka. Zinkové pary a oxidyvyvolávajú vznik pórov, studenýchspojov, trhlín a nestabilitu procesu.Preto v prípade spájania galvanizovanýchplechov je nutné použiť process nízkym vneseným teplom dozhotovovaného spoja.Jedna z možností spájania galvanizovanýchplechov je laserovo-oblúkovéhybridné zváranie (na obr. 6vidieť výhody laserovo-oblúkovéhoTab. 1 Vlastnosti zvárania laserom, oblúkom a laserovo-oblúkovým hybridným procesomTab. 1 Properties of laser, arc and LaserHybrid weldingZváranie laserom Oblúkové zváranie Laserovo-oblúkové hybridné zváranieLaser welding Arc welding LaserHybrid welding• hlboký prievargreat welding depth• vysoká rýchlosť zváraniahigh welding speed• nízke merné teplolow thermal load• vysoká pevnosť spojahigh tensile strength• lacnejší zvárací zdrojlow-cost energy source• schopnosť premostenia zvarovej medzerygap bridging ability• použitie prídavného materiáluaddition of filler metal• možnosť ovplyvnenia mikroštruktúrymicrostructure can be influenced• vyššia stabilita procesuhigher process stability• vysoká rýchlosť zváraniahigher welding speed• dobré natavenie zvarových hrángood flowing of the welding edges• možnosť vyššieho objemu húsenicelarge seam volume• dobré matalurgické vlastnostigood metallurgical properties52 ZVÁRANIE-SVAŘOVÁNÍ | 2/ 2007
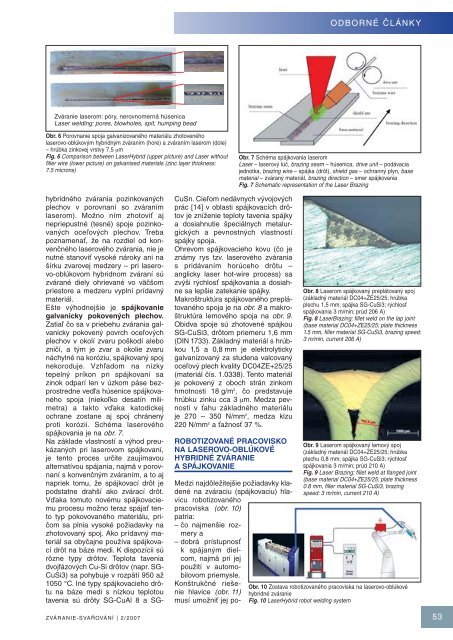
ODBORNÉ ČLÁNKYZváranie laserom: póry, nerovnomerná húsenicaLaser welding: pores, blowholes, spit, humping beadObr. 6 Porovnanie spoja galvanizovaného materiálu zhotovenéholaserovo-oblúkovým hybridným zváraním (hore) a zváraním laserom (dole)– hrúbka zinkovej vrstvy 7,5 µmFig. 6 Comparison between LaserHybrid (upper picture) and Laser withoutfiller wire (lower picture) on galvanised materials (zinc layer thickness:7.5 microns)Obr. 7 Schéma spájkovania laseromLaser – laserový lúč, brazing seam – húsenica, drive unit – podávaciajednotka, brazing wire – spájka (drôt), shield gas – ochranný plyn, basematerial – zváraný materiál, brazing direction – smer spájkovaniaFig. 7 Schematic representation of the Laser Brazinghybridného zvárania pozinkovanýchplechov v porovnaní so zváranímlaserom). Možno ním zhotoviť ajnepriepustné (tesné) spoje pozinkovanýchoceľových plechov. Trebapoznamenať, že na rozdiel od konvenčnéholaserového zvárania, nie jenutné stanoviť vysoké nároky ani našírku zvarovej medzery – pri laserovo-oblúkovomhybridnom zváraní súzvárané diely ohrievané vo väčšompriestore a medzeru vyplní prídavnýmateriál.Ešte výhodnejšie je spájkovaniegalvanicky pokovených plechov.Zatiaľ čo sa v priebehu zvárania galvanickypokovený povrch oceľovýchplechov v okolí zvaru poškodí alebozničí, a tým je zvar a okolie zvarunáchylné na koróziu, spájkovaný spojnekoroduje. Vzhľadom na nízkytepelný príkon pri spájkovaní sazinok odparí len v úzkom páse bezprostrednevedľa húsenice spájkovanéhospoja (niekoľko desatín milimetra)a takto vďaka katodickejochrane zostane aj spoj chránenýproti korózii. Schéma laserovéhospájkovania je na obr. 7.Na základe vlastností a výhod preukázanýchpri laserovom spájkovaní,je tento proces určite zaujímavoualternatívou spájania, najmä v porovnanís konvenčným zváraním, a to ajnapriek tomu, že spájkovací drôt jepodstatne drahší ako zvárací drôt.Vďaka tomuto novému spájkovaciemuprocesu možno teraz spájať tentotyp pokovovaného materiálu, pričomsa plnia vysoké požiadavky nazhotovovaný spoj. Ako prídavný materiálsa obyčajne používa spájkovacídrôt na báze medi. K dispozícii súrôzne typy drôtov. Teplota taveniadvojfázových Cu-Si drôtov (napr. SG-CuSi3) sa pohybuje v rozpätí 950 až1050 °C. Iné typy spájkovacieho drôtuna báze medi s nízkou teplotoutavenia sú drôty SG-CuAl 8 a SG-CuSn. Cieľom nedávnych vývojovýchprác [14] v oblasti spájkovacích drôtovje zníženie teploty tavenia spájkya dosiahnutie špeciálnych metalurgickýcha pevnostných vlastnostíspájky spoja.Ohrevom spájkovacieho kovu (čo jeznámy rys tzv. laserového zváranias pridávaním horúceho drôtu –anglicky laser hot-wire process) sazvýši rýchlosť spájkovania a dosiahnesa lepšie zatekanie spájky.Makroštruktúra spájkovaného preplátovanéhospoja je na obr. 8 a makroštruktúralemového spoja na obr. 9.Obidva spoje sú zhotovené spájkouSG-CuSi3, drôtom priemeru 1,6 mm(DIN 1733). Základný materiál s hrúbkou1,5 a 0,8 mm je elektrolytickygalvanizovaný za studena valcovanýoceľový plech kvality DC04ZE+25/25(materiál čís. 1.0338). Tento materiálje pokovený z oboch strán zinkomhmotnosti 18 g/m 2 , čo predstavujehrúbku zinku cca 3 µm. Medza pevnostiv ťahu základného materiáluje 270 – 350 N/mm 2 , medza klzu220 N/mm 2 a ťažnosť 37 %.ROBOTIZOVANÉ PRACOVISKONA LASEROVO-OBLÚKOVÉHYBRIDNÉ ZVÁRANIEA SPÁJKOVANIEMedzi najdôležitejšie požiadavky kladenéna zváraciu (spájkovaciu) hlavicurobotizovanéhopracoviska (obr. 10)patria:– čo najmenšie rozmerya– dobrá prístupnosťk spájaným dielcom,najmä pri jejpoužití v automobilovompriemysle.Konštrukčné riešeniehlavice (obr. 11)musí umožniť jej po-Obr. 8 Laserom spájkovaný preplátovaný spoj(základný materiál DC04+ZE25/25; hrúbkaplechu 1,5 mm; spájka SG-CuSi3; rýchlosťspájkovania 3 m/min; prúd 206 A)Fig. 8 LaserBrazing; fillet weld on the lap joint(base material DC04+ZE25/25; plate thickness1.5 mm, filler material SG-CuSi3, brazing speed:3 m/min, current 206 A)Obr. 9 Laserom spájkovaný lemový spoj(základný materiál DC04+ZE25/25; hrúbkaplechu 0,8 mm; spájka SG-CuSi3; rýchlosťspájkovania 3 m/min; prúd 210 A)Fig. 9 Laser Brazing: fillet weld at flanged joint(base material DC04+ZE25/25; plate thickness0.8 mm, filler material SG-CuSi3, brazingspeed: 3 m/min, current 210 A)Obr. 10 Zostava robotizovaného pracoviska na laserovo-oblúkovéhybridné zváranieFig. 10 LaserHybrid robot welding systemZVÁRANIE-SVAŘOVÁNÍ | 2/ 2007 53