Dip Tanks & Parts-Cleaning Tanks
Dip Tanks & Parts-Cleaning Tanks
Dip Tanks & Parts-Cleaning Tanks

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
<strong>Dip</strong> <strong>Tanks</strong> & <strong>Parts</strong>-<strong>Cleaning</strong> <strong>Tanks</strong>Provided by Harleysville’s Risk Control Department800-523-6344 ext 8100 www.harleysvillegroup.com/riskcontrolThis Data Sheet discusses the fire and explosion hazards associated with dip tanks as well as several fire prevention tactics.EPA information is included as an added benefit only. The information from EPA Internet Links may provide additionalprocess information as well as assistance in identifying less toxic or flammable solvents or cleaning processes.Commercial dipping and parts-cleaning operations involve dipping articles or materials into or passing them through a liquidchemical bath in tanks. These operations frequently involve the use of flammable or combustible solvents and may present asignificant fire and/or explosion hazard. The severity of those hazards depends greatly on the characteristics and flammabilityof the liquids utilized. Operations involving the use of low flash points are especially hazardous; however, the use of higherflash point solvents, at elevated temperatures, can be just as dangerousDIP TANKSTechnology has been able to reduce some of the hazards associated with dip tanks though the use ofaqueous (water or semi-water-based) cleaning agents, but not all. NOTE: In addition to the property andhealth hazards, another factor needs to be considered - compliance with the 1990 Clean Air Act. This isthe legislation that directs the U.S. Environmental Protection Agency (EPA) to regulate emissions of 189toxic chemicals; six of which are solvents used commonly in dip tanks and parts washers. These include:methylene chloride, perchloroethylene, trichloroethylene, 1,1,1-trichloroethane, carbon tetrachloride, andchloroform. All are known or suspected carcinogens.Degree of HazardThe degree of hazard is based on the following:1. Volatility - The presence of flammable and possibly explosive vapors given off from the liquidsurface.2. The intensity and persistence of burning flammable vapors causing heavy generation of smoke.3. Spread of fire to adjacent areas from the flow of burning liquids due to container rupture, boilover or overflow; also, from the radiated heat which can be very hot, thereby causing adjacentareas to ignite.Measures to Reduce the Hazards1. When possible, dipping operations should be performed in a fire resistive room. This roomshould have the necessary physical protection - (fire doors and other fire resistive buildingcomponents) - to contain a fire, should one occur.2. Vapor areas should be limited to the smallest, practical space by maintaining a properly designedsystem of mechanical ventilation. The system will move vapors from point of origin to a safelocation outside the building. [When dipping operations are not located in a cut-off room,ventilation can be accomplished by using vented hoods and floor-level ducts.]3. There should be no open flames, spark-producing devices or heated surfaces having atemperature sufficient to ignite vapors in the "vapor area." All wiring and electrical equipmentshould be approved for installation in Class 1, Group D, Division I locations (See LCT 1031), asspecified in the National Electrical Code.This information may not address all hazardous conditions at your locationand does not warrant workplace safety or compliance with federal, state or local laws.Copyright 2008 Harleysville Mutual Insurance CompanyAll rights reservedLCT 1030 (07/08) Page 1 of 8
Additional Protection1. All dip tanks must have automatic, self-closing covers or should be protected by an automaticfoam or dry chemical extinguishing system. Covers should be kept closed when tank is not inuse.2. Where portable containers are used to replenish flammable liquids and the liquid has a flashpoint below 100º F, the tank and the container shall be electrically bonded to prevent staticsparks (see LCT 1025).3. Local or general exhaust ventilating is advised to confine toxic or flammable vapors to dip tankarea, and vent these vapors safely to an outside location.4. Conspicuous "NO SMOKING" signs must be posted in the area, along with additional signs thatcontain warning against other possible sources of ignition, such as welding, cutting, or brazing:.Welding and cutting should only be done under the supervision of the foreman in charge.<strong>Dip</strong> Tank<strong>Parts</strong>-<strong>Cleaning</strong>Hazards Created with Flammable /Combustible <strong>Parts</strong> Cleaner <strong>Tanks</strong>The hazards associated with parts cleaning operations can be quite severe and also depend on thecleaning solvent utilized in the operation. Operations using parts-cleaning tanks include automotiverepair shops, other consumer products service repair shops, and various manufacturing facilitiesusing metal degreasing in their operations.The degree of hazard is based on the following:1. Volatility –the presence of flammable, ignitable, and possibly explosive vapors given off fromthe tank and the availability of sources of ignition. The use gasoline or another flammablesolvent as a washing agent should not be permitted. Only safety solvents should be used.2. Splashing of wash product can cause serious short and long-term injury to eyes, skin, andrespiratory membranes. Protective equipment and eyewash must be made available and used atall times.3. The parts washer can also become a generator of hazardous waste that creates disposal problems.The user has the responsibility of disposal of the waste product; he must comply with Local,State, and Federal requirements concerning disposal of hazardous waste.This information may not address all hazardous conditions at your locationand does not warrant workplace safety or compliance with federal, state or local laws.Copyright 2008 Harleysville Mutual Insurance CompanyAll rights reservedLCT 1030 (07/08) Page 2 of 8
Measures to Reduce the HazardsAll cleaning tanks using a flammable cleaning solvent must be equipped with automatic (fusible link),self- closing devices and a portable fire extinguisher should be available. The extinguisher must be aminimum of a 20 B rated, Class B extinguisher. It should be properly mounted, located nearby (not onthe parts-cleaning stand), and readily accessible to be used in an emergency. Any tanks utilizing causticsor acids as a cleaning agent should have eye protection and/or face shields, as well as emergency eyewash and shower availability in case of accidental contact with the solutions.NOTE: There are various rental facilities available that provide a complete system that can be utilized inrepair operations that must wash grease and oil laden, mechanical parts. They provide the tank, pump,nozzles and solvent to do the job. They also, periodically, change the solvent and keep the parts washer inproper maintenance. When the rental firm changes the solvent, they remove the dirty solvent and haul itaway, eliminating the need for our customers to dispose of a recognized hazardous substance.Typical <strong>Parts</strong> WasherRelated Information and References:NFPA 30 Flammable and Combustible Liquids Code 2000 EditionNFPA 70 National Electrical Code 1999 EditionNFPA 10 Standard for Portable Fire Extinguishers 1998 EditionEPAEPA InformationUNDERSTANDING SOLVENT CLEANING AND AIR QUALITYIf you own or operate any size solvent dip tank or parts washer which uses solvents containinghalogenated compounds, you are required to comply with the National Emission Standards for HazardousAir Pollutants (NESHAPs) for halogenated organic solvents by December 2, 1997, as mandated by the1990 Clean Air Act. This means you must install required controls on equipment and adopt specific workpractices, or stop using the chemicals that are regulated under the rule.This information may not address all hazardous conditions at your locationand does not warrant workplace safety or compliance with federal, state or local laws.Copyright 2008 Harleysville Mutual Insurance CompanyAll rights reservedLCT 1030 (07/08) Page 3 of 8
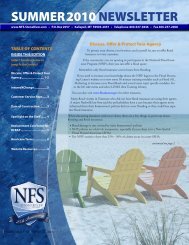
What solvents are regulated?On December 2, 1994, the EPA adopted national regulations to control toxic air pollutant emissions fromsolvent cleaning equipment (including dip tanks and parts washers) that use any of the followinghalogenated solvents:• methylene chloride• perchloroethylene• trichloroethylene• 1,1,1-trichloroethane• carbon tetrachloride, and• chloroformThe rule is a pollution prevention regulation that reduces solvent usage by requiring the use of goodhousekeeping practices and efficient, well-controlled cleaning equipment.Why are these solvents regulated?The six solvents listed above are known or suspected carcinogens, and have high usage and emissions insolvent cleaning. Consequently, the EPA has determined that emissions from cleaning equipment usingthese solvents present a threat to human health or the environment.How do I know if my facility is affected?All owners and operators at any size facility with solvent cleaning equipment that holds, or has a solventcapacity greater than two gallons, that uses any of the six named solvents are affected by this regulation.(Ask your vendor or refer to your Material Safety Data Sheets [MSDSs] to determine whether you usethese chemicals in your cleaning process.) How you are affected depends on the compliance option youchoose. The figure below summarizes the rules governing batch cold cleaning equipment. Vapordegreasers have different requirements not covered in this fact sheet.Compliance OptionsDIP TANK(Immersion Batch Cold <strong>Cleaning</strong> Equipment)PARTS WASHER(Remote Reservoir Batch Cold <strong>Cleaning</strong> EquipmentREQUIRED CONTROLSOption 11. Install a sealedcover2. Achieve 1 inchwater layer or¼" wax layer3. No workpracticesrequiredOption 21. Install a sealedcover2. Maintain afreeboard ratio of0.75 or greater3. Work practicesrequiredREQUIRED CONTROLS1. Install a sealed cover2. Work practices requiredThis information may not address all hazardous conditions at your locationand does not warrant workplace safety or compliance with federal, state or local laws.Copyright 2008 Harleysville Mutual Insurance CompanyAll rights reservedLCT 1030 (07/08) Page 4 of 8
Work Practices1. Store solvent waste in closed containers2. Flush parts in freeboard area3. Reduce pooling of solvent on and in parts4. Do not fill cleaning equipment above fill line5. Clean up solvent spills immediately6. Store wipe rags in closed metal containers7. Do not agitate solvent to the point of causing splashing8. When cover is open, minimize room drafts9. Do not clean absorbent materials10. Keep cover closed and turn off fans or exhaust systems when not in useAre there alternatives?Yes, eliminating or minimizing the use of toxic substances can help your company:• meet federal regulations and cut your paperwork burden;• reduce costs by using less solvents;• cut waste transportation and disposal costs; and• reduce long-term liability and insurance costs.Before looking at alternative cleaning options, it is important to understand your situation. Consider thefollowing questions:• What is being cleaned?• What are the contaminants?• How "dirty" are the parts prior to cleaning?• How are the parts getting dirty in the first place?• What are the minimum requirements for cleanliness that must be met for this process?• Is a specific type of cleaning required by internal or external specifications?• Is continuous or batch processing required?How do I determine if an alternative method will work?Alternative cleaning methods or materials include eliminating the cleaning process; using nonhalogenatedsolvents, using water-based or semi-water-based cleaning systems and/or materials; usingcitrus based or biological solvents, or using a specialty cleaning process, such as supercritical carbondioxide or vacuum de-oiling.This information may not address all hazardous conditions at your locationand does not warrant workplace safety or compliance with federal, state or local laws.Copyright 2008 Harleysville Mutual Insurance CompanyAll rights reservedLCT 1030 (07/08) Page 5 of 8
The following steps will help you analyze your cleaning process and possible alternatives.Step 1: Evaluate Eliminating <strong>Cleaning</strong>Consider whether cleaning your parts is necessary.1. Check your minimum cleanliness requirements. You may be "overcleaning." If you cannoteliminate cleaning, you may be able to reduce the amount of cleaning you do (see Step 3,options 1 and 2).2. Investigate controlling the contamination of parts. You may find that you can meetminimum cleanliness requirements without cleaning. If not, you may be able to reduce theload on the cleaning system (see Step 3, options 1, 2 and 3).3. Investigate process changes that make cleaning unnecessary. If you are cleaning because ofresidue put on a part by a current process, see if there is an alternative process that meetsyour needs without leaving any residue (or cleaned without using solvents)4. Work to change internal specifications that require cleaning, if you can prove it is nottechnically necessary. If external specifications require cleaning with a regulatedsubstance, inquire with the customer if a change would be acceptable. If not, refer to therequired equipment controls and work practices listed on page one and in Step 3 on thenext page.Step 2: If <strong>Cleaning</strong> is Still Required, Investigate Alternative <strong>Cleaning</strong> ProcessesConsider cleaning parts with an alternative process.1. Determine which alternatives will remove contaminants, based on information fromvendors, peers or others. Try to identify water-based alternatives.2. Identify which of the compatible alternatives is most economical and convenient.3. Have enough representative parts "test cleaned" to verify that the alternative will work, andto identify any modifications you will need to make to use the new process.4. d) Work to change internal specifications that require a specific cleaning process if a viablealternative exists. If external specifications require cleaning with a regulated substance,inquire with the customer if a change is acceptable.Step 3: If Alternatives are not Feasible, Optimize the Current <strong>Cleaning</strong> Process1. Consolidate multiple cleaning steps into one step.2. Investigate ways to reduce contamination of parts prior to cleaning.3. Extend solvent "change-out" schedule with vendor.4. Locate cleaning tanks away from heat sources.5. Have only trained employees use the equipment6. Find a less-toxic solvent.7. Ensure that the solvent tank cover is closed during non-use.8. Provide solvent resistant seals between cover and tank.9. Where practicable, use a layer of water or wax floating on top of the solvent as a means ofminimizing evaporation of solvent.10. Provide a means for draining cleaned parts such that the drained solvent is returned to thesolvent tank.This information may not address all hazardous conditions at your locationand does not warrant workplace safety or compliance with federal, state or local laws.Copyright 2008 Harleysville Mutual Insurance CompanyAll rights reservedLCT 1030 (07/08) Page 6 of 8
11. Provide a freeboard ratio greater than or equal to .75 (Freeboard is the distance from thetop of the solvent to the top of the solvent tank. Freeboard ratio is the freeboard heightdivided by the tank width.)12. Turn off exhaust systems when the tank is not in use.How do I find a less toxic solvent or cleaning process?A wide variety of research has been done on alternative solvents, and the research results can beobtained from the U.S. Environmental Protection Agency, various industry trade associations, andnational laboratories. Several informational web sites are listed below. Solvent Alternative Guide(SAGE) http://clean.rti.orgSAGE is a comprehensive guide designed to provide pollution prevention information on solvent andprocess alternatives for parts cleaning and degreasing. SAGE does not recommend any ozonedepleting chemicals. It is an interactive online tool that evaluates user’s current operating scenario andidentifies possible surface cleaning alternative solvents and processes best suited to the definedoperating and material requirements.Enviro$en$e http://www.epa.gov/envirosense/index.htmlThis Web site assists users in finding and implementing common-sense solutions, such as pollutionprevention, to environmental problems. Enviro$en$e has a good search mechanism that allows theuser to retrieve information developed by federal agencies, other governmental organizations,manufacturers, suppliers, researchers and others. It contains information on alternative solvents thatcan benefit businesses.http://www.pprc.org/pprc/sbap/sbap.htmlThis Web site contains information relating to a wide variety of business types (i.e., printing, woodfurniture, metal fabrication, fiberglass fabrication) and industry processes. Information on alternativesolvents and cleaning methods, including research results and links to other information sources canbe found here.Where else can I find information that will help my business?A variety of non-regulatory assistance is available for small businesses with air quality questions. Thepurpose of these programs is to:• explain the air quality rules and recommend ways to comply;• provide free, on-site technical assistance visits;• help businesses estimate their air pollution emissions;• refer businesses to needed resources; and• provide information on potential sources of financing for compliance requirements.Internet Links To resources and Distributors (click on the blue underlined lettering)B.C.S. Company, Inc.763 Thompson RoadThompson, CT 06277(860) 923-9575Scapca (Clean Air Act Info)Selig IndustriesRamco Equipment Corp.845 Selig Drive S. W. 32 Montgomery StreetThis information may not address all hazardous conditions at your locationand does not warrant workplace safety or compliance with federal, state or local laws.Copyright 2008 Harleysville Mutual Insurance CompanyAll rights reservedLCT 1030 (07/08) Page 7 of 8
Atlanta, GA 30336 Hillside NJ 07205(800) 447-3544 Phone: 908-687-6700Clean Products Inc.Justrite Manufacturing CompanyP.O. Box 592; Hwy 99 North (847) 298-9250Seminole, OK 74818-0592 405-382-1441The information and suggestions contained in this data sheet have been developed from sources believed to be reliable.However, we accept no legal responsibility for the correctness or completeness of this material or its application to specificfactual situations. Internet links to manufacturers and distributors are listed as the information provided best represents thecontent of this data sheet.This information may not address all hazardous conditions at your locationand does not warrant workplace safety or compliance with federal, state or local laws.Copyright 2008 Harleysville Mutual Insurance CompanyAll rights reservedLCT 1030 (07/08) Page 8 of 8