DICHTUNGSPLATTEN-KALANDER GASKET SHEET CALENDER
DICHTUNGSPLATTEN-KALANDER GASKET SHEET CALENDER
DICHTUNGSPLATTEN-KALANDER GASKET SHEET CALENDER

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Productsfor yoursuccess<strong>DICHTUNGSPLATTEN</strong>-<strong>KALANDER</strong><strong>GASKET</strong> <strong>SHEET</strong> <strong>CALENDER</strong>KD
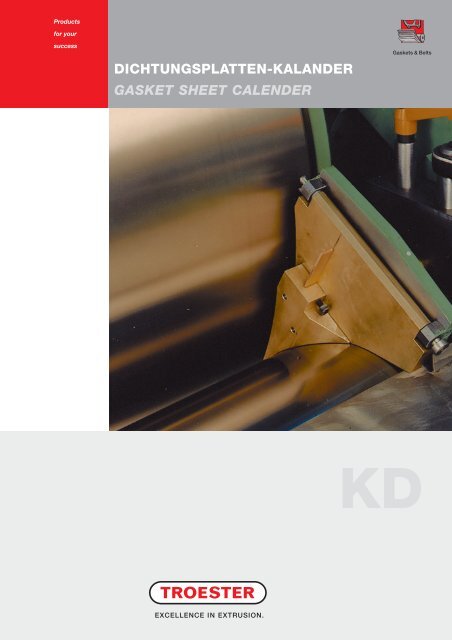
Technische DatenTechnical DataTROESTER Gasket SheetCalenders: the Solution for HighprecisionGaskets and Sheets.Gasket SheetCalender Type KDTyp / TypePlattengößeSheet sizeØ HeizwalzeØ Hot rollKD 30 / 15-30º3000 x 1500 mm120 x 60“980 x 1600 mmeinteilig /single partKD 45 / 15-30º4500 x 1500 mm180 x 60“1460 x 1650 mm3-teilig /3-partsFor many years, the Gasket Sheet Calenders manu-1) Rolls and DrivesØ KaltwalzeØ Cold roll505 x 1640 mm505 x 1690 mmfactured by TROESTER have counted among themost reliable machines for the production of accuratelymanufactured gaskets from rubber/fibrecompounds. TROESTER saw the conversion to nonasbestosmaterials as an opportunity to providecustomers throughout the world with a modern,environmentally compatible production technology,thereby consolidating and further expanding itsmarket position.The worldwide customer satisfaction with TROESTER’sfurther improved gasket calender technology can beattributed to several factors. Non-asbestos materialsare processed into consistently high-quality sheets.This is achieved through extremely fine and evenlylayered depositing during sheet formation. The factthat our calender technology optimises the propertiesof the materials so that none of the forces(temperature, pressure, tension, fluids, gases, etc.)which affect the imperviousness of the compoundimpair the quality of the sheets is surely a furtherreason to chose TROESTER.When purchasing a Gasket Sheet Calender Type KD,TROESTER customers can be sure that they willalways be using an innovative technicalsolution for the production ofgaskets and sheets.All rolls are made of chilled cast iron with ahigh surface hardness. The 3-part hot rolldesign protected by an international patent(patent no. EP 3 30 811 B1), is comprisedof a chilled cast shell and spoked baseswith roll journals made of nodular cast iron.All rolls are peripherally drilled. This enablesthe cold roll to achieve a good coolingeffect and the hot roll to achieve highly accurateheating right to the edge of zones witha temperature accuracy of ± 1 K. The cooledpressure roll is adjusted via hydraulic cylindersand pressed against the hot roll forKDsheet formation. A proportional pressureregulator valve ensures highly accurate rollpressure adjustment.During operation, the hot rolls have anextremely high concentric accuracy. Thereason for this is a feature in the manufacturingprocess of the hot rolls; they areground at their operating temperature.A hydraulic roll-bending device compensatesfor the roll deflection on the cold roll. Itsspecial construction - protected internationallyunder patent nos. PS 39 12 303 C2 andUS 50 48 411 - is a supporting frame whichis independent of the remaining force system.This ensures that the bending forces resultingfrom the roll bending are fullyeffective without influencing theroll forces in the gap. The rollbendingforce is automaticallyadapted to the variable roll gapforce. This allows particularlyexact sheet tolerances to beachieved. For example, thetolerance with a sheet thicknessof 0.5 mm is only ± 0.01 mm!Two explosion-proof D.C. shunt motorsdrive the rolls. Their spur gears are providedwith clutch brake combinationsto ensure that the rolls stop quickly inan emergency. During braking the highspeedpart of the drive with its momentsof inertia remains disengaged.The speed of the twin motor single drivecan be adjusted precisely. This enablesrunning with exact synchronisation anda friction ratio which needs to be setonly once (patent no. EP 04 51 494 31and US 53 18 430 among other processcontrol patents). Constant measurementof the sheet thickness being built-upand adaptation of the peripheral rollvelocity keep the set friction constant.2) Electrical EquipmentThe TROESTER Gasket Sheet CalenderType KD is operated with a central PLCcontrol. Pre-selected, class-specific setpoint programs determine the operatingfunctions. A color monitor with 3.5" diskdrive and a printer complete the equipmentfor the central control system.The thickness produced at both edgesof the sheet is measured continuouslyand displayed digitally via the centralcontrol system throughout the entireproduction process. The measuringdevice is calibrated automatically priorto every production cycle. The systemalso allows the gap force and hot rolltemperature to be read and logged.The PLC-control has various main functions:it controls operations via thehydraulic control system and controlsthe setpoint of the drives and the rollpressures. This control may act on thesynchronisation of the drives, takinginto account the increasing productthickness, on the controlled friction orwith variable setpoints depending onthe sheet thickness.Further development stages extendthe capabilities of the central controlsystem: sheet production may be logged,operating personnel may be notifiedof any error messages and operatinginstructions via a text display.The KD Gasket SheetCalender at a glance:■ roll bending device ensures a constant gapdiameter in the centre and at both sides;■ even material thickness along the entirewidth and circumference of the hot roll;■ temperature accuracy of the hot roll ± 1 K;■ product thickness monitoring from 0 mm;■ hydraulic adjustment of the cold roll;■ controlled roll pressures independent ofdiscontinuous feeding and different roll speed;■ single drive for the roll with automaticadaptation of the synchronisation or the setfriction;■ rolls arranged at a 30° angle allow good accessduring feeding and optimal feeding behavior;■ central PLC control for all functions.Zentrale SPS-Steuerung mitFarbmonitorsystem,Floppy-Disk undDruckerCentral Controllerincluding a colormonitoring systemwith floppy diskand printer
3.) Standard AccessoriesOne display each for the temperatureand pressure are included as standardaccessories. A cutting guide is fittedat the takeoff side of the calender forguiding the manual cutter during crosscutting.Laterally adjustable edge trimmerswith rotating blades serve to trimthe sheet edges. In order to protectthe roll surface against damage by theblade, the material is only cut to within aresidual thickness of 0.1 mm to 0.2 mm.This remaining thickness tears whenthe sheet is finally pulled off.For cleaning the edges of the pressureroll, spring-loaded brass edge scrapersrun continuously with the rolls. Thescrapers can be tilted back manuallyand are easy to change.The TROESTER Type KD Gasket SheetCalender will always offer the optimalsolution for your application. To get toknow all the advantages of this machine,arrange for a personal meeting with theTROESTER representative closest toyou. Alternatively, contact the TROESTERHead Office direct.Rückseite mit RandschneidmesserRear view with edge cutting knivesAntriebsbereichDrive areaWalzenvorbelastung und GegenbiegungRoll pre-loading and roll bendingHeizwalze, einteilig / Hot roll, single partHeizwalze, 3-teilig / Hot roll, 3-parts
Technische InformationTechnical Information15StückQuantityTROESTER-Dichtungsplatten-Kalander: Die Lösung fürhochpräzise Flachdichtungen.Dichtungsplatten-Kalander von TROESTER gehörenseit vielen Jahren zu den weltweit verläßlichstenAggregaten zur Herstellung exakt gefertigterFlachdichtungen aus Kautschuk/Fasergemischen.In der Umstellung auf asbestfreie Materialien sahTROESTER die Chance zur technischen Weiterentwicklung,um Kunden in aller Welt eine zeitgemäße,umweltverträgliche Produktionstechnik zur Verfügungzu stellen und damit ihre Marktpositionen zufestigen und auszubauen.Die weltweite Kundenzufriedenheitmit dieser vonTROESTER weiterverbessertenDichtungsplatten-Kalander-Technikhat mehrere Gründe:Die asbestfreienMaterialien werdenzu Dichtungsplattenvon konstant hochwertigerGüte verarbeitet.Erreicht wirddas durch feinsteund gleichmäßigeSchichtung beimAufbau der Platten.Auch die Fähigkeit der TROESTER-Dichtungsplatten-Kalander-Technik, die Eigenschaften der Dichtungswerkstoffesoweit zu optimieren, daß keine der jemalsauf die Dichtheit der Verbindung einwirkendenKräfte (Temperatur, Druck, Zug, Flüssikeiten, Gaseetc.) die Qualität der Flachdichtungen beeinträchigt,ist sicher ein Grund. TROESTER-Kunden könnensicher sein, mit dem Erwerb des Dichtungsplatten-Kalanders Typ KD stets eine innovative technischeLösung zur Produktion von Dichtungen zu nutzen.Dichtungsplatten-Kalander Typ KD1.) Walzen und AntriebeAlle Walzen bestehen aus Kokillen-Hartgußmit einer hohen Oberflächenhärte.Der – durch In- und Auslandspatente geschützte– 3-teilige Heizwalzentyp (PatentNr. EP 03 30 811 B1) besitzt einen Hartgußmantelund Speichenböden mit angegossenenWalzenzapfen aus Sphäroguß.Alle Walzen sind peripher gebohrt. Damiterzielt die Kaltwalze einen guten Kühleffektund die Heizwalze eine hochgenaueTemperierung bis in die Randbereiche miteiner Temperaturgenauigkeit von ± 1 K.Die gekühlte Anpreßwalze wird überHydraulikzylinder verstellt und für denPlattenaufbau gegen die Heizwalze gedrückt.Für eine hochgenaue Einstellungdes Walzdruckes sorgt ein Proportional-Druckregelventil.Die Heizwalzen bieten im Betriebszustandeine höchstmögliche Rundlaufgenauigkeit.Grund dafür ist eine Besonderheit im Fertigungsprozeßder Heizwalzen, denn siewerden bei Betriebstemperatur geschliffen.Eine hydraulische Gegenbiege-Einrichtunggleicht die Durchbiegung der Kaltwalzeaus. Ihre besondere, im In- und Auslandpatentrechtlich geschützte Bauweise(Patent Nummer PS 39 12 303 C2 undUS 50 48 411), zeichnet sich durch einenvom übrigen Kräftesystem unabhängigenStützrahmen aus. Dadurch ist sichergestellt,daß die Biegemomente aus derGegenbiegung voll wirksam werden, ohnedie Walzkräfte im Spalt zu beeinflussen.Die Gegenbiegekraft wird der veränderlichenWalzenspaltkraft automatischnachgeführt. Dadurch werden besondersenge Plattentoleranzen erzielt, z. B. beträgtdie Toleranz bei einer Plattendickevon 0,5 mm nur ± 0,01 mm!1051401201000minmin80604020PlattenaufbauzeitSheet build-up timeZahl der PlattenNumber of sheets0,5 1,0 1,5 2,0 2,5 3,0 Plattendicke in mmSheet thickness in mmZwei ex-geschützte Gleichstrom-Nebenschluß-Motorentreiben die Walzenan. Die zugehörigen Stirnradgetriebesind mit Kupplungs-Bremskombinationenversehen, die im Notfall fürden schnellen Stillstand der Walzensorgen. Die notwendige Bremsenergieliefern vorgespannte Federn. Derhochtourige Teil des Antriebs mitseinen Schwungmassen wird beimBremsen abgekoppelt.Der Dichtungsplatten-KalanderTyp KD auf einen Blick:■ Gegenbiegeeinrichtung gewährleistet mittig undseitlich gleichen Walzenspaltdurchmesser;■ gleichmäßige Materialdicke über die gesamteBreite und den Umfang der Heizwalze;■ Temperaturgenauigkeit der Heizwalze ± 1K;■ Überwachung der Produktdicke ab 0 mm;■ hydraulische Zustellung der Kaltwalze;■ kontrolliert geführte Walzenandruckkräfte unabhängigvon diskontinuierlicher Beschickung undunterschiedlicher Walzengeschwindigkeit;■ Einzelantrieb der Walzen mit automatischerNachführung des Gleichlaufs oder dereingestellten Friktion;■ gute Zugänglichkeit beim Beschicken undoptimales Einzugsverhalten durch Anordnungder Walzen im 30° Winkel;■ Zentral-SPS zur Steuerung aller Funktionen.Die Drehzahl des Zweimotoren-Einzelantriebesist hochgenau regelbar, sodaß ein exakter Gleichlauf bzw. eineeinmal eingestellte Friktion gefahrenwerden kann (Pat. Nr. EP 04 51 494 31und US 53 18 430, sowie weitere Prozeßsteuerungs-Patente).StändigeMessung der sich aufbauenden Plattendickeund Nachführung der Walzenumfangsgeschwindigkeithaltendie eingestellte Friktion konstant.2.) Die elektrische AusrüstungDer TROESTER-Dichtungsplatten-Kalander Typ KD wird mit einer zentralenSPS-Steuerung gefahren. DieBetriebsfunktionen laufen nach vorgewählten,klassenspezifischen Sollwertprogrammenab. Zur Ausrüstungder zentralen Steuerung gehören einFarbmonitorsystem mit 3,5 Zoll-Diskettesowie ein Drucker.Über die zentrale Anlagensteuerungwird während dergesamten Prozeßdauer dieDicke der entstehendenDichtungsplatte an beidenRändern kontinuierlich gemessenund digital angezeigt.Die Meßeinrichtungwird vor jedem Zyklus automatischkalibriert. Außerdemkönnen Spaltkraft und Heizwalzentemperaturabgelesenund protokolliert werden.Die SPS-Steuerung hat verschiedeneHauptfunktionen:Sie steuert den Ablauf mitHydrauliksteuerung undübernimmt die Sollwertführungder Antriebe und desWalzdruckes. Diese Regelungkann erfolgen auf Gleichlaufder Antriebe unter Berücksichtigungder Produktdickenzunahme, auf gezielteFriktion oder mit variierendenSollwerten, die von den Plattendickenabhängen.Weitere Ausbaustufen erweitern dieMöglichkeiten der Zentralsteuerung:So können die Plattenproduktionprotokolliert, Fehlermeldungen angezeigtund Bedienungsanweisungenüber eine Textanzeige an das Bedienungspersonalweitergegeben werden.3.) Das StandardzubehörDas Standardzubehör umfaßt je eineAnzeige für die Temperatur und denDruck. Zur Führung des Handmessersbeim Querschneiden ist ander Abzugsseite des Kalanders einSchneidlineal angebracht.Seitlich verstellbare Randschneidermit rotierendem Messer beschneidendie Plattenränder. Um eine Beschädigungder Walzenballen-Oberflächedurch die Messer auszuschließen,wird das Material nur bis auf eineRestdicke von 0,1 mm bis 0,2 mmdurchtrennt. Dieser verbleibendeRest reißt dann erst beim Abziehen.Zur Reinigung der Ränder der Anpreßwalzelaufen federnd angedrückteMessingschaber kontinuierlich mit.Sie lassen sich von Hand abklappenund leicht auswechseln.Der TROESTER-Dichtungsplatten-Kalander Typ KD bietet immer dieoptimale Lösung für Ihren Anwendungsfall.Um alle Vorzüge diesesAggregates kennenzulernen, vereinbarenSie bitte ein persönliches Gesprächmit der TROESTER-Vertretungin Ihrer Nähe. Oder wenden Sie sichdirekt an die TROESTER-Zentrale.
TROESTER:A TRADITION OF INNOVATIONFür etwaige Garantien oder Gewährleistungsverpflichtungen ist ausschließlich der Vertrag zwischen Kunden und TROESTER maßgebend. Die hier gemachten Angaben stellen keinerlei Zusicherungenirgendwelcher besonderer Eigenschaften dar, sie dienen lediglich der allgemeinen Information und können im Einzelfall abweichen. Ansprüche irgendwelcher Art können hieraus nicht abgeleitet werden.Die Beachtung gewerblicher Schutzrechte ist in jedem Fall Sache des Kunden. Only the contract between the customer and TROESTER is binding for any guarantees and commitments. The particularsgiven herein do not represent promises of any special characteristics. They serve purely for general information purposes and may differ in individual cases. No claims of any nature may be derivedherefrom. The observation of commercial trade marks or patents shall in every instance be the responsibility of the customer.Rother, van Cleef. Design & KommunikationMachines and complete lines built byTROESTER are known all over the worldand are synonymous with technologicaladvancement, quality and outstandingperformance in the fields of rubber andcable processing.CONTACTSTROESTER GmbH & Co. KGP.O. Box 89 01 8030514 Hannover, GERMANYPhone +49-511-8704-0Fax +49-511-864028E-mail info@troester.dewww.troester.dewww.troester.deTROESTER Machinery Ltd.300 Loomis AvenueCuyahoga Falls, Ohio 44221, USAPhone +1-330-928-7790Fax +1-330-928-7239E-mail info@troester-usa.comwww.troester-usa.comTROESTER Shanghai Office19 E, Qi Tai BuildingNo. 1081-1089 Pudong AvenueShanghai, CHINA 200135Phone +86-21-68550031+86-21-68550032Fax +86-21-68550035E-mail troester@online.sh.cnTROESTER Moscow OfficeZemlyanoy Val 50, Room No. 1011109815 Moscow, RUSSIAPhone & Fax +7-095-9166093E-mail lusia137@rol.ru