Control of low-pressure carburizing processes - Stange Elektronik ...
Control of low-pressure carburizing processes - Stange Elektronik ...
Control of low-pressure carburizing processes - Stange Elektronik ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
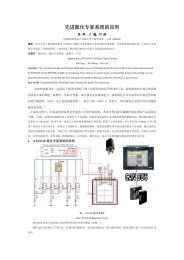
Process<strong>Control</strong>Automation<strong>Control</strong> <strong>of</strong>Low-PressureCarburizingProcessesH. Altena 1 , F. Schrank 1 . S. Heineck 21Aichelin Ges.m.b.H. Mödling, Austria2<strong>Stange</strong> <strong>Elektronik</strong> GmbH. Apfelstädt, GermayMeasuringEngineeringServices
<strong>Control</strong> <strong>of</strong> <strong>low</strong>-<strong>pressure</strong> <strong>carburizing</strong> <strong>processes</strong>H. Altena 1 , F. Schrank 1 . S. Heineck 21 Aichelin Ges.m.b.H. Mödling, Austria2 <strong>Stange</strong> <strong>Elektronik</strong> GmbH. Apfelstädt, GermayPresent <strong>low</strong>-<strong>pressure</strong> <strong>carburizing</strong> is controlled by computer optimized treatment programs. Up to now no<strong>carburizing</strong> process in-situ control was possible. This restricts process monitoring and quality control.Insufficient <strong>carburizing</strong> by non-optimized gassing or too <strong>low</strong> gas amounts could not be recognized orcorrected during the process.The development <strong>of</strong> a <strong>low</strong>-<strong>pressure</strong> <strong>carburizing</strong> sensor that determines the degree <strong>of</strong> reaction <strong>of</strong>acetylene by measurement <strong>of</strong> H 2 concentration in the furnace hot zone is reported. It is shown that the H 2concentration depends significantly on batch surface area, loading density, treatment temperature andgas f<strong>low</strong> rate. The developed correlations permit <strong>low</strong>-<strong>pressure</strong> <strong>carburizing</strong> process monitoring as well asprocess control.For the first time for <strong>low</strong>-<strong>pressure</strong> <strong>carburizing</strong> an in-situ monitoring <strong>of</strong> the pyrolysis reaction is possible bythe introduction <strong>of</strong> a <strong>low</strong>-<strong>pressure</strong> sensor. This represents substantial progress in quality control <strong>of</strong> <strong>low</strong><strong>pressure</strong><strong>processes</strong>. Furthermore through H 2 measurement results can be controlled from the reaction atthe component surface, also <strong>carburizing</strong> problems can be recognized and/or avoid by process control.The results <strong>of</strong> this comprehensive study are presented and the actual state <strong>of</strong> development discussed.1. IntroductionSince ISO 9000 implementation quality awareness and quality control became more important and arenow essential in all fields <strong>of</strong> heat treatment. Compliance within narrow tolerances throughout the wholeproduction process, beginning with material composition up to heat treatment, is required for modernproduction <strong>processes</strong>. For case hardening the fol<strong>low</strong>ing customer requirements must be fulfilled:- Narrow heat treatment tolerances(Surface C, C pr<strong>of</strong>ile, case depth, core strength)- Reproducibility <strong>of</strong> treatment result- Low surface layer mechanical damage- Low heat treatment distortion- Process control and documentation- Low heat treatment costsLow-<strong>pressure</strong> <strong>carburizing</strong> <strong>processes</strong> can fulfil a lot <strong>of</strong> these requirements and became an alternativesolution to conventional gas <strong>carburizing</strong> over the past years.The "vacuum <strong>carburizing</strong>" disadvantages in the 150 - 600 mbar <strong>pressure</strong> range was overcome by<strong>carburizing</strong> in the mbar range as well as changed system technology [1]. While the new technology wasused rather quickly in France, it was <strong>of</strong>ten touched with scepticism in German-speaking countries.page 2 <strong>of</strong> 11www.stange-elektronik.de
This scepticism principally consists <strong>of</strong>:- memories <strong>of</strong> negative experiences with process engineering problems using older "vacuum<strong>carburizing</strong>", like soot formation in the furnace and <strong>low</strong> loading density as well,- failed attempts for control <strong>of</strong> the <strong>carburizing</strong> process. High demands on quality control andprocess control were contrary to <strong>low</strong>-<strong>pressure</strong> <strong>carburizing</strong> distribution in start-up period.Low-<strong>pressure</strong> <strong>carburizing</strong> <strong>processes</strong> are currently controlled by preset, computer optimized treatmentrecipes [1-3]. This is a kind <strong>of</strong> restriction for process monitoring, because no in-situ control is possible.According to this, insufficient <strong>carburizing</strong> due to incorrect gas f<strong>low</strong> rates can not be either recognized aswell corrected during the process.2. <strong>Control</strong> <strong>of</strong> <strong>low</strong>-<strong>pressure</strong> <strong>carburizing</strong> <strong>processes</strong>During <strong>low</strong>-<strong>pressure</strong> <strong>carburizing</strong> the C-transition occurs by pyrolysis reaction <strong>of</strong> thecarbon carriers (mostly propane oracetylene) at the hot component surface. Nobalance reaction occurs by the pyrolysis sono c-level is definable which guides to acarbon-balance-concentration in the workpiece that is already established fromatmosphere <strong>carburizing</strong>. (Figure 1).When <strong>low</strong>-<strong>pressure</strong> <strong>carburizing</strong> a very fastrise <strong>of</strong> surface C-content to the absorptionlimit happens. In order to improve theuniformity <strong>of</strong> <strong>carburizing</strong>, the <strong>carburizing</strong>process is interrupted after a few minutesand a diffusion phase is attached, where theprocess gas is evacuated from the furnaceand carbon diffuses into the base material[2,3]. This interruption is fol<strong>low</strong>ed by a new<strong>carburizing</strong> cycle (Figure 2)Figure 1: Equilibrium condition and C oversaturation atatmosphere gas <strong>carburizing</strong> gas and LP-<strong>carburizing</strong>(according to D. Grassl)Atmospheregas<strong>carburizing</strong>Figure 3:Low <strong>pressure</strong> <strong>carburizing</strong> / Processdiagram (schematic)page 3 <strong>of</strong> 11www.stange-elektronik.de
To avoid over-<strong>carburizing</strong> and strong carbide formation, usually a reduced gas f<strong>low</strong> rate will be used.Alternatively the proportion <strong>of</strong> <strong>carburizing</strong> to diffusion time can be reduced with constant gas amount.Because the carbide formation is relatively s<strong>low</strong> the C-absorption <strong>of</strong> steel decreases in case <strong>of</strong> exceedingthe carbide limit.At the end <strong>of</strong> the <strong>carburizing</strong> cycle a longer diffusion phase fol<strong>low</strong>s, where the surface-C <strong>of</strong> saturationconcentration is reduced to approximately 0.7 - 0.75 %. As is the case <strong>of</strong> diffusion over 930°C – evenpossible carbides are dissolved. The diffusion also contributes to uniform <strong>carburizing</strong> throughout thebatch, so that a high uniformity and quality <strong>of</strong> the <strong>carburizing</strong> process can be ensured.Carburizing and diffusion can be simulated by diffusion calculation s<strong>of</strong>tware. With the <strong>of</strong>fline programoptimal treatment conditions can be selected as well gas f<strong>low</strong> rates and/or <strong>carburizing</strong> times can bedetermined.Although this process control works very reliable, this method has a certain restriction for processmonitoring and quality control because it provides no in-situ control <strong>of</strong> the <strong>carburizing</strong> process.3. Low-<strong>pressure</strong> <strong>carburizing</strong> sensorThe propane pyrolysis first occurs by formation <strong>of</strong> H 2 CH 4 C 2 H 6 C 2 H 4 C 2 H 2 as well as smaller quantities <strong>of</strong>long-chain molecules (Figure 3). C 2 H 2 and C 2 H 4 react with the part surface, also the reaction catalyst, t<strong>of</strong>orm H 2 and/or CH 4 and to carburize the part surface [1].Also the acetylene pyrolysis <strong>of</strong> C 2 H 4 takes place over several intermediate products, but leads in sum todiffusion <strong>of</strong> C with formation <strong>of</strong> H 2 and small quantities <strong>of</strong> CH 4 .Figure 3: Pyrolysis <strong>of</strong> propane and acetyleneBy measuring <strong>of</strong> the exhaust gas the concentrations <strong>of</strong> the reaction products - i.e. predominantly H 2 , CH 4as well the sum <strong>of</strong> C 2 H x molecules - were determined (Figure 4). It could be shown, that the propanepyrolysis is significantly faster than the pyrolysis <strong>of</strong> acetylene. Within 3 minutes a constant gascomposition from 54 - 55 % H 2 and 25 % CH 4 was acquired. With acetylene gassing at 930°C an H 2concentration <strong>of</strong> approx. 35 % was determined, which increased further with longer treatment times orhigher temperatures by pyrolysis <strong>of</strong> remaining C 2 H x molecules [3].So it seemed to be purposeful to monitor the <strong>carburizing</strong> reaction by measurement <strong>of</strong> the H 2concentration. Furthermore it was expected that propane pyrolysis would yeild an in-situ H 2 -concentrationmeasurement that would represent the reaction process and enable process control also.page 4 <strong>of</strong> 11www.stange-elektronik.de
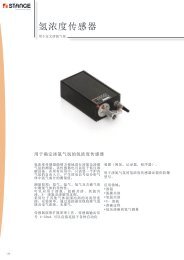
Figure 4: Low-<strong>pressure</strong> <strong>carburizing</strong> with high <strong>pressure</strong> gas quench (exhaust gas analysis)Hydrogen sensors are already successfully used for monitoring and control <strong>of</strong> nitriding process, for whichthe H 2 -measurement takes place at atmospheric <strong>pressure</strong>. An existing sensor must be adapted in suchway that it can be used in vacuum. The decision was made to use the <strong>Stange</strong> <strong>Elektronik</strong> H 2 sensor, whichdetermines the H 2 concentration based on a heat conductivity measurement principle and fulfils fol<strong>low</strong>ingrequirements:- Low dead time- High response sensitivity- No cross sensitivity e.g. compared to CH4 and other process gases- No <strong>pressure</strong> dependence <strong>of</strong> measurement signal- Vacuum solidThe sensor had to be adjusted to the specific requirements, where especially high response sensitivity inthe mbar range as well as a sufficient accuracy <strong>of</strong> measurement was the greatest challenge.3.1. H 2 sensor mode <strong>of</strong> operationThe measuring principle is based on the fact that hydrogen’s heat conductivity is much greater than those<strong>of</strong> all other gases (Figure 5).Figure 5: Relative heat conductivity <strong>of</strong> gases compared with air (at 100°C) (Documentation <strong>of</strong> Hartmann & Braun AG,Frankfurt)page 5 <strong>of</strong> 11www.stange-elektronik.de
The device is based on a Wheatstone bridge which consists <strong>of</strong> four measuring curvettes. Two parallelcurvettes are located in the gas f<strong>low</strong>. The other two are surrounded by a reference gas. The producedelectric signal is a measurement for the hydrogen concentration <strong>of</strong> the analysed gas (Figure 6).Figure 6: Measuring principle (H 2 -Sensor)It is essential that the measuring cell is surrounded by a measuring gas according to the hydrogendiffusion principle and achieves a temperature which depends on the heat conductivity <strong>of</strong> the measuringgas. The bridge connected curvettes are characterized, that the measuring cells are non-catalytic and theheats <strong>of</strong> reaction are measured. An external <strong>pressure</strong> sensor is used for compensation <strong>of</strong> the H 2 sensormeasurement signal. The different reaction times <strong>of</strong> the signals were to be considered.The sensor was connected to a flange located in a water-cooled double jacket (Figure 7).Figure 7: Measurement setup (H 2 -Sensor)page 6 <strong>of</strong> 11www.stange-elektronik.de
4. Required gassing quantitiesDue to the high carbon availability the rise <strong>of</strong> surface C-content up to saturation happens within a fewminutes during <strong>low</strong>-<strong>pressure</strong> <strong>carburizing</strong> <strong>processes</strong>. The ideal C mass f<strong>low</strong> rate which is needed formaintaining the saturation concentration decreases with preceding treatment duration (Figure 8) based onthe √ t-law.Gas f<strong>low</strong> rate m c [g/m 2 h]Figure 8: C evacuation by diffusion (C = C 5 )The intent <strong>of</strong> H 2 sensor <strong>carburizing</strong> control is to set the gas f<strong>low</strong> rates by H 2 measurement signal. So thatinequalities in <strong>carburizing</strong> can be prevented and on the other hand over-<strong>carburizing</strong> and/or carbideformation will be prevented.This should be possible at constant pulse-pause ratio with decreasing gas f<strong>low</strong> rates, as well as variablepulse-pause ratio and largely constant gassing quantities.5. Results <strong>of</strong> measurementTo achieve the desired sensor responsivity, the measurement setup had to be optimized as well themeasurement signal needed to be electrically amplified. The calibration <strong>of</strong> the measurement signal wasdone with reference gases which were made by defined compositions. This optimization now permits anin-situ measurement <strong>of</strong> the pyrolysis <strong>of</strong> propane and acetylene by measurement <strong>of</strong> H 2 concentration withsufficient accuracy.The analysis takes place in today's usual temperature range from approx. 860 - 1000°C, whereby most <strong>of</strong>the tests were made at 930 °C. The batch surface areas were varied between 1 and 8 m 2 , the batch sizewas approx. 600 X 600 X 600 mm (single batch). The gas f<strong>low</strong> rates were varied in test programsaccording to requirements.5.1 Gassing with propaneThe Carburizing took place at 930 °C; the proportion <strong>of</strong> gas f<strong>low</strong> rates to batch surface areas was variedwithin one dimension. In Figure 9 the H 2 signal is compared at 1 and 4 m 2 . The H 2 content was in the firstcycle approx. 54 % and increased with further gassing up to 55 %. The build-up <strong>of</strong> sensor signal tookplace faster naturally at greater gas f<strong>low</strong> rates (900 I/h).page 7 <strong>of</strong> 11www.stange-elektronik.de
Batch surface areaGas cycleFigure 9: H 2 measuring values with propane gassing (influence <strong>of</strong> batch surface)The H 2 concentrations <strong>of</strong> the in-situ measurement were the same value as the exhaust gasmeasurement, which was measured in earlier tests. Contrary to expectations the considerably differentbatch surface areas (1 to 4 m 2 ) resulted in a very small change <strong>of</strong> H 2 concentration or H 2 measurementprogress.As well changes <strong>of</strong> gas f<strong>low</strong> rates did not lead to a clear change <strong>of</strong> the measurement signal. The results<strong>of</strong> these tests were very reproducible. Also after improvement <strong>of</strong> the sensor sensitivity no significantinfluence <strong>of</strong> gas fow rates and batch surface areas on measurement signal could be realized. Becausethe measurement signal gave no conclusions to batch carbon requirements and the process gas carboneffect, it seems not to be suited for in-situ measurement or control.5.2. Gassing with acetyleneAcetylene gassing takes place at first analogue to propane test at 930 °C with 1 and/or 4 m 2 batchsurface areas and variable gas f<strong>low</strong> rates. The H 2 measurement now shows a clear batch surfacedependency (Figure 10). The first cycle leads to a very high crack level at 4 m 2 batch surface arearegardless <strong>of</strong> a relatively huge amount <strong>of</strong> gas, which refers to a lack <strong>of</strong> process gas. On the other hand at1 m 2 surface the crack level was just under 50 % in the first cycle.Batch surface areaGas cycleFigure 10: H 2 measurement values at acetylene gassing (influence <strong>of</strong> batch surface)page 8 <strong>of</strong> 11www.stange-elektronik.de
Changed <strong>carburizing</strong> temperatures <strong>of</strong> 860 °C as well as 1000 °C result in slightly different H 2 measuringvalues as expected, which document the temperature dependency <strong>of</strong> acetylene pyrolysis as well ascarbon absorption <strong>of</strong> the steel. The batch surface area was enlarged up to 8 m 2 in these tests. A rise <strong>of</strong>the H 2 measurement signal was noticed with increasing treatment temperatures. In order to implementthe H 2 concentration as a measurement signal for the process control, a correlation between crack leveland a satisfying <strong>carburizing</strong> cycle must be made, where no inequalities at carbon absorption or over<strong>carburizing</strong>and carbide formation occur.Low-<strong>pressure</strong> <strong>carburizing</strong> <strong>processes</strong> are relatively "good-natured", regarding the required gas f<strong>low</strong> ratesin dependence <strong>of</strong> the batch surface [3]. With acetylene an under-run <strong>of</strong> the "minimal gassing" does notlead to serious inequalities <strong>of</strong> <strong>carburizing</strong>, like in case <strong>of</strong> propane. In result <strong>of</strong> this there should be arelatively wide range, where a satisfying <strong>carburizing</strong> cycle can be done.Figure 11: Range <strong>of</strong> optimal H 2 concentration with acetylene gassingIn scope <strong>of</strong> the extensive tests, the range was determined with respect to the treatment temperature(Figure 11). A largely linear dependence <strong>of</strong> an "optimal" H 2 concentration from treatment temperaturefol<strong>low</strong>s.5.3 ReproducibilityA pre-cursor to use a measurement signal for control purposes is a sufficient reproducibility <strong>of</strong> themeasurement signal. It could be verified, that repeat <strong>of</strong> the tests with identical conditions lead to verygood reproducible H 2 signals; the maximum deviation amount was 2%. Furthermore it was detected thatthe measurement signal showed no drift over a period <strong>of</strong> several months.page 9 <strong>of</strong> 11www.stange-elektronik.de
6 Process controlThe target values <strong>of</strong> temperature-dependent and optimal H 2 concentration makes a process control byadjustment <strong>of</strong> the acetylene gassing rate possible (Figure 12). In the case <strong>of</strong> process control withconstant <strong>carburizing</strong>-diffusion cycles, the gas f<strong>low</strong> rate is based on C-absorption <strong>of</strong> the material toconstant H 2 concentration can be controlled within the "process window" (Figure 11). The gassing here isadapted to the decreased carbon absorption <strong>of</strong> the treatment material.Figure 12: <strong>Control</strong> loop for <strong>low</strong>-<strong>pressure</strong> <strong>carburizing</strong> <strong>processes</strong> (diagram)Alternatively the <strong>carburizing</strong> can be done with increasing diffusion durations between the individualgassing cycles. The duration <strong>of</strong> <strong>carburizing</strong> and diffusion times is calculated with FOCOS SimulationCalculation s<strong>of</strong>tware.The program should result in a rise <strong>of</strong> surface-C-content to each 1,3 % with a decrease to 0,8 % duringthe diffusion phase. The advantage <strong>of</strong> this process control is that over-<strong>carburizing</strong> and carbide formationcan be avoided easier. A disadvantage is the 20% to 30 % extended process time (<strong>carburizing</strong> anddiffusion phase).Even with such a kind <strong>of</strong> changed process management, the process control by H 2 concentrationmeasurement appears reasonable, because the gassing quantity is set with respect to the batch surfacearea.Contrary to the described <strong>carburizing</strong> process, the gas amount during the carbon cycles stays largelyconstant with correct calculation <strong>of</strong> the diffusion time.7. Conclusions and forecastThe compliance <strong>of</strong> close tolerances and reproducible heat treatment quality are necessary requirementsfor modern heat treatment systems and <strong>processes</strong>. In-situ measurement and <strong>carburizing</strong> control withoxygen sensors al<strong>low</strong>s the fulfilment <strong>of</strong> these requirements for atmospheric <strong>carburizing</strong> <strong>processes</strong>.However, <strong>low</strong>-<strong>pressure</strong> <strong>carburizing</strong> is currently controlled according to given, computer-optimizedtreatment programs.A <strong>low</strong>-<strong>pressure</strong> <strong>carburizing</strong> sensor was developed, which determines the performance grade <strong>of</strong> theacetylene pyrolysis by measurement <strong>of</strong> the H 2 concentration in a furnace hot zone. It was shown that thepyrolysis depends largely on batch surface areas, gas f<strong>low</strong> rates and treatment temperatures. In resultthe H 2 measurement can be used for process monitoring and control.page 10 <strong>of</strong> 11www.stange-elektronik.de
Compared to that, propane pyrolysis takes place much faster and leads to a result <strong>of</strong> constant H 2concentration. This shows no significant dependence <strong>of</strong> process parameters and currently al<strong>low</strong>s nocontrol possibility using the H 2 sensor.The introduced <strong>low</strong>-<strong>pressure</strong> sensor makes an in-situ measurement and process control <strong>of</strong> acetylene<strong>carburizing</strong> possible for the first time. This represents an important improvement for <strong>low</strong> <strong>pressure</strong><strong>carburizing</strong> <strong>processes</strong>.A changed measurement setup as well an increased H 2 measurement accuracy could be therequirements for process control with propane gas. Even here, corresponding approaches showdevelopment possibilities.8. Literature[I] Altena, H.: HTM 49 (1994) 1, S. 58 63.[2] Löser, K.: Tagungsband der Europ.Tagung; „Das Einsatzhärten", Zürich, CH, 3.-4.4.2003; S. 115 122.[3] Altena, H.; Schrank, F.: HTM 53 (1998) 2, S. 93 101.[4] Altena, H.; Schrank, F., Heineck, S.: HTM 61 (2006) 4, S. 195 206.page 11 <strong>of</strong> 11www.stange-elektronik.de