HANDLING FATS, OILS & GREASES (FOG) AT WASTEWATER ...
HANDLING FATS, OILS & GREASES (FOG) AT WASTEWATER ... HANDLING FATS, OILS & GREASES (FOG) AT WASTEWATER ...
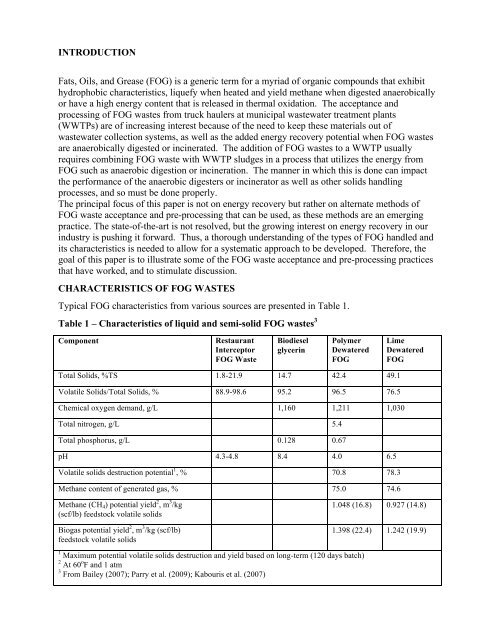
INTRODUCTIONFats, Oils, and Grease (FOG) is a generic term for a myriad of organic compounds that exhibithydrophobic characteristics, liquefy when heated and yield methane when digested anaerobicallyor have a high energy content that is released in thermal oxidation. The acceptance andprocessing of FOG wastes from truck haulers at municipal wastewater treatment plants(WWTPs) are of increasing interest because of the need to keep these materials out ofwastewater collection systems, as well as the added energy recovery potential when FOG wastesare anaerobically digested or incinerated. The addition of FOG wastes to a WWTP usuallyrequires combining FOG waste with WWTP sludges in a process that utilizes the energy fromFOG such as anaerobic digestion or incineration. The manner in which this is done can impactthe performance of the anaerobic digesters or incinerator as well as other solids handlingprocesses, and so must be done properly.The principal focus of this paper is not on energy recovery but rather on alternate methods ofFOG waste acceptance and pre-processing that can be used, as these methods are an emergingpractice. The state-of-the-art is not resolved, but the growing interest on energy recovery in ourindustry is pushing it forward. Thus, a thorough understanding of the types of FOG handled andits characteristics is needed to allow for a systematic approach to be developed. Therefore, thegoal of this paper is to illustrate some of the FOG waste acceptance and pre-processing practicesthat have worked, and to stimulate discussion.CHARACTERISTICS OF FOG WASTESTypical FOG characteristics from various sources are presented in Table 1.Table 1 – Characteristics of liquid and semi-solid FOG wastes 3ComponentRestaurantInterceptorFOG WasteBiodieselglycerinPolymerDewateredFOGLimeDewateredFOGTotal Solids, %TS 1.8-21.9 14.7 42.4 49.1Volatile Solids/Total Solids, % 88.9-98.6 95.2 96.5 76.5Chemical oxygen demand, g/L 1,160 1,211 1,030Total nitrogen, g/L 5.4Total phosphorus, g/L 0.128 0.67pH 4.3-4.8 8.4 4.0 6.5Volatile solids destruction potential 1 , % 70.8 78.3Methane content of generated gas, % 75.0 74.6Methane (CH 4 ) potential yield 2 , m 3 /kg(scf/lb) feedstock volatile solidsBiogas potential yield 2 , m 3 /kg (scf/lb)feedstock volatile solids1.048 (16.8) 0.927 (14.8)1.398 (22.4) 1.242 (19.9)1 Maximum potential volatile solids destruction and yield based on long-term (120 days batch)2 At 60 o F and 1 atm3 From Bailey (2007); Parry et al. (2009); Kabouris et al. (2007)
Generally, FOG varies in composition from 2-20% total solids (TS) of which anywhere from 80to 99% of the TS content is volatile. When dewatered after chemical conditioning, the semisolidFOG TS can increase to upwards of 50% TS, with 75-95% volatile content.This range in FOG characteristics directly effects which FOG recovery scheme is most suitablefor a specific WWTP. Typically, a FOG recovery scheme can be integrated into a WWTP eitherwithin the existing liquid treatment or solids processing trains. Generally, FOG receivingschemes, when coupled with energy recovery, are designed to maximize the efficiency of thecombined operation. Thus, from a hauling perspective alone, dewatering and hauling as a cakewould be more cost effective. However, receipt as a liquid FOG waste is more common andrequires less processing at the WWTP.WWTPs without specific receiving FOG facilities generally accept FOG as a liquid waste intothe liquid treatment train where it is separated as primary scum, or a secondary scum that isusually returned to the primary sedimentation tank for removal as primary scum. At thesefacilities, FOG waste has been typically accepted as part of a septage receiving operation. Suchstations will usually involve rock traps and coarse screening followed by transfer to theheadworks and primary sedimentation tanks. FOG not captured as primary scum can be lost tothe secondary treatment process, cling to the walls of basins, channels, or piping, form greaseballs, etc. The results include a loss in energy-yielding material, an ongoing maintenanceactivity, and occasional overloading of the primary scum wells. Accurate estimates of FOG lost(i.e. not recovered) will require further study, but it can be assumed that at least 15% of FOGreceived in this manner is lost to the energy recovery systems.With the emerging interest in energy recovery, FOG wastes are being routed around the liquidtreatment train directly to the solids processing train and into anaerobic digestion or thermaloxidation systems. Separate onsite receipt for anaerobic digestion will usually involve screening,heating, grit/rock removal, equalization and transfer to anaerobic digestion either directly or afterblending with other digester feed sludges. The loss of material in transit from acceptance toprocessing is minimal with dedicated facilities. These facilities can also support the fractionationof the waste into a FOG-rich supernatant to maximize volatile solids addition in conjunction witha FOG-lean underflow that would be returned to the liquid train.FOG acceptance facilities for energy recovery via thermal oxidation are more complicated andrequire one or more concentration steps to ensure that the water content is minimized beforeblending with the feed sludge and thermal oxidation. The steps can variously include:• Scum/FOG concentration with heat addition to improve flow properties (at least 90 degreesF), the scum\FOG can be concentrated to the 50% VS range after deanting. This material islabeled as concentrated scum (CS).• With heat addition to the 150 degree F range, and the decanting of concentrated scum/FOG,decanted concentrated scum/FOG (DCS) can be concentrated to 75 to 85% FOG VS.• The CS or DCS is then either blended with or added to dewatered sludge cake before transferto a thermal oxidation unit.The FOG-amended feed to the thermal oxidation unit will substantially increase the energycontent of the feed, thereby reducing the supplemental fuel needed by multiple hearthincinerators and increasing the energy recovery potential in waste heat recovery boiler units influidized bed incinerators.
- Page 4 and 5: REFERENCE FACILITIESTable 2 describ
- Page 6 and 7: sedimentation basins with the prima
- Page 8 and 9: Accepting FOG at a separate facilit
INTRODUCTIONFats, Oils, and Grease (<strong>FOG</strong>) is a generic term for a myriad of organic compounds that exhibithydrophobic characteristics, liquefy when heated and yield methane when digested anaerobicallyor have a high energy content that is released in thermal oxidation. The acceptance andprocessing of <strong>FOG</strong> wastes from truck haulers at municipal wastewater treatment plants(WWTPs) are of increasing interest because of the need to keep these materials out ofwastewater collection systems, as well as the added energy recovery potential when <strong>FOG</strong> wastesare anaerobically digested or incinerated. The addition of <strong>FOG</strong> wastes to a WWTP usuallyrequires combining <strong>FOG</strong> waste with WWTP sludges in a process that utilizes the energy from<strong>FOG</strong> such as anaerobic digestion or incineration. The manner in which this is done can impactthe performance of the anaerobic digesters or incinerator as well as other solids handlingprocesses, and so must be done properly.The principal focus of this paper is not on energy recovery but rather on alternate methods of<strong>FOG</strong> waste acceptance and pre-processing that can be used, as these methods are an emergingpractice. The state-of-the-art is not resolved, but the growing interest on energy recovery in ourindustry is pushing it forward. Thus, a thorough understanding of the types of <strong>FOG</strong> handled andits characteristics is needed to allow for a systematic approach to be developed. Therefore, thegoal of this paper is to illustrate some of the <strong>FOG</strong> waste acceptance and pre-processing practicesthat have worked, and to stimulate discussion.CHARACTERISTICS OF <strong>FOG</strong> WASTESTypical <strong>FOG</strong> characteristics from various sources are presented in Table 1.Table 1 – Characteristics of liquid and semi-solid <strong>FOG</strong> wastes 3ComponentRestaurantInterceptor<strong>FOG</strong> WasteBiodieselglycerinPolymerDewatered<strong>FOG</strong>LimeDewatered<strong>FOG</strong>Total Solids, %TS 1.8-21.9 14.7 42.4 49.1Volatile Solids/Total Solids, % 88.9-98.6 95.2 96.5 76.5Chemical oxygen demand, g/L 1,160 1,211 1,030Total nitrogen, g/L 5.4Total phosphorus, g/L 0.128 0.67pH 4.3-4.8 8.4 4.0 6.5Volatile solids destruction potential 1 , % 70.8 78.3Methane content of generated gas, % 75.0 74.6Methane (CH 4 ) potential yield 2 , m 3 /kg(scf/lb) feedstock volatile solidsBiogas potential yield 2 , m 3 /kg (scf/lb)feedstock volatile solids1.048 (16.8) 0.927 (14.8)1.398 (22.4) 1.242 (19.9)1 Maximum potential volatile solids destruction and yield based on long-term (120 days batch)2 At 60 o F and 1 atm3 From Bailey (2007); Parry et al. (2009); Kabouris et al. (2007)


