下载LINK - Rieter
下载LINK - Rieter
下载LINK - Rieter

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
立达短线纺纱系统客户杂志<br />
Vol. 20 / No . 52 . 2008年7月中文版<br />
link 1<br />
/2008<br />
04 技术 用于加工粘胶的R 40技术 14 产品新闻 最长的环锭纺纱机 19 立达专栏 立达在中国<br />
22 事件 ITMA ASIA + CITME 2008
2 <strong>Rieter</strong> . LINK 52 . 1 /2008<br />
目录<br />
封面故事:<br />
上海印象<br />
©Istockphoto<br />
Publisher and editor-in-chief:<br />
Marketing Spun Yarn Systems,<br />
Heiner Eberli<br />
Copyright:<br />
© 2008 by <strong>Rieter</strong> Machine Works Ltd.,<br />
Klosterstrasse 20, CH-8406 Winterthur,<br />
www.rieter.com, rieter-link@rieter.com<br />
Reprints permitted, subject to prior<br />
approval; specimen copies requested.<br />
Design and production:<br />
Marketing <strong>Rieter</strong> CZ a.s., Pavel Bielik<br />
Printing HRG s.r.o.,<br />
Czech Republic<br />
03 卷首语<br />
技术<br />
04 采用立达转杯纺纱机R 40加工SPV粘胶纤维<br />
采用立达转杯纺纱机R 40加工SPV粘胶纤维,纺杯转速可<br />
达130 000rpm,出纱速度可达175m/min。<br />
产品新闻<br />
09 新型紧凑型并条机SB-D 11<br />
11 ComfoRo®转杯纱的广泛应用<br />
14 最长的环锭细纱机和紧密纺纱机<br />
经过了最初的运行经验积累阶段,第一批安装的环锭细<br />
纱机G 35和紧密纺纱机K 45如今在纺纱厂的运行情况都<br />
非常令人满意,在质量稳定性、运行性能、应用灵活性<br />
及经济性等方面都创造出新水平。<br />
17 原装零部件提高使用友好性<br />
立达专栏<br />
19 立达在中国的80年发展历程<br />
立达在中国开展业务已有80多年的历史。自民国时期<br />
1927年在中国售出第一批机器直到今天的成功,立达走<br />
过了漫长的道路。Roger Naef回顾了这一发展历程。<br />
事件<br />
22 ITMA亚洲展会上纺织领域的世界纪录<br />
2008年盛夏的中国:四种保持世界纪录的立达机器首<br />
次在新的舞台上亮相——08上海CITME和ITMA亚洲联合<br />
展览会。
近年来,欧洲纺织机械业的主要市场继续向亚洲转<br />
移的趋势十分明显,亚洲占我们纺织机械80%左右<br />
的销量便是证明。中国是最重要的亚洲市场,其次<br />
是印度。毫不夸张地说,在中印两国的两大纺织机<br />
械展览会上——上海的ITMA亚洲展览会(ITMA Asia)和<br />
班加罗尔的印度国际纺织机械展览会(ITME India)——<br />
以往和未来展出的都是最为尖端的技术。<br />
第三届ITMA亚洲展览会于2008年7月27日~31日<br />
首次在上海举行,这也清楚地证明了这一趋势。在<br />
本届展会举行之前,整个纺织行业都有这样一个疑<br />
问:在07年成功举办慕尼黑ITMA展会后,上海展会<br />
的结果会是怎样呢?<br />
在本届展会上,立达纺织系统向来自很多国家,尤<br />
其是亚洲市场的观众展示了立达开发的最新创新技<br />
术。在本期LINK杂志中,我们将简要回顾一下上海<br />
展会的亮点。立达在慕尼黑展会上取得了巨大成<br />
功,但是立达上海展会的展台甚至超越了慕尼黑展<br />
会。<br />
<strong>Rieter</strong> . LINK 52 . 1 /2008<br />
卷首语<br />
中国——确切地说整个亚洲地区——几十年来一直<br />
是立达纺织系统的重要市场,这一市场在产品<br />
设计和市场营销方面具有特定的挑战性特征。<br />
我们的主要目标一直都是将定制化系统解决方<br />
案作为市场营销的核心,在最近举行的ITMA亚<br />
洲展会上也不例外。<br />
上海展会上,立达展台展出了最新型的各种机<br />
器:其中包括达到理想配置的条并卷机OMEG-<br />
Alap和精梳机E 76。除了梳棉机C 60和卡摩纺纱<br />
机K 45外,我们还展出了创新型并条机,以及全<br />
自动转杯纺纱机R 40的升级机型。R 40上生产的<br />
ComfoRo®转杯纱已经赢得了极好的市场声誉。<br />
第二个重要展会将于2008年底在印度的班加罗<br />
尔举行。在这次展会上,立达将再次以创新为<br />
纺织行业带来惊喜。我们期待着您的光临。<br />
8-103 •<br />
Dr. Martin Folini<br />
短纤纺纱系统总裁<br />
温特图尔<br />
martin.folini@rieter.com<br />
3
4 <strong>Rieter</strong> . LINK 52 . 1 /2008<br />
技术<br />
采用立达转杯纺纱机R 40加工<br />
SPV粘胶纤维<br />
采用立达转杯纺纱机R 40加工SPV粘胶纤维,生产Ne 30/1纱线时纺<br />
杯转速可达130 000rpm,出纱速度可达175m/min,同时还能保持极<br />
好的运行性能和有利于后道加工的最佳纱线结构。加工SPV粘胶纤<br />
维的捻系数可达到理想的αm 100-110的范围内。对于机织或针织纱<br />
线,建议采用平均捻系数αm 105。<br />
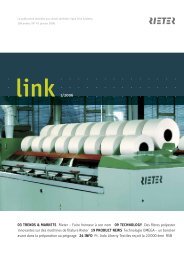
图 1 不同纤维素纤维<br />
截面上的吸湿分布<br />
信息来源:Autex<br />
Textile Conference<br />
2005<br />
1. 棉<br />
2. 天丝TENCEL®<br />
3. 莫代尔Modal<br />
4. 粘胶<br />
棉纤维的替代品<br />
纤维素纤维,例如粘胶、莫代尔Modal及天丝<br />
Tencel®都是棉纤维的极佳替代品,在纺织市<br />
场中占有重要地位,尤其是在时尚服饰、床上<br />
用品、毛巾及内衣类产品等应用领域。采用纤<br />
维素纤维制成的产品在某些服用功能上甚至优<br />
于棉制品,例如柔软性和抗菌性。因此与皮肤<br />
直接接触的衣物可采用纤维素纤维与棉纤维混<br />
1 2<br />
3 4<br />
纺,也可采用100%纤维素纤维。对于功能性要<br />
求较高的情况,也可采用多组分纤维纺织品。<br />
机织面料采用两种纤维合股纱目前是一种流行<br />
趋势。休闲服和运动服采用不同针织物或机织<br />
物的组合也很有优势,因为这种服饰对排汗性<br />
能要求较高。如果皮肤表面的湿气能被粘胶/<br />
棉混纺衣物吸收,再通过涤纶表面散发到空气<br />
中,就能避免身体受凉。涤纶表面还可保护皮<br />
肤免受外界环境的影响。<br />
纤维素纤维的特性<br />
与锦纶、涤纶、丙纶及棉纤维相比,纤维素纤<br />
维具有最佳的抗菌性。根据纤维类型不同,纤<br />
维素纤维还具有良好的吸湿性和高效的排湿<br />
性。例如,天丝Tencel®纤维的吸湿性要比棉纤<br />
维高出50%。<br />
吸湿分布如左图所示,图中深色区域为水分,<br />
浅色区域为纤维原料。从图中可以看出,天丝<br />
Tencel®的吸湿分布扩散到较大范围内,吸湿分<br />
布也比棉纤维更均匀(图1)。<br />
高性能纺纱<br />
除了纤维素纤维在服装应用方面的主要优势<br />
外,粘胶类型和纺纱工艺,如环锭纺、转杯纺<br />
或喷气纺,以及设备的优化配置也具有重要作<br />
用。这些参数最终无论是对纺织品性能还是对<br />
纱线生产的经济性都起着决定性作用。<br />
测试参数<br />
试验采用38mm,1.3dtex的SPV粘胶纤维,与另<br />
一种参数相同的亚洲粘胶纤维做比较。加工采<br />
用最新立达高性能设备:<br />
·C 60梳棉机<br />
·SB-D 15并条机<br />
·RSB-D 40并条机<br />
·R 40转杯纺纱机
图 2 SPV纤维及亚洲粘<br />
胶纤维的横截面结构<br />
1. SPV粘胶<br />
2. 亚洲粘胶<br />
在转杯纺纱机上加工粘胶纤维有很大优势。环<br />
锭纺粘胶纱线通常具有非常柔软的手感。相<br />
反,转杯纺纱线由于其独特的纱线结构而显得<br />
手感相对较硬。因此粘胶纤维与转杯纺纱线结<br />
构的结合可达到理想的织物手感和良好的抗起<br />
毛起球性能,同时由于转杯纺工艺出纱速度<br />
高,这种生产的经济性也非常好。<br />
中间产品试验结果<br />
尽管两种粘胶纤维试验中的纤维切断长度均为<br />
38mm,但它们在纤维长度方面仍表现出明显<br />
区别。SPV粘胶纤维的长度明显更长,进入梳<br />
棉机前的平均纤维长度约要长出3mm。在梳棉<br />
机之后,由于纤维的平行伸直和卷曲去除,长<br />
纤维有所增加。另一方面,在梳棉机之后短纤<br />
维含量也有所增加,因此纤维平均长度稍有降<br />
低。短纤维含量的增加是由于梳棉机上纤维负<br />
荷和纤维张力的作用。采用SPV纤维时短纤维含<br />
量的绝对增加值达到最小,仅为1.5%,而采用<br />
其它亚洲粘胶时,短纤维含量的绝对增加值为<br />
4.5%。短纤维含量总体上较高以及梳棉机之后<br />
短纤维含量的显著增加都会对纱线强力和伸长<br />
率产生消极影响。<br />
对于SPV粘胶纤维来说可以得出这样的结论,即<br />
较高的纤维强力和伸长率至少是经过梳棉机<br />
C 60后短纤维含量增加达到最低的1.5%的原因<br />
之一。而诸如亚洲粘胶等纤维的较低强力和伸<br />
长率使得纤维对纺纱过程中纤维负荷造成的纤<br />
维变短更加敏感。因此可以得出这样的结论,<br />
加工SPV纤维时梳棉机80kg/h的产量肯定还能进<br />
一步提高。<br />
两种粘胶纤维的横截面结构差异很大,这也会<br />
导致纤维加工性能和纱线质量的不同(图2)。<br />
对原料的仔细研究表明,尽管两种纤维原料的<br />
纤维支数和纤维长度等指标相同,两者之间仍<br />
1<br />
2<br />
<strong>Rieter</strong> . LINK 52 . 1 /2008<br />
技术<br />
存在很大差异。因此两种纤维在最终细纱机上<br />
的加工性能必将存在差异,同时纱线质量及最<br />
终织物质量也会有所不同。<br />
纱线结果<br />
纱线性能本质上取决于纱线结构、纺纱工艺以<br />
及原料和纤维准备。如上所述,粘胶纤维原料<br />
和转杯纺工艺的结合为改善纱线性能及经济性<br />
提供了很大潜力。现在的问题是转杯纺纱机的<br />
设置以及工艺部件的选择对纱线质量和产量的<br />
影响程度有多大。<br />
本次试验的主要工艺部件和设置项目包括阻捻<br />
头、捻系数和纺杯类型。市场上的阻捻头种类<br />
5
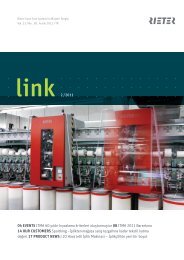
图 4 最 大 工 作 负 荷<br />
与纺杯转速及纤维原<br />
料之间的关系。粘胶<br />
1 . 3 d t ex, 3 8 m m,<br />
C 60 80 kg,Ne 30,<br />
αm 105,纳米4阻捻<br />
头。<br />
最大工作负荷[cN*cm]*A<br />
900<br />
850<br />
800<br />
750<br />
700<br />
650<br />
600<br />
纺杯转速和经济效益<br />
从纤维、纤维束及最终纱线的物理特性可以得<br />
出这样的结论,即最终细纱设备的运行极限是<br />
不同的。<br />
在本项研究中,对两种粘胶纤维的转杯纺加工<br />
均选择了运行性能最佳的阻捻头。因此纱线质<br />
量方面需要有一些让步。不论粘胶原料、捻系<br />
数、纺杯类型及其直径等因素有何不同,试验证<br />
明新开发的纳米4阻捻头Mima 1和Mima 2均达到<br />
了理想的运行性能。考虑到纱线清洁度及较低<br />
的纺杯转速,阻捻头Mima 1和Mima 2生产的纱<br />
线质量非常好。<br />
在R 40上采用纳米4阻捻头和直径为31mm的<br />
纺杯加工SPV粘胶纤维时,最高纺杯转速可达<br />
130 000rpm,并保持1 000头每小时断头数少于<br />
200的低断头率。通过采用直径更小的纺杯,还<br />
能进一步提高纺杯转速。当然也必须考虑织物<br />
最大工作负荷与纺杯转速及纤维原料之间的关系<br />
粘胶1.3 dtex, 38 mm, C 60 80 kg, Ne 30, αm 105, 纳米4阻捻头<br />
亚洲粘胶最大转速 粘胶最大转速<br />
115 000 120 000<br />
纺杯转速[rpm]*B<br />
125 000 130 000<br />
纺杯 33 XT-5B - SPV 纺杯 31 XK-5B - SPV<br />
33mm纺杯,亚洲粘胶<br />
<strong>Rieter</strong> . LINK 52 . 1 /2008<br />
技术<br />
手感等服用性能。但是对于亚洲粘胶,即使采<br />
用直径更小的纺杯,如果要保持可接受的断头<br />
率,纺杯转速不可能超过115000rpm。本试验<br />
表明对于粘胶原料与现代设备工艺及纱线支数<br />
的结合,最大纺杯转速可提高13%以上。<br />
试验表明,阻捻头的选择对产量和质量的影响<br />
较大,而与粘胶纤维的类型相关性不大。那么<br />
现在就出现了这样一个问题,即在转杯纺纱机<br />
上加工不同类型的粘胶纤维时,产量差别很大<br />
的原因是什么。在通过本研究寻找这个问题的<br />
答案之前,应该首先考虑一下纱线强力、伸长<br />
率、毛羽值及最大工作负荷等纱线性能对纺杯<br />
转速的影响。<br />
从纤维特性来说,很明显SPV粘胶纤维表现出更<br />
高的纤维强度和伸长率,更低的短纤维含量以<br />
及更高的平均纤维长度。纤维在纱线中的抱合<br />
力也更强,从而表现出更低的毛羽值,而毛羽<br />
值对纱线强力或伸长率都具有积极影响。<br />
纺杯转速的提高及纺纱张力的增加会导致纱线<br />
负荷增加,使得纱线强力和伸长率下降。纱线<br />
伸长率下降的影响要比纱线强力下降的影响更<br />
大。这些纱线性能又会影响纱线的最大工作负<br />
荷。<br />
很明显,当粘胶纤维原料一定时,在同样的最<br />
大工作负荷水平下纺杯转速达到了最大(图4)。<br />
7
8 <strong>Rieter</strong> . LINK 52 . 1 /2008<br />
技术<br />
这表明在纺杯转速提高时,为了能吸收不断增<br />
加的纱线张力,最大纺杯转速会随纱线最大工<br />
作负荷而变化。也就是说,在下列其它条件不<br />
变的情况下<br />
·纱线支数<br />
·捻系数<br />
·高速时的最佳阻捻头<br />
·纤维支数<br />
·纤维长度<br />
纱线断裂的极限值至少取决于下列原料因素,<br />
也就是说这些因素是两种粘胶纤维最大纺杯转<br />
速差异的原因:<br />
·纤维强度<br />
·纤维伸长率<br />
·短纤维含量,也就是平均纤维长度<br />
·纤维抱合(纤维刚度)<br />
纱线质量下降的原因<br />
除了考虑最高纺杯转速外,也必须考虑到纺杯<br />
转速提高会导致纱线质量的下降。这至少有如<br />
下三个原因:<br />
1.纺杯转速提高会导致分梳辊出口(VA)和纺杯壁<br />
(VR)之间的速比差加大。<br />
2.单位时间内的纤维产量增加会导致纤维引导槽<br />
的定向故障。<br />
3.纺杯转速提高会导致纺纱张力更高,从而使纺<br />
纱过程中纱线与接触部件之间的摩擦加大。<br />
随着纺杯转速的提高,由于离心力的作用,纱<br />
线直径会减小,纱线密度会增大。而纱线支数<br />
不变时,根据纱线结构不同,纱线直径和纱线<br />
密度等纱线特性会影响织物手感和起毛起球<br />
性。因此,纺杯转速会对纱线特性、织物性能<br />
及生产成本产生影响。<br />
综述<br />
采用立达转杯纺纱机R 40加工SPV粘胶纤维时,纺杯<br />
转速可达130 000rpm,出纱速度可达175m/min。<br />
加工SPV粘胶纤维的最佳捻系数为αm 100-110。<br />
根据纱线特性不同,对于机织和针织纱线,建<br />
议采用捻系数105。试验证明,在转杯纺纱机<br />
R 40上加工粘胶纤维时,纳米4,Mima 1和Mima<br />
2阻捻头是实现最大纺杯转速的理想选择。采用<br />
Mima 1和Mima 2阻捻头可达到最佳的纱线均匀<br />
度。<br />
与另一种亚洲市场上具有可比性的粘胶纤维<br />
相比,产量可增加约13%,从而使纱线生产成<br />
本降低20%左右。SYS技术部门的Y / YP / TIS<br />
22 419研究摘要可从市场部获得,编号8-105。<br />
8-105 •<br />
Harald Schwippl<br />
技术部总监<br />
立达纺纱系统<br />
温特图尔<br />
harald.schwippl@rieter.com
新型紧凑型并条机SB-D 11<br />
SB-D 11为新型单眼并条机,不带自调匀整装置,出条速度可达<br />
1100m/min。作为世界上长度最短的单眼并条机,SB-D 11具有结构紧<br />
凑、棉条质量高及单位产量投资成本低的显著特点。<br />
图 1 RSB-D 11-新型<br />
并条机,不带自调匀<br />
整装置,出条速度达<br />
1 100m/min。<br />
图 2 世界上最短的单<br />
眼并条机<br />
混纺纤维的增长趋势要求纺纱厂增加并条道<br />
数,而这又会受到空间的限制。具有紧凑型结<br />
构尺寸的SB-D 11(图1)就是针对这种需求而特别<br />
研制的。<br />
全世界最短的单眼并条机<br />
与SB-D 40相比,SB-D 11的长度缩短了42%,是<br />
目前世界上最短的单眼并条机(图2)。其紧凑的<br />
结构使得设备投资、厂房、空调及照明等方面<br />
的成本都得到降低。<br />
更高的出条速度和效率<br />
由于SB-D 11的出条速度可达1 100m/min,这种<br />
新开发的并条机在生产线上可与RSB-D 40精确<br />
<strong>Rieter</strong> . LINK 52 . 1 /2008<br />
产品新闻<br />
配合使用。自动换筒装置确保了高度自动化运<br />
行。根据条筒规格不同,条筒进给装置可容纳<br />
多达2个空条筒。所配备的直径达1 000mm的大<br />
条筒可使效率达90%以上。<br />
先进的牵伸技术确保产品质量<br />
立达已在全球售出25 000多台并条机,在牵伸系<br />
统制造方面积累了丰富经验。SB-D 11采用倾斜<br />
式3上3下牵伸系统(图3),罗拉几何结构的优点<br />
久经应用验证,确保达到D 40系列并条机的卓越<br />
质量水平。主牵伸区带高精度沟槽的下罗拉和特<br />
殊形状的压力棒,确保精确的纤维导向。与其它<br />
生产商的同类产品相比,SB-D 11的皮辊直径较<br />
大,这可以使皮辊在运行时表面温度较低,确保<br />
了良好的运行性能和较长的使用寿命。<br />
吸风系统<br />
吸风系统可确保棉条清洁,并降低操作人员的<br />
劳动强度。皮辊上的清洁片间隙性抬起时,将<br />
积聚的污物和短纤维直接输送到吸风系统。棉<br />
条通过压缩空气生头进一步方便了操作人员的<br />
操作。<br />
受专利保护的棉条切断装置<br />
化纤及其混纺棉条要求使用棉条切断装置。<br />
SB-D 11完成这项工作时不需要额外的机构或传<br />
-42%<br />
SB-D 40<br />
SB-D 11<br />
9
10 <strong>Rieter</strong> . LINK 52 . 1 /2008<br />
产品新闻<br />
图 3 紧凑型立达牵伸系<br />
统带来卓越质量<br />
图 4 良好的操作性有<br />
助于操作和维护工作<br />
动。牵伸系统和压辊之间的细节被输送至圈条<br />
器下,并在换筒时细节处断裂。这种棉条切断<br />
装置已获得专利,是SB-D 11的标准配置。<br />
圈条器Cleancoil带来高品质<br />
出条速度很高时,圈条器会对棉条质量产生至<br />
关重要的影响。这正是带清洁装置的圈条器<br />
CLEANcoil的优势所在。CLEANcoil的棉条通道几<br />
何尺寸是一种专利技术,能够确保圈条时不产<br />
生意外牵伸。由于转盘下面采用特殊的蜂窝状<br />
结构,清洁周期可延长至7天,即便是加工要求<br />
苛刻的化纤原料。<br />
用于大容量条筒的创新型棉条喂入装置<br />
被动驱动滚筒喂入装置是SB-D 11的标准装置。<br />
和(R)SB-D 40一样,棉条喂入装置精确设计用<br />
于直径为1 000mm的条筒。条筒中心上方的附<br />
加引导环能够确保棉条始终位于中心而不会产<br />
生意外牵伸和故障。这样就能保持机器高效运<br />
转,并防止棉条断头进入条筒。<br />
大容量输送条筒的优势<br />
亚洲设计的双眼并条机所使用的条筒直径一般<br />
都不超过500mm,或在有些情况下条筒直径为<br />
600mm。而SB-D 11可使用直径达1 000mm、<br />
高度达1 500mm的条筒。这就意味着每台SB-D<br />
11每年能减少200 000次条筒搬运及棉条接头,<br />
从而大大降低操作人员劳动强度并提高产品质<br />
量。大容量条筒对后续加工也非常重要,例如<br />
精梳准备工序。当采用直径为1 000mm的条筒<br />
代替直径为500mm的条筒后,OMEGAlap的生产<br />
效率可提高8%。<br />
适应性广<br />
SB-D 11使用与(R)SB-D 40相同的上罗拉和圈条<br />
器,从而提高了生产灵活性,并降低了库存成<br />
本。SB-D 11显著特点就是其紧凑的结构设计使<br />
得操作、调节及维护工作能够简单、快速地完<br />
成(图4)。该机器还能够快速完成装配和调试。<br />
8-106 •<br />
Jürgen Müller<br />
并条机产品管理总监<br />
juergen.mueller@rieter.com
ComfoRo®转杯纱的广泛应用<br />
从纱线支数和纤维原料来看,转杯纺工艺的适用范围非常广。立达转<br />
杯纺纱机R 40能够方便经济地加工支数范围在Ne 3到Ne 60之间的纱<br />
线,其原料可采用棉、粘胶或化纤。<br />
图 1 在以转杯纱为<br />
原料的高品质产品<br />
的生产中,R 40和<br />
ComfoRo®可使生产<br />
工艺得到进一步优<br />
化。<br />
立达提供各种工艺部件,以满足各种应用需<br />
求:纺杯直径从26mm到57mm,纺杯凝聚槽设<br />
计也有各种变化;可改善毛羽、纱线特性或强<br />
力值的阻捻头进一步扩大了应用范围;还有不<br />
同类型的分梳辊用于加工不同原料及其混纺,<br />
也可用于产生花式纱效果,增加了产品的灵活<br />
性。立达还提供各种TWISTstop部件,以提高纺纱<br />
稳定性。这样就能确保针织纱要求的纺纱稳定<br />
性,即使在最小的捻度下。<br />
<strong>Rieter</strong> . LINK 52 . 1 /2008<br />
产品新闻<br />
适合终端产品的理想纱线<br />
转杯纺纱机R 40所生产的无痕接头纱线质量优<br />
异,有利于后道工序直至终端产品的生产。<br />
ComfoRo®转杯纱可根据特定的最终用途采用<br />
优化工艺纺制,纱线强力高,且非常均匀,使<br />
后道工序很少出现故障。因此后道工序的生产<br />
效率得到提高,同时操作人员也可管理更多设<br />
备。与用其它纱线制成的织物相比,采用ComfoRo®转杯纱生产出的织物疵点更少、表面更均<br />
匀、手感更舒适。<br />
所有纱线支数和纤维原料均能获得高产量<br />
加工短纤维或长度不均匀的长纤维时,转杯纺<br />
的优势非常明显,尤其是加工棉纤维时。技术<br />
先进的转杯纺纱机R 40配备了SC-R纺纱器,所生<br />
产的纱线具有卓越的质量和理想的纱线特性。<br />
R 40的应用范围非常广,从Ne 5到Ne 12的粗支<br />
牛仔纱,到Ne 12到Ne 16的毛巾用纱线,从用于休<br />
闲装或运动服的Ne 18到Ne 24的针织纱,到Ne 30或<br />
支数更高的针织纱。<br />
牛仔纱<br />
转杯纺纱机R 40生产牛仔纱的产量非常高:目前<br />
无论是采用立达全流程设备的大公司还是小型<br />
纺纱厂都能以230m/min以上的引纱速度生产Ne<br />
10的纱线。立达开发的TC纺杯,其凝聚槽特别<br />
适合于生产牛仔纱,即使是很高的引纱速度。<br />
这种纱线不易缠结,可使后道工序达到理想运<br />
行性能,例如绞纱染色。尤其是染色后绞纱很<br />
容易开松,不会导致停台。<br />
毛巾织物<br />
毛巾织物需要满足各种要求:因为受力较大,<br />
经纱必须具有低毛羽、高强力的特点。由于R 40所<br />
生产的纱线接头质量好且纱线强力高,这种纱<br />
线能够代替环锭纺纱线,在有些应用中甚至还<br />
可以代替合股环锭纱。<br />
11
12 <strong>Rieter</strong> . LINK 52 . 1 /2008<br />
产品新闻<br />
图 2 ComfoRo®转杯<br />
纱用于毛巾织物<br />
毛巾织物的纬纱要求毛羽少,以使喷气织机的<br />
耗气量最低。这种纱可采用带KS-NX阻捻头的R 40纺<br />
制,其毛羽为1-2mm的短毛羽,同时还可防止出<br />
现长毛羽。<br />
毛巾织物中的毛圈对纱线要求很高。纱线条干<br />
必须非常均匀且柔顺,以形成整洁、直立的毛<br />
圈。TC纺杯就具有这方面的优势。特殊的纺杯<br />
槽几何尺寸可确保纺制出条干均匀的纱线,即<br />
使是在纺杯转速非常高的情况下。由于纤维在<br />
纱线中得到充分集聚,在洗涤、后整理或日常<br />
使用过程中纱线中的纤维不会损失。因此,即<br />
便经过反复洗涤,仍可保持高品质、结构清晰<br />
的织物外观。<br />
针织纱<br />
转杯纺纱机R 40以高产量生产柔软的针织棉纱<br />
而著称。500头R 40每小时生产的Ne 24纱线产<br />
量可满足400件polo衬衫的生产,而每小时生产<br />
的Ne 30纱线产量则能满足480件T恤衫的生产。<br />
R 40所生产的针织纱在针织生产中的良好运行<br />
性能及简单的后整理要求使得生产优质针织衫<br />
的经济性大大提高。这也是多达500个SC-R纺纱<br />
器的立达R 40在土耳其成为市场领导者的原因之<br />
一。<br />
粘胶纱<br />
自从R 40推出以来,生产粘胶纱一直是其主要应<br />
用领域。目前生产Ne 30纱线的引纱速度通常可<br />
达到185m/min或更高。所采用的纺杯为31mm。<br />
专门开发用于纺制粘胶纱的29mm纺杯目前正处<br />
于试验阶段。这种纺杯可在能耗相同的情况下<br />
达到更高产量。采用R 40生产粘胶纱的客户遍布<br />
世界各地,从巴西到欧洲和土耳其,从印度到<br />
印尼和越南。<br />
化纤纱<br />
高品质涤纶纱的需求日益增长,例如应用于产<br />
业用纺织品。R 40在这方面的优势也非常突出:<br />
针对化纤加工进行了特别优化的SPEEDpass分梳<br />
单元,与Mima 1阻捻头相结合,即可在R 40上<br />
成功生产化纤纱,纺纱过程中的整理剂沉积也<br />
可消除或降为最少。在配备SC-R纺纱器的R 40上<br />
加工特殊涤纶纤维也是毫无问题的,例如带抗<br />
过敏(银离子)或阻燃整理剂的低起球涤纶纤维,<br />
所生产出的ComfoRo®涤纶纱具有无可比拟的纱<br />
线均匀度及极高的强度。<br />
后道工序经济性更高<br />
ComfoRo®转杯纱在后道工序加工过程中具有极<br />
好的运行性能。R 40所生产的纱线采用最新清<br />
纱器进行监测。上蜡装置采用大容量蜡块,确<br />
保针织纱的上蜡均匀性,并降低其摩擦系数。<br />
R 40生产的大卷装纱线重量可达6kg,可直接用<br />
于针织机加工而无需再进行络筒,从而避免了<br />
纱线受到损伤。而对于其它纺纱工艺而言,为<br />
了清除纱线疵点、给纱线上蜡或增加纱线长度,<br />
一般都要进行络筒工序。因此,采用ComfoRo®转<br />
杯纱可降低后道工序运行成本、提高机器效率<br />
和产量。<br />
织造准备<br />
在织造准备过程中,R 40所生产的卷装的精确<br />
纱线长度非常适合于整经筒子架。退绕速度为<br />
600到1 100m/min之间时,在各种整经筒子架上<br />
都可实现无故障卷装退绕。精确的长度使得卷<br />
装上毫无纱线浪费,从而使织造厂在络筒成本<br />
或卷装废纱方面达到成本节约。
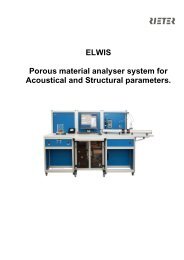
图 3 R 40上的<br />
AEROpiecing®气<br />
动接头技术能<br />
够确保生产无<br />
疵点纱线<br />
10.6 cm<br />
AEROpiecing气动接头<br />
开始 结束<br />
传统自动接头<br />
两种纱线:支数Ne 30,捻<br />
系数α e = 4.6<br />
ComfoRo®转杯纱的毛羽可通过采用合适的纺纱<br />
助剂进行选择性调节,从而减少浆料用量,而<br />
且即使产量超过70m/min时,上过浆的纱线在织<br />
造过程中的开口性能也非常好。<br />
降低能耗<br />
纱线确定的毛羽状态有助于降低喷气织机引纬<br />
过程中的能耗成本。由于引纬造成的停台以及<br />
经纱断头造成的停台都很少发生,使得操作人<br />
员能够管理更多织机。ComfoRo®转杯纱的另一<br />
个显著特征是减少了开口及打纬过程中纤维磨<br />
损造成的飞花和脏污,从而延长了维护周期,<br />
增加了产量。<br />
后整理方面的技术专长<br />
欧美的后整理技术人员在转杯纱织成的织物染<br />
色方面具有丰富经验。他们对强化织物手感及<br />
服用性能的后整理配方、设备、化学药品、周<br />
期及温度都非常了解。<br />
比例尺 2 mm<br />
<strong>Rieter</strong> . LINK 52 . 1 /2008<br />
产品新闻<br />
接头继续<br />
然而,如果没有这方面的技术专长,而对转杯<br />
纱织物采用和环锭纱织物同样的处理方法,就<br />
可能导致非常差的织物质量。立达通过其在从<br />
纤维到纱线直至织物等各领域与其合作伙伴开<br />
展合作,为客户提供技术支持。在“ComfoRo”这<br />
个产品范畴下,立达与织造准备、机织及针织<br />
设备制造、后整理等领域内经验丰富的国际化<br />
合作伙伴开展合作,与他们一起研究如何优化<br />
配置转杯纱在后道工序中的进一步加工。必要<br />
时立达还可提供工厂现场咨询服务。这种强强<br />
合作确保了客户获得财务成功和竞争优势。<br />
8-107 •<br />
Stefan Weidner-Bohnenberger<br />
转杯纺产品管理总监<br />
<strong>Rieter</strong> Ingolstadt GmbH<br />
stephan.weidner-bohnenberger@rieter.com<br />
13
14 <strong>Rieter</strong> . LINK 52 . 1 /2008<br />
产品新闻<br />
最长的环锭细纱机和紧密纺纱机<br />
经过了最初的运行经验积累阶段,第一批安装的环锭细纱机G 35和<br />
紧密纺纱机K 45如今在纺纱厂的运行情况都非常令人满意,在质量<br />
稳定性、运行性能、应用灵活性及经济性等方面都创造出新水平。<br />
图 1 全 世 界 两 百 多<br />
万锭立达紧密纺纱锭<br />
的成功运行增强了对<br />
K 45所采用的带孔金<br />
属吸风鼓解决方案的<br />
信心<br />
图 2 新一代紧密纺纱<br />
机K 45的集聚单元中<br />
的吸风插件和气流导<br />
向装置等工艺部件得<br />
到了进一步优化<br />
在Link第50期中曾首次详细介绍过环锭细纱机<br />
G 35和紧密纺纱机K 45。本文首先介绍这两种<br />
机器的技术和工艺特点,然后介绍一下第一批<br />
安装的机器在工厂实际运行中所获得的经验。<br />
环锭细纱机G 35的技术特点<br />
传统环锭细纱机G 35在技术方面的发展主要集中<br />
在纺纱几何学的优化上,以改善纺纱稳定性和<br />
运行性能。这些目标主要通过调整牵伸系统中<br />
的上销、改变纺纱角及减少纱线导程来达到。<br />
紧密纺纱机K 45的技术特点<br />
紧密纺纱机K 45目前在世界各地有两百多万锭紧<br />
密纺纱锭处于运行中,其良好的运行状况增强<br />
了对K 45所采用的带孔金属吸风鼓解决方案的信<br />
心(图1)。同时集聚单元的吸风插件及气流导向<br />
装置等部件还发现了进一步优化的潜力。集聚<br />
区工艺部件也得到了进一步发展,以应用在新<br />
一代机器上。吸风插件经过了重新设计,在空<br />
气动力学性能方面得到了改善(图2)。<br />
传统环锭细纱机和紧密纺纱机的锭距一般都采<br />
用70mm或75mm。两种锭距的设计都可在纱线<br />
支数方面获得较高的灵活性:<br />
70 mm 锭距: Ne 12 - 160<br />
75 mm 锭距: Ne 4.5 - 100 (紧密纺纱机K 45从Ne<br />
10开始)<br />
粗支纱范围<br />
由于管纱和纱管在SERVOdisc运输送系统上“交<br />
错”排列,锭距为75mm的机器上可使用直径达<br />
54mm的钢领(图3)。管纱最大重量为155g。该特<br />
性尤其令生产牛仔纱的厂家非常感兴趣。<br />
优化的纺纱厂布局<br />
目前很多新项目设计时一般会考虑同时安装传统<br />
环锭细纱机和紧密纺纱机,以灵活应对纱线市场<br />
变化。这就促使立达设计出了锭数最多的紧密纺
图 3 由于管纱和纱管<br />
在SERVOdisc运输送系<br />
统上“交错”排列,锭距<br />
为75mm的机器在生产<br />
粗支纱时可使用直径达<br />
54mm的钢领。<br />
图 4 ISM单锭监测系统<br />
可使每个断头接头的<br />
步行距离减少为平均<br />
42米<br />
纱机。第一批长机型机器安装完成后,传统环锭<br />
细纱机G 35与目前最长的1 632锭紧密纺纱机<br />
K 45并行排列进行生产。<br />
ISM单锭监测系统<br />
机器越长,纱锭监测系统及对操作工的有效指<br />
引就越重要(图4)。如果安装了每台1 632锭的<br />
10台环锭细纱机,沿着机器每侧进行断头巡视<br />
操作人员所需走过的距离为1 200米。ISM(单锭<br />
监测)系统通过三级指示灯引导系统向操作人员<br />
<strong>Rieter</strong> . LINK 52 . 1 /2008<br />
产品新闻<br />
直接表明问题锭子的位置。指标灯引导系统的<br />
三级为:<br />
第一级:车头/车尾的信号灯<br />
第二级:每节的信号灯<br />
第三级:锭子处的信号灯<br />
信号灯闪烁 = 锭子打滑<br />
信号灯持续亮 = 断头<br />
ISM单锭监测系统可使上例中每个断头接头的步<br />
行距离减少为平均42米,大大降低了操作人员<br />
的劳动强度并提高了机器的生产效率,体现出<br />
ISM系统的良好经济性。当然,要想提高纱线质<br />
量,对统计结果进行分析并快速发现问题锭子<br />
也是非常重要的。<br />
使用情况<br />
截至本期Link杂志发行之日,约有300台长机型<br />
环锭细纱机和紧密纺纱机已交付客户。这些机<br />
器中有200多台已投入使用。<br />
环锭细纱机G 35<br />
2007年初,第一批安装于韩国Gwangju的Ilshin公<br />
司的42台环锭细纱机G 35已投入使用。这些集<br />
成化立达设备用于生产精梳棉纱,纱支范围为<br />
Ne 20-40。<br />
仅在几年前,长度超过62米的机器都有一个<br />
显著特征,就是车头位于800锭处的位置。如<br />
今,1 632锭的长机器则在中间采用了附加牵伸<br />
系统驱动。立达机器采用中间驱动中下罗拉,<br />
以降低罗拉扭矩。在生产运行过程中,这一驱<br />
动对提高纺纱稳定性及改善运行性能起到了很<br />
大作用。Ilshin公司纺制Ne 40纱线时的锭速为<br />
22 000rpm。落纱及运行过程中的断头率非常<br />
低,甚至低于Ilshin公司的预期。<br />
15
16 <strong>Rieter</strong> . LINK 52 . 1 /2008<br />
产品新闻<br />
图 5 2007年初,<br />
第一批安装于韩国<br />
Gwangju的Ilshin公<br />
司的42台环锭细<br />
纱 机 G 35已 投 入<br />
使 用 。 图 中 机 器<br />
为 1 6 3 2锭 的 环<br />
锭 细 纱 机 G 35。<br />
照 片 拍 摄 得 到 了<br />
Ilshin公司的许可<br />
和配合。<br />
图 6<br />
图 7<br />
气流量 [l/min]<br />
纱线强度 cN/tex及CVm%<br />
K 45(1 632锭)的气流量<br />
180<br />
160<br />
140<br />
120<br />
100<br />
80<br />
60<br />
40<br />
20<br />
0<br />
27<br />
25<br />
23<br />
21<br />
19<br />
17<br />
15<br />
13<br />
11<br />
9<br />
7<br />
0 100 200 300 400 500 600 700 800<br />
吸风管道 集聚位置的“气流量+”<br />
K 45整个机器长度上的测量结果<br />
Ne 30,100%精梳棉纱<br />
1. 锭 816 锭 1 632 锭<br />
条干不匀率<br />
纱线毛羽<br />
纱线强度<br />
5<br />
4.5<br />
4<br />
3.5<br />
3<br />
2.5<br />
2<br />
1.5<br />
1<br />
0.5<br />
0<br />
乌斯特毛羽<br />
紧密纺纱机K 45<br />
对于长度超过60米的机器,专家们经常提到的<br />
一个问题就是保持吸风管的气流量稳定,尤其是<br />
集聚区吸风管的气流量稳定。土耳其Topkapi纺纱<br />
厂对K 45吸风管中的气流状态进行了测试。图<br />
6中的上线(蓝色)记录了沿着吸风管长度方向与<br />
空气动力相关的气流量增加。下线(黄色)记录了<br />
集聚区吸风管中与工厂相关的气流量。<br />
沿长度方向的气流量变化基本与上线平行,但<br />
由于机器采取了特殊措施,沿机器长度方向不<br />
同吸风口位置测量得到的气流量基本是稳定<br />
的。图7为Topkapi纺纱厂使用的1 632锭紧密纺<br />
纱机所产纱线的测量结果。从机器的第一节到<br />
最后一节,所产纱线的条干、强度和毛羽都基<br />
本保持稳定。<br />
新的质量水平<br />
立达新一代环锭细纱机使纺纱厂在质量稳定<br />
性、运行性能、灵活性及经济性等方面都达到<br />
了新标准。工厂实际运行证明,立达机器所采<br />
用的机械与空气动力学方面的改进确保了所有<br />
1 632锭都处于稳定的纺纱状态中。 8-108•<br />
Bert Rusch<br />
立达纺纱系统<br />
温特图尔<br />
albert.rusch@rieter.com
18 <strong>Rieter</strong> . LINK 52 . 1 /2008<br />
产品新闻<br />
图 3 采用专利技术的<br />
RD涂层立达纺杯<br />
图 4 立达新一代纳米<br />
6和纳米8阻捻头<br />
XR涂层即开发用于解决这一问题。其特点为非<br />
常高的耐磨性,因为其表面硬度非常高,且涂<br />
层为纳米结构。特殊的表面光整加工使其表面<br />
粗糙度可与没有经过涂层处理的针布相媲美。<br />
均匀的涂层结构使得整个使用寿命期内阻捻头<br />
表面都能一直保持非常光滑的、对纤维具有保<br />
护作用的状态。这就确保了稳定的纺纱条件。<br />
立达纺杯的RD涂层可提高质量稳定性<br />
“RD”代表“<strong>Rieter</strong> Diamond”(立达金刚石)。立达<br />
纺杯采用了独家专利技术RD涂层(图3)。多层金<br />
刚石涂层的系统化结构使得纺杯壁和纺杯槽具<br />
有不同的表面结构。这不仅有助于纺纱工艺;<br />
金刚石层的巧妙结构还能确保纺杯寿命至少与<br />
BD涂层纺杯相同。RD涂层还确保其整个使用寿<br />
命期内都能保持稳定的工艺性能。新型涂层的<br />
应用领域与BD涂层相同。创新型加工工艺确保<br />
RD纺杯成本比BD纺杯成本更低。<br />
新一代纳米6和纳米8阻捻头<br />
纺纱稳定性和纱线特性基本上取决于纱线毛<br />
羽,因此受到阻捻头设计的很大影响。众所周<br />
知,在阻捻头上开槽是非常有效的方法。毛羽<br />
和纺纱稳定性取决于开槽的数量、尺寸、形<br />
状、位置、以及这些参数与阻捻头半径及表面<br />
握持的配合,即与纱线之间的摩擦系数。纳米<br />
6和纳米8阻捻头达到了这些参数之间的理想配<br />
合,其目标是进一步系统开发特定应用领域(图<br />
4)。<br />
材料应用和生产技术方面的优化进一步完善了<br />
新一代阻捻头。所采用的新型材料技术及表面<br />
结构能够减少最高产量时的磨损并将纤维损伤<br />
降到最小。公差最小的精确生产技术使产品质<br />
量始终保持高品质。 8-109•<br />
Hans Speich<br />
立达纺纱系统<br />
零备件部<br />
hans.speich@rieter.com<br />
Jörg Feigl<br />
立达纺纱系统<br />
零备件部<br />
joerg.feigl@rieter.com
立达在中国的80年发展历程<br />
立达在中国开展业务已有80多年的历史。自民国时期1927年在中国<br />
售出第一批机器直到今天的成功,立达走过了漫长的道路。Roger<br />
Naef回顾了这一发展历程。<br />
图 1 自信胜任、积极<br />
向上的员工是立达成<br />
功的关键因素<br />
历经了在中国80多年的起伏发展之后,如今立<br />
达再次走到了转折点:多年的努力使得立达在<br />
中国取得了成功,但2008年立达也面临一些困<br />
难。<br />
<strong>Rieter</strong> . LINK 52 . 1 /2008<br />
立达专栏<br />
系统供应商<br />
立达目前取得的成功及对未来的信心均基于中<br />
国的市场状况。纺织产业已经转移至亚洲,其<br />
中中国和印度最具吸引力。在过去两年中,仅<br />
在中国每年就新安装了约1千万锭的纱锭及辅<br />
助设备,此外,工厂设备更新方面还有大量需<br />
求。市场形势的新发展,例如新的客户群体、<br />
环境问题及不断增长的成本都需要最先进的设<br />
备。作为系统供应商,立达能够提供最合适的<br />
产品,完全满足这些需求(图1)。<br />
最初的商业活动<br />
立达在中国的第一笔业务非常激动人心,其占<br />
领中国市场的努力可追溯到很久以前:第一批<br />
设备早在1927年即运往中国。但是20世纪中<br />
叶动荡的世界局势阻止了立达在中国的进一步<br />
发展。直到1974年立达在中国市场的业务才重<br />
新展开,当时交付了80台精梳机及精梳准备设<br />
备。<br />
1978年,立达向大连出售了全套环锭纺纱设<br />
备。通过收购Ernest Scragg & Sons公司,立达于<br />
1982年在香港建立了其在中国的第一个分支机<br />
构。20世纪80年代中期对Schubert & Salzer公司<br />
的收购则进一步增强了立达在OE设备领域的市<br />
场份额。在接下来的几年中,立达向中国售出<br />
了大量全套设备。<br />
然而,与其它欧洲供应商的发展理念不同,立<br />
达在20世纪90年代初就决定不采取授权销售<br />
方式,而是追求在中国的进一步有机增长:<br />
1991年立达在北京和上海成立销售公司。<br />
19
20 <strong>Rieter</strong> . LINK 52 . 1 /2008<br />
立达专栏<br />
图 2 立达中国公司的<br />
年轻一代员工正在努<br />
力取得新的成功<br />
合资企业<br />
然而,要求与中国企业开展合作的压力依然很<br />
大,致使立达于1994年与经纬成立合资公司(经<br />
纬是中国目前最大的国产纺纱设备供应商)。<br />
然而,经过几年的动荡发展之后,由于合作双<br />
方在目标和预期方面的分歧,1998年合资公司<br />
出现裂痕。当时很多领域的合资公司都存在目<br />
标分歧,而不仅仅是纺织机械行业。立达和经<br />
纬的合作出现问题的另一个外部原因是20世纪<br />
90年代中期中国政府实施了严格的大规模压锭<br />
措施,要将锭数压缩为1千万锭。<br />
收购ICBT<br />
2001年,立达收购了法国ICBT集团,该集团<br />
主要从事化纤生产设备的研发和制造。收购<br />
后立达接管了ICBT在中国常州的一家小型生<br />
产企业。该工厂距上海约两小时车程,拥有<br />
10 000m 2 生产车间及约120名员工。当时常州工<br />
厂主要组装生产供应中国市场的设备,并为法<br />
国ICBT公司采购元件。收购ICBT后不久立达即开<br />
始了在常州工厂生产纺纱设备的项目。最初生<br />
产运行的特征就是“反复试验和修正”。在远东建<br />
立加工企业的问题也逐渐明显:欧洲与中国职<br />
员的合作及权利分配、保护知识产权与技术交<br />
流的矛盾、文化差异等等;随着中国经济的快<br />
速发展,当地的问题也越来越突出。<br />
改变产品组合<br />
2004年,立达开始了其雄心勃勃的战略重新定<br />
位,对常州工厂进行系统化快速扩张,以开发<br />
和制造针对中国市场的纺纱设备。2006年,立<br />
达出售了持续亏损的化纤业务,常州工厂也因<br />
此获得了更多的纺纱设备生产设施。<br />
全面重组<br />
基于业务流程将公司全面重组为纯粹的功能性<br />
组织带来预期的转折。如今,截至2008年,常<br />
州工厂已拥有超过30 000m 2 的生产厂房及500多<br />
名员工,发展势头迅猛。除了制造部门,其它<br />
业务部门也取得了重大发展:产品研发、采<br />
购、物流和人力资源(图2),同时还引入了最先<br />
进的IT系统。<br />
发展亮点<br />
常州工厂扩张的亮点之一就是建立了钣金生产<br />
车间,在降低生产成本的同时仍可保持立达产<br />
品的最高质量标准。常州的产品研发部门已经<br />
融入欧洲研发团队。这种合作关系为很多合作<br />
项目带来了成功,既包括在欧洲进行的新产品<br />
开发,也包括针对中国市场的机器改造和新产<br />
品研发。
图 3 除了建立工厂,<br />
立达也参加很多本地<br />
展会。<br />
虽然这些机器不在中国生产,但是明确的业务<br />
模式以及销售和市场方面专业人才的培养是取<br />
得成功的前提。常州工厂已经发展成为可靠性<br />
高、经济性好的制造企业,为中国市场提供质<br />
量水平决不亚于欧洲制造的纺织机械和零部<br />
件。<br />
然而,成功的背后也暴露出一些缺点:举例来<br />
说,常州缺乏制造深度不断成为制约性因素。<br />
培养当地员工进入管理层和技术部门也比预期<br />
要花更长时间。<br />
<strong>Rieter</strong> . LINK 52 . 1 /2008<br />
立达专栏<br />
积极展望<br />
长远来看,中国的发展前景良好,包括纺织市<br />
场前景。中国人的购买力也会不断增强,尤其<br />
是不断提高的中产阶级的购买力;质量和品牌<br />
意识仍处于初级阶段,但毫无疑问这种意识正<br />
在增强。这就为立达在中国取得进一步成功展<br />
示了美好前景。<br />
但是,近期也有很多问题阻碍了持续发展:例<br />
如棉花价格上涨、产能过剩、人民币升值、限<br />
制性信贷政策以及中国纺织品出口市场的不确<br />
定性。这些因素尤其导致了今年的市场下滑。<br />
然而,即便在困难的市场环境中还是有很多机<br />
会:工厂设备的更新势在必行或已在进行当<br />
中,因为设备更新是中国纺织企业取得成功的<br />
重要前提。立达有合适的产品来满足这一需求<br />
(图3)。<br />
立达在中国的长期发展目标为:持续扩大产<br />
能,增加制造深度,培养产品研发、销售、市<br />
场营销及服务方面的专业人才。与中国20世纪<br />
80年代的市场动荡相比,目前的发展势头还是<br />
很好的:今天的成功及对过去经验教训的总结<br />
使我们有理由对未来发展充满信心。 8-110•<br />
Roger Naef<br />
市场部总监<br />
立达纺织系统中国<br />
roger.naef@rieter.com<br />
21
22 <strong>Rieter</strong> . LINK 52 . 1 /2008<br />
事件<br />
ITMA亚洲展会上纺织领域<br />
的世界纪录<br />
2008年盛夏的中国:四种保持世界纪录的立达机器首次在新的舞台<br />
上亮相——08上海CITME和ITMA亚洲联合展览会。<br />
图 1 充满魅力的模特在<br />
展台现场展示立达纱线<br />
ITMA是全球最大的国际纺织机械展览会,也<br />
被称为纺织机械行业的“奥林匹克运动会”。自<br />
1951年以来,ITMA每四年举办一届,正如奥运<br />
会一样。ITMA亚洲展会于2001年和2005年在新<br />
加坡成功举办。中国国际纺织机械展览会CITME于<br />
1988年首次在北京举办。<br />
ITMA亚洲展会在中国<br />
今年ITMA亚洲展会首次在中国举行(图1)。名<br />
为“ITMA Asia + CITME 2008”的ITMA与CITME联合展<br />
会于2008年7月27日打响第一枪。超过1 000家<br />
国际和中国纺织机械制造商在130 000多平方米<br />
的展区内展示了创新产品。<br />
展会筹备<br />
立达针对本次展会的详细规划早在2007年慕<br />
尼黑ITMA展会两周后即正式启动并确定了工<br />
作进程。由六人组成的展会实施团队开始进行<br />
规划。展会主办方确定展台面积后,我们即于<br />
2007年12月与搭建商合作进行了展台的详细规<br />
划。<br />
用于此次展会展出的机器于2008年3月进行了运<br />
行测试,以便在最为苛刻的环境条件下达到最<br />
佳运行状态,因为展厅不具备像纺纱车间那样<br />
理想的空调条件。<br />
2008年5月初,我们对棉条、精梳棉卷和粗纱管<br />
进行了精心包装,以保证在长途海运过程中同<br />
展出机器一起完美无损地运抵中国。展品到达<br />
中国后,由机器安装负责人Jürg Fürer带领的经验<br />
丰富的专家团队在上海展会现场以最快速度完<br />
成了机器安装。
图 2 ITMA展台上展出<br />
的梳棉机C 60<br />
图 3 每分钟500钳次的<br />
精梳机E 76成为ITMA亚<br />
洲展会上的焦点<br />
创世界纪录的机器运行性能<br />
立达机器不负众望创造出多项世界纪录,这不<br />
仅只有文字记录,还生动地展示在挑剔的参观<br />
者面前。C 60、E 76、K 45和R 40等机器都是世<br />
界纪录保持者。<br />
梳棉机C 60展示了强大的机器性能:大型条筒在<br />
出条端旋转,锡林始终处于运行状态,去除所<br />
有杂质和尘杂颗粒,产量可达240kg/h,棉条质<br />
量卓越。得益于其1.5米的工作宽度,C 60可轻<br />
松达到最佳运行性能(图2)。<br />
Nadia Qaud<br />
ITMA项目经理<br />
短纤纺纱系统市场部<br />
温特图尔<br />
nadia.qaud@rieter.com<br />
<strong>Rieter</strong> . LINK 52 . 1 /2008<br />
事件<br />
精梳机E 76始终以领先于其它竞争对手的优势<br />
居于精梳领域的领导地位。精梳系统的8人团队<br />
及其高效运行使立达在精梳领域始终处于领先<br />
地位。每分钟500钳次和高达74kg/h的产量备受<br />
推崇。当然也不能忘记精梳准备系统团队的功<br />
劳,条并卷联合机OMEGAlap和UNIlap与精梳机<br />
的完美配合是实现高效运行的必要条件(图3)。<br />
长度为68米的1 632锭卡摩纺纱机K 45是世界上<br />
最长的紧密纺纱机,也在上海展会展出。K 45总<br />
是遥遥领先于其他环锭纺纱机,并且是世界上第<br />
一种可生产多种COM4®紧密纱的机器。一台K 45机<br />
器可同时生产六种不同的COM4®纱线——无可比<br />
拟的生产灵活性。而且K 45的能耗也更低。<br />
多达500头的全自动转杯纺纱机R 40也引领了现<br />
代纺纱竞赛:在70.5米的长度上,纺纱、清洁<br />
和卷绕同时进行。生产每公斤纱线的低能耗无与<br />
伦比。R 40生产的具有卓越接头质量的ComfoRo®转<br />
杯纱为未来发展设定了标准。在产量和经济性<br />
方面,R 40同样是转杯纺纱机的重要领导者。<br />
在R 40的整个机器长度上纺杯速度都可达到<br />
160 000rpm,出纱速度可达270m/min。<br />
并条机SB-D 11在空间需求和生产性能方面同<br />
样也无可匹敌。所有立达机器的运行数据都由<br />
SPIDERweb纱厂监控系统进行记录和分析。立达<br />
COM4®卡摩纱和ComfoRo®转杯纱备受瞩目。<br />
8-111•<br />
23
www.rieter.com<br />
<strong>Rieter</strong> Machine Works Ltd.<br />
Klosterstrasse 20<br />
CH-8406 Winterthur<br />
T +41 52 208 71 71<br />
F +41 52 208 83 20<br />
sales.sys@rieter.com<br />
<strong>Rieter</strong> South America<br />
Com Imp Exp e Repr. Ltda<br />
Rua Henri Dunant 137 Conj E<br />
Chacara Sto Antonio<br />
BR - 04709-110 São Paulo SP<br />
T +55 11 51814977<br />
F +55 11 51812568<br />
上海ITMA Asia + CITME 2008立达团队——时刻为客户服务<br />
<strong>Rieter</strong> Ingolstadt GmbH<br />
Friedrich-Ebert-Strasse 84<br />
DE-85055 Ingolstadt<br />
T +49 841 95 36 01<br />
F +49 841 95 36 895<br />
<strong>Rieter</strong> Corporation<br />
PO Box 4383<br />
BUS I 85 and SC 9<br />
Spartanburg, SC 29305<br />
United States of America<br />
T +1 864 5825466<br />
F +1 864 5851643<br />
<strong>Rieter</strong> CZ a.s.<br />
Čs. armády 1181<br />
CZ-56215 Ústí nad Orlicí<br />
T +420 465 557 232<br />
F +420 465 557 226<br />
立达纺织机械(上海)有<br />
限公司<br />
中国上海娄山关路83号<br />
新虹桥中心大厦12楼<br />
邮编: 200336<br />
电话: +86 21 6236 8013<br />
传真: +86 21 6236 8012<br />
<strong>Rieter</strong> India Pvt Ltd<br />
65 & 66 A Wing Mittal Court<br />
Nariman Point<br />
IN - 400021 Mumbai<br />
T +91 22 22840606<br />
F +91 22 22820002<br />
<strong>Rieter</strong> Textile Machinery<br />
Trading and Service Ltd<br />
Polat Plaza 4 Blok K9-10<br />
Ali Kaya Sok<br />
TR - 80620 Istanbul Levent<br />
T +90 212 2806500<br />
F +90 212 2809123