MAINTENANCE MANUAL - Meritor
MAINTENANCE MANUAL - Meritor
MAINTENANCE MANUAL - Meritor
- No tags were found...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
<strong>MAINTENANCE</strong> <strong>MANUAL</strong>MS - 113Differential AxleEdition october/11
Index1 - Notes to Technical Assistance............................................................................ 032 - Exploded View MS-113....................................................................................... 043 - Exploded View MS-113 Plus............................................................................... 054 - Introduction.......................................................................................................... 065 - Removal and disassembly................................................................................... 076 - Prepare Parts for Assembly................................................................................. 137 - Assembly and Installation.................................................................................... 218 - Torque Specifications.......................................................................................... 359 - Lubrication........................................................................................................... 3610 - Towing Instructions.............................................................................................. 3811 - Special Tools....................................................................................................... 4012 - Failures and Causes............................................................................................ 41<strong>MAINTENANCE</strong> <strong>MANUAL</strong>
Notes about Technical AssistanceBefore you BeginHazard Alert Messages and TorqueSymbolsCAUTIONThis manual includes the modelsMS-113 AND MS-113 Plus.This manual provides instructionsfor <strong>Meritor</strong>’s model MS-113 andMS-113 Plus single-reduction rearaxle.1. Read and understand all instructionsand procedures beforeyou begin to service components.2. Read and observe all Warningand Caution hazard alert messagesin this publication. They provideinformation that can helpprevent serious personal injury,damage to components, or both.3. Follow your company’s maintenanceand service, installation,and diagnostics guidelines.4. Use special tools when requiredto help avoid serious personalinjury and damage to components.WARNINGCAUTIONTORQUEOBSERVATIONA Warning alerts youto an instruction orprocedure that youmust follow exactly toavoid serious personalinjury and damageto components.A Caution alerts youto an instruction orprocedure that youmust follow exactlyto avoid damage tocomponents.This symbol alertsyou to tighten fastenersto a specifiedtorque value.An OBSERVATIONsupply informationsand suggestionsthat will help you toprovide propper technicalassistance to acomponente.<strong>MAINTENANCE</strong> <strong>MANUAL</strong>3
Exploded View MS-1131- Locknut, M32 x 1.5 13- Inner Bearing Cap 25- Side Gear2- Fork 14-Differential Case 26- Differential Pinion Shaft3- Seals4- Screws, M5 x 1,0 16- Cotter Pins15- Differential Cap Capscrew,M14 x 2.05- Lock Plate 17- Thrust Washer27- Differential Halve28- Differential Case Capscrew,M14 x 1.7529- Differential-to-HousingCapscrew, M12 x 1.75 x 606- Pinion Case 18- Thrust Washer30- Differential-to-HousingCapscrew, M12 x 1.75 x 307- O-Ring 19- Adjusting Ring 31- Breather8- Outer Bearing Cap 20- Bearing Cap 32- Axle Housing9- Outer Bearing Cone 21- Bearing Cone 33- Fill Plug10- Drive Pinion 22- Ring Gear 34- Drain Plug11- Shim23- Differential Halve — RingGear Side12- Inner Bearing Cone 24- Thrust Washer35- Axle Shaft4 <strong>MAINTENANCE</strong> <strong>MANUAL</strong>
Exploded View MS-113 Plus1- Locknut, M32 x 1,5 13- Inner Bearing Cone 25- Side Gear2- Fork 14- Differential Cage 26- Differential Pinion Shaft3- Seals4- Screws, M5 x 1,0 16- Cotter Pins15- Differential Cap Capscrew,M14 x 2.05- Lock Plate 17- Thrust Washer27- Differential Halve28- Differential Case Capscrew,M14 x 1.7529- Differential-to-Housing Capscrew,M12 x 1.75 x 606- Lock Plate 18- Thrust Washer30- Differential-to-Housing Capscrew,M12 x 1.75 x 307- O-Ring 19- Adjusting Ring 31- Breather8- Outer Bearing cap 20 -Bearing cap 32- Axle Housing9- Outer Bearing Cone 21- Bearing Cone 33- Fill Plug10- Drive Pinion 22- Ring Gear 34- Drain Plug11- Shim23- Differential Halve — RingGear Side12- Inner Bearing Cone 24- Thrust Washer35- Axle Shaft<strong>MAINTENANCE</strong> <strong>MANUAL</strong>5
Introduction<strong>Meritor</strong>’s model MS-113 and MS-113 Plus single-reductionrear axle have a single-reductiondifferential, which is front-mounted into the axlehousing. Figure 1.1. The differential has a hypoiddrive pinion and ring gear set. Bevel gearsare used in the differential assembly. All bearingsin the differential are tapered roller bearings.When the differential operates, there is normaldifferential action between the wheels all thetime.WARNINGTo prevent serious eye injury, always wearsafe eye protection when you perform vehiclemaintenance or service.Park the vehicle on a level surface. Block thewheels to prevent the vehicle from moving.Support the vehicle with safety stands. Do notwork under a vehicle supported only by jacks.Jacks can slip and fall over. Serious personalinjury and damage to components can result.Use a brass or leather mallet for assembly anddisassembly procedures. Do not hit steel partswith a steel hammer. Pieces of a part can breakoff and cause serious personal injury.1 - ADJUSTING RING2 - DIFFERENTIAL3 - RING GEAR AND DRIVE PINION4 - TAPERED ROLLER BEARING5 - TAPERED ROLLER BEARING6 - HOUSING7 - SIDE GEAR8 - COTTER PINFigure 1.1RemovalAxle Shafts from the Axle Assembly1. Park the vehicle on a level surface. Block thewheels to prevent the vehicle from moving.2. Raise the rear end of the vehicle so that therear wheels are off the ground. Support thevehicle with safety stands. Figure 2.1.3. Place a drain pan under the rear axle.4. Remove the drain plug from the bottom of theaxle housing. Drain the lubricant from the assembly.Install the drain plug and tighten it to35 lbs.ft minimum.5. Disconnect the driveline universal joint fromthe pinion input Fork on the differential. Figure2.2.1 - SAFETY STANDSFigure 2.16 <strong>MAINTENANCE</strong> <strong>MANUAL</strong>
Removal and disassemblyEASY SERVICE6. Remove the capscrews from the flanges ofboth axle shafts. Figure 2.3.7. Mark each axle shaft before you remove itfrom the axle assembly.SERIE WINGPERMALUBE1 - CAPSCREW2 - AXLE SHAFT FLANGE3 - AXLE SHAFT HUBFigure 2.3Differential from the Axle Housing1. Place a hydraulic roller jack under the differential.Figure2.4.SERIE “RPL”PERMALUBE1 - FULL ROUND BearingcapS2 - END FORK3 - FORK SADDLE4 - WELD FORK5 - BEARING STRAP6 - CAPSCREWS7 - EASY-SERVICE BearingcapS8 - SPIDER9 - SLIP FORK10 - CAPSCREWS11 - END FORK12 - WELD FORK13 - SLIP FORKFigure 2.214 - SPIDER15 - CAPSCREWS16 - END FORK17 - WELD FORK18 - SLIP FORK19 - SPIDER20 - CAPSCREWS21 - END FORK20 - LIP FORK23 - TUBING24 - SPIDER25 - WELD FORK1 - WOOD BLOCK2 - ROLLER JACKFigure 2.4NOTE:Two capscrews in the TOP of the differentialhousing secure.2. Remove all of the capscrews that securethe carrier to the axle housing, except thetwo capscrews in the TOP.3. Loosen the two capscrews in the TOP ofthe differential, but do not remove them.<strong>MAINTENANCE</strong> <strong>MANUAL</strong>7
Removal and disassembly4. Loosen the differential by striking the mountingflange at several points with a dead-blowhammer. Remove the two capscrews in theTOP of the differential that secure to the axlehousing.5. Use a hydraulic roller jack and lever with around end to remove the carrier from the axlehousing. Take care when you use the lever sothat you don’t damage the carrier or housingflange.Differential Case and Ring GearNOTE:Before working on the differential, inspectthe gear set for damage. If the gear set is notdamaged, it can be reused. Measure the backlashof the gear set and record the dimension.Figure 2.6. See the Section 4.1. Remove the cotter pins from the side gearadjusting rings. Figure 2.7.WARNINGTo avoid serious personal injury and damage tocomponents, take care when using lifting devicesduring service and maintenance procedures.Inspect a lifting strap to ensure that it is notdamaged. Do not subject lifting straps to shocksor drop-loading.6. Use a lifting tool to place the differential into acarrier stand. Figure 2.5.See the Section 9 to build a stand.Figure 2.61 - DIFFERENTIAL2 - REPAIR STANDFigure 2.51 - COtter pinFigure 2.72. Remove the differential bearing cap capscrewsand the cap. Figure 2.8.3. Remove the differential adjusting ring andBearing cap from bolted-on bearing cap side.Figure 2.9.8 <strong>MAINTENANCE</strong> <strong>MANUAL</strong>
Removal and disassembly1 - CAPSCREWS2 - DIFFERENTIAL CAPFigure 2.81 - FORK BARFigure 2.101 - LOCK PLATE2 - CAPSCREW3 - PINION CAGE1 - Bearing cap2 - ADJUSTING RING4 - FORK LOCKNUTFigure 2.11Figure 2.94. Remove the differential assembly and placeit onto a workbench.5. Remove the differential adjusting ring andBearing cap from integral bearing cap side.Drive pinion cage1. Fasten a Fork bar onto the Fork to hold theFork when you remove the locknut. Figure2.10. See the Section 9 to build a Fork bar.2. Remove the Fork locknut. Figure 2.11. Removethe Fork bar.3. Remove the Fork from the drive pinion.• If the Fork is tight on the drive pinion: Use apuller to remove the Fork.4. Remove the lock plate capscrews and thelock plate. Figure 2.12.5. Use a spanner wrench to unscrew the pinioncage from the carrier.6. Remove the pinion cage and the drive pinionfrom the differential.7. Remove the drive pinion inner Bearing capfrom the differential.<strong>MAINTENANCE</strong> <strong>MANUAL</strong>9
Removal and disassembly4. Remove the side gear and thrust washer.Figure2.17. Use a brass hammer to removethe ring gear from the differential case. Figure2.18.1 - CAPSCREW2 - LOCK PLATEDisassemblyFigure 2.12Figure 2.14WARNINGObserve all warnings and cautions providedby the press manufacturer to avoid damage tocomponents and serious personal injury.Differential Case and Ring Gear MS-1131. Remove the capscrews from the differentialcase. Figure 2.13.1 - THRUST WASHER2 - SIDE GEARFigure 2.151 - CAPSCREWSFigure 2.132. Separate the differential case halves. Figure2.14. Remove the thrust washer and sidegear. Figure 2.15.3. Remove the differential pinion shaft, differentialpinions and thrust washers. Figure 2.161 - DIFFERENTIAL PINION2 - THRUST WASHER3 - DIFFERENTIAL PINION SHAFTFigure 2.1610 <strong>MAINTENANCE</strong> <strong>MANUAL</strong>
Removal and disassemblyDifferential Case and Rear Ring Gear MS-113 Plus1. Remove the ring gear capscrews. Figure2.20.1 - Side Gear2 - Thrust WasherFigure 2.171 - CAPSCREWFigure 2.201 - RING GEAR2 - DIFFERENTIAL CASEFigure 2.182. Separate the case halves. Figure 2.21. Removethe thrust washer and the pinion. Figure2.22.3. Remove the differential pinion shaft, the sidegears and the thrust washers. Figure 2.23.4. Remove the side gear and thrust washer. Figure2.24. Use a brass hammer to removethe differential case. Figure 2.25.5. Use a bearing puller or a press to remove thebearing cones from both halves of the differentialcase. Figure 2.19.Figure 2.211 - DIFFERENTIAL CASEFigure 2.19<strong>MAINTENANCE</strong> <strong>MANUAL</strong>11
Removal and disassembly1 - THRUST WASHER2 - SIDE GEAR1 - RING GEAR2 - DIFFERENTIAL CASEFigure 2.25Figure 2.225. Use a bearing puller or press to remove thebearing cones of the two halves of the differentialcase. Figure 2.26.1 - SIDE GEAR2 - THRUST WASHER3 - DIFERENTIAL PINION SHAFTFigure 2.231 - DIFFERENTIAL CASEFigure 2.26Drive Pinion1. Remove and discard the pinion cage O-ring.Figure 2.27.1 - SIDE GEAR2 - THRUST WASHERFigure 2.241 - PINION CAGE2 - O-RING3 - OUTER Bearing cap4 - OUTER BEARING CONE5 - DRIVE PINION6 - SHIM7 - INNER BEARING CONEFigure 2.2712 <strong>MAINTENANCE</strong> <strong>MANUAL</strong>
Prepare Parts for Assembly2. Remove the outer Bearing cap and seal fromthe pinion cage. Discard the seal.3. Use a bearing puller or a press to remove theinner and outer bearing cones from the drivepinion.4. Remove the shim from the drive pinion.WARNINGTo prevent serious eye injury, always wear safeeye protection when you perform vehicle maintenanceor service.Solvent cleaners can be flammable, poisonousand cause burns. Examples of solvent cleanersare carbon tetrachloride, emulsion-type cleanersand petroleum-based cleaners. To avoid seriouspersonal injury when you use solvent cleaners,you must carefully follow the manufacturer’s productinstructions and these procedures:• Wear safe eye protection.• Wear clothing that protects your skin.• Work in a well-ventilated area.• Do not use gasoline, or solvents that containgasoline. Gasoline can explode.• You must use hot solution tanks or alkalinesolutions correctly. Follow the manufacturer’sinstructions carefully.Clean Ground and Polished Parts3. Do not clean ground or polished parts withwater or steam. Do not immerse ground orpolished parts in a hot solution tank or usestrong alkaline solutions for cleaning, or thesmooth sealing surface may be damaged.Clean Rough Parts1. Clean rough parts with the same method ascleaning ground and polished parts.2. Rough parts can be cleaned in hot solutiontanks with a weak or diluted alkaline solution.3. Parts must remain in hot solution tanks untilheated and completely cleaned.4. Parts must be washed with water until all tracesof the alkaline solution are removed.Clean Axle Assemblies1. A complete axle assembly can be steam cleanedon the outside to remove dirt.2. Before the axle is steam cleaned, close orplace a cover over all openings in the axle assembly.Examples of openings are breathersor vents in air chambers.Dry Parts After Cleaning1. Parts must be dried immediately after cleaningand washing.2. Dry the parts using soft, clean paper or clothrags.1.Use a cleaning solvent to clean ground or polishedparts or surfaces. Kerosene or dieselfuel oil can be used for this purpose. DO NOTUSE GASOLINE.2.Use a tool with a flat blade if required, to removesealant material from parts.Be carefulnot to damage the polished or smooth surfaces.CAUTIONDamage to bearings can resultwhen they are rotated and driedwith compressed air.3. Except for bearings, parts can be dried withcompressed air.CAUTIONDo not use hot solution tanks orwater and alkaline solutions toclean ground or polished parts.Damage to parts will result.<strong>MAINTENANCE</strong> <strong>MANUAL</strong>13
Prepare Parts for AssemblyPrevent Corrosion on Cleaned Parts1. Apply axle lubricant to cleaned and driedparts that are not damaged and are tobe assembled.2. To store parts, apply a special material thatprevents corrosion to all surfaces. Wrap cleanedparts in a special paper that will protectthe parts from moisture and prevent corrosion.Inspect PartsIt is very important to inspect all parts carefullyand completely before the axle or differential beassembled. Check all parts for wear and replacedamaged parts.1. Inspect the cup, cone, rollers and cage of alltapered roller bearings in the assembly. If anyof the following conditions exist, replace thebearing.• The center of the large-diameter end of therollers is worn level with or below the outersurface. Figure 3.1.• The radius at the large-diameter end of the rollersare worn to a sharp edge. Figure 3.1.• There is a visible roller groove in the cup orcone inner race surfaces. The groove can beseen at the small or large-diameter end ofboth parts. Figure 3.2.• There are deep cracks or breaks in the cup,cone inner race or roller surfaces. Figure 3.2.• There are bright wear marks on the outer surfaceof the roller cage. Figure 3.3.• There is damage on the rollers and on the surfacesof the cup and cone inner race that touchthe rollers. Figure 3.4.• There is damage on the cup and cone innerrace surfaces that touch the rollers. Figure3.5.1 - worn radius2 - worn surface1 - crack2 - wear grovesFigure 3.1Figure 3.21 - WEAR MARKSFigure 3.31 - marks and chemical attack by corrosioncavityFigure 3.414 <strong>MAINTENANCE</strong> <strong>MANUAL</strong>
Prepare Parts for Assembly• DIFFERENTIAL PINION SHAFT Figure 3.7.• Teeth and splines of both differential sidegears• Teeth and bore of all differential pinions1 - SPALLING AND FLAKINGFigure 3.5CAUTIONdrive pinion and ring gear ARE machinedas a matched set. When you replaceeither a drive pinion or a ringgear, you must replace both partsas a matched set. Do not mix old andnew parts. Damage to componentscan result.1 - CASE HALVES2 - PINION AND THRUST WASHER3 - SIDE GEAR AND THRUST WASHER4 - DIFFERENTIAL PINION SHAFTFigure 3.62. Inspect pinions and gears for wear or damage.Replace gears that are worn or damaged.CAUTIONA thrust washer, differential sidegear and pinion gear are machinedas a matched set. When you replaceany of these parts, you mustinstall a new matched set. Do notmix old and new parts. Damaged tocomponents can result.1 - CASE HALVES2 - PINION AND THRUST WASHER3 - SIDE GEAR AND THRUST WASHER4 - DIFFERENTIAL PINION SHAFT3. Inspect the following main differential assemblyparts for wear or stress. Replace partsthat are damaged. Figure 3.6 and 3.7.• Inside surfaces of both case halves• Both surfaces of all thrust washers• The differential pinion shaft Figure 3.6.4. Inspect axle shafts for wear and cracks atthe flange, shaft and splines. Replace theaxle shafts, if required.<strong>MAINTENANCE</strong> <strong>MANUAL</strong>15
Prepare Parts for AssemblyRepair or Replace PartsNOTE:Threads must be without damage and cleanso that accurate adjustments and correcttorque values can be applied to fastenersand parts.1. Replace any fastener if corners of the headare worn.2. Replace washers if damaged.3. Replace gaskets, oil seals or grease seals atthe time of axle or differential repair.4. Clean parts and apply new silicone gasketmaterial where required when the axle or differentialis assembled. Figure 3.7.5. Remove nicks, marks and burrs from partswith machined or ground surfaces. Use a finefile, india stone, emery cloth or crocus cloth.6. Clean and repair threads of fasteners and holes.Use a die, a tap of the correct size, or afine file.WARNINGWear safe clothing and eye protection whenyou use welding equipment. Welding equipmentcan burn you and cause serious personalinjury. Follow the operating instructions and safetyprocedures recommended by the weldingequipment manufacturers.Axle weld locations and welding proceduresmust adhere to <strong>Meritor</strong>‘s standards. Weldingat locations other than those authorized by <strong>Meritor</strong>will void the warranty and can reduce axlebeam fatigue life. Serious personal injury anddamage to components can result.<strong>Meritor</strong> permits drive axle housing assemblyrepair welding in the following locations only.• Housing-to-cover weld joints• Snorkel welds• Housing seam welds between the suspensionattaching brackets• Bracket welding to the drive axle housingPrepare the AxleWARNINGThe high temperature caused by the open flamefrom the cutting torch can ignite the oil inthe axle housing and can cause serious personalinjury.1. Remove the oil drain plug from the bottom ofthe axle housing and drain the lubricant fromthe assembly.1 - REMOVE SILICONE GASKET FROM PARTSFigure 3.8Repair Welding on Axle HousingsFor Complete Welding Instructions on <strong>Meritor</strong>Drive Axle HousingsSee the Maintenance Manual 8, Drive AxleHousings. To obtain this publication, see theService Notes page on the front inside cover ofthis manual.CAUTIONRemove the differential from theaxle housing before you weld ontoan axle. Do not weld onto an axlewith the differential installed.Electrical arching and damage tocomponents can result.16 <strong>MAINTENANCE</strong> <strong>MANUAL</strong>
Prepare Parts for Assembly2. Remove the differential from the axle housing.See the correct <strong>Meritor</strong> differential maintenancemanual or the vehicle manufacturer’sinstructions.CAUTIONRemove the brake air chambersbefore you weld onto an axle. Donot expose a brake air chamber tomore than 250°F (121°C). Damage tothe air chamber can result.3. Remove the wheel-end components andbrake air chambers from the axle. See thecorrect <strong>Meritor</strong> brake maintenance manual orthe vehicle manufacturer’s instructions.4. For housing-to-cover welds, clean the outsidehousing-to-cover weld area 2.00-3.00-inches(50.8-76.2 mm) past each end or sideof the crack. Clean the inside area wherethe cover mates with the housing. Clean thearea completely around the cover. Use a wirebrush and a cleaning solvent that will removedirt and grease from these areas. Figure 3.9..WARNINGThe axle housing must be 70°F (21°C) or warmerbefore you weld onto the axle. Do not weldonto a cold axle or weld cold parts onto an axle.Cracks in the weld area, damage to componentsand serious personal injury can result.6. Ensure that the axle housing temperaturemeasures 70°F (21°C) or warmer.• If the axle housing temperature measuresless than 70°F (21°C): Store the axle in a heatedroom until the housing reaches the correcttemperature.7. Heat the damaged area to approximately300°F (149°C) before you begin welding.8. Use suitable weld wire electrodes when youweld. Suitable weld wire electrodes includeeither BS EN 499 – E 42 2 B 32 H5 or BSEN 440 – G 42 2 M GSi (American WeldingSociety equivalents E7018 and ER70S3,respectively).9. For complete welding instruction, see theMaintenance Manual 8. To obtain this publication,see the Service Notes page on thefront inside cover of this manual.Do Not Bend or Straighten a DamagedDrive Axle Housing1 - Clean this areaFigure 3.9WARNINGReplace damaged or out-of-specification axlecomponents. Do not bend, repair or reconditionaxle components by welding or heat-treating. Abent axle beam reduces axle strength, affectsvehicle operation and voids <strong>Meritor</strong>’s warranty.Serious personal injury and damage to componentscan result.5. For suspension bracket welds, clean both lowerand upper suspension brackets and theareas of the axle housing around each bracket.Use a wire brush and a cleaning solventthat will remove dirt and grease from theseareas.Always replace a damaged drive axle housing.Do not bend or straighten a damaged housing,which can misalign or weaken it, and void<strong>Meritor</strong>’s warranty.<strong>MAINTENANCE</strong> <strong>MANUAL</strong>17
Prepare Parts for AssemblyRemoving Fasteners Secured withAdhesiveIf it’s difficult to remove fasteners secured withDri-Loc®, <strong>Meritor</strong> specification 2297-T-4180,Loctite® 277 adhesive, or equivalent, use thefollowing procedure.WARNINGTake care when you use Loctite® to avoid seriouspersonal injury. Follow the manufacturer’sinstructions to prevent irritation to the eyes andskin.CAUTIONWhen you remove fasteners securedwith adhesive, slowly heat thefastener to 350°F (177°C). Do not exceedthis temperature, or heat fastenersquickly. Damage to componentscan result.1. Heat a fastener for three to five seconds only.Try to loosen the fastener with a wrench. Donot use an impact wrench or hit the fastenerwitha hammer.2. Repeat Step 1 until you can remove the fastener.1. Use a wire brush to clean the oil, dirt andold adhesive from all threads and threadedholes.2. Apply four or five drops of <strong>Meritor</strong> Liquidadhesive Loctite® 680 or equivalent insideeach threaded hole or bore. Do not applyadhesive directly to fastener threads. Figure3.10.Install FastenersNew Fasteners with Pre-Applied AdhesiveNOTE:No drying time is required for fasteners withpre-applied adhesive.1. Use a wire brush to clean oil and dirt fromthreaded holes.2. Install new fasteners with pre-applied adhesiveto assemble parts. Do not apply adhesivesor sealants to fasteners with pre-appliedadhesive, or to fastener holes.3. Tighten fasteners to the required torque valuefor that size fastener.Componentes de Fijación Originales o utilizandoAdhesivo Líquido <strong>Meritor</strong> 2297-C-7049 oAdhesivo Loctite® 680, o equivalente.1 - 4 TO 5 DROPS ON BORE THREADSFigure 3.10NOTE:There is no drying time required for <strong>Meritor</strong> specificationfor <strong>Meritor</strong> 2297-C-7049 liquid adhesive,Loctite ® 680 adhesive or equivalent.3.Tighten the fasteners to the required torquevalue for that size fastener.Aplicar el Adhesivoen los Agujeros para Cojinete del DiferencialNOTE:Use Loctite® 638 adhesive, or equivalent forall axles.1. Clean the oil and dirt from the outer diametersof the bearing caps and bearing bores inthe differential and bearing caps. There is nospecial cleaning required.2. Apply axle lubricant to the bearing cones andthe inner diameters of the Bearing caps ofthe main differential. Do not get oil onto theouter diameter of the Bearing cap and do notpermit oil to drip onto the bearing bores.18 <strong>MAINTENANCE</strong> <strong>MANUAL</strong>
Prepare Parts for Assembly4. Assemble the components immediately to permitthe silicone gasket material to compressevenly between the parts. Tighten fasteners tothe required torque value for that size fastener.See the Section 6.5. Wait 20 minutes before filling the assemblywith the correct lubricant. See the Section 7.Alternate Locations1 - PART NUMBER, TOOTH COMBINATION NUM-BER, GEAR SET MATCH NUMBER, PINION CONE VA-RIATION NUMBER2 - PART NUMBER, TOOTH COMBINATION NUMBER3 - GEAR SET MATCH NUMBER, PINION CONE VARIA-TION NUMBER4 - PART NUMBER, TOOTH COMBINATION NUM-BER, GEAR SET MATCH NUMBER5 - PART NUMBER, TOOTH COMBINATION NUM-BER GEAR SET MATCH NUMBERFigure 3.141 - diameter silicone gasket beadFigure 3.13GEAR SETSSee the following examples for information onidentifying gear sets with matched parts. alwayscheck match numbers to verify that the gear setyou will install had matched parts. Figure 3.14.ExamplesRing Gear and Drive Pinion SetPART NUMBER LOCATIONConventionalRing GearConventionalDrive Pinion3678636787On the front face orouter diameterAt the end at threadsGear set tooth combination numberGear set teethDrive Pinion locationRing gear location5-37 = gear set hasa five-tooth drivepinion and a 37-toothring gearAt the ed at threadsOn the front faceor outer diameterGear set match numbersNOTE:<strong>Meritor</strong>’s drive pinions and ring gears areonly available as matched sets. Each gear ina set has an alpha-numeric match number.20 <strong>MAINTENANCE</strong> <strong>MANUAL</strong>
Assembly and InstallationLocation numberM29Drive pinion locationAt the end of the gearheadRing gear locationOn the front faceor outer diameterPinion Cone Variation NumberNOTE:Don’t use the pinion cone variation numberwhen you check for a matched gear set. Usethis number when you adjust the pinion depthin the differential. See the Section 4.1 - Pinion Cage2 - O-Ring3 - Outer Bearing cap4 - Outer bearing cone5 - DRIVE PINION6 - LOCTITE 6807 - SHIM8 - INTERNAL BEARING CONEFigure 4.1Pinion Cone (PC)Variation numberPC+3+2+0,01 mmPC-5 -1-0,02 mmDrive Pinion locationAt the end of thepinion gear headRing gear locationUbicaciónde la CoronaOn the outerdiameterWARNINGTo prevent serious eye injury, always wear safeeye protection when you perform vehicle maintenanceor service. Observe all warnings andcautions provided by the press manufacturer toavoid damage to components and serious personalinjury.2. Install the new O-ring in the Pinion housing.3. Install the shim (6) in the drive pinion.4. Use a press to install the pinion bearing’s internaland external cone.Assembly of the Pinion Seal into thePinion Case1. Apply axel lubricant onto the pinion and differentialcase nuts and in the seal housingbefore assembly (if the seal is not rubberizedexternally). Figure 4.2.AssemblyOILDrive Pinion1. Apply lubricant to the new O-ring, differentialthreads, O-ring bore, pinion cage threadsand the inner and outer bearings Figure4.1. To obtain this lubricant, see the ServiceNotes page on the front inside cover of thismanual.Figure 4.2<strong>MAINTENANCE</strong> <strong>MANUAL</strong>21
Assembly and Installation14. IInstall the capscrews through both differentialcase halves and into the ring gear.Use a CRISSCROSS pattern to tightenthe capscrews like specification below: ForM14 screws, apply toque at an angle of 63+ 4/-0 Lb. foot (85 + 5 /-0 N.m + 60º + 5º /-0º)15. Inspect the differential gears rotating resistance.Use the following procedure.NOTE:• Make sure that the bearing cones are freeof burrs;• Make sure that during the pressing, thehousing material is not being pulled;• Make sure that the cones are completelytouching their respective.CAUTIONHeat the ring gear before seatingit onto the differential case. Donot press a cold ring gear ontothe differential case. A cold ringgear will damage the differentialcase because of the tight fit.1 - capscrewsFigure 4.10Assembly of the Bearing Cones ontoBoth Halves of the Differential Case1. Use a press to install the bearing cones ontoboth halves of the differential caseAssembly of the Bearing Cones onto BothHalves of the Differential Case1. Install the bearing cones onto both halves ofthe differential case using a proper tool and apress. See Figure 4.11.2. Heat the ring gear. A maximum temperatureof 340°F (170°C) can be applied at the gearweb. The temperature at the gear teeth mustnot exceed 250°F (120°C). Wear safe clothingand gloves while working with the hotring gear.3. Position the differential case on a workbenchwith the bearing cone on top.4. Place the ring gear over the differential caseimmediately after the gear is heated.• If the ring gear does not fit easily on the differentialcase: Heat the gear again.5. Align the ring gear and differential casecapscrew holes. Rotate the ring gear as necessary.6. Use a feeler gauge to inspect for gaps betweenthe ring gear and the differential case.• If the gap exceeds 0.001-inch (0.025 mm)atmore than three places with an arc lengthgreater than 1.0-inch (25.4 mm): Inspect thedifferential case and ring gear for wear or damage.Repair or replace parts as necessary.Check the differential case and ring gear forwear or damage. Fix or replace the parts asnecessary.7. Turn the differential case over on the workbenchso that the bearing cone is on thebottom.Figure 4.1124 <strong>MAINTENANCE</strong> <strong>MANUAL</strong>
8. Apply lubricant to the differential pinion shaft,thrust washers, differential pinions and sidegears. To obtain this lubricant, see the ServiceNotes page on the front inside cover ofthis manual.9. Install the thrust washer and side gear intothe differential case. Figure 4.12.10. Slide the differential pinions and thrust washersonto the differential pinion shaft. . Figure4.13.11. Position the differential pinion shaft in thedifferential case on top of the side gear. Figure4.14.12. Install the side gear and thrust washer overthe differential pinions. Figure 4.15.13. Position the case half over the side gear.Figure 4.161 - CROSS HEADAssembly and InstallationFigure 4.141 - SIDE GEAR2 - THRUST WASHERFigure 4.151 - SIDE GEAR2 - THRUST WASHERFigure 4,12Figure 4.161 - DIFFERENTIAL PINION2 - THRUST WASHER3 - DIFFERENTIAL PINION SHAFTFigure 4.13<strong>MAINTENANCE</strong> <strong>MANUAL</strong>25
Assembly and Installation14. Install the capscrews through both differentialcase halves and into the ring gear.Use a CRISSCROSS pattern to tighten thecapscrews shown below:1. For screws M12, apply toque angle of 37 +7/-0 Lb. (50 + 10 /-0 N.m + 60º + 10º / -0º)2. For screws M14, apply toque angle of 63 +4/-0 Lb. (85 + 5 /-0 N.m + 60º + 5º / -0º)15. Inspect the differential gears rotating resistance.Use the following procedure2. Place the differential and ring gear assemblyin a vise. Install soft metal covers over thevise jaws to protect the ring gear.3. Install the tool into the differential until thespines on the tool are engaged with one sidegear.4. Place a torque wrench onto the nut onto thetool and rotate the differential gears. Readthe value indicated on the torque wrench.• If the torque value is greater than 50 lb-ft (68N.m): Disassemble the differential case andinspect parts for wear or damage. Repair orreplace parts as necessary. Reassemble thedifferential case and repeat Steps 2 through4.InstallationPinion Cage onto the Differential1 - CAPSCREWSFigure 4.17Differential Gears Rotating Resistance1. Make an inspection tool using an axle shaftthat matches the spline size of the differentialside gear. Cut the shaft to approximately12-inches (304.8 mm). Weld a nut onto theend of the shaft. Figure 4.18.1. Place the pinion cage onto the differential.Use your hands to screw the pinion cage intothe differential to verify that the cage is correctlyinstalled.2. Install the Fork locknut onto the drive pinionshaft. Do not install the Fork at this time.3. Use appropriate tools to screw the pinioncage into the differential while rotating the pinionto seat the bearings.4. Tighten the pinion cage to adjust the drive pinionbearing preload. Check the preload byrotating the pinion by the Fork locknut withatorque wrench. Figure 4.19. The correct torqueis 5-20 lb.-in (5.8-23 N.m).5. Position the pinion cage lock plate. Figure4.20.• If the lock plate does not match one of thefour possible positions: Tighten the pinioncage while checking the preload to keep it withinspecification.6. Install the capscrews and tighten them to 10-13 lb-ft (14-18 N•m). Remove the Fork locknut.1 - APROXIMATELY 12” (305 mm)2 - SIDE VIEW3 - WELD NUT TO END OF SHAFT4 - END VIEWFigure 4.1826 <strong>MAINTENANCE</strong> <strong>MANUAL</strong>
Assembly and InstallationFigure 4.19Differential Case and Ring Gear1. Install the Bearing cap and adjusting ring intothe bore of the integral bearing cap side ofthe differential.2. Install the differential case and ring gear assemblyinto the differential.3. Install the Bearing cap and adjusting ring intothe differential on the bolted-on bearing capside.4. Position the cap onto the differential. Installthe capscrews and tighten them to 115-140lb-ft (155-190 N.m).5. Adjust the differential bearings preload andring gear backlash. Check the tooth contactpatterns.Adjust Differential Bearing PreloadUse Method 1 or Method 2 below to adjust differentialbearing preload.1 - CAPSCREWS2 - LOCK PLATEFigure 4.20Specifications7. Install the Fork and locknut onto the drive pinionshaft.8. Fasten a Fork bar to the Fork to hold the drivepinion in position when you tighten the locknut.Figure 4.21. See the Section 9 to builda Fork bar.9. Tighten the locknut to 740-920 lb-ft (1000-1245 N•m).Remove the Fork bar.Differential bearingpre-loadExpansion betweenBearing caps5-20 lb-pol(5,8-23,0 N.m)0,006-0,013 pol.(0,15-0,33 mm)450 lbs.péMethod 11. Attach a dial indicator onto the differentialmounting flange so that the pointer is againstthe ring gear’s back surface.2. Use a T-bar wrench to loosen the bearing adjustingring that is opposite the ring gear. Figure4.23. The dial indicator will show a smallamount of endplay.1 - SPECIAL TOOLFigure 4.21<strong>MAINTENANCE</strong> <strong>MANUAL</strong>27
Assembly and InstallationFigure 4.25Figure 4.221 - LEVER must not touch bearings.4. Tighten the bearing adjusting ring until thedial indicator reads ZERO endplay. Move thedifferential ring to the LEFT and RIGHT asneeded. If necessary, repeat Step A or B.5. Tighten each bearing adjusting ring one notchfrom ZERO. Proceed to Check Ring GearRunout (Radial Movement) in this section.1 - lever Wrench2 - Adjusting Ring Opposite Ring GearFigure 4.233. Use one of the following procedures to movethe differential and ring gear to the LEFT andRIGHT while you read the dial indicator.A. Insert two lever between the bearing adjustingrings and the ends of the differentialcase. Figure 4.24. The lever must not touchthe differential bearings.B. Insert two lever between the differential case,or the ring gear and the carrier at locationsother than specified in Step A. Figure 4.25.The lever must not touch the differential bearings.Method 21. Hand-tighten both adjusting rings against thedifferential bearings.2. Use a micrometer to measure the oppositesurfaces of the bearing caps at X or Y. Figures4.26 e 4.27. Record the measurement3. Tighten each bearing adjusting ring one notch.4. Measure the opposite surfaces of the bearingcaps at X or Y again. Compare the measurementwith the one you obtained in Step2.Figure 4.261 - LEVER must not touch bearings.Figure 4.2428 <strong>MAINTENANCE</strong> <strong>MANUAL</strong>
Assembly and Installation1 - MICROMETERFigure 4.27Figure 4.285. Subtract the measurement you obtained inStep 2 from the measurement in Step 4. Thedifference is the amount the bearing capshave expanded. See the following example.• If the measurement is 0.006-0.013-inch(0.15-0.33 mm): Proceed to Check RingGear Runout (Radial Movement) in this section.• If the measurement is not within the specificationsabove: Repeat Steps 3 and 4 as necessarySample Differential Bearing Preload Calculation3. Rotate the differential and ring gear. Readthe dial indicator. Runout must not exceed0.008-inch (0.200 mm).• If runout exceeds the specification above:Remove the differential and ring gear assemblyfrom the differential. See the Section 2and Steps 4-5 below. • If runout is within specification: Proceed toRing Gear Backlash in this section.4. Check the differential parts including thecase for wear and damage. Repair or replaceparts as necessary.5. Install the differential and ring gear into thecase. Repeat the preload adjustment of thedifferential bearings.X or Y MeasurementBeforeTightening AdjustingRingsX or Y MeasurementAfterTightening AdjustingRingsAmountBearing CapsHave ExpandedRing Gear BacklashSpecifications13,927 inch.13,936 inch.0,009 inch.353,74 mm353,97 mm0,23 mmCheck Ring Gear Run Out (Radial Movement)Backlash setting rangefor old gear sets0,008 - 0,018 inch.(0,20 - 0,46 mm)1. Attach a dial indicator onto the differential’smounting flange. Figure 4.28.2. Adjust the dial indicator so that the pointer isagainst the ring gear’s back surface. Set thedial indicator to ZERO.Backlash setting fornew gear sets0,005 - 0,015 inch.(0,13 - 0,25 mm)After checking the tooth contact patterns, thebacklash can be adjusted within specificationlimits, if needed. To change the location of thepattern, use the following procedures.<strong>MAINTENANCE</strong> <strong>MANUAL</strong>29
Assembly and Installation1. Attach a dial indicator onto the mounting flangeof the differential. Figure 4.29.2. Adjust the dial indicator so that the plunger orpointer is against the tooth surface.1 - Tighten adjusting ring thisside2 - Increase backlash3 - Loosen adjusting ring thissideFigure 4.31Figure 4.293. Adjust the dial indicator to ZERO. Hold the drivepinion in position.4. After reading the dial indicator, rotate the differentialand ring gear a small amount in bothdirections against the drive pinion teeth.• If the backlash reading is within specification:Check the tooth contact patterns.• If the backlash reading is not within specification:Adjust backlash as necessary.5. Loosen one bearing adjusting ring one notch,then tighten the opposite ring the sameamount. Figures 4.30 e 4.31.• To increase backlash: Move the ring gearaway from the drive pinion.• To decrease backlash: Move the ring gear towardthe drive pinion.NOTE:When you adjust backlash, only move thering gear. Do not move the drive pinion.6. Repeat Steps 2-5 until the backlash is withinspecifications.Check the Tooth Contact Patterns (Backlash)of the Gear SetIn the following procedures, movement of thecontact pattern in the length of the tooth is indicatedas toward the heel or toe of the ring gear.Figure 4.32.Always check tooth contact patterns on the driveside of the gear teeth. Figure 4.35.1 - Tighten adjusting ring thisside.2 - Increase backlash.3 - Loosen adjusting ring thisside.1 - TOE2 - HEELFigure 4.32Figure 4.3030 <strong>MAINTENANCE</strong> <strong>MANUAL</strong>
Assembly and Installation1. Adjust the backlash of a new gear set to0.005-0.015-inch (0.13-0.38 mm). Adjust thebacklash of an old gear set to the setting thatyou measured before the differential was disassembled.See the Ring Gear Backlash inthis section.2. Apply a marking compound onto approximately12 gear teeth of the ring gear. Rotate thering gear so that the 12 gear teeth are next tothe drive pinion. Figure 4.34.1 - GOOD HAND-ROLLED PATTERNFigure 4.35Figure 4.343. Rotate the ring gear forward and backwardso that the 12 gear teeth go past the drivepinion six times to get the contact patterns.Repeat if needed to get a clearer pattern. Figure4.344. Look at the contact patterns on the ring gearteeth. Compare the patterns to Figures 4.35,4.36 and 4.37.• The location of good hand-rolled contact patternsfor new gear sets is toward the toe ofthe gear tooth and in the center between thetop and bottom of the tooth. Figure 4.35.• When the differential is operated, a good patternwill extend approximately the full lengthof the gear tooth. The top of the pattern willbe near the top of the gear tooth. Figure 4.38.• The location of a good hand-rolled contactpattern for an old gear set must match thewear pattern in the ring gear. The new contactpattern will be smaller in area than theold wear pattern.1 - High PatternFigure 4.361 - Low PatternFigure 4.37<strong>MAINTENANCE</strong> <strong>MANUAL</strong>31
Assembly and Installation1 - Good Pattern in OperationFigure 4.38A high contact pattern indicates that the drivepinion was not installed deep enough into thedifferential. A low contact pattern indicates thatthe drive pinion was installed too deep in the differential.• If the contact patterns require adjustment:Continue by following Step 5 to move thecontact patterns between the top and bottomof the gear teeth.• If the contact patterns are in the center of thegear teeth: Continue by following Step 6.5. Adjust the position of the drive pinion in thedifferential to move the contact patterns betweenthe top and bottom of the gear teeth.Use the following procedure.A. Disassemble the Fork, pinion cage and thedrive pinion. See the Section 2.B. Remove the inner bearing cone from thedrive pinion. See the Section 2.C. Change the bearing shim.• To correct a high contact pattern, Figure4.36: Replace the bearing shim with a thickershim.• To correct a low contact pattern, Figure4.37: Replace the bearing shim with a thinnershim.D. Install the inner bearing cone onto the drivepinion. Install the drive pinion into the differential.See the appropriate procedures inthis section.E. Repeat Steps 2-5 until the contact patternsare in the center between the top and bottomof the gear teeth. Figure 4.356. Adjust the backlash of the ring gear withinthe specification range to move the contactpatterns to the correct location in the lengthof the gear teeth. See the Ring Gear Backlashin this section.A. Decrease backlash to move the contactpatterns toward the toe of the ring gear teeth.Figure 4.39.B. Increase backlash to move the contact patternstoward the heel of the ring gear teeth.Figure 4.40.C. Repeat Steps 2-4 and 6 until the contactpatterns are at the correct location in thelength of the gear teeth.1 - Move pattern toward toe,loosen adjusting ring thisside2 - Decrease Backlash3 - Tighten Adjusting Ring1 - Move pattern toward toe,loosen adjusting ring thisside2 - Decrease Backlash3 - Loosen adjusting ringFigure 4.39Figure 4.4032 <strong>MAINTENANCE</strong> <strong>MANUAL</strong>
Assembly and Installation7. Install the cotter pins into the adjusting ringsso that the large end is between the adjustingring lugs. Bend the tabs out flat against theoutboard side of the leg caps in two places.Figure 4.41.1 - Cotter PinsDifferential into the Axle HousingFigure 4.41WARNINGSolvent cleaners can be flammable, poisonousand cause burns. Examples of solventcleaners are carbon tetrachloride, emulsion--type cleaners and petroleum-based cleaners.To avoid serious personal injury when you usesolvent cleaners, you must carefully follow themanufacturer’s product instructions and theseprocedures:• Wear safe eye protection.• Wear clothing that protects your skin.• Work in a well-ventilated area.• Do not use gasoline, or solvents that containgasoline. Gasoline can explode.• You must use hot solution tanks or alkalinesolutions correctly. Follow the manufacturer’sinstructions carefully. When you apply somesilicone gasket materials, small amounts ofacid vapor are present. To prevent seriouspersonal injury, ensure that the work area iswell ventilated. If the silicone gasket materialgets into your eyes, flush them with water for15 minutes. Have your eyes checked by aphysician as soon as possible.1. Clean the inside of the axle housing and thedifferential mounting surfaces. Use a cleaningsolvent and rags to remove dirt. Blowdry the cleaned areas with air. See the Section3.2. Inspect the axle housing for damage. Repairor replace the axle housing. See theSection 3.3. Apply liquid adhesive <strong>Meritor</strong> specification2297-T-4180, or equivalent, into the threadedholes in the axle housing. To obtain thisthreadlocker, see the Service Notes page onthe front inside cover of this manual. See theSection 3.4. Apply silicone gasket material onto the differentialmounting surface of the housing. Seethe Section. 4WARNINGTo avoid serious personal injury and damageto components, take care when using liftingdevices during service and maintenance procedures.Inspect a lifting strap to ensure that itis not damaged. Do not subject lifting straps toshocks or drop-loading.5. Install the differential into the axle housing.Use a hydraulic roller jack or a liftingtool.6. Install capscrews in the four corner locationsaround the differential and axle housing.Hand-tighten the fasteners. Figure4.42Figure 4.42<strong>MAINTENANCE</strong> <strong>MANUAL</strong>33
Assembly and Installation7. Carefully push the differential into position. Tightenthe four capscrews two or three turnseach in a CRISSCROSS pattern.8. Repeat Step 7 until the four capscrews aretightened to 83-110 lb-ft (110-150 N.m).9. Install the remaining capscrews and tightenthem to 83-110 lb-ft (110-150 N.m).Axle Shafts in the Axle Assembly1. Clean the mating surfaces of the axle shaftflange and the wheel hub.2. Apply a 1/8-inch (3 mm) diameter bead ofRTV sealant around the mating surface of thehub and around the edge of each fastenerhole.3. Install the axle shaft into the housing. Theaxle shaft flange must fit flat against the wheelhub.Fill the Axle with Lubricant1. Park the vehicle on a level surface.2. Remove the fill plug from the axle housing.3. Fill the axle housing with the correct lubricantuntil the lubricant level is to the bottom of thefill plug hole. See the Section 7.4. Install the fill plug and tighten it to 35 lb-péminimum.5. Road test the vehicle in an unloaded conditionfor one to two miles (1.6-3.2 km). Do not exceed25 mph (40 km/h).6. Recheck the lubricant level. Adjust the lubricantlevel as necessary.1 - CAPSCREW2 - AXLE SHAFT FLANGE3 - AXLE SHAFT HUBFigure 4.434. Install the capscrews and tighten them to105-115 lb-ft (140-155 N.m).5. Connect the driveline universal joint to the pinioninput Fork on the differential.6. Remove the safety stands. Lower the vehicle.Remove the blocks from the wheels.34 <strong>MAINTENANCE</strong> <strong>MANUAL</strong>
Torque SpecificationsFastener Dimensions Torque lb.-foot (N.m)1- Fork Locknut M32 x 1,5 740-920 (1000-1245)2- Adjusting Ring Lock PlateCapscrews3- Differential Case Capscrews4- Differential Cap CapscrewsM6 x 1,0, Class 10.9 10-13 (14-18)M12 x 1,75, Class 10.9 (MS-113) M14 x 1,75, Class 10.9(MS-113 Plus)37 + 7/-0 Lb.ft (50+10/-0 N.m+ 60º + 10º /-0º 63 + 4/-0 Lb.ft(85+5/-0 N.m + 60º + 5º /-0ºM14 x 2,0, Class 10.9 115-140 (155-190)5 e 6- Differential Case Capscrew41 x 1467 (short)41 x 1465 (long)83-110 (110-150)7- Axle Shaft capscrews M12 x 1,75 105-115 (140-155)8- Fill plug 0,75-14 35 minimum9- Drain plug 0,50-14 35 minimum10- Breather plug 297U6937 20 lb.Inch<strong>MAINTENANCE</strong> <strong>MANUAL</strong>35
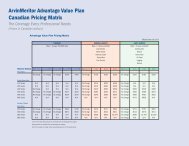
LubricationDescriptionPinion Bearing Preload Rolling TorqueDifferential Bearing PreloadExpansion between Bearing capDifferential Gears Rotating ResistanceRing Gear RunoutBacklash Setting Range for Old Gear SetsBacklash Setting Range for Old Gear SetsSpecification5-20 lb-inch. (5,8 – 23,0 N.m)5-20 lb-inch. (5,8 – 23,0 N.m)0,006 – 0,013 inch. (0,15 – 0,33 mm)50 lb-inch (68 N.m)0,008 inch. (0,200 mm) maximum0,008 – 0,018 inch (0,20 – 0,46 mm)0,005 – 0,015 inch (0,13 – 0,25 mm)Lubrication CapacityMS SeriesLiters6,8Oil Change Intervals and Specifications for all tractive rear axles (1)Ocupación o Operación delVehículoRecreational Vehicle TrailerCommercial VansBeverage TruckRescue TruckUrban DeliverySchool busFirefighters TruckUtilitarian Municipal TruckInitial Oil Change No longer required since January 1st 1993Oil level checkPetroleum based oil changein the axle with or withoutpump and filter.Synthetic Oil change in theaxle without pump or filter (2)Every 25.000 miles (40.000 km) or fleet maintenanceinterval (whichever comes first)Every 100.000 miles (160.000 km) Or annually, whichevercomes firstEvery 250.000 miles (400.000 km) Or annually, whichevercomes firstEvery 10.000 miles (16.000 km), oncea month, or fleet maintenance interval(whichever comes first)Every 50.000 miles (80.000 km) or annually,whichever comes firstEvery 100.000 miles (160.000 km) or annually,whichever comes firstSynthetic Oil change in theaxle with pump and filter systemEvery 500.000 miles (800.000 km) Every 250.000 miles (400.000 km)(2)Filter Exchange in the axleEvery 100.000 miles (160.000 km)with pump system and filterEvery 100.000 miles (160.000 km)(1) If a No-Spin differential (non-slip) is installed, change the oil (petroleum based or synthetic) in intervals of 40,000 miles (64,000km) or maximum range of 50,000 miles (80,000 km).(2) This interval only applies to semi-synthetic oils and fully approved synthetic. Approved lubricants for Tractive Rear Axle relativeto the approved list of oil for axle with extended drain period. To obtain this publication, see the sheet for Comments on TechnicalAssistance on the inside cover of this manual.(3) The first oil change (mineral type) should be between 2000 and 5000 km.36 <strong>MAINTENANCE</strong> <strong>MANUAL</strong>
LubricationOil Specification for AxlesOil Specificationfor AxlesSpecifica-A.P.ItionSAE Class<strong>Meritor</strong> SpecificationMilitary/SAE SpecificationExternal TemperatureLubrificantes de Dreno NãoProlongadoLubrificantes de DrenoProlongadoPetroleumAdditives EPwithPetroleum Additiveswith ExtendedDrainGL-5GL-585W/140 O-76A80W/140 O-76B80W/90 O-76D75W/90 O76-E75WO-76J75W/140 O-76L80W/90 __Semi Synthetic 80W/90 __Pure Synthetic 75W/140 O-76MPure Synthetic 75W/90 O-76NMIL-PRF-2105E eSAE J2360MIL-PRF-2105Ee SAE J2360Over+10°F (-12°C)Over-15°F (-26°C)Over-15°F (-26°C)Over-40°F (-40°C)From -40°F (-40°C)to 35°F (2°C)Over-40°F (-40°C)Over-15°F (-26°C)Over-15°F (-26°C)Over-40°F (-40°C)Over-40°F (-40°C)<strong>MAINTENANCE</strong> <strong>MANUAL</strong>37
Towing InstructionsWARNINGTo prevent serious eye injury, always wear safeeye protection when you perform vehicle maintenanceor service.When transporting a vehicle with the wheels ofone or both drive axles on the road, it is possibleto damage the axles if the wrong procedureis used before transporting begins. <strong>Meritor</strong>recommends that you use the following procedure.3. Identify each axle shaft that is removed fromthe axle assembly so they can be installed inthe same location after transporting or repairis completed. Example: Match mark a matingaxle shaft and hub.4. Remove the axle shaft from the axle assembly.Figure 7.1.5. Install a cover over the open end of each hubwhere an axle shaft was removed. This willprevent dirt from entering the bearing cavityand loss of lubricant.Before Towing or Drive-AwayWARNINGEngage the parking brake to prevent the vehiclefrom moving before you begin maintenanceor service procedures that require you to beunder the vehicle. Serious personal injury canresult.1. Apply the vehicle parking brakes using theswitch inside the cab of the vehicle.NOTE:Remove both axle shafts from the axle(s)that will remain on the road when the vehicleis transported.2. Remove the capscrews from the flange of theaxle shafts. Figure 7.1.NOTE:If an air supply will be used for the brakesystem of the transported vehicle, continuewith Steps 6 and 7, otherwise continue withStep 8.6. Connect an auxiliary air supply to the brakesystem of the vehicle that is being transported.Before moving the vehicle, charge thebrake system with the correct amount of airpressure to operate the brakes. See the instructionssupplied by the vehicle manufacturerfor procedures and specifications. If anauxiliary air supply is not used, continue withStep 8.7. When the correct amount of air pressure is inthe brake system, release the parking brakesof the vehicle that is being transported. Step8 is not required.WARNINGWhen you work on a spring chamber, carefullyfollow the service instructions of the chambermanufacturer. Sudden release of a compressedspring can cause serious personal injury.8. If there are spring parking brakes on the axle(s)that will remain on the road when the vehicleis transported, and they cannot be releasedby air pressure, manually compress and lockeach spring so that the brakes are released.See the manufacturer’s instructions.1 - CAPSCREW2 - AXLE SHAFT FLANGE3 - AXLE SHAFT HUBFigure 7.138 <strong>MAINTENANCE</strong> <strong>MANUAL</strong>
Towing InstructionsAfter Towing or Drive-AwayWARNINGEngage the parking brake to prevent the vehiclefrom moving before you begin maintenanceor service procedures that require you to beunder the vehicle. Serious personal injury canresult7. Check the lubricant level in the axles andhubs where the axle shafts were removed.See the Section 7 for specifications and intervals.For Manual 1, Preventive Maintenanceand Lubrication. To obtain this publication,see the Service Notes page on thefront inside cover of this manual.1. If an auxiliary air supply was used, apply thevehicle parking brakes using the switch insidethe cab of the vehicle. If an auxiliary airsupply was not used, begin with Step 2.WARNINGWhen you work on a spring chamber, carefullyfollow the service instructions of the chambermanufacturer. Sudden release of a compressedspring can cause serious personal injury.2. Apply the vehicle spring parking brakes bymanually releasing each spring that wascompressed before transporting started. Seethe manufacturer’s instructions.3. Disconnect the auxiliary air supply, if used,from the brake system of the vehicle that wastransported. Connect the vehicle’s air supplyto the brake system.4. Remove the covers from the hubs.NOTE:Continue with Steps 5-6 to install all axleshafts.5. Install the axle shaft into the axle housing anddifferential in the same location it was removedfrom. The flange of the axle shaft mustbe flat against the hub. Rotate the axle shaftor the driveline as necessary to align the splinesand the holes in the flange with the studsin the hub. Figure 8.1.6. Install the capscrews. Tighten the capscrewsto 105-115 lb-ft (140-155 N.m).<strong>MAINTENANCE</strong> <strong>MANUAL</strong>39
Special ToolsDifferential Repair Stand SpecificationsSPX Kent-Moore número de lapieza J-3409-D1 - Plates 8’ (2.44 mm) long x 3/4” (19.05 mm) thick x 1-1/4” (31.75 mm) wide with a tongue to fitslot in bar weld plates to bar2 - Handle 7” (177.8 mm) long with slot in one end to fit clamp screw3 - Bar 2” (50.8 mm) diameter x 9” (228.6 mm) long with one end slotted to fit plate4 - Weld all around after pressing plug into pipe.5 - Weld6 - Shape and size of holes to fit differential7 - 23-1/2” (596.9 mm) center to center of pipe8 - Chamfer end of pipe for welding.9 - 4” (101.6 mm) diameter pipe10 - Plug 4” (101.6 mm) diameter x 7” (177.8 mm) long with one end turned 3” (76.2 mm) long tofit pipe. Drill 2” (50.8 mm) hole and mill 3/16” (4.76 mm) wide slot 2” (50.8 mm) from top.11 - Screw 3-1/2” (88.9 mm) long x 5/8” (15.86 mm) diameter with flats onto end to fit handle and2-1/2” (63.5 mm) length of thread on other end12 - Drill 3/8” (9.5 mm) hole through handle and screw.See the Service Notes page on the front inside cover of this manual to obtain this repair stand.40 <strong>MAINTENANCE</strong> <strong>MANUAL</strong>
Failures and CausesHow to make a Fork Bar1. Measure dimensions A and B of the Fork youare servicing. Figure 8.1.1 - Special ToolFigure 8.21 - ForkFigure 8.12. Calculate dimensions C and D of the Forkbar by adding 0.125-0.250-inch (3.175-6.35mm) to dimensions A and B of the Fork. Figure8.2.WARNINGWear safe clothing and eye protection whenyou use welding equipment. Welding equipmentcan burn you and cause serious personalinjury. Follow the operating instructionsand safety procedures recommended by thewelding equipment manufacturer.Overview of Damaged Components1. Flexing overload:One look at the drive pinion shows the entirebreakage as rough and crystalline. Brokenparts showing surfaces like this clearly indicatethat the damages were instantaneous and causedby shock. Figure 9.13. To make the box section, cut and weld 1.0-inch x 2.0-inch (25.4 mm x 50.8 mm) mild steelsquare stock according to dimensions C andD. Figure 8.2.4. Cut a 4.0-foot x 1.25-inch (1.21 m x 31.75 mm)piece of mild steel round stock to make theFork bar handle. Center weld this piece to thebox section. Figure 8.2.• To increase Fork bar rigidity: Weld two anglepieces onto the handle.Figure 9.1<strong>MAINTENANCE</strong> <strong>MANUAL</strong>41
Failures and Causes2. Flexing Fatigue:Flexion fatigues at the root are originated byshock and / or repetitive overload, causing cracksfound in the roots of the teeth of the gear.As the mileage increases, the initial cracks increasesand the gear teeth will progressivelyweaken until the break occurs.Flexion fatigue in the root of the drive pinion teethis characterized by the same type of beachmarks left on the axles that has flexion fatiguefailure caused by rotation. When only two orthree teeth breaks, this indicates that the causemay have been an instantaneous shock load.Fatigue-induced by shock loads will also showorigins that are also in line. If all the remainingteeth are broken, the likely cause was a severeshock load with continuous application of voltageor overload of the vehicle.The beach marks causes flexion fatigue cracksat the root, starting at the root of all affectedteeth and progress to the hardened surface ofthe drive pinion and ring gear set teeth. Figure9.2.3. Fatigue Initiated by Shock:Shock loads are often severe enough to breakthe gear’s teeth at the root, parting axles in twoand causing other failures as well. Often, shockloads do not produce instantaneous failure,but leave the component weakened or with acrack. Depending on the severity of the shock,the definite failure may occur only after manykilometers. Figure 9.3.Figure 9.34. Flank CrackingFlank cracking usually causes the peeling of ametal surface very similar to what is a failureby chipping (spalling). However, a gear withcracks in the sides will develop first longitudinalbreaks along the surface of the gear tooth.Once these cracks appear, the failure occursquickly. Many times, just one tooth gives a signof decay while the other teeth are intact. Butwhen breaks appear, soon the metal betweenthem begins to flake off the teeth. Figure 9.4.Figure 9.242 <strong>MAINTENANCE</strong> <strong>MANUAL</strong>
Failures and CausesFigure 9.4Figure 9.5Lubrication5. Exhausted Additive Damage:<strong>Meritor</strong> axles requires lubricants that meetthe specifications EP (Extreme Pressure) withadditives’ base of sulfur / phosphorus. To function,the required oil is GL-5, as specified L--PRF-2105E. Inappropriate grade lubricantwith additives depleted or in situations of lowoil level (or no oil) can take the ring gear anddrive pinion to provide a lubrication failure characterizedby contact wear pattern, which isknown as “crow’s foot”. Such patterns are describedas lines or grooves in the teeth of thegear. Figure 9.5. and Figure 9.6.<strong>Meritor</strong> transmissions require that the lubricantsare for heavy-duty engine (straight grade)or GL-1 petroleum with corrosion and oxidationinhibitor (mineral or synthetic).Lubricants for tractive axles MUST NOT beused in transmissions, as well as lubricants fortransmissions MUST NOT be used in tractiveaxes. The mixture of the two lubricants acceleratesdeterioration and premature wear ofparts in the assembly. For more informationsee the lubrication Maintenance Manual No. 1,Lubrication.Figure 9.6<strong>MAINTENANCE</strong> <strong>MANUAL</strong>43
Failures and CausesThe drive pinion teeth deteriorate until it assumesthe form of a knife blade due to inadequatelubrication or the use of exhausted lubricant(old). Figure 9.7Figure 9.744 <strong>MAINTENANCE</strong> <strong>MANUAL</strong>
<strong>MAINTENANCE</strong> <strong>MANUAL</strong>Always use the Technical Manuals from...
Always use original partsFor more details, see the Spare Parts CatalogCustomer service55 11 3684.674155 11 3684.6867Purchase the CD-ROM failure analysis of components of the axistractionCustomer ServiceAv. João Batista, 825 - Osasco - SP - 06097-105Tel. (11) 3684-664 - (11) 3684-6867AfterMarket (Replace parts)R. Ester Rombenso, 403 - Osasco - SP - 06097-120Tel. (11) 0800-555530www.arvinmeritor.com