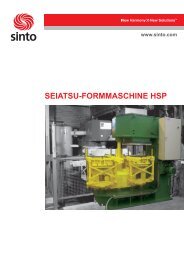
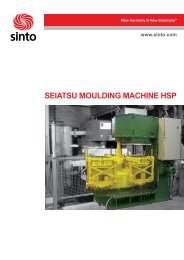
SEIATSU Moulding Machine HSP, english - Heinrich Wagner Sinto
SEIATSU Moulding Machine HSP, english - Heinrich Wagner Sinto
SEIATSU Moulding Machine HSP, english - Heinrich Wagner Sinto
- No tags were found...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
TEchNIcal INfOrmaTIONroller liftingTechnical Data Dimensions (in mm)Pattern <strong>HSP</strong> 1 <strong>HSP</strong> 2 <strong>HSP</strong> 3Table size mm 750 x 560 950 x 710 1155 x 860<strong>Moulding</strong> box size inside min. mm 450 x 300 550 x 450 700 x 550inside max. mm 650 x 500 800 x 650 1000 x 800outside max. mm 850 x 650 1000 x 850 1250 x 1050Squeeze stroke max. mm 200 250 300Separarting stroke max. mm 200 300 400Squeeze force adjustab. up to max. kN 310 500 735electrical connected load kW 5,5 7,5 11Weight kg 6000 9500 20000Pattern <strong>HSP</strong> 1 <strong>HSP</strong> 2 <strong>HSP</strong> 3A 1180 1500 1870B 600 450 300C 490 605 605D 2510 3085 3635E 655 1160 1680F (approx) 2700 3530 4400G (approx) 2300 2850 3600Further reasons why more than 180 foundries purchased a <strong>HSP</strong> moulding machine:• Only one sand supply system is required for a <strong>HSP</strong>moulding machine.• Very small sand spillage since the moulding sand canbe exactly predosed by the filling frame.• No vibratory shock is caused within the machine areabecause no vibrations are used (simple foundations).• Excellent service provided by HWS worldwide.And last but not least ...... a <strong>Moulding</strong> <strong>Machine</strong> 100% made in Germany.Bahnhofstraße 101 • D-57334 Bad LaaspheTel +49 (0) 2752 907-0 • Fax +49 (0) 2752 9www.wagner-sinto.de
comparison of Weight and DimensionalAccuracy between <strong>SEIATSU</strong> and Jolt-SqueezeHigh Dimensional AccuracyThe moulds produced by <strong>SEIATSU</strong> – Air Flow Squeeze<strong>Moulding</strong> Process (without jolt) are maintaining uniformdensity and high strength so that the castings producedin <strong>SEIATSU</strong> moulds can offer a very high fidelity to thepatterns.As the variation of dimensions of castings is quiet small,it is possible to produce thinner and lighter castings withhigh reproducability.Level-time signal of a jolt squeeze moulding machineBetter environmental conditionsThe noise emission of a <strong>HSP</strong> moulding machine is max. 85dB (A). This enables a better communication among theoperators and reduces the risk of hearing impairment.<strong>SEIATSU</strong> Valve open Squeeze bock jolterLevel-time signal of the <strong>SEIATSU</strong> Airflow Squeeze<strong>Moulding</strong> ProcessJolting Squeeze <strong>Machine</strong>with core<strong>SEIATSU</strong>Squeeze <strong>Moulding</strong>Processwithout coreCoreSelfcore ingreen sand285Taper 0,5°320ø170ø200
The components:Hydraulic unitThe hydraulic equipment of the <strong>HSP</strong> machine consists ofa variable capacity pump and of control valves. It is installedwithin the machine frame. In the lower part of the frame servesas a reservoir for the hydraulic oil. The hydraulic valvescan be exchanged without dismantling the pipework.control systemThe electronic equipment for controlling the machineis freely programmable. Here, HWS trusts in the provenSiemens S7 technology. The PLC is located in a controlbox at the machine frame. A separate operator panel allowsindividual, pattern related parameter input.Pattern deviceFine sand slinger:HWS supplies (optionally) a fine sand slinger for theproduction of castings with high-quality surfaces. A predosedsand quantity is applied onto the pattern contour bymeans of a roll brush. The fine sand slinger replaces thetime-consuming manual sieving of facing sand. The mouldingsand processed by the fine sand slinger is also usedas filling sand. No special sand is required.The pattern plates are mounted onto a pattern bolster.Each pattern bolster is provided with a vented collar whichruns along the inner walls of the moulding box and takescare of the exhaust air passing through the sand, producinga good peripheral compaction of each mould. The openingcross section of the vents is calculated in such a way thatmost patterns do not require additional vents in the patternplate itself.Coarse sandRoll brushFine sand
HEInRIcH WAGnER SInToMaschinenfabrik GmbH SINTOKOGIO GROUPBahnhofstraße 101 ·• D-57334 Bad Bad Laasphe, Laasphe GermanyPhone Tel +49 +49 (0) (0) 2752 2752 907-0 907-0 • Fax · Fax +49 +49 (0) (0) 2752 2752 907-280 907-280www.wagner-sinto.deDIN EN ISO 9001:2000Zertifikat: 09 100 72018VO · 1000 · 06/1107-280