ConnectingâRod Machining Line (600 pcs per hour) 2 off Camshaft ...
ConnectingâRod Machining Line (600 pcs per hour) 2 off Camshaft ...
ConnectingâRod Machining Line (600 pcs per hour) 2 off Camshaft ...
- No tags were found...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
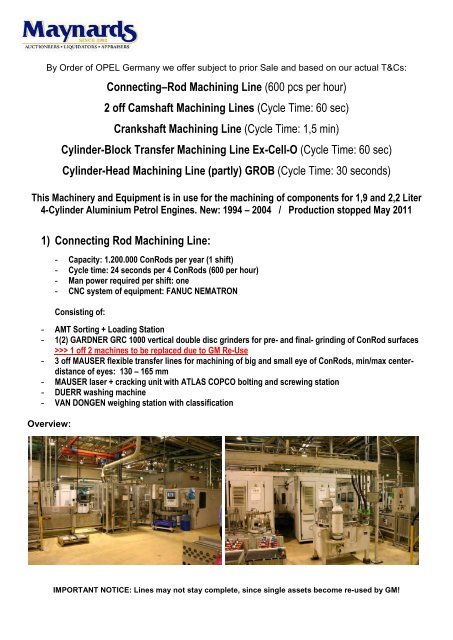
By Order of OPEL Germany we <strong>off</strong>er subject to prior Sale and based on our actual T&Cs:Connecting–Rod <strong>Machining</strong> <strong>Line</strong> (<strong>600</strong> <strong>pcs</strong> <strong>per</strong> <strong>hour</strong>)2 <strong>off</strong> <strong>Camshaft</strong> <strong>Machining</strong> <strong>Line</strong>s (Cycle Time: 60 sec)Crankshaft <strong>Machining</strong> <strong>Line</strong> (Cycle Time: 1,5 min)Cylinder-Block Transfer <strong>Machining</strong> <strong>Line</strong> Ex-Cell-O (Cycle Time: 60 sec)Cylinder-Head <strong>Machining</strong> <strong>Line</strong> (partly) GROB (Cycle Time: 30 seconds)This Machinery and Equipment is in use for the machining of components for 1,9 and 2,2 Liter4-Cylinder Aluminium Petrol Engines. New: 1994 – 2004 / Production stopped May 20111) Connecting Rod <strong>Machining</strong> <strong>Line</strong>:- Capacity: 1.200.000 ConRods <strong>per</strong> year (1 shift)- Cycle time: 24 seconds <strong>per</strong> 4 ConRods (<strong>600</strong> <strong>per</strong> <strong>hour</strong>)- Man power required <strong>per</strong> shift: one- CNC system of equipment: FANUC NEMATRONConsisting of:- AMT Sorting + Loading Station- 1(2) GARDNER GRC 1000 vertical double disc grinders for pre- and final- grinding of ConRod surfaces>>> 1 <strong>off</strong> 2 machines to be replaced due to GM Re-Use- 3 <strong>off</strong> MAUSER flexible transfer lines for machining of big and small eye of ConRods, min/max centerdistanceof eyes: 130 – 165 mm- MAUSER laser + cracking unit with ATLAS COPCO bolting and screwing station- DUERR washing machine- VAN DONGEN weighing station with classificationOverview:IMPORTANT NOTICE: <strong>Line</strong>s may not stay complete, since single assets become re-used by GM!
Fotos of single units and machines by order of o<strong>per</strong>ations:AMT station + first GARDNERfirst MAUSER transfer lineCNC panelssecond MAUSER transfer lineIMPORTANT NOTICE: <strong>Line</strong>s may not stay complete, since single assets become re-used by GM!
MAUSER laser cracking unit and screwing / bolting stationthird MAUSER transfer lineDUERR washing machineVAN DONGEN measuring/classificationIMPORTANT NOTICE: <strong>Line</strong>s may not stay complete, since single assets become re-used by GM!
Connecting-Rod <strong>Line</strong> O<strong>per</strong>ations<strong>Machining</strong> by O<strong>per</strong>ations:Pos Machine O<strong>per</strong>ation1 GARDNER double disc grinder rough grind both sides2 MAUSER Transfer <strong>Line</strong> I rough bore crank diameter and chamfer both sides3 MAUSER Transfer <strong>Line</strong> I core drill pin diameter and deburr datum side4 MAUSER Transfer <strong>Line</strong> I prefinish bore crank diameter5 MAUSER Transfer <strong>Line</strong> I finish bore pin diameter and chamfer sides6 MAUSER Transfer <strong>Line</strong> I measuring crank and pin diameter and center distance7 MAUSER Transfer <strong>Line</strong> II spotface bolt seats (1st step)8 MAUSER Transfer <strong>Line</strong> II pilot bore bolt holes and chamfer9 MAUSER Transfer <strong>Line</strong> II drill bolt holes thru10 MAUSER Transfer <strong>Line</strong> II spotface bolt seats (2nd step)11 MAUSER Transfer <strong>Line</strong> II step ream bolt holes and minor tap diameter12 MAUSER Transfer <strong>Line</strong> II tap bolt holes13 MAUSER Transfer <strong>Line</strong> III laser fracture notches14 MAUSER Transfer <strong>Line</strong> III fracture cap from rod15 MAUSER Transfer <strong>Line</strong> III brushing joint faces16 MAUSER Transfer <strong>Line</strong> III install bolt and pretorque17 MAUSER Transfer <strong>Line</strong> III relax, blow <strong>off</strong> and torque bolts (25Nm + 100deg)18 MAUSER Transfer <strong>Line</strong> III fracture break-out detection19 MAUSER Transfer <strong>Line</strong> III press pin bushing20 GARDNER double disc grinder finish grind both sides / Machine to be replaced due to GM Re-Use!!!21 MAUSER Transfer <strong>Line</strong> IV spotface and chamfer pinend, datumside -A-22 MAUSER Transfer <strong>Line</strong> IV spotface and chamfer pinend, side opposite -A-23 MAUSER Transfer <strong>Line</strong> IV if required: drill oil bore in pinend24 MAUSER Transfer <strong>Line</strong> IV mill lock slots25 MAUSER Transfer <strong>Line</strong> IV fine bore crank diameter26 MAUSER Transfer <strong>Line</strong> IV fine bore pin diameter27 MAUSER Transfer <strong>Line</strong> IV measuring crank and pin diameter and center distance28 DUERR washing29 VAN DONGEN weighing an classification
Connecting Rod <strong>Line</strong> Layout:AMT loading VAN DONGEN DUERR washerGARDNER grinderfinal measuring + sorting1 st MAUSER transfer line 2 nd MAUSER transfer (half)3 rd MAUSER transfer line GARDNER grinder (ReUse)2 nd MAUSER transfer (half) MAUSER laser, cracking, bolting lineIMPORTANT NOTICE: <strong>Line</strong>s may not stay complete, since single assets become re-used by GM!
2) 2 <strong>off</strong> <strong>Camshaft</strong> <strong>Machining</strong> <strong>Line</strong>s:- Cycle Time: 60 seconds- CNC system of equipment: FANUC NEMATRON and SIEMENS SINUMERIK 840DList of O<strong>per</strong>ations and Machinery in <strong>Camshaft</strong> <strong>Machining</strong> <strong>Line</strong>s I and IIO<strong>per</strong>ation Process Machine YoM<strong>Line</strong> I <strong>Line</strong> II <strong>Line</strong> I <strong>Line</strong> II<strong>Line</strong>I<strong>Line</strong>IIOP 05 OP 06 facing + chamfering BECKER ULM single station BECKER ULM single station 2000 2000OP 10 OP 11 hardening + tem<strong>per</strong>ing AEG ELOMAT EM 8/80/10/P AEG ELOMAT EM 8/80/10/P 2000 2000OP 20 OP 21 pre-grinding bearings LANDIS 500 SE LANDIS 500 SE 2000 2000OP 30 - OP 31 – end machining and slot65 66grinding BECKER ULM 7-Station BECKER ULM 7-Station 2000 2000OP 70 OP 71 final grinding bearing LANDIS 500 SE LANDIS 500 SE 2000 2000OP 72 grinding of guide bearing SCHAUDT ZEUS M R 11 2004OP 75 grinding of guide bearing LANDIS 3LB THRUST 380x680 2000OP 72 grinding of guide bearing SCHAUDT ZEUS M R 11 2004OP 76 grinding of guide bearing, inlet LANDIS 3LB THRUST 380x680 2000OP 77grinding of guide bearing,outlet LANDIS 3LB THRUST 380x680 2000OP 80 OP 81 cam lobe roughing + finishingLANDIS 3L CAM LOBE380x680LANDIS 3L CAM LOBE380x680 2000 2000OP 80 OP 81 cam lobe roughing + finishingLANDIS 3L CAM LOBE380x680LANDIS 3L CAM LOBE380x680 2000 2000OP 80 OP 81 cam lobe roughing + finishingLANDIS 3L CAM LOBE380x680LANDIS 3L CAM LOBE380x680 2000 2000OP 80 OP 81 cam lobe roughing + finishingLANDIS 3L CAM LOBE380x680LANDIS 3L CAM LOBE380x680 2000 2000OP 80 OP 81 laser marking VECTORMARK VECTORMARK 2000 2000OP 90 OP 92 finishing of bearings SUPFINA TP 90-6 TAPE SUPFINA 721/1 2000 2004OP 100 OP 101 washing VAILANT ELAN DUERR 42-EX-HD 2000 2004OP 110 A OP 110 B final + complete measuring ADCOLE 1310 ADCOLE 1310 2000 2000OP 110 C final + complete measuring ADCOLE 1310 2000 2000OP 180 OP 150 handling unknown Unknown 2000 2000Off-<strong>Line</strong> Measuring ADCOLE 911 - 24 2003Off-<strong>Line</strong> Measuring HELIOS HELIO-SCOPE 750 2003Off-<strong>Line</strong> Ultrasonic Washer Unknown 2003IMPORTANT NOTICE: <strong>Line</strong>s may not stay complete, since single assets become re-used by GM!
Fotos of single units and machines by order of o<strong>per</strong>ations:BECKER facing + chamferingAEG ELOTHERM ELOMATLANDIS centerless grinderBECKER flexible Transfer <strong>Line</strong>LANDIS centerless grinderSCHAUDT ZEUS MIMPORTANT NOTICE: <strong>Line</strong>s may not stay complete, since single assets become re-used by GM!
ADCOLE 911-24 measuring (<strong>off</strong>-line)LANDIS 3LB THRUSTLANDIS 3L CAM LOBESUPFINA su<strong>per</strong> finishingVAILANT washing machineADCOLE 1310 final measuringIMPORTANT NOTICE: <strong>Line</strong>s may not stay complete, since single assets become re-used by GM!
<strong>Camshaft</strong> <strong>Line</strong> Layout (first part of o<strong>per</strong>ations):BECKER AEG ELOTHERM LANDIS BECKER Transfer <strong>Line</strong>BECKER AEG ELOTHERM LANDIS BECKER Transfer <strong>Line</strong><strong>Camshaft</strong> <strong>Line</strong> Layout (second part of o<strong>per</strong>ations):LANDIS SCHAUDT LANDIS LANDIS LANDIS ADCOLE VAILANTLANDIS LANDIS SUPFINA ADCOLELANDIS LANDIS SUPFINA ADCOLELANDIS SCHAUDT LANDIS LANDIS LANDIS ADCOLE DUERRIMPORTANT NOTICE: <strong>Line</strong>s may not stay complete, since single assets become re-used by GM!
3) Crankshaft <strong>Machining</strong> <strong>Line</strong>:- Cycle Time: 1,5 minutes- CNC system of equipment: FANUC NEMATRON and SIEMENS SINUMERIK 840 DConsisting of:- Loading station- 2 <strong>off</strong> NTC horizontal machining centers for end machining (facing + centering)- HELLER DRK 400 turn-broaching machine- VDF BOEHRINGER VDF 315 DM-2 turn-broaching machine- HEGENSCHEIDT 7893 deep rolling machine >>> To be replaced due to GM Re-Use!- 2 <strong>off</strong> NTC horizontal machining centers- 3 (4) <strong>off</strong> HONSBERG LAMB MACH 1 – 500 T twin-spindle horizontal machining centers for deep holedrilling o<strong>per</strong>ations >>> 1 <strong>off</strong> 4 machines to be replaced due to GM Re-Use!- NAXOS RMBO 400 multi-wheel journal grinder- 2 <strong>off</strong> NAXOS KBO pin grinder- 1 (6) NILES-SIMMONS N 20 CNC Lathes >>> 5 <strong>off</strong> 6 CNC Lathes to be replaced due to GM Re-Use!- ABB robot deburring cell >>> To be replaced due to GM Re-Use!- HOFMANN full-automatic balancing line- HOFMANN manual re-work balancing station- SUPFINA su<strong>per</strong> finishing line (3 stations) >>> To be replaced due to GM Re-Use!- DUERR washing machine- HOMMEL WERKE final testing + measuring line- Unloading and storingFotos of single units and machines by order of o<strong>per</strong>ations:Loading Station NTC HMC (2 <strong>off</strong>) HELLER DRZ 400VDF BOEHRINGER 315 DM-2 NTC HMC (2 <strong>off</strong>) (3 of 4) Honsberg Lamb Mach 1–500TIMPORTANT NOTICE: <strong>Line</strong>s may not stay complete, since single assets become re-used by GM!
NAXOS RMBO 400 NAXOS KBO 400 (2 <strong>off</strong>) ABB robot deburring CellHOFMANN balancing lineHommel-Werke final measuring_______________________________________________________________________________________________General Information:- <strong>Line</strong>s may not stay complete, since single Assets and Units will become Re-Used by GM!- Inspections by appointment only! Location: OPEL Kaiserslautern / Germany- All Equipment becomes <strong>off</strong>ered in this Brochure are “AS IS, WHERE IS” and subject to prior Sale!- Although Information has been given from sources deemed reliable, MAYNARDS make no warranty or guarantee,expressed or implied, as to the accuracy of the information contained herein.- All <strong>off</strong>ers are subject to approval by the Seller and subject to acceptance of Sellers OFFER TO PURCHASE.- This Sale is based on the Terms & Conditions of GM OPEL and MAYNARDS._____________________________________________________________________________________________________________________________________________IMPORTANT NOTICE: <strong>Line</strong>s may not stay complete, since single assets become re-used by GM!
Crankshaft Layout (1 st and 2 nd half of o<strong>per</strong>ations):Up<strong>per</strong> row: Loading station 2x NTC HMC 2x NILES SIMMONS N 20Mid row: 3x NAXOS UNION Honsberg LambLower row: 3x NILES SIMMONS N 20ABB robot cellUp<strong>per</strong> row: NILES HELLER VDF BOEHRINGER HEGENSCHEIDTMid row: 3x Honsberg Lamb 2x NTC HMCLower row: HOFMANN balancing SUPFINA (line of 3 units) Duerr Hommel
4) Cylinder-Block Transfer <strong>Machining</strong> <strong>Line</strong>:- Cycle Time: 60 seconds- CNC system of equipment: FANUC NEMATRONConsisting of:- <strong>Line</strong> for the <strong>Machining</strong> of 4-Cylinder Aluminium Engine-Blocks- 12 <strong>off</strong> ExCellO Transfer <strong>Machining</strong> <strong>Line</strong>s for Milling, Drilling and Tapping O<strong>per</strong>ations- GEHRING Honing <strong>Line</strong>- 5 <strong>off</strong> FROEHLICH In-<strong>Line</strong> Leak-Testing Units- 3 <strong>off</strong> BEYSS In-<strong>Line</strong> Washers- Loading Units, Conveyors and Handling EquipmentIMPORTANT NOTICE: <strong>Line</strong>s may not stay complete, since single assets become re-used by GM!
OPEL Engine Block <strong>Machining</strong> <strong>Line</strong> (Layout, Part 1 of 3 / OP 05 – OP 80)IMPORTANT NOTICE: <strong>Line</strong>s may not stay complete, since single assets become re-used by GM!
OPEL Engine Block <strong>Machining</strong> <strong>Line</strong> (Layout, Part 2 of 3 / OP 87 – OP 155)IMPORTANT NOTICE: <strong>Line</strong>s may not stay complete, since single assets become re-used by GM!
OPEL Engine Block <strong>Machining</strong> <strong>Line</strong> (Layout, Part 3 of 3 / OP 160 – OP 210)
5) Cylinder-Head <strong>Machining</strong> <strong>Line</strong>:- Cycle Time: 30 seconds- CNC system of equipment: FANUC NEMATRONConsisting of:- <strong>Line</strong> for the <strong>Machining</strong> of Aluminium 4-Cylinder-Heads- GROB Transfer <strong>Line</strong>s for Milling, Drilling and Tapping O<strong>per</strong>ations- OP 30 and OP 130 GROB flexible transfer line for machining of camshaft main bearing bores- OP 25 consisting of twelve (12) 4-Axes Horizontal <strong>Machining</strong> Centers >>> to be replaced. All machinesbecome Re-Used by GM!- OP 95 consisting of four (4) 4-Axes Horizontal <strong>Machining</strong> Centers >>> to be replaced. All machines becomeRe-Used by GM!- Loading Units, Conveyors and Handling EquipmentLoading OP 10 OP 20O<strong>per</strong>ation (OP) 30
OP 40 OP 50 OP 60OP 65 OP 90 OP 100OP 130OP 110 OP 140
Layout of Cylinder Head <strong>Machining</strong> <strong>Line</strong> (Part 1 <strong>off</strong> 3):
Layout of Cylinder Head <strong>Machining</strong> <strong>Line</strong> (Part 2 <strong>off</strong> 3):
Layout of Cylinder Head <strong>Machining</strong> <strong>Line</strong> (Part 3 <strong>off</strong> 3):Further information under: europe@maynards.com, Tel +49 174 3210116