Wega 401 M2.40 FKW - EWM Hightec Welding GmbH
Wega 401 M2.40 FKW - EWM Hightec Welding GmbH Wega 401 M2.40 FKW - EWM Hightec Welding GmbH
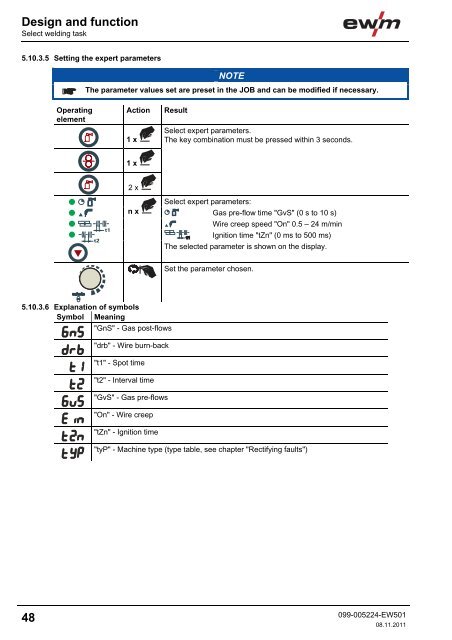
Design and functionSelect welding task5.10.3.5 Setting the expert parametersNOTEThe parameter values set are preset in the JOB and can be modified if necessary.OperatingelementAction1 xResultSelect expert parameters.The key combination must be pressed within 3 seconds.1 x2 xn xSelect expert parameters:Gas pre-flow time "GvS" (0 s to 10 s)Wire creep speed "On" 0.5 – 24 m/minIgnition time "tZn" (0 ms to 500 ms)The selected parameter is shown on the display.Set the parameter chosen.5.10.3.6 Explanation of symbolsSymbol Meaning"GnS" - Gas post-flows"drb" - Wire burn-back"t1" - Spot time"t2" - Interval time"GvS" - Gas pre-flows"On" - Wire creep"tZn" - Ignition time"tyP" - Machine type (type table, see chapter "Rectifying faults")48099-005224-EW50108.11.2011
Design and functionSelect welding task5.10.3.7 Welding parameter ignition time "tZn" diagramNOTEIn the ignition time, the wire feed continues to run at creep speed after the arc is ignited;the ignition behaviour is improved with the optimum setting.The factory setting is that the ignition time is already optimally preset for various materials. Theprocess described below is always used if there is a pause between welding processes of notless than 1.5 seconds.Figure 5-13Legend with an explanation of symbols can be found in the MIG/MAG function sequences /operating modes chapter.099-005224-EW50108.11.201149
- Page 6: Safety instructionsNotes on the use
- Page 9: Safety instructionsGeneralWARNINGEx
- Page 12 and 13: Safety instructionsTransport and in
- Page 14 and 15: Safety instructionsAmbient conditio
- Page 16 and 17: Machine description - quick overvie
- Page 18 and 19: Machine description - quick overvie
- Page 20 and 21: Machine description - quick overvie
- Page 22 and 23: Machine description - quick overvie
- Page 24 and 25: Machine description - quick overvie
- Page 26 and 27: Design and functionGeneral5 Design
- Page 28 and 29: Design and functionMains connection
- Page 30 and 31: Design and functionWelding torch co
- Page 32 and 33: Design and functionWelding torch an
- Page 34 and 35: Design and functionShielding gas su
- Page 36 and 37: Design and functionShielding gas su
- Page 38 and 39: Design and functionInserting the wi
- Page 40 and 41: Design and functionSelect welding t
- Page 42 and 43: Design and functionSelect welding t
- Page 44 and 45: Design and functionSelect welding t
- Page 46 and 47: Design and functionSelect welding t
- Page 50 and 51: Design and functionMIG/MAG function
- Page 52 and 53: Design and functionMIG/MAG function
- Page 54 and 55: Design and functionMIG/MAG function
- Page 57 and 58: Rectifying faultsCustomer checklist
- Page 59 and 60: Rectifying faultsResetting the cont
- Page 61 and 62: Technical dataWega 4018 Technical d
- Page 63 and 64: Replaceable partsWire feed rollers1
- Page 65 and 66: Appendix ARecommended settings11 Ap
Design and functionSelect welding task5.10.3.5 Setting the expert parametersNOTEThe parameter values set are preset in the JOB and can be modified if necessary.OperatingelementAction1 xResultSelect expert parameters.The key combination must be pressed within 3 seconds.1 x2 xn xSelect expert parameters:Gas pre-flow time "GvS" (0 s to 10 s)Wire creep speed "On" 0.5 – 24 m/minIgnition time "tZn" (0 ms to 500 ms)The selected parameter is shown on the display.Set the parameter chosen.5.10.3.6 Explanation of symbolsSymbol Meaning"GnS" - Gas post-flows"drb" - Wire burn-back"t1" - Spot time"t2" - Interval time"GvS" - Gas pre-flows"On" - Wire creep"tZn" - Ignition time"tyP" - Machine type (type table, see chapter "Rectifying faults")48099-005224-EW50108.11.2011


