Advanced Nuclear Power - AREVA
Advanced Nuclear Power - AREVA
Advanced Nuclear Power - AREVA

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Let the Service Leader MakeYour Plant More CompetitiveThis issue of <strong>Advanced</strong> <strong>Nuclear</strong> <strong>Power</strong> is focused on our <strong>Nuclear</strong> ServicesBusiness Group. Each successive issue will feature a different Business Group'srecent technological innovations, successes and capabilities; for example, the lastissue featured the Projects & Engineering Business Group.<strong>Nuclear</strong> plant operators worldwide are reducing operating costs and increasingplant availability to meet the demands of increasingly competitive power markets.Optimizing plant processes and implementing innovative technology and new maintenanceconcepts can reduce costs. Service providers, through integrating individual plant systemsand component services, have been assisting operators in shortening outage lengths andimproving plant performance.In addition, long-term plant operation likely will requireupgrades and modifications. This is particularly relevant foroperators in the US where most plants plan to operate for at least40 years and many will seek life extension to 60 years.C O N T E N T S4Projects & Engineering4 Angra 2:Energizing Brazil’s Future6 The Strategic Alliance Model:A New Concept forPlant Modernization18FOCUSSteam GeneratorReplacement7<strong>Nuclear</strong> Services7 ROGER Manipulators Improved:Now Without Exclusion Zone8 RCP Motor Refurbishment:Revitalizing a Key Component10 Innovative Nozzle Repairat Biblis A11 New System Reduces BWRRPV Inspection Time by 50%12 Repairing First-of-a-Kind Cracking14 Two Decommissioning Contracts inUnited Kingdom23 Electrical and I&C Outage Services:Process Improvements Cut CostsFramatome ANP supplies the most comprehensive arrayof nuclear services and technologies in the world. We currently provide a full range ofinspection, repair and maintenance services for all types of PWR and BWR plants,specifically tailored to customer needs.Based upon the knowledge gained from designing and building a total of more than 90Framatome and Siemens reactors worldwide, performing a wide range of nuclear servicesand upgrades over a 30 year period, and supplying nuclear fuel to more than 120 plantsbuilt by other vendors all over the world, Framatome ANP has a knowledge basewith approximately 75% of the world's nuclear plants, making us theworld leader in the nuclear industry.That's why you can "ask for more" because Framatome ANP, with ourwealth of experience and innovative strength, will provide you "more."Wulf BürkleSenior Executive Vice President and<strong>Nuclear</strong> Services Business Group Executive,Framatome ANP24<strong>Nuclear</strong> Fuel24 “Swords Into Plowshares”Becomes a Reality26 Chemical Cleaning of Partial BurnupFuel Assemblies: A World Premiere28 SIPPING16 Shortens BWR InspectionTime Dramatically29 Japan and Taiwan:Demand for <strong>Nuclear</strong> Fuel16Mechanical Equipment16 New Steam Generatorsfor Prairie Island31Nuke Notes
Projects & EngineeringProjects & EngineeringAngra 2: Energizing Brazil’s FutureBrazil's new PWR unit Angra 2, ratedfor an electric output of 1,309 MWe,started commercial operation inDecember 2000. Thus, eleven yearsafter startup of Germany's Neckar 2,Siemens (now Framatome ANP), inclose cooperation with its Brazilianpartner and customer, again successfullycompleted a new nuclear powerplant. Owner and operator of Angra 2is the state-owned companyELETRONUCLEAR - EletrobrásTermonuclear S.A. - based in Rio deJaneiro.Angra 2 incorporates the currentsafety standard of nuclear power plantsin Germany and therefore is one ofthe most modern units in the world.Above all, the plant will improve thepower supply situation in the economicregion of Rio de Janeiro/SãoPaulo with its more than 50 millioninhabitants who have suffered frequentpower shortages in recent months. Attoday's annual per capita consumptionin Brazil of 2,100 kilowatt-hours,Angra 2 is capable of supplying electricityto about five million people.Brazilian Companies ProvideOver 50% of All Supplies andServicesAngra 2 is the first nuclear powerplant to be completed under the termsof the 1975 German-Brazilian intergovernmentalagreement on cooperationin the field of peaceful uses ofnuclear energy. The plant was built toSiemens' design in close cooperationbetween Siemens and ELETRONU-CLEAR, as well as other German andBrazilian companies.The contract covering suppliesand engineering services for Angra 2and 3 was signed in 1976 between theBrazilian electric utility Furnas andSite for Angra3Siemens. Two of the main requirementsstipulated in the contract werethat there should be an extensivetransfer of technology and thatBrazilian companies should beinvolved to the greatest extent possible.This led in 1977 to the foundingof the Brazilian engineering company,NUCLEN, in which Siemens held a25% share. Also, technology transferand cooperation agreements were concludedby numerous companies inBrazil and Germany. The manufacturingcompany, NUCLEP, was set up atItaguaí, 80 km south-west of Rio deJaneiro for fabricating reactor componentsfor future nuclear powerplants in Brazil.The agreed scope of technologytransfer included not only the handingover of a large number of technicaldocuments and the granting of licensesand patents, but also an extensivetraining program for Brazilian engineersin Germany. A total of over 250junior engineers from NUCLENalone have been trained at Siemensunder this program. As a result,NUCLEN was able to perform a largeproportion of the engineering work aswell as supervision of construction anderection, with support being provided,when necessary, by experiencedSiemens specialists and managers integratedinto the project team. As aresult of this comprehensive technologytransfer Brazilian companiesprovided over 50% of all suppliesand services.Progress Delayed in the 1980sby Brazil's Economic ProblemsConstruction of Angra 2 began in1977. After pile foundation work hadbeen completed in the Bay of Angrados Reis, erection of the civil structureswas started in 1981. All heavyengineering equipment for Angra 2and 3, such as the components of thenuclear steam supply system and theturbine generator set were shipped toBrazil in the early 1980s. In the mid-80s, a slowdown in the developmentof Brazil's economy resulted in a slowergrowth in electricity consumptionthan had been anticipated. As a consequence,work was halted at Angra 3and was reduced to a minimum atAngra 2. Nevertheless, it was still possibleto complete a large proportion ofthe heavy construction work, to startfinishing work inside the buildingsand, in the fall of 1994, to rig thereactor pressure vessel, steam generatorsand reactor coolant pumps intothe containment.Work Takes Off Againin the 1990sThis situation changed decisively in1995. The Brazilian governmentassigned high priority to the Angra 2project to reduce the power supplydeficit in the now rapidly growing economicregion of Rio de Janeiro/SãoPaulo, and provided the necessaryfunding. The first mechanical andelectrical components were installed inthe same year. The main erectionactivities (piping and other componentsas well as electrical equipmentand instrumentation and control(I&C) systems) were started in thesummer of 1996 by the Brazilian consortium,UNAMON. The work wascoordinated and monitored by thecustomer's site management, withsupport provided by personnel fromSiemens and its subcontractors.With up to 6000 peopleemployed on the site at any one time,work now progressed rapidly. Turbinegenerator set erection began inOctober 1996 and initial system startupsin the second half of 1997. Thecontainment pressure test was performedin late 1997 to early 1998 and,finally, pre-core hot functional testingalong with emergency coolant injectiontests were performed inSeptember 1999. As soon as the initialcore had been loaded into the reactorin March 2000, ELETRONUCLEARtook over responsibility for plant operationsmanagement. Following successfulcompletion of the post-core hotfunctional tests, the reactor went criticalfor the first time on July 14, 2000and power started to be fed into theoffsite power system on July 21, 2000.During the power ascension phasethat followed, tests were performed tosimulate all postulated design basisaccidents. The results demonstratedthe plant's excellent performanceunder such conditions. In November2000, the 28-day trial run was startedand was successfully concluded onDecember 21, 2000.Looking Ahead to Angra 3Starting in November 1998, approximately30 junior Siemens employeesfrom various engineering departmentsresponsible for systems design, componentcalculations, heating, ventilationand air-conditioning, piping, electricaland I&C systems, among others, wereintegrated into the startup activities.During their approximately six-monthstay in Angra, these young engineersacquired experience in nuclear systemstartup, pre-core and post-core hotfunctional testing and power ascensiontesting. The objective was to expandtheir skills beyond those needed fordesign and procurement to cover thefull spectrum of engineering activitiesrequired for the overall plant with allof its various systems and components- thus making a vital contributiontowards safeguarding expertise in thefield of nuclear power generation forthe future.This expertise probably will beneeded soon for Angra 3 since thecontinuing rapid growth in electricitydemand, the successful completion ofAngra 2 and the large investmentalready made for Angra 3 are likely tolead to the completion of Angra 3.Construction and installation workwill be carried out by experiencedBrazilian contractors in close cooperationwith Framatome ANP. @Angra 1 on the left, Angra 2 on the right4 <strong>Advanced</strong> <strong>Nuclear</strong> <strong>Power</strong> 08/200108/2001 <strong>Advanced</strong> <strong>Nuclear</strong> <strong>Power</strong> 5
<strong>Nuclear</strong> Services<strong>Nuclear</strong> ServicesRepairing First-of-a-Kind CrackingA hot-leg pipe crack, discovered at theVC Summer station in October 2000during a regularly scheduled outage,set off a four-month saga of problemsolving and innovation. The VCSummer plant, a Westinghouse threeloopunit, owned by the SouthCarolina Electric and Gas Co.(SCE&G) - part of SCANACorporation - and the South CarolinaPublic Service Authority, is a 1,000MWe PWR that came on-line inOctober 1982.During the early inspection phaseof the regular fall outage, employeesobserved boric acid deposited belowthe "A" (loop) hot-leg pipe near thereactor pressure vessel (RPV). Moredeposits were seen at the junction ofthe pipe to the RPV nozzle weld. Anextensive examination was initiatedto identify the source of the leak. Itturned out to be a small weep holeon top of the pipe in the vessel topipe weld.The ProblemUsing ultrasonic examination (UT),eddy current (EC) as well as remotevisual examination, an approximately2.5-inch (63.50mm) long inner-diameter(ID) axial flaw was discovered.Weep hole on pipe in the vessel to pipe weldIt was associated with the through-wallweep hole on the outer diameter (OD)surface that extended from the ferriticvessel nozzle material into the sensitizedpipe material. This (OD) crack"… is the first failure the (US)<strong>Nuclear</strong> Regulatory Commission(NRC) has seen of the weld on areactor coolant system pipe that sendswater from the reactor core to thesteam generator of the pressurizedwater reactor." (The Energy Daily,January 3, 2001) In addition, therewas an approximately 1.6-inch(40.64mm) circumferential flaw intersectingthe axial flaw on the ID in thebuttering beneath the nozzle.Once these defects were identified,the company mobilized to initiatea repair. However, there were fewguidelines and limited experience onwhich to draw for designing and performingthe repair. "Framatome ANPwas chosen for the repair because theywere able to deploy crews and equipmentimmediately," said Greg Halnon,VC Summer's Plant Manager.Repair ProcessBased on the non-destructive examination(NDE) results, and to assurecomplete removal of all detected flaws,it was decided to remove a section ofthe pipe, including the original weld,rather than perform a local repair.Contributing to the decision was thefact that the available space around thepipe was severely limited which wouldcurtail the use of remote tooling. Inaddition, by removing the entire weld,a thorough root cause analysis couldbe performed to determine the sourceof the problem.Prior to removing the pipe section,water in the reactor was drainedto 2 inches (50.88mm) below the nozzleand the pipe sections of the ends ofthe remaining pipes were stabilized toensure alignment. A full 360° sectionof pipe, approximately 12 inches(300mm) long, was removed from thenozzle and the hot leg. "The process ofcutting out the old weld was mademore difficult because of radioactivitycoming from the pipe and limitedspace to work in," noted Steve Byrne,Senior Vice President, <strong>Nuclear</strong>Operations.A replacement piece of piping ofthe same material was secured from acancelled plant and prepared forinstallation. Meanwhile, preparationsfor welding in the replacement piecewere taking place. Since radiationlevels were high, the Framatome ANPand VC Summer team installedradiation-shield plugs in both the RPVnozzle and the outer end of the hotlegpipe. In addition, the RPV headwas reinstalled to reduce radiationexposure.Due to the severely limited space,this project required ingenuity andpatience. In addition, the entireprocess was incredibly complex.Therefore, all participants weredeveloping solutions and techniquesas needed.WeldingAfter buttering, using the temper beadwelding technique, on the exposednozzle was completed and the weldpreparation machined, the replacementspool was lowered into place andaligned to the existing pipe. Cameraswere inserted in the pipe through themanway to monitor welds. Argonbladders and jack stands were used tofacilitate the welding process. Aftereach step, examinations wereperformed. The replacement spoolwas welded in place using the narrowgroovegas tungsten arc welding(GTAW). Once welding was completed,residual stress evaluations and finalexaminations were performed.However, rejectable linear indicationsand some porosity were found.Although there were numerousproblems experienced during thisrepair, the major one was detected inthe buttering during radiography ofthe final Alloy 52 weld. This problemresulted in significant schedule andcost overruns as well as increasing personnelexposure. Future repairs of thisnature should use Alloy 52(ERNiCrFe-7) on surfaces exposed tothe reactor coolant and the balance ofthe welding should be performed withAlloy 82 (ERNiCr-3). This reducesthe contamination problem associatedwith the Al and Ti deoxidizers experiencedwith Alloy 52."This was a first-of-a-kind repair,and our people, working in conjunctionwith outside vendors, did a firstratejob under some of the most difficultconditions you can imagine,"said Byrne.Confined space created challengesCause of the Problem andLessons LearnedRoot cause and failure analysis performedon the defective weld byWestinghouse and the VC SummerRoot Cause Team, indicated thatextensive ID weld repairs, performedduring the initial installation processon the "A" hot-leg nozzle-to-pipe weldcreated high welding residual stressesin an environment known to causePrimary Water Stress CorrosionCracking (PWSCC). This is the onlyweld at VC Summer where that typeof technique was used, according tocompany personnel.The <strong>Nuclear</strong> RegulatoryCommission (NRC) was kept abreastof developments throughout the entireprocess. As the process unfolded,industry officials determined that thisfirst-of-a-kind event probably does notrepresent a generic problem at othernuclear plants. However, it does raisesome questions. Are the techniquesthat are traditionally used to test weldsadequate? Does the frequency of testingthe reactor coolant system welds,which currently takes place every 10years, need to be more often? Shoulddetection systems inside the reactorbuilding be strengthened to detectleaks even as small as the one thatoccurred at the VC Summer station?Boron deposits on “A” hot leg pipeAs a result of this event, VCSummer is committed to enhancingtheir leak-detection system and willperform inspection of the Bravo andCharlie hot leg welds during their nextrefueling outage (#13). During their#14 refueling outage, their 10-yearinspection will be performed on bothhot and cold leg pipes.Luis Reyes, director of the NRC'sAtlanta, GA Region II office, said thefederal agency's on-site evaluationteam, which was part of the processevery step of the way, was "very satisfied"with the actions taken bySCE&G. The plant achieved start-upin early March 2001 and Byrne commented,"We put forth a lot of effortto get this repair right, and I'm proudof the way our team responded to thisunexpected challenge."In May 2001, this repair workearned SCE&G a Top IndustryPractice Award, given by the <strong>Nuclear</strong>Energy Institute (NEI) at theirconvention in Washington DC. Inmaking the award, NEI commented,"the VC Summer plant team developedcontingency plans that can act asa template for other nuclear operatorsand save the industry millions ofdollars." @12 <strong>Advanced</strong> <strong>Nuclear</strong> <strong>Power</strong> 08/2001 08/2001 <strong>Advanced</strong> <strong>Nuclear</strong> <strong>Power</strong> 13
<strong>Nuclear</strong> Services<strong>Nuclear</strong> ServicesTwo DecommissioningContracts in United KingdomNRTE VulcanPrototype Fast Reactor (PFR)The United Kingdom Atomic EnergyAuthority (UKAEA) was created in1954 to develop the civil nuclearindustry in the United Kingdom. Itsessential mission was research anddevelopment. Today its main area ofresearch is fusion. In 1995, the industrialactivities of the UKAEA were privatizedwithin AEA Technology,although the state is nevertheless thesole shareholder to date.UKAEA has 15 reactors andseven major radioactive facilities thathave either been completely dismantledor are in the process of beingdecommissioned. Dounreay, Scotland,presents UKAEA's biggest challenge.The site was dedicated to thedevelopment of the fast-neutron typereactor and the production of plutonium.It includes three experimentalreactors and all kinds of installationssuch as hot laboratories for the studyof materials, fuel reprocessing and productioninstallations, waste treatmentand storage installations. The270MWe Prototype Fast Reactor(PFR) operated from 1975-1994 andthe 15MWe Dounreay Fast Reactor(DFR) operated from 1959-1977.Other installations are still in operation,particularly those dedicated towaste treatment.Dounreay Restoration ProgramThe major components of theDounreay restoration program includethe decommissioning of the PFR andthe DFR, the management of radioactivewastes, and site clean up. The estimatedcost of this restoration programis around £6.5 billion ($9.2 billion).Site restoration work will take from 50- 60 years to complete.UKAEA has established fourmajor priorities for the decommissioningof these plants: the management ofuncertainty, safety standards, environmentalimpact and employment. Theuncertainty lies in the risk assessmentlinked to the project that integratesnearly 1,500 separate but interdependentactivities, some of whichare among the most technically challengingin the UK.Safety is a top priority, and thedecommissioning must provide along-term guarantee of public safety.The environmental restoration of theDounreay site is its long-term goal.The decommissioning process providessignificant employment in the areasituated north of Scotland.Framatome ANP, like other majorsuppliers of UKAEA, uses local subcontractorsto carry out in-situ work.Framatome ANP has the firstsignificant contractsThe Dismantling and WasteProcessing Division ofFramatome ANP has signed twocontracts with UKAEA for thedismantling of the experimental FastReactor at the Dounreay nuclear sitein northern Scotland. They follow aseries of option studies previouslyawarded to Framatome ANP forother projects at Dounreay.The first contract is for the developmentof tools for remote dismantlingof the reactor coolant system.The challenge is the high radiationwithin the reactor bioshield. Thebioshield contains the coolant systems.In addition, the presence of Sodiumand Potassium metal (NaK) – a highlyflammable mixture - requires thedevelopment of specific cutting toolsthat operate at very low temperatures.StoresAdmin AreaD1200 Lab ComplexFuel Cycle Area (FCA)The biological shield containing thecircuits will be kept at -18°C in orderto keep the NaK solid, thus minimizingthe risk of ignition.The second contract is for thedecommissioning of the spent-fuelstorage pond. This three-year projectwill encompass treatment of pondwater, sludge recovery, removal ofmetal racks, removal of the top layerof concrete, and roof replacement. Thedecontamination of the water requiresthe removal of Cesium before its dischargein the water treatment facilityat the site. For this, Framatome ANPhas developed a new water treatmentprocess using zeolites that can beembedded in concrete.FR ProcessingPlant (D1206)D2670DecontaminationFacility (D2800)Novatome (a Framatome ANPDivision) had already obtained a subcontractfor PFR sodium disposal andprovided process design and technicalassistance on site until the plant wasfully operational.Dounreay Fast Reactor (DFR)ShaftWRACSLow Level Waste PltsDescaling FacilityDounreay CementationPlant (DCP)DounreayMaterialsTest Reactor(DMTR)Dounreay <strong>Nuclear</strong> <strong>Power</strong> Plant siteTrainingAs a result of these contracts,Framatome ANP has become a majorplayer in the decommissioning andwaste management market in UK. @Cutting tool of NaK filled pipe in air with a band sawThis remote cutting tool with hydraulic shears is able to operate under low temperaturesallowing its use around highly-flammable materials.14 <strong>Advanced</strong> <strong>Nuclear</strong> <strong>Power</strong> 08/200108/2001 <strong>Advanced</strong> <strong>Nuclear</strong> <strong>Power</strong> 15
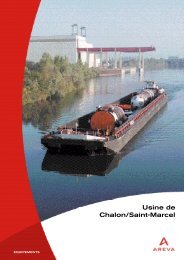
Mechanical EquipmentMechanical EquipmentNew Steam Generatorsfor Prairie IslandOn August 11, 2000, Northern States<strong>Power</strong> Company (NSP) awardedFramatome ANP a contract for tworeplacement steam generators (RSG)at the Prairie Island Unit 1 nuclear station.Prairie Island Unit 1 is a 530MWe plant owned by Xcel Energy,created later by the merger ofMinneapolis-based NSP and DenverbasedNew Century Energies, andoperated by <strong>Nuclear</strong> ManagementCompany (NMC) of Hudson,Wisconsin. Prairie Island is located onthe Mississippi River 40 miles (70km)southeast of Minneapolis, Minn. Thesite includes two identical units thatbegan operating in 1973 and 1974.Delivery is scheduled for early2004 with installation in the fall of2004. The new steam generators willbe delivered in two pieces with thefinal weld assembly and installationperformed on site by the SteamGenerating Team (SGT) LLC (a USbased changeout company), which wasawarded a separate contract for thiswork. Framatome ANP in Lynchburgwill perform the licensing analysis.The anti-stratification helix andloose part trapping systems(Framatome ANP patents) proposedas options have been selected. Thesesystems help increase plant availabilityand reliability and reduce maintenancecosts.An integrated team consisting ofFramatome ANP global organizationsin the US and France for licensing,engineering, and the Chalon SaintMarcel plant for procurement, manufacturingand transport to the site, hasbeen set up for this project. Procurementshave been scheduled so thatmanufacturing can begin in December2001. As a result, plan pre-productionreview meetings with main suppliers(forgings, tubing…) will begin withinthe next months. Manufacturing activitieswill be surveilled by an NMCQuality representative at FramatomeANP’s Chalon Saint Marcel plant.Xcel Energy, Inc. outlined stringentrequirements regarding the deliveryschedule and the steam generator tubingquality. To ensure that all steamgenerators manufactured at theChalon Saint Marcel facility not onlymeet exacting customer specifications,but are the best and most error free inthe world, Framatome ANP• stringently restricts access to cleanareas on the shop floor• maintains diligent foreign materialexclusion (FME) that restricts access toclean rooms used for tubing installationsequences• created 15 separate working groupsin specific areas for the US market:Primavera scheduling, US units, webserver, notification, documentation,distributionBy using a fully integrated teamconcept, stringent plant controls andpractices, and the cooperation of allinvolved partners, the success of thesteam generator replacement forPrairie Island can be assured. @Chalon Saint MarcelManufacturing FacilityTotal number of NSS components444 (RPV+SG+PZR)- 85% for domestic market- 15% for export marketHuman resources : 500 peopleBenefits of Framatome ANPReplacement Steam Generators- 9% uprate capability (from 825 MWth/SG up to 900 MWth/SG)- Maintenance of required steam pressure even in end of lifeconditions (plugging margin and design fouling)- Moisture carry-over lower than 0.10%- Inconel 690 TT corrosion resistant tubing and excellent tube bundlevibration behavior for trouble-free operation- Thermal stratification effects mitigated due to the antistratificationhelix- Stainless steel feedwater distribution system to prevent erosioncorrosion risks- Feedwater distribution system design in accordance with the NRCBranch Technical Position 10-2 preventing any water hammer risks- Excellent water level stability to minimize risk of spurious trips- Steam flow restrictor and loose part trapping systems toimprove safety- Channel head design to improve peripheral tubes access- Tube size and tube bundle arrangement compatible withexisting toolsChalon Saint Marcel is the world’s leadingsupplier of nuclear components.Shown here is the subassembly equipmentbay.Products : RPV, SG, PZR,internals, tanks and supportstructures16 <strong>Advanced</strong> <strong>Nuclear</strong> <strong>Power</strong> 08/200108/2001 <strong>Advanced</strong> <strong>Nuclear</strong> <strong>Power</strong> 17
F O C U SSGRSteam Generator ReplacementSteam generators are among themost important components innuclear pressurized water reactor(PWR) power plants. However, due tomechanical and thermal loading, corrosionby the reactor coolant and secondarywater, vibrations, etc., their lifespan has been limited. Replacing theselarge components, once considered toodifficult, has become commonplace.Over the years, the difficulties ofreplacing large components such assteam generators (SGs) have beenresolved. Today, replacement can becombined with a reactor powerupgrade to improve return on investmentover extended periods of operationenabled by license renewal.Framatome ANP:The Leader in SteamGenerator ReplacementsOut of 58 steam generatorreplacement (SGR) projects,Framatome ANP has performed 27operations (for a total of 79 steamgenerators replaced), more than anyother company in the world.The first (SGR) in the US tookplace at Surry in 1980, and the firstEuropean replacement was performedin Germany at Obrigheim bySiemens/KWU in 1983. Since then,there have been many such replacementsin Belgium, France, Germany,Slovenia, Spain, Sweden, Switzerlandand the United States. This experiencealso has given rise to long and closecollaboration between Framatome andSiemens/KWU through the consortiumcreated in 1990 for the replacementand/or the supply of steam generators.Whereas early replacementsconsumed upwards of a year to complete,the physical steam generatorreplacement today can be accomplishedin mere weeks, with extensivepre-planning and preparation.The Role of an NSSSDesigner and ConstructorFramatome ANP, as NSSS designerand constructor, has extensive knowl-edge of PWR design, construction andnuclear services, which is essential forsteam generator replacement. Due tothe large number of replacementscompleted, Framatome ANP has solidexpertise in large industrial projectsinvolving multiple subcontractors,managing the interfaces between thesesubcontractors, and the on-sitereplacement work itself which has tobe executed within a short period oftime to limit reactor downtime.Contracts Adapted toEach CustomerFramatome ANP offers its customers awide range of packages to suit all theirneeds, from part sub-contracting tocomplete turn-key contracts. Itsactivities range from the feasibilitystudy to supply of steam generatorsmanufactured in its Chalon SaintMarcel factory, delivery of reactorcoolant systems, secondary coolingsystems and auxiliary systems connected,inspected and ready for testing,including assistance for restart finetuningtests and power upgrading.Framatome ANP can provide all necessarylicensing assistance to the utilityto demonstrate the compatibility ofthe new SGs with the rest of the plant.Some of Framatome ANP's SGreplacements have been turn-key contracts,ensuring maximum safety to thecustomer by reducing the number ofinterfaces with subcontractors. In theUS, Framatome ANP commonlyworks in a subcontractor role to theoperator or to the Steam GeneratorTeam (SGT).Innovative and ProvenTechniquesIn 1996, PSEG <strong>Nuclear</strong>, formerlyPublic Service Gas and Electric(PSE&G), located in New Jersey, wassuddenly faced with having to replacethe generators at Salem Unit 1. Therewas no time to order new generators.The solution devised was to use the18 <strong>Advanced</strong> <strong>Nuclear</strong> <strong>Power</strong> 08/200108/2001 <strong>Advanced</strong> <strong>Nuclear</strong> <strong>Power</strong> 19
Steam GeneratorReplacement ExperienceCountryPlant nameYear of WorkBelgiumFranceGermanySloveniaSpainSwedenSwitzerlandUnited StatesDoel 3Tihange 1Dampierre 1Bugey 5Gravelines 1Dampierre 3St. Laurent 1Gravelines 2Tricastin 2Tricastin 1Gravelines 4Tricastin 3Fessenheim 1St. Laurent 2Tricastin 4Dampierre 2Gravelines 3Dampierre 4ObrigheimKr koAsco 1Asco 2Ringhals 2Ringhals 3Beznau 1Beznau 2PalisadesCatawba 1McGuire 1McGuire 2Salem 1Indian Point 2Calvert Cliffs 1Calvert Cliffs 2Oconee 3Oconee 1Oconee 2Prairie Island 1Callaway19931995199019931994199519951996199719982000200120022003200420052007200819832000199519961989199519931999199119961997199719972000200220032003200420042004200520 <strong>Advanced</strong> <strong>Nuclear</strong> <strong>Power</strong> 08/2001 <strong>Advanced</strong> <strong>Nuclear</strong> <strong>Power</strong> 21
F O C U S<strong>Nuclear</strong> ServicesSGs from the cancelled SeabrookUnit 2. Framatome ANP's extensiveexperience qualified them to performthe required analysis and install asteam generator design not intendedfor the Salem unit. A turn-keyapproach used the full range of skillsto provide the required seismic, licensingand safety analyses. Additionally,the technologies developed for componentreplacement in the area of digitalphotogrammetry, precision computernumeric controlled (CNC) machiningand narrow groove welding providedthe fit-up of the approximately 400ton components within tolerances of20 mils (.5 mm).The Gravelines 4 replacementagain demonstrated Framatome ANP'sstrength in planning and execution.Framatome ANP's innovativeapproach and careful planning "brokenew ground technically speaking as itinvolved not only replacing the threegenerators, but also three elbows andhalf a crossover leg," said SergeRostain, Electricité de France (EDF)SGR project manager. The replacementof elbows attached to the steamgenerators in the shop was anotherfirst-of-a-kind implementation. In2003 and 2004, Framatome ANP willbe applying the precision measurement,machining and welding technologiesto steam generator projects inthe United States where cold legelbows will be replaced as integralattachments to the generators.Gravelines 4 with the world’s first steamgenerator replacement with elbowEach plant's reactor building hasdifferent requirements for steamgenerator replacement.Framatome ANP, by adapting riggingand handling of the SGs, can load inone-piece SGs through equipmenthatches after external hoisting, or, ifspace available does not allow handlinga one-piece unit, can load in atwo-piece SGR. This later process wasapplied to the Bugey 5 SGR and willbe used again for the Fessenheim 1SGR in 2002. Framatome ANP alsohas completed a one-piece SG replacementthrough a temporary openingcreated in the containment building(Ringhals 3 in Sweden).Essential Competenciesfor SGRs• Management of large-scaleengineering projects• On-site project management• Technical inspection• <strong>Advanced</strong> welding techniques• Non-destructive examination• Precision cutting and machining• Decontamination(using various processes)• Topometry• ALARA• DosimetryFramatome ANP Expertise• Management of the SGR preliminarystages. Its factories manufacturethe RSGs which facilitates the topometryof the new SGs, and if necessary,enables SG and elbow assemblyprefabrication. Rigorous monitoring ofthe SG replacement up to connectionto reactor coolant systems (RCS) andsecondary cooling systems ensures anefficient changeout.• A highly skilled multi-cultural engineeringdepartment prepares both thesite operation packages prior to the SGreplacement, and the required tools.Once work begins on a turn-keyproject, engineering staff are presenton the SGR site and Framatome ANPmanages coordination between itsteams and sub-contractors, interfacesComputer numerically controlled (CNC)machining provides fit up tolerances ofless than 20 mils (.5mm)with the customer, and provides SGRtechnical expertise (including managementof unforeseen events).Engineering works closely with thecustomer to optimize unit outageplanning and the technical interfaces(services/radiation protection/systemlocking).• Based on key SGR activities,Framatome ANP has built up a core ofskilled SGR specialists in its variousdivisions and subsidiaries, able todeploy wherever they may be required.For example, American welders andmachine tool operators from theFramatome ANP US nuclear servicesdivision worked on the Gravelines 4and Kr ko SGRs.After the SGR at Kr ko by aFramatome/Siemens consortium,Stan Rozman, Director of the Kr koNPP Slovenia said "We feel that therewas a really positive environmentamong all the participants, opennessand mutual trust were evident. We cansay there was good coordination of theteams between NEK and all theparticipants."The key to any SGR is teamwork.A close working relationship betweenthe customer and its contractors isessential. Because Framatome ANPhas performed turn-key replacements,has acted as prime contractor as well assubcontractor, the company hasunique experience and expertise toperform SGRs. That's whyFramatome ANP is the world leader insteam generator replacements. @Electrical and I&C Outage Services:Process Improvements Cut CostsBased upon the good performanceduring the 2000 refueling outage atGermany's PWR plant Grohnde, theplant operator - GemeinschaftsKernkraftwerk Grohnde GmbH -awarded Framatome ANP anotherfixed-price contract for a comprehensivepackage of services for the plant'selectrical systems and instrumentationand control (I&C) equipment duringthis year's outage. As in the yearbefore, the package consisted of inserviceinspections of the reactor protectionsystem, the reactor limitationequipment, the turbine control systemand the switchgear, as well as overhaulsof high- and low-voltage motors andIn-service inspection at aswitchgear cabinetvalve actuators installed in the controlledaccess area. A majorfeature of this lump-sum contract wasthe involvement of Framatome ANPin process optimization and in theplanning of manpower deploymentand qualifications. This enabled theprevious scope of interfaces to begreatly reduced. By givingFramatome ANP all responsibility forcoordinating the various activities inthis comprehensive service package,considerable cost savings were gained,while still ensuring the same highquality of workmanship and compliancewith the time schedule.Continuous Process ofImprovement Cuts CostsTo prepare for the outage work on theelectrical and I&C equipment atGrohnde, Framatome ANP helddetailed meetings with plant operatingand maintenance personnel to determinethe exact scope of work to bedone, available time slots and otherrelevant circumstances. Using theexperience gained from the first project,even greater synergy was attainedby careful personnel and qualificationcoordination between the various engineeringdisciplines involved. Byadding experience from other plants, acontinuous process of improvementoccurs from each outage.In addition to the service activitiesalready planned, a number of specialjobs that had not originally beenscheduled for the 2000 and 2001 outageswere handled. Using personnelalready on site, assistance for complexrepairs quickly was provided whilekeeping the additional time and costfor the customer to a minimum.Words of Praisefrom Grohnde"Framatome ANP completed theirlump-sum service packages duringthe outages at Grohnde in 2000 and2001 to a high standard of qualityand within the allotted time. Theircompetent personnel were able torespond at short notice to changesin the scope of work as well as newdeadlines. Use was made ofsynergy effects and cost-savingpotentials in both the technical andcommercial execution of the projects.There is reason to believe thatfurther cost savings can be madein 2002."Customer StatementService Package to beExpanded in the FutureAssuming complete responsibility forthe management of outage work ratherthan leasing out personnel is the bestmaintenance strategy as evidenced bythe customer's economic benefitsderived from these projects. For thenext outage in 2002, Framatome ANPtherefore will be offering GemeinschaftsKernkraftwerk GrohndeGmbH an even larger package ofservices including those previouslyprovided by other companies. Moreservices plus better management ofmanpower for this expandedworkscope will yield additionalimprovements with their resulting costsavings for the customer. @22 <strong>Advanced</strong> <strong>Nuclear</strong> <strong>Power</strong> 08/200108/2001 <strong>Advanced</strong> <strong>Nuclear</strong> <strong>Power</strong> 23
<strong>Nuclear</strong> Fuel<strong>Nuclear</strong> Fuel"Swords Into Plowshares"Becomes A RealityFramatome ANP Helps the USGovernment Convert UraniumStockpiles Into Low EnrichedFuel for Commercial ReactorsThe end of the Cold War posed anominous question: What should bedone with stockpiles of excess highlyenriched fissile material from nuclearweapons programs? To strategic plannersin the nuclear industry, theanswer was clear: downblend thematerial to lower enrichments for usein commercial nuclear power plants,thus realizing the vision of turning"swords into plowshares" by puttingthe material to use as a valuable energysource.This vision is becoming reality.The US Department of Energy(DOE), Tennessee Valley Authority(TVA), <strong>Nuclear</strong> Fuel Services, Inc.(NFS), and Framatome ANP recentlysigned agreements to process 33metric tons of highly enriched uraniumto lower enrichments for use infuel assemblies for TVA's nuclearpower plants.Program BackgroundAs a result of non-proliferation agreementsbetween the US and Russia, theUS government declared 175 metrictons of highly enriched uranium(HEU) from the nuclear weapons programsurplus in 1995. 1 Much of thisuranium is "commercial grade" andcan be used in commercial nuclearreactors as low enriched uranium(LEU) without further processing. 2About 40 metric tons was not "commercialgrade" and therefore requiresspecial processing prior to use.Preparing an LEU fuel assembly for shipment to SequoyahDOE issued a Disposition ofSurplus Highly Enriched UraniumFinal Environmental ImpactStatement (EIS) in 1996 that consideredalternatives for disposition of thesurplus HEU, including the “off-specification”material. The Record ofDecision that was issued in conjunctionwith the EIS stated that the surplusHEU would be made nonweapons-usableby down-blending itto LEU, and to the extent practicable,its economic value should be recoveredby using the LEU as reactor fuel. In1997, DOE and TVA signed aMemorandum of Understanding topursue a joint program to investigatethe use of 33 of the 40 metric tons ofoff-spec HEU as a source of lowenriched uranium for TVA’s reactors.TVA then solicited proposals fromprospective bidders for converting theHEU to useable forms, downblendingit into LEU, and processing the LEUinto fuel assemblies.In 1998, TVA selected a consortiumof Framatome Cogema Fuels,Siemens <strong>Power</strong> Corporation, and NFSas the successful bidder. FramatomeCogema Fuels and Siemens <strong>Power</strong>Corporation have since been mergedinto Framatome ANP. In 1999, theconsortium designed and manufacturedfour lead test assemblies thatwere loaded into TVA's Sequoyahnuclear station. The fuel has operatedsuccessfully for one cycle, thus verifyingthe fuel design as well as the uraniumconversion and fabrication operations.In April 2001, TVA andFramatome ANP signed long-termcontracts for manufacturing LEU fuelderived from the HEU material. Thecontracts, which call for the fuel to beused either in TVA's Browns Ferry orSequoyah nuclear plants, include thedesign, construction, operation, anddecommissioning of facilities dedicatedto the program. Said Jack Bailey,Vice President, Engineering andTechnical Services, TVA, " We arepleased that this program has finallybecome a reality and appreciate thelong term support and patienceFramatome ANP has provided in overcomingthe numerous issues."Program Workscope andScheduleDOE will supply HEU in three formsfrom its Oak Ridge, Tennessee, andSavannah River, South Carolina, sites -liquid uranyl nitrate, uranium metal,and uranium-aluminum alloy.Conversion and downblending of thematerial to LEU solutions will be performedat the Savannah River facilityand the NFS facility in Erwin,Tennessee. The LEU solutions willthen be converted to UO 2 powder at anew facility to be constructed byFramatome ANP on the Erwin site.Framatome ANP will process the UO 2power into fuel pellets in a dedicatedfacility to be constructed at itsRichland, Washington site. The fuelassemblies will be fabricated at theRichland or Lynchburg facility. WhileDOE refers to this as the "HEUProject," Framatome ANP refers to itas the "BLEU Project," where BLEUstands for blended low-enriched uranium,because Framatome ANP onlyhandles and supplies LEU.The work officially started April10, 2001 with the formal signing ofthe contract and will extend over a 15year period. The new conversion andpelletizing facilities located at Erwinand Richland respectively, will bedesigned and constructed from2001-2004. Pellet production andfuel assembly fabrication will commencein late 2004 and continue forabout ten years. When downblended,the 33 metric tons of HEU will produceabout 475 metric tons of LEU,enough for about 12-14 fuel reloads.@Program Benefits• Permanent reduction of the USand Russian stockpiles ofweapons-usable fissile material, acritical milestone in reducing theglobal threat of nuclear weapons• HEU material will be put to productiveuse as fuel in TVA's commercialreactors, thus reducingTVA's fuel costs and producingelectricity at reduced rates to consumers• The DOE will save a large percentageof the cost of disposing ofHEU material, a savings conservativelyestimated by TVA to be inexcess of $500 millionThe program serves as a modelfor future disposition of additionalweapons-grade material1HEU is uranium enriched20wt% 235 U or greater.2LEU is uranium enrichedto less than 20wt% 235 U.24 <strong>Advanced</strong> <strong>Nuclear</strong> <strong>Power</strong> 08/200108/2001 <strong>Advanced</strong> <strong>Nuclear</strong> <strong>Power</strong> 25
<strong>Nuclear</strong> Fuel<strong>Nuclear</strong> FuelSIPPING16 Shortens BWRInspection Time DramaticallyJapan and Taiwan:Growing Demand for <strong>Nuclear</strong> FuelReliability and cost effectiveness aretwo factors of paramount importancefor any nuclear power plant operator.Framatome ANP has been workingwith plant operators to further optimizeits equipment for inspections offuel assemblies and core componentscarried out at the plant to meet thisrequirement. One result of this collaborationis SIPPING16, a system thatallows all fuel assemblies in the core ofa 1300-MWe BWR plant to be testedin just 16 hours - instead of the 45hours or more needed in the past.Successful on First Deploymentat GundremmingenIn February 2001, Framatome ANPdelivered the first SIPPING16 system• 60 to 70% reduction in inspectiontime• High degree of inspectionreliability• Minimum number of fuelmovements requiredto the German twin-unitGundremmingen BWRplant. It was deployed forthe very first time duringthe refueling outage atUnit B, and passed the testwith flying colors.SIPPING16 - A Productof Experience andInnovationSIPPING16 is a direct successorto Framatome ANP'ssipping hood for eight fuelassemblies that has beensuccessfully used at variousBWR plants since 1992. InSIPPING16, the hood technique hasbeen combined with the serviceproven,on-line scanning systemalready familiar fromFramatome ANP's MAST SIPPINGsystem. The result is a state-of-the-art,on-line in-core sipping technique thatdetects leaking fuel quickly andreliably.The system allows up to 16 fuelassemblies at a time to be tested simultaneouslyfor leak-tightness. It alsoprovides on-the-spot information onfuel integrity. Thus appropriateactions, if necessary, can be taken forfuel assemblies that will remain in thecore for further cycles. Sipping withthis system does not normally requiremovement of the fuel assemblies, thusminimizing the risk of fuel handlingaccidents.SIPPING16: View of the entire systemKey Featuresof New Sipping SystemSIPPING16 consists of the sippinghood for 16 fuel assemblies, a pneumatic/hydrauliccontrol cabinet, anelectronic control cabinet and detectorsinside a shielding enclosure. Anair cushion under the sipping hoodinterrupts natural convection at the(up to 16) fuel assemblies, allowingdecay heat to produce a rise in temperatureand, with it, an increase in pressureinside the fuel rods. This, in turn,drives gaseous and water-soluble fissionproducts out of any leakers. Thegases, obtained from water samplesextracted from the individual fuelassemblies, are scanned for Krypton-85 and xenon-133, the results beingimmediately available on-line.When SIPPING16 is used inconjunction with otherFramatome ANP innovative inspectionsystems, the overall time neededduring a refueling outage for fuelassembly testing and inspection can besubstantially reduced. Depending ontheir specific needs, plant operatorscan either purchase the entireSIPPING16 system or rent it as andwhen they need it. In either case, ateam of highly qualifiedFramatome ANP service specialists isavailable to provide assistance duringthe inspections. @<strong>Nuclear</strong> power programs in Asia areexpanding as Asian utilitiesincreasingly rely on nuclear powerplants to meet rapidly growing energydemand. Taiwan, Japan and Koreahave each developed world-classnuclear programs that are makingmajor contributions to their nationalenergy supplies. Similarly, mainlandChina's nuclear utilities have benefitedfrom a large technology and expertisetransfer by Framatome ANP.Through the supply of productsand services as well as technologyexchange agreements, US andEuropean nuclear suppliers have aidedthe development of Asia’s nuclear programs.For example, Framatome ANPhas developed mutually beneficialbusiness relationships with Taiwaneseand Japanese utilities to supplyadvanced nuclear fuel products.TaiwanTaiwan currently relies on nuclearpower for about 25 percent of its electricity.Taiwan <strong>Power</strong> Company, theutility of Taiwan, currently operates sixnuclear plants, four BWRs and twoPWRs, totaling over 5 GWe of capacity.Lungmen 1&2, two boiling waterreactors, each with a capacity of1,356 MWe, are under constructionand, when completed, will increaseTaiwan's installed nuclear capacity to7.8 GWe.Having no indigenous nuclearfuel fabrication industry, Taiwan relieson foreign fabricators for fuel supplyto its reactors. Framatome ANP (asthe former Siemens <strong>Power</strong>Corporation in the US) has suppliednuclear fuel to Taiwan <strong>Power</strong>'s fourBWR nuclear plants since the early1980s. As BWR fuel technologyadvanced over time, fuel designs werecontinuously upgraded to ensure thatTaiwan <strong>Power</strong> Company received themaximum operating benefits from itsnuclear units.The Chinshan 1&2 plants beganpurchasing Framatome ANP fuelreloads in 1982, continuing through1991. These initial deliveries were an8x8 fuel design. The Kuosheng 1&2plants have continuously purchasedfuel assemblies from Framatome ANPsince 1983, beginning with 8x8 fuelManually inspecting fuel assemblies to assure qualityand then transitioning to 9x9 fuelin1991. Last year, Framatome ANPagain was awarded contracts for reloadsupply to Chinshan 1&2 andKuosheng 1&2 - three firm and threeoptional reloads at each unit coveringapproximately ten years of supply. Thenew fuel reloads for Taiwan <strong>Power</strong> willbe the ATRIUM 10 fuel,Framatome ANP's most advanceddesign for BWR reactors.In addition to fuel reloads,Framatome ANP supplied fuel managementand reload licensing servicesfor nearly all of the reloads toTaiwan <strong>Power</strong> and, through efficientloading patterns and improvedlicensed operating limits, was able tosignificantly improve the fuel efficiency.Fuel inspection and repair servicesare supplied, as requested, to ensurethat any damaged or failed fuelachieved warranted burnup, therebydelivering maximum energy for thefuels."Taiwan <strong>Power</strong> has selectedFramatome ANP's ATRIUM 10 fuelfor Chinshan Units 1 and 2and Kuosheng Units 1 and 2 for thenext decade," said Edward K. M.Chen, Director, Fuel Department,Taiwan <strong>Power</strong> Company. He continued,"This successful procurementextends a 20+ year nuclear fuel supplyrelationship between Taiwan <strong>Power</strong>Company and Framatome ANP. TheATRIUM 10 fuel design was evaluatedagainst the competing designs and wasfound to be the most economic.Taiwan <strong>Power</strong> expects theATRIUM 10 to be a high quality,28 <strong>Advanced</strong> <strong>Nuclear</strong> <strong>Power</strong> 08/200108/2001 <strong>Advanced</strong> <strong>Nuclear</strong> <strong>Power</strong> 29
<strong>Nuclear</strong> Fuel<strong>Nuclear</strong> FuelJapanWith 51 plants (28 BWRs, 23 PWRs)totaling more than 44 GWe capacity,Japan's nuclear power program suppliesover 35 percent of the nation'selectricity demand. It is the thirdlargest nuclear program in the worldbehind only the US and France - andgrowing. Six new plants (totaling5.6 GWe) currently under construction,will increase Japan's installednuclear capacity to about 50 GWe.Japan has a domestic nuclear fuelindustry that introduced in the past,state-of-the-art advances in nuclearfuel technology from foreign suppliers.Framatome ANP has long-standingrelationships with Japan's utilities andfuel supply industry, and is playing anincreasing role as a supplier of bothBWR and PWR fuel technology.Long-term cooperation agreementsfor both PWR and BWR technologyhave been in place with theJapanese nuclear fuel manufacturer,<strong>Nuclear</strong> Fuel Industries (NFI), sincethe 1970s. NFI and Siemens, nowFramatome ANP, have worked togetheron design technology transfer, aswell as fuel fabrication subcontracting.NFI is the only Japanese nuclear fuelcompany that supplies both BWR andPWR fuel.In the early 1990s, a long-termcontract was executed with NFI forsupply of UF 6 to UO 2 conversionservices. This was later expanded andFramatome ANP is currently supplyingabout 250 tons of UO 2 powderannually to NFI.As part of long-term technicalcooperation agreements,Framatome ANP's and NFI's jointresearch and development efforts haveled to advances in fuel designs such asnew material types for high burnup. Inmany instances, lead tests wereconducted on these advanced fuels inreactors in Europe and the UnitedStates. In addition, Framatome ANPsupplies starting material for thefabrication of fuel cladding byJapanese suppliers as well as forresearch reactors.Tokyo Electric <strong>Power</strong> Companyfirst purchased Framatome ANP BWRfuel in 1995 for the Fukushima Dainiplant. This led to the supply of 9x9reloads to the Fukushima plant startingin 1999. Tokyo Electric <strong>Power</strong>, thelargest utility in Japan, operates 17BWR nuclear plants. Chubu Electric<strong>Power</strong> Company signed a contractwith Framatome ANP in March 2001for supply of a 9x9 BWR fuel reloadto Hamaoka Unit 3 in 2002.The first PWR fuel to Japan wasdelivered in 1999 with the supply of16 High Thermal Performance (HTP)lead assemblies of 17x17 design toKansai Electric <strong>Power</strong> Company'sTakahama Unit 3.Japan's impressive nuclearprogram will continue to growdramatically. Japanese utilities andglobal suppliers such asFramatome ANP are working togetherto assure that Japan has access toadvanced nuclear technology. Japan'sreload nuclear fuel market, long suppliedonly by Japanese companies, is,at long last, opening to foreign suppliers.As a result, Framatome ANPhopes to increase nuclear fuel deliveriesto Japan in the coming years. @robust design that will enable troublefreereactor operations."To date, Framatome ANP hasdelivered 39 BWR fuel reloads toTaiwan <strong>Power</strong> - a total of over 6,000fuel assemblies containing more than1,000 metric tons of uranium.In addition to fuel reloads,Framatome ANP provides consultingservices to the Institute of <strong>Nuclear</strong>Energy Research (INER) on thedesign of the Taiwan Research Reactor(TRR) - II. Framatome ANP also suppliedspent-fuel storage racks to theMaanshan PWR plant.Although currently facing politicalopposition, nuclear power isexpected to play an increasing role inTaiwan's energy supply. The longstandingrelationship betweenTaiwan <strong>Power</strong> and Framatome ANPwill continue to support Taiwan'sgrowing nuclear power program.Fukishima Daini Fuel Inspection StandBELGIUMTihange 2 Receives <strong>Power</strong>Uprating ApprovalThe Belgium Safety Authority AVN(Association Vinçotte Nucléaire). gavefinal approval on April 27, 2001 to theElectrabel utility for the set of safetyanalyses and justification studies thatallow uprating the nominal core powerof the Tihange 2 nuclear power plant,located in Belgium, by 10%. Thisapproval is contingent upon the steamgenerator replacement scheduled forsummer 2001.An earlier power uprating of4.5% had been licensed in 1995 onthe basis of safety analyses performedby Tractebel Energy Engineering andFramatome ANP. This new programof analyses, associated with a fuel cycleextension of up to 18 months, wasawarded to Framatome ANP andTractebel in 1998. A complete reviewof the plant design basis wasperformed using advanced methodswhich were licensed through acontinuous process of discussions withthe client and the Belgian SafetyAuthority. In particular, successfullicensing of the heat flux correlationwhich significantly increasedNuke NotesDeparture from Nucleate Boiling(DNB) margins, and of the LargeBreak LOCA method using theadvanced Cathare thermal-hydrauliccode, contributed to the achievementof the ambitious objectives of theproject.Framatome ANP and TractebelEnergy Engineering have collaboratedon several projects includingcompatibility studies for Doel 4 andTihange 3 steam generator replacements,which were licensed in 1996and 1998 respectively.30 <strong>Advanced</strong> <strong>Nuclear</strong> <strong>Power</strong> 08/200108/2001 <strong>Advanced</strong> <strong>Nuclear</strong> <strong>Power</strong> 31
Nuke NotesNuke NotesBULGARIAFRANCEKozloduy 5 and 6to be ModernizedThe European Consortium Kozloduy(ECK), comprising Framatome ANPand the Russian company, Atomenergoexport,has been contracted toperform a comprehensive modernizationprogram at the VVER-1000Units 5 and 6 of Bulgaria's Kozloduy<strong>Nuclear</strong> <strong>Power</strong> Station. Through thismodernization program, which correspondsto the recommendations of theInternational Atomic Energy Agency(IAEA) for improving the safety ofVVER-1000-type reactors and is aprerequisite for Bulgaria's plannedentry into the European Union, theCHINALicensing of Framatome ANP’sFC-2000 DNB CorrelationThe Chinese National <strong>Nuclear</strong> SafetyAuthority (NNSA) has given genericapproval of Framatome ANP's heatflux correlation FC-2000 code whichis applicable to thermal-hydraulic coredesign calculations for AFA-2G andAFA-3G fuel assemblies with orwithout Mid Span Mixing Grids.This correlation, which was used forthe first time in an 18-month fuelcycle project for Daya Bay, significantlyincreases DNB (Departure fromNucleate Boiling) margins resulting inimproved fuel management; i.e.increases in cycle length increase orcore peaking factors.Framatome ANP and theirChinese partners, Guangdong <strong>Nuclear</strong><strong>Power</strong> Joint Venture CompanyLimited (GNPJVC) and <strong>Nuclear</strong><strong>Power</strong> Institute of China (NPIC), havebeen working since early 1999 todemonstrate the reliability of thisimproved correlation.Approval of the correlation is veryimportant for future Chinese projectsat Guangdong <strong>Nuclear</strong> <strong>Power</strong> 3 forwhich significant core margins arerequired to meet the EPRI requirementson thermal margins.two units will attain a safety level thatis in line with international safetystandards as well as a significantlyhigher plant availability. The modernizationproject will focus on improvinglong-term cooling of the reactor, radiationand fire protection, instrumentationand control, and emergencypower supply. The work is scheduledto be performed during the annualrefueling outages from 2002 to 2005.Prior to receipt of the main modernizationcontract, the ECK hadalready been working since 1998 -with strong involvement of local engineeringcompanies - on a so-calledBasic Engineering Project thatFINLANDAdditional ATRIUM 10 ReloadBatches for Olkiluoto 1A follow-up contract for the supply ofATRIUM 10 fuel assemblies for theBWR plant Olkiluoto 1 has beensigned by Framatome ANP and theplant operator, Teollisuuden VoimaOy (TVO). Three batches of 130 fuelassemblies each, including fuel channelswill be delivered between 2002and 2004. The 870-MWe plantOlkiluoto 1 was the world's first reactorwith a complete ATRIUM 10 coreand has been continuously suppliedincluded the elaboration of technicalsolutions, the preparation of licensingdocuments and the generation ofhardware supply specifications for themajority of the components to beupgraded.Framatome ANP already hadparticipated in the upgrading of twosmaller VVER-440/V213 units -Mochovce 1&2 in Slovakia - toWestern safety standards, togetherwith local Russian partners.Framatome ANP also received, inlate 2000, a letter of intent for thecompletion and safety upgrade oftwo Ukrainian VVER-1000 reactors;Rovno 4 and Khmelnitsky 2.with fuel by Framatome ANP (formerlySiemens) since 1983.ATRIUM fuel assemblies arebeing used in BWRs of the most variedtypes in Europe, Asia and the USTheir special characteristics helpreduce fuel cycle costs and improve theoperating economy of nuclear powerplants. While Framatome ANP nowhas ATRIUM 10 as its exclusive fueloffering for the European market, theATRIUM 9 product line also isincreasingly being replaced withATRIUM 10 in US BWRs.Signing the contract from Left to Right: Iikka Mikkola and Mauno Paovola (bothfrom TVO), Ralf Güldner and Heinrich Schumm (both from Framatome ANP)Cezus and WestinghouseAtom Sign ContractOn March 30, 2001, Cezus andWestinghouse Atom signed a contractfor the five-year supply of zirconiumstrips for manufacturing BWR fuelassembly grids and channels, and zirconiumbars for the fuel rod endplugs. These components will berespectively fabricated at the Cezusmanufacturing plants, Rugles andUgine, for delivery to WestinghouseAtom fuel factory in Vasteras, Sweden.Cezus, owned by FramatomeANP, is the world's leading supplier oftop-quality, semi-finished zirconiumproducts to nuclear tube and fuel producers.Cezus high quality productswill be transformed by WestinghouseAtom into spacer grids and channelsand fuel rod end caps. This new contractextends Cezus' cooperation withWestinghouse Atom.First-of-a-Kind Inspectionat PHENIXFor the first time, the visual remoteinspections of upper core supportstructures and fuel assembly heads inthe PHENIX fast breeder reactor,have been successfully completed byNovatome, a division ofFramatome ANP.This "turn-key" inspection operationran from March 10 to April 5,2001 and was accomplished by a teamincluding 28 technicians from severalunits of Framatome ANP: TechnicalCenter, Intercontrole, Cté Nordtestand Visionic. It was the culminationof two years of intensive preparation.Inspection inside the reactor vesselwas performed after partial drainingof 420 tons of primary sodium.Two visual inspection high precisionperiscopes and a lighting pole wereused. Welds, core support structures,core outlet instruments and the locationof the fuel assembly heads wereexamined. In spite of severe conditions(argon and sodium aerosol environment,strong irradiation and hightemperature), the equipment workedflawlessly.The success of this inspection is asignificant step towards re-startingPHENIX in 2002 to perform researchon the transmutation of long-liferadioactive waste.Excellent Performance ofM5 Alloy Fuel RodsThe M5 alloy material, used forcladding and structure ofFramatome ANP fuel assemblies, isthe key to reaching burnups andimproving operating margins.Irradiation experience feedbackhas revealed less corrosion,hydriding, and irradiationgrowth and creep providingmore reliable high performancefuel assemblies.Fuel rods made of M5ternary alloy (ZrNbO) havebeen examined recently, after6 cycles of irradiation in a900 MWe Electricité deFrance (EDF) reactor. Theachieved burnup was70 MWd/tU. The M5 alloy,with an oxide layer thicknesslower than 20 microns and afuel rod growth less than0.7%, demonstrated excellentperformance. A seventh cycleis in progress.At the beginning of 2001, the US<strong>Nuclear</strong> Regulatory Commission(NRC), requested thatFramatome ANP demonstrate that thecriteria associated with the loss-ofcoolantaccident (LOCA) can beapplied conservatively to the M5. Thejustification has been made and onMarch 15, 2001, the NRC stated:"Framatome ANP has made aconvincing case showing that theapproved LOCA oxidation limit of17% and the peak cladding temperatureof 1204°C are appropriate forM5 cladding. We consider questionsregarding M5 post-LOCA embrittlementto be satisfactorily addressed."Core Baffle Bolts ReplacementFramatome ANP recently performedthe inspection and replacement of thereactor internal baffle bolts at Bugey 2(a first generation 900 MWe plant).Of a total of 960 bolts in the reactor,102 bolts were replaced.Framatome ANP has extensiveexperience in both the inspection andreplacement of internal baffle bolts.Since 1987, in the Siemens PWRplants in Germany, the Netherlandsand Switzerland, more than 10,000Baffle bolt inspectionbaffle bolts have been inspected andover 5,000 have been replaced. Otherinspections and/or replacements havebeen performed in Belgium(Tihange 1) and the US (Point Beach2, Ginna). In fact, Framatome ANPhas inspected over 26,000 bolts andreplaced approximately 6,000.Since problems with the reactorvessel internals bolts first surfaced inthe 1980s, enhancements to the boltsto prevent future stress corrosioncracking and reduced stress levels havebeen made. Inspection techniques alsohave been improved, saving criticalpath time.32 <strong>Advanced</strong> <strong>Nuclear</strong> <strong>Power</strong> 08/2001 08/2001 <strong>Advanced</strong> <strong>Nuclear</strong> <strong>Power</strong> 33
Nuke NotesNuke NotesGERMANYNew Contracts for LargeValve Test Facility in KarlsteinIn May 2001, Wyle Laboratories (US)awarded Framatome ANP a contractto functionally test an nominal diameter24" (DN 600) gate-type mainsteam isolation valve under simulatedpipe break conditions. This gate valve,which is to be installed at the PWRunits of Ulchin 5&6 (Korea), is manufacturedby Edward Valves, Inc.(USA). The tests are intended todemonstrate that the valve will reliablyclose under the severe loading conditionsthat can arise in the event of amain steam line break. Anothercontract has been signed by theGerman Association of LargeATRIUM 10 Achieves WorldRecord BWR Fuel BurnupFramatome ANP's ATRIUM 10fuel for BWR has set a world recordfor burnup. Four ATRIUM 10 assembliesachieved a burnup of 71MWd/kg U (average for each fuelassembly) without a single defect aftereight cycles. The fuel assemblies wereloaded in a European nuclear plant aslead assemblies in 1992 and wererecently replaced during the 2001refueling outage.The achievement of this worldrecord burnup for BWR fuel is theresult of extensive research and developmentin which the reliability andperformance of the product line havebeen enhanced while adhering todesign limits. Ongoing development isfocused on further increasing the marginsto design limits and enhancingthe burnup potential. The combinedresult will be additional improvementin the reliability and operating economyof nuclear power plants. <strong>Advanced</strong>ATRIUM 10 fuel is scheduled for initialloading in 2002.A 28”(DN 700) valve being tested atFramatome ANP’s Large-Valve Test Facility1500 "SIPLUG Online 3"Modules for NeckarThe operator of Germany's Neckar<strong>Nuclear</strong> <strong>Power</strong> Station has placed alarge order with Framatome ANP for avalve diagnostics system comprisingthe new "SIPLUG Online 3" measuringsystem module along with thestandard ADAM software for dataanalysis and trending. Over a period offour years, Framatome ANP will besupplying the two PWR units ofNeckar with a total of no less than1,500 SIPLUG modules.SIPLUG and ADAM represent afurther innovative milestone in thediagnosis of valve performance.Permanent installation of SIPLUG atthe valve's switchgear - either in theoutgoing power feeder leading to theactuator or directly in the drawoutmodule itself - provides a fully on-linesystem for active power monitoring.As soon as the valve is actuated, all relevantdata (such as active power, currentand voltage) is recorded andtransferred via a particularly noiseprooffield bus system to one or morePCs where they are analyzed using theADAM software. Plant personnel are<strong>Power</strong> Plant Operators (VGB) forexperiments to study sump cloggingby insulation debris. In these tests, ahigh-pressure jet of hot water measuring200 mm in diameter will bedirected on thermal insulation panelscontaining mineral wool to determinehow they disintegrate under water jetimpact loading.Both test programs will beperformed at Framatome ANP's LargeValve Test Facility (GAP) in Karlstein(Germany) - the only test facility inthe world that allows valves havinga nominal diameter of up to 28"(DN 700) to be tested under simulatedaccident conditions.thus kept informed at all times aboutthe performance of the valve and itsactuator and can then, if necessary,decide on exactly what kind of maintenancework will be needed - thuspaving the way for condition-basedmaintenance. Furthermore, the numberof individual valve and/or actuatortests is reduced, resulting in considerablesavings of both time and cost.Testing a SIPLUG Valve monitoring systemat KarlsteinOECD Participates inReactor Safety ResearchThe Organization for EconomicCooperation and Development(OECD) participates in the programof thermal-hydraulic investigations ofboron dilution scenarios at the PKL(Primärkreislauf) primary systemlarge-scale test facility ofFramatome ANP in Erlangen. This isthe only experimental program inGermany to be sponsored by theOECD. Half is financed by theGerman side (operators of GermanPWRs and Framatome ANP), and theother half by the other member statesof OECD’s <strong>Nuclear</strong> Energy Agency(NEA).The experimental program thatstarted in April of this year and willrun for more than two years willprovide a major contribution towardbetter understanding of the thermalhydraulicprocesses in hypotheticalaccident situations. The investigationsfocus on events concerning localChemical Decontaminationof Krümmel’s RHR SystemAt the German BWR plant, Krümmel,operated by the utility HamburgischeElektricitäts-Werke (HEW), all fourtrains of the residual heat removal(RHR) system - each of which has avolume totaling around 30 m 3 - werechemically decontaminated during thisyear's refueling outage. In talkingabout the decon project, Hans-JürgenRokita, head of mechanical systemmaintenance labeled it "... great work,many thanks ..." and Dr. GüntherHallfarth, head of health physics, said"... the results are outstanding ..."Thanks to the optimal combinationof Framatome ANP's mobiledecontamination apparatus AMDA ®with the CORD ® process (chemicaloxidation reduction decontamination),exceptionally high decontaminationParticipants from the OECD/NEA member states at their kick-off meeting in Erlangen,May 2001boron dilution in the primary systemsof PWRs and possible impacts on corebehavior. Based on the results, theprescribed reactor operating modesafter postulated accidents can beexperimentally validated and furtheroptimized in terms of safety-relatedaspects.The PKL test facility, which ispart of Framatome ANP's TechnicalCenter, is the only system test facilityfactors were achieved. In the end,fewer CORD cleaning cycles wereactually needed to do the job than hadoriginally been planned. As a result ofthis as well as the extremely hard workput in by the decon team, the projectwas completed three days ahead ofschedule.Service Factorsfor SiemensBWR Plantsin 2000in operation in Europe, featuring amockup of western-design pressurizedwater reactors in an original heightscale. The facility comprises the entireprimary system with an electricallyheated core, major parts of the secondarysystem and the most importantoperational and safety systems of a1,300MWe PWR. It has been used forresearch into topical safety issues inPWR technology for almost 25 years.Excellent Performance bySiemens' BWR PlantsSiemens-built BWR nuclear powerplants again posted excellent performanceresults in 2000. The six BWRplants currently in operation inGermany generated a total of morethan 50,100 GWh of electricity.34 <strong>Advanced</strong> <strong>Nuclear</strong> <strong>Power</strong> 08/2001 08/2001 <strong>Advanced</strong> <strong>Nuclear</strong> <strong>Power</strong> 35
Nuke NotesNuke NotesJAPANPipe Crawler InspectionsExtend Service Life of PipingFramatome ANP has built andsupplied a new remote-controlledin-pipe manipulator - called a pipecrawler for Japanese customers. Thecrawler can easily be inserted into thepiping through valve bodies after thevalve trim has been removed (e.g.wedge-type gate valves, angle valves orcheck valves) and is capable of examiningthe entire inner surface of a pipefor cracks. If defects are found, theySLOVENIAExchanger Replacementin Kr koFramatome ANP replaced one regenerativeheat exchanger on the primaryside of the 660 MWe PWR unit ofKr ko during the recent 2001 outage.Decontamination of the oldexchanger and piping was completedprior to replacement and reduced thedose by a factor of 20. The replacementwas completed on schedule andwithin dosimetry parameters byFramatome ANP and its local partner,NUMIP.Framatome ANP has replacedmore than 31 heat exchangers inFrance, South Africa, the US,and Germany.Installing a heat exchanger in Kr kocan be removed by grinding using ahigh-precision grinding head. Thegrinding process has been speciallyqualified for such applications. Fulldocumentation is provided for allinspection results.The new crawler is designed fordeployment in pipes with nominaldiameters ranging from 8" (DN 200)to 40" (DN 1000) and has alreadybeen used with success in nuclearpower plants all over the world.SPAINTrillo Standby Offsite<strong>Power</strong> System Connectionto be UpgradedThe operator of the Spanish PWRnuclear power plant, Trillo has awardedFramatome ANP a contract toupgrade the plant's standby offsitepower system connection for auxiliarypower supply. A new 220-kV standbyconnection is to be installed that willtake over the functions currently performedby the plant's 132-kV standbyconnection. In the future, the 132-kVconnection will serve as a secondstandby offsite power system connection.The supply and services scopeincludes two transformers (220/10/10kV, each rated for 76 MVA), 220-kVcables, 10-kV switchgear panels, transformervoltage control and protectionequipment, modernization of theentire auxiliary power supply transfersystem as well as all associated instrumentationand control (I&C) equipment.The last of these items is to bebased on a digital process control system(TELEPERM XP from Siemens).This will be the first time that digitalI&C is being implemented at Trilloand will provide the groundwork forupgrading other plant systems withdigital I&C in the future.Some of the engineering work -particularly civil engineering has beenNew pipe crawler for Japanesecustomerscontracted out to Spanish companies.Performance of the electrical upgradeat Trillo requires not only know-howin electrical engineering but also indepthknowledge of plant processengineering, especially for the loadreconnection programs - one of themain reasons why this upgrade wasawarded to Framatome ANP.SWITZERLANDBeznau Awards ATEA ContractSociété Atlantique de TechniquesAvancées (ATEA), a wholly ownedsubsidiary of Framatome ANP, hasbeen awarded a contract for the cleaningand eddy current inspection ofthimble tubes for the two Beznaunuclear units for outages in 2001 and2002. ATEA's experience in designingand supplying incore instrumentationas well as development of specialprocesses and tooling contributed tothe success of this award.ATEA has been building equipmentfor PWR nuclear power plantsfor over 25 years, in particular in-coreinstrumentation systems, fuel handlingand control rod guide tubes. Theyhave built in excess of 70 in-coreinstrumentation systems.USAIngenuity Reduces Dose LevelsDuring the VC Summer hot-leg pipereplacement non-destructive examination(NDE), visual inspection showedexcessive weld buildup in the insidediameter of the pipe. Thus, grindingfrom the inside diameter (ID) of thepipe was required. Due to the locationof the weld root and the dose insidethe pipe, a special tool was designedand fabricated to perform this grindingoperation.Access to the work area wasthrough the steam generator via theman-way. The remote-controlledcrawler had to fit through the manway,drive through the steam generatorbowl, into the pipe and around severalobstacles en-route to the weld. Onceat the weld location, the crawler wassteered to align with the weld usingremote video. Grinding was thenaccomplished by driving the crawleraround the circumference of the pipewhile operating a standard grindermounted in the center of the tool.This simple tool reduced doselevels from 5R per hour to less than1mr per hour.Framatome ANP Createsa Special Inconel 600Weld Project TeamSeveral plants have reported problemswith their control rod drive mechanism(CRDM) nozzle vessel headwelds. Cracks have been detected inboth the inner diameter (ID) and theouter diameter (OD) areas of thenozzles, some causing leaks. To addressthis need, Framatome ANP hascreated a special I-600 Weld ProjectTeam to focus on solutions toproblems related to CRDM nozzlevessel welds. As the issues surroundingInconel 600 welds emerge,Framatome ANP's project team willidentify problem welds and executerepairs, including replacing reactorvessel heads.The I-600 Weld Project Teamincludes high-level representativesfrom engineering and licensing, componentfabrication, welding, remotetooling, contracts, resource procurementas well as technical consultants.Framatome ANP's team performsinspection, welding repair, Ni plating,temper bead repair and remediation toprovide plants with short-term solutions.Specialized tooling for remoteoperation has been designed to reducedose levels. The Framatome ANPteam will customize and implementthe optimum solution for each repair.Framatome ANP MakesTechnical Papers AvailableEngineers and managers are deliveringtechnical papers on a wide range ofsubjects at meetings and conferencesthroughout the year. Up to now, thesehave been available only toFramatome ANP personnel. Now,customers and other interested partieshave access to them through a newlink on the Framatome ANP website.The Framatome ANP website canbe accessed via:www.Framatome-anp.comOnce on the site, go to Literaturewhere either product bulletins or technicalpapers can be accessed. Paperscan be downloaded or read on line.Permanent Canal Seal PlateReduces Dose and CostsAmerGen's TMI has awardedFramatome ANP a contract for thedesign, fabrication and installation of apermanent reactor vessel canal sealplate (PCSP). The PCSP installationreduces the time required to performstandard refueling outage operationswhich in turn reduces personnelradiation dose levels and the costsassociated with performing therefueling outage activities.This PCSP installation is consideredan nth-of-a-kind activity(NOAK) and will be the 9th PCSPinstalled by Framatome ANP personnel.As with all past Permanent CanalSeal Plates, Oscar Fields Inc. (OFI) ofRichmond, Virginia will perform thehardwarefabrication activities underthe supervision of Framatome ANPpersonnel. The contract includes adesign change package and will beinstalled in the October 2001 outage.EVENTSTIP Awards Presented atRecent NEA MeetingAt the recent <strong>Nuclear</strong> EnergyAssembly (NEA) in Washington DC,US, the "Top Industry Awards" (TIP)were presented. These awards provideindustry-wide recognition of nuclearcompanies who have developed aninnovative new process or equipmentwithin the last three years. Criteriainclude safety, cost-saving impact,productivity/efficiency, innovation,outstanding attributes and transferability.Out of a total of 77 entries, a totalof 8 awards were given, with "The Bestof the Best" chosen from the winners.Four NSSS vendors sponsorawards: Framatome ANP, GE <strong>Nuclear</strong>Energy, Westinghouse, andWestinghouse CE <strong>Nuclear</strong>. Inaddition there are 5 NEI Awardspresented.The Framatome ANP winner for2000 was VC Summer for their reactorvessel nozzle leak repair. Otheraward winners included:Calvert Cliffs for their IntegratedRisk Management (IRM) processSouth Texas for their boraflexremoval project "Best of the BestAward"Arkansas <strong>Nuclear</strong> One (ANO) forelimination of the Post AccidentSampling SystemExelon for their RPV and InternalsAsset Management StrategyBraidwood station Steam GeneratorHigh Impact TeamDetroit Edison's Fermi 2 nuclearplant for their Utilities ServiceAlliance implementation projectQuad Cities Unit 1 RecirculationRiser Pipe Repair36 <strong>Advanced</strong> <strong>Nuclear</strong> <strong>Power</strong> 08/2001 08/2001 <strong>Advanced</strong> <strong>Nuclear</strong> <strong>Power</strong> 37
Nuke NotesAnnual Meeting on <strong>Nuclear</strong>Technology in DresdenExperts from 19 countries attendedthis year's Annual Meeting on <strong>Nuclear</strong>Technology that was held in Dresdenfrom May 15 to 17, 2001. The eventis organized each year by theDeutsches Atomforum (GermanAtomic Forum) in collaboration withthe (Kerntechnische GesellschaftGerman <strong>Nuclear</strong> Society.) At thisnuclear conference - the mostimportant of its kind in Germany -Framatome ANP was represented byan impressive total of 41 paperspresented at the topical and technicalsessions covering all fields of nucleartechnology. In his widely acclaimedpaper for the plenary session,Dominique Vignon, President ofFramatome ANP, described Germany'splans to phase out nuclear power asincomprehensible and called for achange in views on nuclear energyin Europe, as is already underway inthe US.Framatome ANP's display atthe accompanying exhibition was apopular meeting point, not justduring breaks. While enjoyingvarious German and French delicaciesand refreshments, there was ampleopportunity to exchange ideaswith customers.Framatome ANP's traditionalevening get-together was attended by arecord of 120 worldwide customersand took place in the casemates of theold Dresden fortifications. The maintheme was Framatome ANP's motto -"You're right to ask for more."Framatome ANP in KoreaDuring the latest KAIF (Korean Atomic IndustryForum) on April 18, 2001, Framatome ANP held areception in Seoul for 100 attendees, includingexecutives from Korea Electric <strong>Power</strong> (KEPCO),Korean Hydro & <strong>Nuclear</strong> <strong>Power</strong>, Korea <strong>Nuclear</strong> FuelCompany, and Korea Plant Engineering and Services,to celebrate the merger between the nuclear activitiesof Siemens and Framatome.21st FROG SteeringCommittee MeetingThe 21st FROG Steering CommitteeMeeting took place April 4 - 6, 2001at Saint Rémy de Provence.The agenda included presentationson Framatome ANP's neworganization, Ringhals 4 RPV nozzlecracks issue, IntercontrÔle's recentimprovements in reactor pressurevessel (RPV) inspection and contributionto RPV life extension. Membersdiscussed main events at their plantsand their efforts towards maintainingcompetencies. To gain a betterunderstanding of outage duration,Framatome ANP made a presentationon PWR outage duration in the USand Electricité de France (EDF)delivered a presentation on Cruas NPPoutage's success factors. The remainderof the day devoted to outages coveredintegrated service packages, the impactof safety requirements on outageduration, the reduction of in-serviceinspectionand periodic tests andfrequencies, core unloading andloading operation optimization, andcooling and draining of RCS untilmid-loop operation. FROG Membersvisited the CENTRACO facility atBagnols-sur-Cèze of the SOCODEIcompany where low radioactive wastesare either melted or incinerated,according to their nature.Number of operating plants serviced by Framatome ANPCanada (22)United States (104)Mexico (2)Brazil (2)Editorial Staff of <strong>Advanced</strong> <strong>Nuclear</strong> <strong>Power</strong> magazine:Annie Wallet – Vice President, Communications Martha Wiese – Managing EditorSusan Hess – Editor-in-ChiefBill Warner – Production ManagerRegional Editors: Christine Fischer, Philippe Rouiller, Martha WieseGraphic Design: Bruce ThompsonContributing Writers:Allen Chipley, Gerhard Engelhard, Günter Engl, Christine Fischer, Angel Gelpi, Robert Horbach, Bernard Jaulain, Hans-UlrichMaar, Alexander Machowetz, Gérard Mahaud, André Malaval, Bruno Marchal, Günter Marquardt, Gilles Monet, NicoleMontmessin, Dieter Pelkofer, Jean-Claude Peyran, Bernd Purucker, Rémi Thévenet, Philippe Rouiller,. Thomas Rothe, RenateRühling, Heinrich Schäfer, Erich Seeberger, Jim Shires, Stefan Vom Scheidt, Peter Urban, Martha Wiese, Georg WinklerFramatome ANP-Worldwide OfficesTour FramatomeF-92084 Paris La DéfenseCedex - FranceTel.: +33 1 47 96 00 00Fax: +33 1 47 96 36 36info@framatome-anp.comThe Netherlands (1)Argentina (2)Belgium (7)UnitedKingdom (1)France (59)Spain (9)Sweden (11)Switzerland (5)Germany (19)Finland (4)Slovenia (1)Czech Republic (4)Hungary (4)Slovakia (6)3315 Old Forest RoadLynchburg, VA 24501 - USATel.: +1 434 832 3000Fax: +1 434 832 0622info@framatech.comArmenia (1)Ukraine (13)Bulgaria (4)Rumania (1)South Africa (2)Kazakhstan (1)China (3)Russia (14)Freyeslebenstr.1D-91058 Erlangen - GermanyTel.: +49 9131 18 95374Fax: +49 9131 18 93746info@framatome-anp.deSouth Korea (6)Taiwan (6)Japan (34)Framatome ANP reception in KoreaROGER is a registered trademark of Framatome ANP. The following are trademarks of Framatome ANP: ATRIUM, EMPATH, M5. TELEPERM is a trademark ofSiemens. CORD and AMDA are registered trademarks of Siemens.38 <strong>Advanced</strong> <strong>Nuclear</strong> <strong>Power</strong> 08/2001