
You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
“<strong>Starrett</strong>:Precision, Qualityand Innovation.”For more than 128 years, manufacturers worldwidehave depended upon precision tools from theL.S. <strong>Starrett</strong> Company to ensure the consistent qualityof their products.The most demanding craftsmen and professionalsknow that the <strong>Starrett</strong> name on a band saw blade,hand tool or measuring tool means quality, exceptionalservice and expert technical assistance.With strict quality control, state-of-the-art equipmentand an ongoing commitment to R&D, the 5,000+products in today’s <strong>Starrett</strong> line continue to be the mostaccurate, robust and durable tools available.2 starrett.com
INTRODUCTION04 <strong>Starrett</strong> WorldwideTECHNICAL INFORMATION06 Terminology07 Tooth Shapes08 Characteristics09 <strong>Blade</strong> Selection in Five Steps11 ProductsBAND SAW BLADES12 Intenss PRO14 Intenss PRO-DIE16 Intenss PRO-VTH18 Intenss PRO-ST20 Versatix MP22 Advanz CS23 Advanz FS24 Advanz TS26 Advanz CG28 Advanz DG30 Duratec PH32 Duratec FB36 Duratec FC38 Woodpecker Premium/Woodpecker XF 40 Meatkutter Premium/Meatkutter Stainless42 Band Knives44 Portable Band <strong>Saw</strong> <strong>Blade</strong>sPOWER HACKSAW BLADES46 Power Hacks Bi-Metal HSS48 Power Hacks Redstripe ®50 <strong>Accessories</strong> and Flash Welders52 Important Recommendations54 Cutting Table57 Cutting Area58 Troubleshooting3
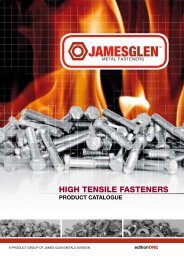
170% MORE WELD CONTACTAREAA - WIDTHTip of the cutting edge to the back of the blade.B - LENGTHMeasurement along the back edge of the blade.MULTIPLE CUTTING EDGESC - THICKNESSMeasurement of the body of the blade.D - BACK EDGEOpposite side of the blade from the teeth.E - TOOTH PITCHDistance from the tip of one tooth to the next tip.F - TEETH PER INCH/25MMNumber of teeth per inch/25mm.G - GULLETThe curved area between two teeth.H - TOOTH FACESurface of the tooth where the chip is formed.The tooth can have a positive or straight anglewhen measured against a line perpendicularfrom the back of the blade.I - TOOTH SETThe bending of the teeth, right and left, to allowblade clearance through the cut.SPLIT CHIP ADVANTAGE®6 starrett.com
BLADETYPEUse this guide to choose the blade that will work best forthe material to be cut, or provide an acceptable result, asnecessary.EXOTIC & NICKEL-BASED ALLOYSIntenss PRO or Intenss VTHTOOL & STAINLESS STEELIntenss PRO or Intenss VTHALLOY & HIGH CARBON STEELIntenss PROGENERAL PURPOSEIntenss PROCARBON STEELIntenss PRO-DIESTRUCTURAL STEELIntenss PRO-ST or Versatix MPALUMINUMIntenss PRO or Intenss PRO-DIE or Duratec FBCAST ALUMINUMAdvanz FSTHIN FERROUS SECTIONSDuratec FCCOMPOSITES, FIBERGLASS,GRAPHITE & CERAMICSAdvanz CG or Advanz DGWOOD & PLASTICWoodpecker Premium or Woodpecker XF FOAM, PAPER PRODUCTS & RUBBERBand KnivesFRESH OR FROZEN MEAT OR FISH(WITH OR WITHOUT BONES)Meatkutter Premium or Meatkutter StainlessBLADEWIDTHUse the widest blade your machine will take except forcontour cutting. Use this chart for cutting radii:TOOTHSHAPERegular - A conventional tooth used for general purposesawing, straight or zero rake.Intenss PRO - Large teeth, up to 12º positive rake angle,for optimum production cutting of steels up to HRc 45,stainless, nickel based and nonferrous alloys.Hook - A positive rake for fast cutting of nonferrous metalsand non-metallics.Skip - Zero rake and shallow gullets for cutting largesections of soft, nonferrous material.9
PITCHPitch is the number of teeth per inch or 25mm. Cuttingthinner sections requires a finer pitch (more teeth perinch/25mm). Thick sections require coarser pitches(fewer teeth per inch/25mm).The charts are good guidelines. Because the cross sectionlimits in the chart are broad and overlap, choose a coarserpitch if the speed of cut is most important. Choose a finerpitch if finish is most important.BLADELENGTHThe blade length varies according to the band saw machinetype and specifications. Please find the correct blade lengthon your band saw machine user manual.Section Size(Inch)Constant Pitch(TPI)Variable Pitch(TPI)5/320 - 3/80 32 or 24 14-181/40 - 1/20 18 or 14 10-141/20 - 3/40 14 or 10 8-123/40 - 10 10 or 8 6-1010 - 1-1/20 8 or 6 5-81-1/20 - 3-1/20 6 or 4 4-63-1/20 - 70 4 or 3 3-470 - 100 3 2-3100 - 160 1.4-2140 - 200 1-2160 - 320 1-1.2Over 300 .8-1.3Wall ThicknessOutside diameter of tube or maximum profile section length (Inch)(Inch) 3/80 3/40 1-5/80 2-3/80 3-1/40 40 4-3/40 60 80 120 160 200 2403/320 14-18 14-18 10-14 10-14 10-14 10-14 8-12 8-12 8-12 8-12 6-10 6-10 5-81/80 10-14 10-14 10-14 10-14 10-14 8-12 8-12 8-12 6-10 6-10 6-10 5-8 5-85/320 8-12 8-12 8-12 8-12 6-10 6-10 6-10 5-8 5-8 4-6 4-6 4-63/160 6-10 6-10 6-10 6-10 5-8 5-8 5-8 5-8 4-6 4-6 4-6 4-61/40 5-8 5-8 5-8 5-8 5-8 5-8 5-8 4-6 4-6 4-6 4-6 3-45/160 4-6 4-6 4-6 4-6 4-6 4-6 4-6 4-6 3-4 3-4 3-43/80 4-6 4-6 3-4 3-4 3-4 3-4 3-4 3-4 3-4 2-3 2-31/20 4-6 3-4 3-4 3-4 3-4 3-4 3-4 2-3 2-3 2-35/80 4-6 3-4 3-4 3-4 3-4 3-4 2-3 2-3 2-3 2-33/40 4-6 3-4 3-4 3-4 3-4 3-4 2-3 2-3 2-3 2-310 3-4 3-4 3-4 3-4 2-3 2-3 2-3 1.4-2 1.4-21-1/40 3-4 3-4 3-4 3-4 2-3 2-3 2-3 1.4-2 1.4-21-5/80 3-4 3-4 3-4 2-3 2-3 2-3 1.4-2 1.4-220 3-4 3-4 2-3 2-3 1.4-2 1.4-2 1-22-3/80 2-3 2-3 1.4-2 1.4-2 1-210 starrett.com
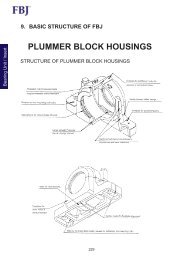
MATERIALCUTTING GUIDEIntenss PRO(Replaces Gladiator 3/4" - 3-1/8")Intenss PRO-DIE(Replaces Die-Pro 1/4" - 1/2")Intenss PRO-VTH(Replaces Gladiator Pulsator)Intenss PRO-ST(Replaces Gladiator Emperor)Versatix MPNEW PRODUCTUniverz(Replaces Portaband bi-metal unique ® )Advanz CSNEW PRODUCTAdvanz FS(Replaces Carbide Tipped Type I)Advanz TS(Replaces Carbide Tipped Type III)Advanz CG(Replaces Carbide Grit)Advanz DG(Replaces Diamond Grit)Duratec PH(Replaces Premium Hard-Back)Duratec FB(Replaces Flex-Back)Duratec FC(Replaces Friction Cutting)WoodpeckerPremiumWoodpecker XFMeatkutterPremium & StainlessBand KnivesFOODSOFTThe <strong>Starrett</strong> line of band sawblades has been extensivelyrevised, with several completelynew blade lines includingVersatix MP, Advanz CS,Advanz FS and AdvanzTS. Our new family of bladesoffers exceptional performancesolutions for virtually any bandsaw cutting requirement.INDUSTRYBUTCHERSCATERINGMEATPACKERSPLASTICPAPERFOAMRUBBERLow Alloy SteelsAluminumStainless SteelTool, Die & Mold SteelsCarbon SteelStructural SteelsSteels up to 45 HRcNickel Based AlloysNon Ferrous MetalsCase Hardened Chrome ShaftWoodNail Embedded WoodFurnitureComposition BoardPlasticAcrylicCeramicGlassPorcelainFiberglassStoneMarbleGraniteFoam/ Fibrous MaterialRubberPaperMeatPrimary ApplicationSecondary Application11
Intenss Pro (replaces Gladiator)<strong>Blade</strong> Width x Thickness<strong>Blade</strong> Pitch with Material Numbers (all are Positive Rake)Inch mm .8-1.3/P 1-1.2/P 1-2/P 1.4-2/P 2-3/P 3-4/P 4-6/P 5-8/P 6-10/P 8-12/P 10-14/P3/40 x .0350 19 x 0.90mm 99191 99902 99903 99206 99222 9923410 x .0350 25 x 0.90mm 99905 99906 99907 99908 99318 99329 993341-1/40 x .0420 32 x 1.10mm 99911 99096 99912 99913 99914 99915 995001-1/20 x .0500 38 x 1.30mm 99917 99919 99921 99923 99924 99926 9992720 x .0630 50 x 1.60mm 99928 99929 99930 99931 99932 99933 999622-5/80 x .0630 67 x 1.60mm 99934 99937 99939 999413-1/80 x .0630 79 x 1.60mm 99942 99943 99945 999473/40 to 1-1/40 sizes available in 2509 (76m) coils. 1-1/20 to 20 sizes available in 1509 (45m) coils. 2-5/80 and larger available in welded bands only.12 starrett.com
Replaces GladiatorIdeal for intensive production cutting operationsacross a wide range of metals.Features:c Positive rake angle tooth design and variable pitchfor optimum cutting efficiency in high-productioncutting operations.c Triple tempered M-42 cobalt high speed steelteeth combined with a fatigue resistant alloy steelbacking strip.Benefits:c Easy penetration, excellent chip clearance andreduced noise levels.c High quality surface finish and faster, straightercuts.Applications:c Steels up to HRc 45.c Tool and stainless steels.c Nickel based and non-ferrous alloys.SOLIDTUBULARSTRUCTURALBUNDLE13
Intenss Pro-Die (replaces Die Pro bi-metal unique)<strong>Blade</strong> Width x Thickness<strong>Blade</strong> Pitch with Material NumbersInch mm 3/P 4/P 6/P 6-10/P 8-12/P 10/S 10-14/P 10-14/S 14/S 14-18/W 18/W 24/W1/40 x .0250 6.5 x 0.65mm 99032 99079 990801/40 x .0350 6.5 x 0.90mm 99051 99078 990903/80 x .0250 10 x 0.65mm 99092 99122 99124 991253/80 x .0350 10 x 0.90mm 99087 99093 99091 99127 990951/20 x .0200 13 x 0.50mm 99175 99172 99190 99173 991741/20 x .0250 13 x 0.65mm 99143 99151 99102 99165 99186 99188 991851/20 x .0350 13 x 0.90mm 99138 99144 99152 99154 99167 99176 99178 99181Available in 1009 (30m) coils. P: Positive Rake. W: Wavy Set, Zero Rake. S: Straight (Zero) Rake.14 starrett.com
Replaces Die Pro bi-metal uniqueFeatures:c Triple tempered M-42 cobalt high speed steelteeth combined with a fatigue resistant alloy steelbacking strip.c Longevity and chip clearing advantages of bi-metalunique ® saw technology.c Available in a variety of tooth pitches up to amaximum width of 1/20.Benefits:c Ideal for contour and general purpose cutting.c Resists heat, abrasion and shock, allowing fastercutting rates.Applications:c Horizontal and vertical machines.c Tool, die and mold steels.c Stainless steels.c Nickel based and non-ferrous alloys.SOLIDTUBULARSTRUCTURALBUNDLE15
Intenss Pro-VTH (replaces Gladiator Pulsator)<strong>Blade</strong> Width x Thickness<strong>Blade</strong> Pitch with Material Numbers (all are Positive Rake/Tapered)Inch mm 1-1.2P/T 1-2P/T 1.4-2P/T 2-3P/T 3-4P/T 4-6P/T10 x .0350 25 x 0.90mm 99948 99949 999501-1/40 x .0420 32 x 1.10mm 99953 99954 999561-1/20 x .0500 38 x 1.30mm 99989 99990 99958 9995920 x .0630 50 x 1.60mm 99991 99961 999672-5/80 x .0630 67 x 1.60mm 99992 99968 999693-1/80 x .0630 79 x 1.60mm 99993 99987 9998810 & 1-1/40 sizes available in 2509 (76m) coils. 1-1/20 & 20 sizes available in 1509 (45m) coils. 2-5/80 and larger available inwelded bands only.16 starrett.com
Replaces Gladiator PulsatorHigh performance bi-metal band saw blade with auniquely designed tooth edge that allows the teeth tocut in a fast, pulsating action.Features:c Triple tempered M-42 cobalt high speed steelteeth combined with a fatigue resistant alloy steelbacking strip.c Aggressive “surging” cutting action created byvariable tooth height and set.c Ground teeth for maximum blade performance.Benefits:c Ideal for the production cutting of a wide range ofmaterials.c Excellent heat and wear resistance.Applications:c Exotic and nickel based alloys.c High hardness steels.c Other solids.SOLIDTUBULARSTRUCTURALBUNDLE17
Intenss Pro-ST (replaces Gladiator Emperor)<strong>Blade</strong> Width x Thickness<strong>Blade</strong> Pitch with Material NumbersInch mm 1.4-2/PH 2-3/PH 3-4/PH 4-6/PH 5-8/PH10 x .0350 25 x 0.90mm 994741-1/40 x .0420 32 x 1.10mm 99477 99476 994751-1/20 x .0500 38 x 1.30mm 99479 9947820 x .0500 50 x 1.30mm 99491 99486 99481 9948020 x .0630 50 x 1.60mm 99488 994872-5/80 x .0630 67 x 1.60mm 99490 9948910 & 1-1/40 sizes available in 2509 (76m) coils. 1-1/20 & 20 sizes available in 1509 (45m) coils.2-5/80 available in welded bands only. P = Positive Rake H = Heavy Set18 starrett.com
Replaces Gladiator EmperorBi-metal blade with a heavy set made of M-42 highspeed steel.Features:c Triple-tempered M-42 high speed steel teeth with8% cobalt; HRc 67-69.c Heavy set teeth provide extra blade clearance tominimize binding or pinching when beam stressesare relieved and/or when bundles move duringcutting.Benefits:c Tooth design reduces vibration and noise levels forsmooth, quick cutting and prevents chipping andstripping of teeth.c Resists heat, abrasion and shock, allowing forfaster cutting.Applications:c Production cutting.c Structural steel.SOLIDTUBULARSTRUCTURALBUNDLE19
Versatix MP - NEW<strong>Blade</strong> Width x Thickness<strong>Blade</strong> Pitch with Material NumbersInch mm 2-3/P 3-4/P 4-6/P 5-8/P 6-10/P3/40 x .0350 19 x 0.90mm 99212 99211 9921010 x .0350 27 x 0.90mm 99343 99342 99341 993401-1/40 x .0420 34 x 1.10mm 99494 99495 99496 99497 994981-1/20 x .0500 41 x 1.30mm 99517 99518 99519 9952020 x .0500 54 x 1.30mm 99551 9955220 x .0630 54.5 x 0.62mm 99562 995632-5/80 x .0630 67.5 x 0.62mm 99564 995653/40 to 1-1/40 sizes available in 2509 (76m) coils. 1-1/20 & 20 sizes available in 1509 (45m) coils. 2-5/80 available inwelded bands only. With Exclusive <strong>Starrett</strong> Structural Tooth Design.20 starrett.com
Patent-pending design developed and tested by<strong>Starrett</strong>, Versatix MP band saw blades set newstandards in cutting structural steels, sections, tubesand small solids.The new tooth design ensures that the bladescan easily cope with the shock loading conditionsassociated with intermittent cutting and uncontrolledfeed rates.Features:c New tooth design resulting in a significant increasein tooth strength and consequent reduction in toothstrippage.c Triple tempered M-42 cobalt high speed steelteeth combined with a fatigue resistant alloy steelbacking strip.Benefits:c Ideal for use on manual “pull down” band sawmachines where uncontrolled feed rates can easilyoverload the teeth with a standard blade.Applications:c Sections.c Structurals.c Tubes and small solids.SOLIDTUBULARSTRUCTURALBUNDLE21
New carbide tipped band saw blades designed forcutting cased steel and induction hardened chromeshafts.Features:c Teeth ground from high quality micro-grainedcarbide cylinders welded to a tough, ductilebacking material.c 20º negative tooth tip rake angle for increasedstrength needed to penetrate high hardnessmaterials.c Triple chip tooth geometry.Benefits:c Exceptional resistance to fatigue, shock and wear.Applications:c Shafts.c Induction hardened shafts.c Linear bearing shafts.c Case hardened materials up to HRc 65.SOLIDTUBULARAdvanz CS - NEW<strong>Blade</strong> Width x Thickness<strong>Blade</strong> Pitch withMaterial NumbersInch mm 3-4/N10 x .0350 25 x 0.90mm 925641-1/40 x .0420 32 x 1.10mm 92565Available in 1509 (45m) coils.With Exclusive <strong>Starrett</strong> Structural Tooth Design.STRUCTURALBUNDLE22starrett.com
Replaces Carbide Tipped Type IAdvanz FS is made for sawing tough materials thatbi-metal blades cannot cut.Features:c Teeth ground from high quality micro-grainedcarbide cylinders welded to a tough, ductilebacking material.c Improved carbide to back bonding.c Triple chip tooth geometry.Benefits:c Exceptional resistance to fatigue, shock and wear.c Improved tooth strip resistance.c Smooth finish.c Faster cutting speeds.Applications:c Aluminum castings.c Fiberglass.c Masonite.c Plastics.c Composite materials.c Abrasive wood.SOLIDAdvanz FS (replaces Carbide Tipped Type I)<strong>Blade</strong> Width x Thickness<strong>Blade</strong> Pitch withMaterial NumbersInch mm 2-3/P 3/P3/40 x .0350 19 x 0.90mm 9255010 x .0350 25 x 0.90mm 92507 9255210 x .0500 25 x 1.30mm 925531-1/40 x .0420 32 x 1.10mm 925131-1/40 x .0500 54 x 1.30mm 92555All sizes available in 1509 (45m) coils.TUBULARSTRUCTURALBUNDLE23
Advanz TS (replaces Carbide Tipped Type III)<strong>Blade</strong> Width x Thickness<strong>Blade</strong> Pitch with Material NumbersInch mm .9-1.1/P 1/P 1.3/P 1.4-2/P 2-3/P 3/P 3-4/P3/40 x .0350 19 x 0.90mm 92500 9250310 x .0350 25 x 0.90mm 92504 925091-1/40 x .0420 32 x 1.10mm 92515 925171-1/40 x .0500 32 x 1.30mm 92522 925121-1/20 x .0500 54 x 1.30mm 92519 92521 9251620 x .0630 50 x 1.60mm 92558 92559 925282-5/80 x .0630 54 x 1.30mm 92560 92561 925303-1/80 x .0630 79 x 1.60mm 92562 92531 925633/40 to 1-1/20 sizes available in 1509 (45m) coils. 20 sizes available in 1009 (30m) coils. 2-5/80 and larger available in welded bands only.With Exclusive <strong>Starrett</strong> Structural Tooth Design.24 starrett.com
Replaces Carbide Tipped Type IIIAdvanz TS is made for sawing tough materials thatbi-metal blades cannot cut.Features:c Teeth ground from high quality micro-grainedcarbide cylinders welded to a tough, ductilebacking material.c Improved carbide to back bonding.c Triple chip tooth geometry.Benefits:c Extreme resistance to heat and wear.c Smooth surface finish.c Improved strip resistance.c Superior durability.c Advanz TS offers exceptional resistance tofatigue, shock and wear.Applications:c Difficult to machine steels.c High-alloy metals.c Titanium.c Stainless steel.c Inconel.SOLIDTUBULARSTRUCTURALBUNDLE25
Advanz CG (replaces Carbide Grit)<strong>Blade</strong> Width x ThicknessInchmmGulletedFineTooth Type and Grit with Material NumbersGulletedMedium1/40 x .0200 6.5 x 0.50mm 95400 95401GulletedMed/CoarseGulletedCoarseContinuousMedium3/80 x .0250 10 x 0.65mm 95403 95404 954061/20 x .0200 13 x 0.50mm 95413 954141/20 x .0250 13 x 0.65mm 95407 95408 95410ContinuousCoarse3/40 x .0320 19 x 0.80mm 95416 95417 95418 95419 9542110 x .0350 25 x 0.90mm 95422 95423 954251-1/40 x .0350 32 x 0.90mm 95430 954311-1/40 x .0420 32 x 1.10mm 95432All sizes available in 1009 (30m) & 2509 (76m) coils.26 starrett.com
Replaces Carbide GritAdvanz CG easily cut through many hard or abrasivematerials that conventional tooth blades won’t cut.Features:c Tungsten carbide grit bonded to an alloy back.Benefits:c Especially useful for cutting complex materials.Applications:c Steel-belted tires.c Composite graphite.c Fiber-reinforced plastics.c Case-hardened steels.SOLIDTUBULARSTRUCTURALBUNDLE27
Advanz DG (replaces Diamond Grit)<strong>Blade</strong> Width x ThicknessInchmmGrit with Material NumbersFine Grit85/100Medium Grit60/851/20 x .0200 6.5 x 0.50mm 95103 95123Continuous Diamond Grit available in welded-to-length coils.28 starrett.com
Replaces Diamond GritFeatures:c Dense diamond grit edge.Benefits:c Ideal for specialized applications involvingextremely hard and/or abrasive materials.Applications:c Glass-fired ceramics.c Stone.c Silicon.c Laminated fiberglass.SOLIDTUBULARSTRUCTURALBUNDLE29
Duratec PH (replaces Premium Hard-Back)<strong>Blade</strong> Width x ThicknessInchmm3/P-LPHook3/S-KSkip<strong>Blade</strong> Pitch, Rake & Tooth Shape with Material Numbers4/P-HPHook4/S-KSkip6/P-HPHook6/S-KSkip6/SRegular1/40 x .0250 6.5 x 0.65mm 98110 98100 98138 98130 981418/SRegular3/80 x .0250 10 x 0.65mm 98245 98255 98250 98257 98261 982661/20 x .0200 13 x 0.50mm1/20 x .0250 13 x 0.65mm 98340 98355 98350 98361 983665/80 x .0320 16 x 0.80mm3/40 x .0320 19 x 0.80mm 98509 98514 98531 9855010 x .0350 25 x 0.90mm 98652 98661 98670All sizes available in 1009 (30m) & 2509 (76m) coils. 3/80 to 10 sizes available in 5009 (152m) coils.P: Positive Rake. S: Straight (Zero) Rake. LP: Low Profile. HP: High Profile. K: Skip.<strong>Blade</strong> Width x ThicknessInchmm10/SRegular<strong>Blade</strong> Pitch, Rake & Tooth Shape with Material Numbers10/WRegular14/SRegular14/WRegular18/WRegular24/WRegular32/WRegular1/40 x .0250 6.5 x 0.65mm 98151 98171 98180 98205 982103/80 x .0250 10 x 0.65mm 98271 98301 983101/20 x .0200 13 x 0.50mm 98369 98379 98398 984301/20 x .0250 13 x 0.65mm 98370 98375 98381 98386 98400 984505/80 x .0320 16 x 0.80mm 98470 984813/40 x .0320 19 x 0.80mm 98580 98590 98617 98621 9863010 x .0350 25 x 0.90mm 98675 99686All sizes available in 1009 (30m) & 2509 (76m) coils. 3/80 to 10 sizes available in 5009 (152m) coils.S: Straight (Zero) Rake. W: Wavy Set, Zero Rake.30 starrett.com
Replaces Premium Hard-BackThis high carbon steel band has precisely hardenedteeth, coupled with a tough, spring tempered back,resulting in high tensile strength.Features:c Spring tempered back.c Precisely hardened teeth.Benefits:c Increased tensile strength allows for greater bandtension.c Improved rigidity for increased cutting rates.c More accurate cuts.c Economical production cutting.Applications:c Low alloy, nonferrous metals.SOLIDTUBULARSTRUCTURALBUNDLE31
Duratec FB (replaces Flex-Back)<strong>Blade</strong> Width x Thickness<strong>Blade</strong> Pitch, Rake & Tooth Shape with Material NumbersInchmm1/80 x .0250 3 x 0.65mmWP-1-1/4/PBearcat2/P-LPHook3/S-KSkipWP-3/P-HPHook3/P-LPHook3/160 x .0140 4.8 x 0.35mm 910833/160 x .0250 4.8 x 0.65mm 91080 910901/40 x .0140 6.5 x 0.35mm 911351/40 x .0250 6.5 x 0.65mm 91130 91120 91151 91140 91147 911614/P-HPHook4/S-KSkipWP-4/P-HPHook1/40 x .0320 6.5 x 0.80mm 919203/80 x .0140 10 x 0.35mm 912543/80 x .0250 10 x 0.65mm 91230 91250 91240 91261 91264 91271 912813/80 x .0320 10 x 0.80mm 91930 919401/20 x .0200 13 x 0.50mm 913751/20 x .0250 13 x 0.65mm 91948 91330 91350 91340 91361 91373 91380WP-4/S-KSkip1/20 x .0320 13 x 0.80mm 91950 91960 919655/80 x .0320 16 x 0.80mm 914503/40 x .0320 19 x 0.80mm 91510 91515 91528 91531 91542 91550 9157010 x .0350 25 x 0.90mm 91670 91680 91689 91701 91720 917301-1/40 x .0420 32 x 1.10mm 919901/80 available in 1009 (30m) coils only. 3/160 to 3/80 sizes available in 1009 (30m) & 2509 (76m) coils. 3/80 and larger sizes available in 1009 (30m), 2509 (76m) & 5009 (152m) coils.P: Positive Rake. S: Straight (Zero) Rake. W: Wavy Set, Zero Rake. LP: Low Profile. HP: High Profile. K: Skip. WP: Woodpecker.6/SRegular6/S-KSkip6/P-HPHook8/SRegular10/SRegular32 starrett.com
Replaces Flex-Back10/WRegular14/SRegular14/WRegular14/S-KSkip18/SRegular18/WRegular24/WRegular32/WRegular91050 9106091098911009117891181 91190 91204 91210Made from carbon steel with a flexible back,Duratec FB is ideal for economical cutting oneasy-to-machine ferrous or nonferrous metal andwood.Features:c Flexible carbon steel back.c Wide range of widths, thickness and pitches.Benefits:c Ability to be run at higher band speeds.c Economical general purpose cutting.c Ideal for both contour & straight cutting.Applications:c Wood, plastics.c Nonferrous foundry materials.c Low alloy and nonferrous metals.c Furniture, composition board.c Light vertical and horizontal machines.9128891291 91300 91307SOLID91396 91415 9142391390 91401 91411 91420 914309147191590 9162191761TUBULARSTRUCTURALBUNDLE33
Thin Gage (.0140) <strong>Blade</strong>s for Bench Top MachineFits MachineModelsBlack & Decker74-480 & 9422Shopcraft T676020,100 Craftsman VS24453 and SingleSpeed 24460,Shopcraft andDuracraft VS312 &BBS412Black & Decker9411, ToolKraft4500 & 4502, KingFeng Fu, Pro-Tech90, Ryobi BS900and Delta 28-150Skil 3104,Craftsman9HT2442N, Alltrade1996B3R, RexonBS-12 andWalker-Turner 100LengthInches/Feet52-3/40(49 4-3/40)570(49 90)59-1/20(49 11-1/20)620(59 20)WidthInchesToothShapePitch &Rake*CatalogNo.EDPNo.3/160 Regular 8/S K60270 602701/40 Skip 6/S K60252 60252Regular 14/S K60335 603353/160 Regular 8/S K60271 6027114/S K60249 602491/40 Skip 6/S K60270 60270Regular 14/S K60336 603363/80 Skip 6/S K60264 60264Regular 14/S K60267 602673/160 Regular 8/S K60272 6027214/S K60250 602501/40 Skip 6/S K60254 60254Regular 14/S K60337 603373/80 Skip 6/S K60265 60265Regular 14/S K60268 602683/160 Regular 8/S K60273 6027314/S K60251 602511/40 Skip 6/S K60255 60255Regular 14/S K60338 603383/80 Regular 14/S K60269 60269S: Straight (Zero) RakeStandard Gage (.0250) <strong>Blade</strong>s for Stationary MachinesFits Machine ModelsWells 57, Emerson 10-1455 &10-1451, Ridgid 945, SprungerBS-45, Shopcraft T7070 andOhio Forge 510-505Rockwell 28-140 & 28-120,Craftsman 9HT2444N, RyobiBS-50N, Sprunger 10, Inca 310,Wilton 3130, Skil HD3640 and100 Dremel 1120Craftsman 9HT2433N &9HT23331N, Boice-Crane 800Johnson (Kysor) B.M.Johnson B, M, MB-1, Kalamazoo610, 7A, Lenox Mobile Mitre,Startrite 30TBoice Crane 800-14; Ellis 908Heston & Anderson 50Delta 14 & 28285 & 28230,Duracraft Sprunger 14Gator 712, Grob S14Rockwell 28-230, 28-240,28-243, 28-283, 028-285,Ohio Forge 510-556,140 Rikon 10-320,140 Jet, 140 Enlon,140 Elephant, 140 Reliant,140 Grizzley, Ridgid BS1400ToolKraft 4512, 4514Wellsaw 58B (Wells)Yates American W14LengthInches/Feet64-1/20(59 4-1/20)72-5/80(69 5/80)800(69 80)890(79 50)900(79 60)93 1/20(79 9-1/20)WidthInchesToothShapePitch &Rake*CatalogNo.EDPNo.1/20 Regular 10/S K60312 6031214/W K60322 6032218/W K60331 603313/160 Regular 14/S K60280 602801/40 Skip 6/S K60283 60283Regular 10/S K60287 602873/80 Regular 14/S K60299 602993/160 Regular 14/S K60281 602811/40 Skip 6/S K60284 60284Regular 10/S K60288 6028824/W K60292 602923/80 Regular 6/S K60296 6029614/S K60300 6030024/W K60304 603041/20 Skip 4/S K60306 60306Regular 6/S K60308 603081/20 Regular 10/W K60314 6031414/W K60325 6032518/W K60332 603321/20 Regular 14/S K60326 603263/160 Regular 14/S K60282 602821/40 Skip 6/S K60285 60285Regular 10/S K60290 6029024/W K60293 602933/80 Regular 6/S K60297 6029714/S K60301 6030124/W K60015 600151/20 Skip 4/S K60307 60307Regular 6/S K60309 6030910/S K60317 6031714/S K60329 6032918/W K60334 60334Boice-Crane 2300-14, EnsleyE-400, Montgomery Ward andWells 5, Johnson (Kysor) V-14980(89 20)1/20 Regular 10/S K60318 60318S: Straight (Zero) Rake W: Wavy Set, Zero Rake34 starrett.com
Replaces Flex-BackFlex-Back Ready-To-Use Welded Band <strong>Saw</strong>sSingle <strong>Blade</strong> Retail PackagedBand saw blades are display packed, 1 per blister card,with information printed in English, Spanish and French.Ideal for “do-it-yourself” wood and metal cuttingapplications. Sizes other than listed are also available,welded to order.SOLIDTUBULARSTRUCTURALBUNDLE35
Duratec FC (replaces Friction Cutting)<strong>Blade</strong> Width x ThicknessPitch, Rake & Set withMaterial NumbersInchmm8/S AlternateSet10/S RegularSet10 x .0350 25 x 0.65mm 91726 91740Available in 1009 (30m), 2509 (76m) & 5009 (152m) coils.S: Straight (Zero) Rake.36 starrett.com
Replaces Friction CuttingDuratec FC is made of a special fatigue-resistantmaterial with high silicon-content alloy.Features:c Special set design for increased frictional heat.c Special silicon alloy.c Special “air scoop” design teeth.c Fully hardened teeth and tempered back.Benefits:c Ability to run at speeds up to 15,000 SFPM toachieve the melting point of the thin, ferroussections it is designed to cut.c Teeth specifically designed to bring oxygen intothe cut to burn up the material.Applications:c Thin ferrous sections up to 5/80 thick.SOLIDTUBULARSTRUCTURALBUNDLE37
Woodpecker Premium<strong>Blade</strong> Width x ThicknessInchmm1.1/PHook<strong>Blade</strong> Pitch, Rake & Tooth Shape with Material Numbers1.3/PHook2/PHook3/PHook4/PHook5-8/SRegular1/40 x .0200 6 x 0.50mm 91991 919923/80 x .0220 10 x 0.55mm 919961/20 x .0220 13 x 0.55mm 920015/80 x .0220 16 x 0.55mm 92003 920043/40 x .0220 19 x 0.55mm 920063/40 x .0280 19 x 0.65mm 9200710 x .0230 25 x 0.58mm 92008 92009 92032 9201010 x .0280 25 x 0.65mm 92011 92012 9203310 x .0350 25 x 0.90mm 92035 920361-1/40 x .0280 32 x 0.65mm 920141-1/40 x .0350 32 x 0.90mm 92043 920441-1/40 x .0420 32 x 1.10mm 92017 92018 92045 920461-1/20 x .0420 38 x 1.10mm 92022 9202320 x .0420 50 x 1.10mm 920262-9/160 x .0420 65 x 1.10mm 92030All sizes available in 2509 (76m) coils. P: Positive Rake. S: Straight (Zero) Rake. K: Skip.Woodpecker XF <strong>Blade</strong> Width x ThicknessInchmm2/PHook3/PHook<strong>Blade</strong> Pitch, Rake & Tooth Shape with Material Numbers3/P-LPHook3/P-HPHook3/S-KSkip4/PHook4/P-HPHook4/S-KSkip6/P-HPHook1/40 x .0140 6.5 x 0.35mm 911351/40 x .0200 6.5 x 0.50mm 91991 919921/40 x .0320 6.5 x 0.80mm 919203/80 x .0140 10 x 0.35mm 912543/80 x .0220 10 x 0.55mm 919963/80 x .0250 10 x 0.65mm 91250 91240 912643/80 x .0320 10 x 0.80mm 91930 919401/20 x .0220 13 x 0.55mm 920011/20 x .0320 13 x 0.80mm 91960 919655/80 x .0220 16 x 0.55mm 92003 920043/40 x .0220 19 x 0.55mm 920063/40 x .0280 19 x 0.65mm 920073/40 x .0320 19 x 0.80mm 91515 91510 91528 9154210 x .0230 25 x 0.58mm 92032 9201010 x .0280 25 x 0.65mm 9203310 x .0350 25 x 0.90mm 920361-1/40 x .0350 32 x 0.90mm 920441-1/40 x .0420 32 x 1.10mm 92045All sizes available in 1009 (30m) & 2509 (76m) coils. All sizes except 91135, 91920 & 91254 available in 5009 (152m) coils.P: Positive Rake. S: Straight (Zero) Rake. K: Skip. LP: Low Profile. HP: High Profile.6/S-KSkip6/S-KSkip38 starrett.com
A selection of ground tooth blades ideal for a variety ofwoodworking applications. Includes blades as thin as .0200 forjobs such as contour cutting fine hardwoods to thicker bladesfor tough tasks including pallet work.Features:c Hardened spring tempered back.c Ground, precision set teeth teeth with positive tooth angles.c Thin kerf available.Benefits:c Longer life and faster cutting with less feed.c High production rates and increased yields.c Can be re-sharpened.Applications:c Grade lumber, re-saws, pallet manufacturing.A selection of blades ideal for sawing furniture and woodworkingproducts. Woodpecker XF blades are available as thin as .0140.Features:c Flexible carbon steel back.c Ground, induction hardened teeth in a variety of pitches.Benefits:c Great fatigue factor on machines running higher blade speeds.c Cost effective sawing with less material loss.SOLIDApplications:c Cabinet/furniture making.c Contour cutting.TUBULARSTRUCTURALBUNDLE39
Meatkutter Premium<strong>Blade</strong> Width x ThicknessPitch, Rake & Set withMaterial NumbersInch mm 4/P Hook 6/S-K Skip5/80 x .0180 16 x 0.46mm 94314 94315Available in 1009 (30m), 2509 (76m) & 5009 (152m) coils.P: Positive Rake. S: Straight (Zero) Rake. K: Skip.Meatkutter Stainless<strong>Blade</strong> Width x ThicknessPitch, Rake & Set withMaterial NumbersInch mm 4/P Hook 6/S-K Skip5/80 x .0180 16 x 0.46mm 94321 94322Available in 1009 (30m), 2509 (76m) & 5009 (152m) coils.P: Positive Rake. S: Straight (Zero) Rake. K: Skip.40 starrett.com
For meat, fish and poultry band saw machines,these blades are .0180 thick, so they produceminimal meat loss.Features:c Meatkutter blades are offered in a choice of specialsteel or clean-cut stainless steel. Both offer thehigh levels of hygiene required for cutting meat,fish and poultry.c Tooth shape is skip.c The teeth are ground.Benefits:c Stainless steel blades can be washed downwithout risk of rusting.Applications:c Food industry.c Butcher.c Cateringc Meat packers.41
Band Knives<strong>Blade</strong> Width x ThicknessInchmmScallop,Double Bevel1/20 (13mm)3/80 x .0220 10 x 0.56mm 931261/20 x .0180 13 x 0.46mm 93188Edge & Bevel with Material NumbersWavy,Double Bevel3/40 (19mm)Straight,Double BevelStraight,Single Bevel1/20 x .0220 13 x 0.56mm 93189 93388 93160 931353/40 x .0220 19 x 0.56mm 93637 93715 936093/40 x .0280 19 x 0.71mm 93629 9371710 x .0250 25 x 0.65mm 93806 9379410 x .0350 25 x 0.89mm 93809 93912 93796All sizes available in 1009 (30m) coils.42 starrett.com
Features:c Razor-edge band knives.c Single or double edge bevel.c Straight, scallop or wavy cutting edges.Benefits:c Slicing action produces no chips.c Easily cut foam, paper, rubber, soft plastic andother fibrous material quickly, smoothly and withoutwaste.Applications:c Foam.c Rubber.c Cork.c Cardboard and paper.c Soft plastic.43
Portable Band <strong>Saw</strong> <strong>Blade</strong>sFits MachineModelsBlack & Decker,Greenlee,Milwaukee,Ridgid,Rockwell,Porter-Cable,Skil, UnitecGreenlee,Porter-Cable,RockwellSpecifications: Univerz <strong>Blade</strong>s 3-<strong>Blade</strong> Sleeve 100 <strong>Blade</strong> BoxLength44-7/80 or 39 8-7/80(114cm)53-3/40 or 49 5-3/40(136.5cm)* S = Straight (Zero) Rake W = Wavy Set, Zero RakeWidth x Thickness1/20 x .0200(13 x 0.50mm)1/20 x .0200(13 x 0.50mm)Pitch &Rake*CatalogNo.EDPNo.CatalogNo.EDPNo.10/S BM10 14600 BM10B 1694814/S BM14 14601 BM14B 1694918/W BM18 14602 BM18B 1695024/W BM24 14603 BM24B 1695110-14/S BM1014 15708 BM1014B 1695214-18/W BM1418 16088 BM1418B 1695310/S RBM10 14604 – –14/S RBM14 14605 – –18/W RBM18 14606 – –24/W RBM24 14607 – –10-14/S RBM1014 15709 – –14-18/W RBM1418 16089 – –Fits MachineModelsSpecifications: Advanz CG <strong>Blade</strong>s Medium Grit Medium Coarse GritLengthWidth x ThicknessToothTypeCatalogNo.EDPNo.CatalogNo.EDPNo.Black & Decker,DeWalt, Greenlee,Makita, Unitec,Porter-Cable,Ridgid, Rockwell,Skil, Milwaukee44-7/80 or 39 8-7/80(114cm)1/20 x .0200(13 x 0.50mm)Gulleted CG4GM 19956 CG4GMC 19957Continuous CG4CM 19954 CG4CMC 19955Greenlee,Porter-Cable,Rockwell53-3/40 or 49 5-3/40(136.5cm)1/20 x .0200(13 x 0.50mm)Gulleted CG5GM 19960 CG5GMC 19961Continuous CG5CM 19958 CG5CMC 19959Specifications: Carbon & Bi-Metal <strong>Blade</strong>s Duratec FB Duratec PHFits MachineModelsBlack & Decker,Greenlee,Milwaukee,Ridgid,Rockwell,Porter-Cable,Skil, UnitecLength44-7/80 or 39 8-7/80(114cm)Width x Thickness1/20 x .0200(13 x 0.50mm)Pitch &Rake*CatalogNo.* S = Straight (Zero) Rake W = Wavy Set, Zero Rake 3-<strong>Blade</strong> Sleeve: Duratec FB & Duratec PHEDPNo.CatalogNo.EDPNo.Intenss PRO-DIE Porta-Band3-<strong>Blade</strong> Sleeve Box of 100CatalogNo.EDPNo.CatalogNo.10/S HE10 10338 PR10 11156 – – – –14/S HE14 10340 PR14 11157 CBM14 19412 CBM14B 1963918/W HE18 10341 PR18 11158 CBM18 19413 CBM18B 1964024/W HE24 10343 PR24 11159 CBM24 19414 CBM24B 1964110-14/S – – – – CBM1014 19415 CBM1014B 1964214-18/W – – – – CBM1418 19416 CBM1418B 19643EDPNo.44 starrett.com
Five <strong>Starrett</strong> blade types are offered for theseconvenient power tools. Many blades are welded,ready to go to work in convenient lengths to fitpopular portable machines.The <strong>Starrett</strong> Edgec Univerz: These blades utilize <strong>Starrett</strong>’s exclusivebi-metal unique ® saw technology for faster cuttingand longer blade life.c Intenss PRO-DIE: A good bi-metal band sawblade for fast cutting of abrasive materials, tool andstainless steels.c Duratec FB: These blades combine good,general purpose cutting with low cost - a goodvalue.c Duratec PH: High carbon steel blade. Greaterband tension and blade rigidity increase cuttingrates and provide more accurate cuts of low alloy,nonferrous metals.c Advanz CG: These band saw blades will easilycut through most hard and abrasive materials.45
Bi-Metal HSS Power HacksLength x Width x ThicknessInch mm TPI Cat. No. EDP No.120 x 1-1/80 x .0500 300 x 29 x 1.25mm140 x 1-1/80 x .0500 350 x 29 x 1.25mm140 x 1-3/80 x .0620 350 x 35 x 1.60mm10 BS1210-5 4009714 BS1214-5 4009810 BS1410-5 4009914 BS1414-5 401006 BS1406-6 4010110 BS1410-6 40102140 x 1-5/80 x .0750 350 x 41 x 2mm 6 BS1406-7 40105170 x 1-3/80 x .0620 425 x 35 x 1.60mm180 x 1-3/80 x .0620 450 x 35 x 1.60mm180 x 1-5/80 x .0750 450 x 41 x 2mm180 x 1-7/80 x .0880 450 x 48 x 2.25mm210 x 1-7/80 x .0880 525 x 48 x 2.25mm240 x 2-1/80 x .1000 600 x 54 x 2.50mm6 BS1706-6 4026410 BS1710-6 402656 BS1806-6 4026710 BS1810-6 402684 BS1804-7 402726 BS1806-7 402734 BS1804-8 402756 BS1806-8 402764 BS2104-8 402786 BS2106-8 402793 BS2403-0 401314 BS2404-0 40282300 x 2-5/80 x .1000 750 x 67 x 2.50mm 4 BS3004-0 40172.2810 (7.00mm) pinhole diameter for saws to 1-7/80 width, and .3900 (10.00mm) for wider saws.<strong>Blade</strong>s packaged and sold 10 blades per box.Tooth Pitch (TPI) Guide For All Power Hacksaws*Cross Section To Be CutInchmmUsePitch1.50 (and above) 38mm (and above) 210 to 30 25 - 75mm 33/40 - 2-1/20 19 - 63mm 41/20 - 1-1/20 13 - 38mm 65/160 - 10 8 - 25mm 107/320 - 3/40 6 - 19mm 143/160 - 1/20 5 - 13mm 18*NOTE: Because of the wide overlap, use coarser pitches for faster cutting and finer pitchesfor smoother cutting.46 starrett.com
These power hacksaw blades are ideal for toughmaterials and conditions of all types. The cuttingedge of high-speed steel gives it excellent cuttingefficiency and the tough alloy steel back resistsbreakage, even under less than ideal conditions.Features:c Hardened & tempered high-speed steel teeth.c Tough alloy steel back.Benefits:c Unparalleled cutting efficiency.c Alloy back resists breakage under the mostadverse conditions.Applications:c Handles irregular shapes and interrupted cuts withease.47
Redstripe ® HSS Power Hacks for KASTOand other metric sized machinesLength x Width x Thicknessmm Inch TPI Cat. No. EDP No.300 x 32 x 2mm 120 x 1-1/40 x .07506 RS300-6 1616810 RS300-10 16169350 x 32 x 2mm 140 x 1-1/40 x .07506 RS350-6 4017710 RS350-10 401784 RS400-4 40179400 x 32 x 2mm 160 x 1-1/40 x .0750 6 RS400-6 4018010 RS400-10 401814 RS450-4 40182450 x 38 x 2mm 180 x 1-1/20 x .0750 6 RS450-6 4018310 RS450-10 401844 RS500-4 16170500 x 45 x 2mm 200 x 1-3/40 x .0750 6 RS500-6 1617110 RS500-10 161724 RS550-4 40173550 x 45 x 2mm 220 x 1-3/40 x .0750 6 RS550-6 4017410 RS550-10 40185575 x 50 x 2.5mm 230 x 20 x .10004 RS575-4 401756 RS575-6 40176600 x 50 x 2mm 240 x 20 x .10004 RS600-4 161736 RS600-6 16174650 x 56 x 2.5mm 260 x 2-3/160 x .10004 RS650-4 401866 RS650-6 40187700 x 55 x 2.5mm 280 x 2-3/160 x .10004 RS700-4 401886 RS700-6 40189850 x 60 x 3mm 340 x 2-3/80 x .11804 RS850-4 161756 RS850-6 16176900 x 114 x 305mm 360 x 4-1/20 x .1380 2-1/2 RS900-2-1/2 687161000 x 126 x 3.5mm 400 x 50 x .1380 2-1/2 RS1000-2-1/2 16177Redstripe ® HSS Power HacksLength x Width x ThicknessInch mm TPI Cat. No. EDP No.120 x 10 x .0500 300 x 25 x 1.25mm10 RS1210-5 4004614 RS1214-5 40047140 x 10 x .0500 350 x 25 x 1.25mm10 RS1410-5 4004914 RS1414-5 40050140 x 1-1/40 x .0620 350 x 32 x 1.60mm6 RS1406-6 4005110 RS1410-6 40052140 x 1-1/20 x .0750 350 x 38 x 2mm 6 RS1406-7 40054160 x 1-1/40 x .0620 425 x 32 x 1.50mm6 RS1606-6 4005710 RS1610-6 40058170 x 10 x .0500 425 x 25 x 1.25mm10 RS1710-5 4005914 RS1714-5 40060170 x 1-1/40 x .0620 425 x 32 x 1.50mm6 RS1706-6 4006210 RS1710-6 40063180 x 1-1/40 x .0620 450 x 32 x 1.60mm6 RS1806-6 4006410 RS1810-6 40065180 x 1-1/20 x .0750 450 x 38 x 2mm4 RS1804-7 400676 RS1806-7 40068180 x 1-3/40 x .0880 450 x 45 x 2.25mm4 RS1804-8 400706 RS1806-8 40071210 x 1-3/40 x .0880 525 x 45 x 2.25mm4 RS2104-8 400756 RS2106-8 40076240 x 20 x .1000 600 x 50 x 2.50mm 4 RS2404-0 40081300 x 2-1/20 x .1000 750 x 63 x 2.50mm 4 RS3004-0 4008348 starrett.com
®Features:c Fully hardened molybdenum high-speed steel.c Available in a wide array of lengths, widths andpitches.c Sizes for Kasto and other metric sized machines.Benefits:c Delivers extended life and efficient cuttingperformance in a wide range of materials.c Withstands heavier feed pressures.c Provides faster cutting than composite blades.Applications:c Tough-to-cut alloy steels such as stainless.49
POCKET LASERTACHOMETER KIT WITHCASECat. No. S7793Z • EDP No. 68930The Pocket Laser Tachometer is adigital, battery-powered portable opticaltachometer that can operate up to 25feet from a reflective target using a laserlight source.This powerful 32 function Tachometer/Ratemeter, Totalizer/Counter and Timeris programmable in both inch andmetric rates.It has TTL compatible pulse output totrigger devices such as data collectorsor strobocopes. Ergonomic designmakes measurement of speed and RPMsimple.RANGEOptical: 5 to 200,000 RPMContact: 0.5 to 20,000 RPMAccuracy: Optical: ±0.01% of readingContact: ±0.05% of readingKit includes: Tachometer, RCA, contacttips,10cm linear contact wheel, 59 ofT-5 reflective tape, (2) AA batteries,carrying caseSAW TENSION GAGECat. No. 682EMZ • EDP No. 57075The <strong>Saw</strong> Tension Gage will check forproper blade tension in either English ormetric, and is graduated both in poundsand kilograms.The tension gage can be read directlyon either band saws of any type, orpower hacksaws.It is graduated to read up to 60,000 PSIor 4,000kg per cm 2 and is furnishedwith instructions, including suggestedtensions.BAND SAW BLADEALIGNMENT GAGECat. No. PT92925 • EDP No. 65049The alignment of your band saw blade isa key factor to guarantee blade life andaccuracy with <strong>Starrett</strong> Band <strong>Saw</strong> <strong>Blade</strong>s.This gage enables you to make sureyour blade is running square to the cut.BAND SAW SELECTION TOOLS<strong>Starrett</strong> offers a helpful guide forband saw selection for most commonmaterials.This slide chart recommends the pitchsuitable for the cross section to becut as well as surface feet per minutespeed plus the optimum cutting rate.This tool was developed by our R & Dgroup from actual tests.SELECTION AND OPERATING GUIDESLIDE CHARTOur popular band saw slide chartselection and operating guide includesa wealth of useful information printed onboth sides.50 starrett.com
FLASH WELDERSSave money while adding convenience.Now you can do your own top qualitywelds on your band saw blades,the way you want it and when you wantit, while making your sawing operationmore profitable.<strong>Starrett</strong> Flash Welders are first-rateperformers - workhorses that will helpyou in many ways:c Eliminate costly, time-consumingoutsourcing of welds.c Eliminate the need for excessiveinventories of custom length blades -you simply stock coils at the lower cost.c Get the blade you need right away.c SW Series Welders include a built-inwater cooled system, necessary onwelders with anneal control.c These welders use a lower voltagefor a longer period of time thanmanual annealing, causing more heatto conduct in the jaws and carriages.51
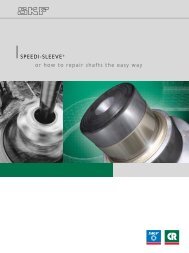
NEW BLADE WITHRAZOR SHARP TEETHTOOTH CORRECTLYBROKEN INTOOTH INCORRECTLYBROKEN INBLADE BREAK-INUsing the right break-in procedures for a bimetalblade assures longer blade life, fastercuts for a longer period of time and consistentperformance. Conversely, blade life can besignificantly compromised if the proper break-inprocedures are not followed.LONGER BLADE LIFEThe teeth on a new band saw blade are razorsharp. To withstand the cutting pressures of bandsawing, the tip of each tooth should be honed tocreate an extremely small radius on its tip.Easy-to-cut material such as carbon steel andaluminum:A. Run the normal surface feet per minute (SFPM).B. Adjust the feed pressure to about one-half thenormal cutting rate for the first few cuts or for50-100 square inches (323-645 sq.cm).C. Increase to the normal cutting rate.D. Avoid vibration.Hard-to-cut materials such as nickel-basedalloys like inconel, hardened steels,tool steelsand stainless steels:A. Run the normal surface feet per minute (SFPM).B. Adjust the feed pressure to about threequartersof the normal cutting rate for the firstfew cuts or for 25-75 square inches (161-484sq.cm).C. Then increase the cutting rate part way tonormal for the next few cuts.D. Then increase to the normal cutting rate.E. Avoid vibration.BAND SAW SERVICE & SUPPORT<strong>Starrett</strong> service technicians are available to tuneup and perform preventative maintenance onyour production sawing machine using <strong>Starrett</strong>Band <strong>Saw</strong> <strong>Blade</strong>s, at no additional cost.They fully review machine condition, blademounting and operation in detail, makingadjustments, as required, to help maintain goodsawing and long life for both the machine andblades.TRAINING<strong>Starrett</strong> service technicians can also instruct sawoperators on achieving the best performance ofblade and machine for your applications.Contact your <strong>Starrett</strong> Band <strong>Saw</strong> distributor aboutarranging a visit to your workplace by a <strong>Starrett</strong>service technician.START TO CUT MATERIALAT REDUCED CUTTINGRATEAFTER BREAK-IN WHENTHE BLADE HAS FULLYENTERED THE WORK-PIECE, INCREASE THEFEED RATE OVER A SERIESOF CUTS UNTIL THERECOMMENDED CUTTINGRATE IS ACHIEVED52 starrett.com
BAND SAW BLADE INSTALLATIONGUIDELINESAlways follow the machine manufacturer’s instructionsand recommendations for blade changes and thesafe operation for the band saw machine. Theguidelines are not intended to replace the machinemanufacturer’s instructions or recommendations. Thegeneral information contained in the guidelines isintended to assist in the proper installation of bandsaw blades. Proper blade installation achieves moreefficient blade performance. Please contact yourmachine manufacturer for appropriate proceduresfor blade changes for your specific machine andyour saw blade manufacturer for appropriate cuttingrecommendations. The L. S. <strong>Starrett</strong> Co. nor itsemployees, shall not be held responsible for theaccuracy or completeness of these guidelines.c Wear gloves when handling band saw blades.BASIC BLADE CHANGE GUIDELINESc Position saw head to appropriate location tofacilitate ease of blade change.c Follow required lock out tag out procedures.c Position chip brush away from saw blade.c Relieve saw blade tension and remove blade.c Remove any chips from saw guides and bandwheels.c Select appropriate blade for cutting application.(Refer to saw blade selection chart)c Unfold blade properly. Do Not Throw. Throwingthe blade will result in tooth damage that willreduce saw blade performance. (Refer to unfoldingprocedure)c Install blade with saw teeth pointing in properdirection.c Wear eye protection, safety shoes, and hearingprotection.c Apply appropriate tension to the blade.c Be aware of pinch points and keep hands andclothing clear of rotating blade.FOLLOW INSTRUCTIONS CAREFULLYc Follow all the safety instructions shown in theband saw machine operator’s manual and on themachine labels. Recognize and read safety andwarning signs such as Danger, Warning andCaution.c Follow the saw blade installation instructions for themake and model of the band saw machine.c Adjust guide arms to appropriate positions toworkpiece.c Adjust blade guides for proper blade support.c Adjust chip brush to fully engage saw blade teethto ensure proper chip removal.c Check hydraulic fluid levels if applicable.c Ensure appropriate cutting fluid placement and mixratios as applicable per machine, cutting fluid, andblade manufacturer’s recommendations.c Break in blade properly before reaching desiredcutting rates.53
Work Material TypeSteel SpecificationUSA (AISI)Feet perMinuteMeters perMinuteSq Inchper MinuteSq cm perMinuteFree MachiningCarbon SteelsLow Carbon Steels1211-1215 230 - 310 69 - 93 12 - 18 78 - 1171110, 1117-1118 220 - 300 66 - 90 9 - 15 58 - 971137-1151 165 - 245 50 - 74 5 - 11 32 - 711005-1012 220 - 300 66 - 90 9 - 14 58 - 971015-1026 210 - 290 63 - 87 8 - 13 52 - 91Medium Carbon Steels 1030-1055, A36 140 - 220 42 - 66 5 - 9 32 - 58High Carbon Steels 1060-1095 120 - 200 36 - 60 5 - 8 32 - 521330-1345 140 - 220 42 - 66 4 - 8 26 - 52Manganese Steels1513-1527 220 - 300 66 - 90 8 - 12 52 - 911536-1552 165 - 245 50 - 74 6 - 10 39 - 651561-1572 120 - 200 36 - 60 5 - 8 32 - 524012-4024 150 - 230 45 - 69 4 - 9 26 - 58Molybdenum Steels4030-4042 140 - 220 42 - 66 4 - 8 26 - 524047-4068 130 - 210 39 - 63 4 - 8 26 - 52Chrome Moly SteelsNickel Chrome Moly SteelsNickel Moly Steels4130-4140 130 - 210 39 - 63 4 - 8 26 - 584142-4161 120 - 200 36 - 60 3 - 7 20 - 454320 130 - 210 39 - 63 4 - 8 26 - 524340 120 - 200 36 - 60 3 - 7 20 - 454615-4626 140 - 220 42 - 66 4 - 8 26 - 524815-4820 130 - 210 39 - 63 4 - 8 26 - 525040-5060 130 - 210 39 - 63 4 - 8 26 - 52Chrome Steels5115-5120 150 - 230 45 - 69 5 - 9 32 - 565130-5160 130 - 210 39 - 63 4 - 8 26 - 5250100, 51100, 52100 90 - 160 27 - 48 3 - 5 20 - 32Chrome Vanadium Steels6118 150 - 230 45 - 69 5 - 9 32 - 586150 130 - 210 39 - 63 4 - 8 26 - 528115, 8615-8622, 8720, 8820 130 - 210 39 - 63 5 - 9 32 - 58Nickel Chrome Moly Steels8145, 8625-8637 130 - 210 39 - 63 5 - 9 32 - 588640-8660, 8740, 9430-9445 130 - 210 39 - 63 4 - 8 26 - 529310 110 - 190 33 - 57 2 - 4 13 - 2654 starrett.com
Work Material TypeSteel SpecificationUSA (AISI)Feet perMinuteMeters perMinuteSq Inchper MinuteSq cm perMinuteSilicon Steels 9255-9262 130 - 210 39 - 63 4 - 8 26 - 52Nitriding Steels 140 - 220 42 - 66 3 - 6 20 - 39Tool Steels(Air & Oil Hardening)A2-A6, A8-A10 130 - 210 39 - 63 2 - 4 13 - 2601, 02, 06, 07 130 - 210 39 - 63 2 - 6 13 - 29D2, D3, D7 (CUT DRY) 50 - 100 15 - 30 2 - 3 13 - 20Carbon Tool Steel W1-W5 130 - 210 39 - 63 2 - 6 13 - 39L2, L6 120 - 200 36 - 60 2 - 6 13 - 39Special PurposeShock Resistant HotWork SteelS1 - S7 90 - 160 27 - 48 2 - 4 13 - 26H10 - H19 130 - 210 39 - 63 2 - 5 13 - 32H21 - H42 90 - 160 27 - 48 2 - 4 13 - 26M1, M2, M7, M10 75 - 130 22 - 39 2 - 4 13 - 26M3, M4, M30 - M47 50 - 100 15 - 30 1 - 3 7 - 20High Speed Steels T1, T2, T6 75 - 130 22 - 39 2 - 4 13 - 26T4, T5 60 - 120 18 - 36 1 - 3 7 - 20T15 50 - 90 15 - 27 1 - 3 7 - 20Free Machining StainlessSteels303 75 - 140 22 - 42 2 - 5 13 - 32416, 420F, 430F 100 - 180 30 - 54 3 - 6 20 - 39201, 202, 301-304, 305, 308 70 - 120 21 - 36 2 - 4 13 - 26Austenitic Stainless Steels321, 347, 348 70 - 120 21 - 36 2 - 4 13 - 26A286, 309, 310, 314 50 - 80 15 - 24 1 - 2 7 - 13316, 317, 330 50 - 80 15 - 24 1 - 2 7 - 13Ferritic StainlessSteelsMartensitic Stainless SteelsPrecision HardeningStainless SteelsCast Iron405, 409, 430, 434 60 - 100 18 - 30 1 - 3 7 - 20436, 422, 446 60 - 100 18 - 30 1 - 3 7 - 20403, 410, 420, 422, 501, 502 70 - 130 21 - 39 2 - 4 13 - 26440A-C, 414, 431 60 - 100 18 - 30 1 - 3 7 - 2015-5PH, 17-4PH, 17-7PH 50 - 90 15 - 27 1 - 3 7 - 20CLASS 30 120 - 200 36 - 60 8 - 14 52 - 91CLASS 40 80 - 160 24 - 48 5 - 11 32 - 71DUCTILE 60-40-18 150HB 160 - 240 48 - 72 4 - 10 26 - 65DUCTILE 80-55-06 225HB 80 - 160 24 - 48 2 - 7 13 - 4555
Work Material TypeSteel SpecificationUSA (AISI)Feet perMinuteMeters perMinuteSq Inchper MinuteSq cm perMinuteINCONEL 625, 718 30 - 80 9 - 24 0.5 - 1 3 - 7X-750, WASPALOY 30 - 80 9 - 24 1 - 2 7 - 13INCONEL 600, 601 50 - 90 15 - 27 1 - 3 7 - 20Nickel AlloysMONEL 400, 401 50 - 90 15 - 27 1 - 3 7 - 20MONEL K500 30 - 80 9 - 24 1 - 2 7 - 13HASTALLOY, RENE41, 30 - 70 9 - 21 0.5 - 1 3 - 7RENE 63, 77, 95, 100 30 - 70 9 - 21 0.5 - 1 3 - 799% TITANIUM 50 - 90 15 - 27 0.5 - 2 3 - 13Titanium AlloysALPHA, ALPHA-BETA 30 - 60 9 - 18 0.5 - 1 3 - 7BETA 30 - 60 9 - 18 0.5 - 1 3 - 7MOLYBDENUM 60 - 100 18 - 30 0.5 - 1 3 - 7Refractory MetalTANTALUM 30 - 60 9 - 18 0.5 - 1 3 - 7COLOMBIUM 40 - 80 12 - 24 0.5 - 1 3 - 799% COPPER 100 - 180 30 - 54 4 - 9 26 - 58FREE CUTTING BRASS 180 - 250 54 - 75 5 - 11 32 - 71YELLOW/RED BRASS 175 - 255 53 - 77 4 - 10 26 - 65PHOSPHOR BRONZE 90 - 180 27 - 54 4 - 10 26 - 65Copper AlloysALUMINUM BRONZE 125 - 190 37 - 57 4 - 8 26 - 52AS ABOVE (HARDENED) 50 - 100 15 - 30 1 - 2.5 7 - 16MALLORY 73 AND 100 50 - 100 15 - 30 1 - 2.5 7 - 16BERYLLIUM COPPER 120 - 190 36 - 57 3 - 6 20 - 39AS ABOVE (HARDENED) 35 - 55 10 - 16 0.5 - 1 3 - 7ALLOY 267 - 400 80 - 120AluminumCAST ALLOY 267 - 400 80 - 120 Please call Please callPISTON ALLOY 267 - 400 80 - 120 for assistance for assistance(USE TCT BLADES) 267 - 400 80 - 120NOTE: These feed rates are a general guide only. Please contact <strong>Starrett</strong> Technical Support for precise recommendations.56 starrett.com
DiameterInches Centimeters Square InchesAreaSquareCentimeters1 2.5 0.8 4.91.5 3.8 1.8 11.32 5.1 3.1 202.5 6.4 4.9 323 7.6 7.1 453.5 8.9 9.6 624 10.2 12.6 824.5 11.4 15.9 1025 12.7 19.6 1275.5 14 23.8 1546 15.2 28.3 1866.5 16.5 33.2 2147 17.8 38.5 2497.5 19.1 44.2 2878 20.3 50.3 3248.5 21.6 56.7 3669 22.9 63.6 4129.5 24.1 70.9 45610 25.4 78.5 50710.5 26.7 86.6 56011 27.9 95.0 61111.5 29.2 104.0 67012 30.5 113 73112.5 31.8 123 79413 33.0 133 85513.5 34.3 143 92414 35.6 154 99514.5 36.8 165 106415 38.1 177 114015.5 39.4 189 121916 40.6 201 129516.5 41.9 214 137917 43.2 227 146617.5 44.5 241 155518 45.7 254 164018.5 47.0 269 173519 48.3 284 183219.5 49.5 299 192420 50.8 314 202920.5 52.1 330 213221 53.3 346 223121.5 54.6 363 234122 55.9 380 245422.5 57.2 398 257023 58.4 415 267924 61.0 452 2922AREA CALCULATIONIn order to calculate the best cuttingprogress, you can select an optionfrom the charts below.ATTENTIONMake all the measurements incentimeters to get the area in cm 2SQUAREarea = L 2ROUNDarea = D 2 x 0,7854ROUND TUBEarea = (De 2 - Di 2 ) x 0,7854SQUARE TUBEarea = = Le 2 - Li 2RECTANGULARarea = E x LHEXAGONALarea = L 2 x 2,598E 2 x 0,86657
<strong>Blade</strong> Effect Probable Cause Solution<strong>Blade</strong> BreakageIncorrect bladeCheck tooth selectionBand tension too highReduce band tension, refer to operator’s manualExcessive feedReduce feed pressureIncorrect cutting fluidCheck coolant recommendationsWheel diameter too small for blade widthUse narrower bladeWorn or chipped pressure blockReplace worn pressure blocks<strong>Blade</strong> rubbing on wheel flangeAdjust wheel alignmentTeeth in contact with work before starting saw Allow blade clearance above workStraight break indicates fatigue.Side guides too tightRefer to operator’s manualPrematurely Dull Teeth <strong>Blade</strong> on machine backwardsInstall blade correctlyImproper blade break-in procedureRefer to recommended proceduresHard material or heavy surface scaleCheck material hardness and surface conditionMaterial is work-hardeningIncrease feed pressureImproper cutting fluid or mix ratioFollow coolant mixing proceduresSpeed or feed too highCheck cutting recommendationsInaccurate CutGuide arms too far apartAdjust guide arms closer to material<strong>Blade</strong> worn outReplace bladeOver or under feedingCheck cutting recommendationsImproper tooth pitchUse proper tooth selectionCutting fluid not applied properlyAdjust coolant nozzlesToo many teeth for material cross section Use proper tooth selectionGuides worn or looseTighten or replace guidesBand Leading in CutOver feedingCheck cutting recommendationsLow band tensionRefer to operator’s manualTooth set damagedCheck material hardnessGuide arms loose or space too wideAdjust guides and guide armsChip WeldingTeeth Fracturing - BackWorn or missing chip brushImproper or lack of cutting fluidWrong coolant ratioExcessive feed or speedIncorrect blade pitch<strong>Saw</strong> guides not properly adjustedIncorrect feed or speedIncorrect bladeMaterial moved in viseReplace or adjust chip brushCheck coolant flow and fluid typeCheck coolant type and ratioReduce feed or speedUse proper tooth selectionAlign or adjust saw guidesRefer to cutting recommendationsUse proper blade type and pitchInspect and adjust viseBack of tooth indicates spinning in vise.Irregular BreakIndexing while blade in work<strong>Blade</strong> not high enough before index<strong>Saw</strong> head drifts into work while neutralAdjust index sequenceAdjust height selectorCheck hydraulic cylinderIndicates material movement.58 starrett.com
<strong>Blade</strong> Effect Probable Cause SolutionTeeth StrippingImproper blade break-in procedureFollow proper break-in procedureSpeed too slowRefer to cutting recommendationsFeed pressure too highReduce feed pressureTooth jammed in cutDo not enter new blade in that cutPoor cutting fluid application or ratioAdjust coolant flow and ratioHard material or heavy scaleCheck material or surface hardnessWrong blade pitchUse proper tooth selectionWork spinning or loose nested bundlesTighten vises or use nesting clamps<strong>Blade</strong> on backwardsInstall blade correctlyWear on Back of <strong>Blade</strong> Excessive back-up guide preloadAdjust pressure blocksLow blade tensionRefer to operator’s manualIncorrect blade (carbon steel type)Switch to a bi-metal bladeExcessive feed rate or pressureReduce feed rate or pressureDamaged or worn pressure blockReplace pressure blockGuide arms spaced too far apartAdjust guide arms closer to work<strong>Blade</strong> rubbing band wheel flangesAdjust wheel alignmentRough CutDull or damaged bladeInstall new bladeIncorrect feed or speedRefer to cutting recommendations<strong>Blade</strong> not supported properlyAdjust or tighten guide armsLow blade tensionRefer to operator’s manualIncorrect tooth pitchUse proper tooth selectionWashboard surface, vibration and/or chatter Guide arms too far apartAdjust guide arms closer to materialWear Lines - Loss of Set <strong>Saw</strong> side guides too tightAdjust guides properly<strong>Blade</strong> riding too high in guideAdjust rollers or pressure blocks<strong>Blade</strong> teeth riding on band wheel surfaceAdjust tracking or replace wheelWrong blade width for machineRefer to operator’s manualChips being carried back into cutReplace or adjust chip brushWorn or damaged pressure blockReplace pressure blockInsufficient coolant flowAdjust coolant flowTwisted <strong>Blade</strong><strong>Blade</strong> binding in cutAdjust feed or use heavy set bladesSide guides are too tightAdjust guidesWork loose in viseAdjust viseContour sawingFeed too heavyReduce feed pressureGuide arms too far apartAdjust guide arms closer to material<strong>Blade</strong> WearIncorrect bladeUse proper tooth selectionHeavy feed or too fast speedRefer to cutting recommendationsLack of cutting fluidAdjust coolant flow or ratioTeeth blued.<strong>Blade</strong> installed backwardsInstall blade correctlyTeeth Fracturing - FrontFront of tooth indicateswork spinning in vise.Material loose in viseIncorrect tooth pitchFeed too heavySpeed too fastAdjust viseUse proper tooth selectionReduce feed rateRefer to cutting recommendations59
Catalog Number 181 © Copyright 2009The L.S. <strong>Starrett</strong> Company 20M/S 05/09Specifications Subject to Change